Изобретение относится к литой заготовке головки цилиндра для изготовления головки цилиндра для двигателей внутреннего сгорания, работающих на дизельном топливе, с уплотнительной поверхностью, обработанной до состояния готовности, предназначенной для установки на соответствующей уплотнительной поверхности блока цилиндров, образованной на участке уплотнительной поверхности литой заготовки головки цилиндра, толщина которой в отлитом состоянии имеет припуск на обработку по сравнению со своей номинальной толщиной, которая образуется при чистовой обработке фрезерованием уплотнительной поверхности, и включает область камеры сгорания, которая придана камере сгорания, сформированной в блоке цилиндров.
Далее изобретение касается головки цилиндра, отлитой из расплава металла, для двигателей внутреннего сгорания, работающих на дизельном топливе, с полученной с помощью чистовой обработки фрезерованием уплотнительной поверхностью, предназначенной для установки на соответствующей уплотнительной поверхности блока цилиндров, включающей область камеры сгорания, которая придана камере сгорания, сформированной в блоке цилиндров.
Наконец изобретение включает также способ литья заготовки головки цилиндра, при котором расплав металла, в частности расплав легких металлов, заливается в литейную форму, которая включает полость для отливки, отображающую литую заготовку головки цилиндра, которая имеет поверхность соприкосновения, отображающую уплотнительную поверхность на литой заготовке головки цилиндра, и при котором после заливки, застывания и извлечения из формы литой заготовки головки цилиндра уплотнительная поверхность обрабатывается до готового состояния с помощью обработки фрезерованием, при которой с материала отливки в зоне уплотнительной поверхности снимается часть толщины, чтобы получить обработанную до готового состояния уплотнительную поверхность для установки на соответствующую уплотнительную поверхность блока цилиндров.
У головок цилиндров дизельных двигателей внутреннего сгорания, в частности двигателей с непосредственным впрыскиванием топлива, зона камеры сгорания не имеет геометрии полусферы, которая обычно имеет место у головок цилиндров бензиновых двигателей, а является плоскостной, в которой также выбрана плоская уплотнительная поверхность, к которой головка цилиндра дизеля в собранном состоянии прилегает к предназначенной для нее уплотнительной поверхности соответствующего блока цилиндров. Таким образом, зона камеры сгорания головки цилиндра лежит в плоскости уплотнения для блока цилиндров.
Чтобы иметь возможность изготавливать уплотнительную поверхность с точностью, требуемой для долговечной надежной в плане герметичности посадки, при литье заготовки головки цилиндра обычно предусматривается припуск на обработку, который при чистовой обработке головки цилиндра снимается с помощью фрезерования. На практике предусматриваемая в качестве припуска на обработку дополнительная толщина участка заготовки головки цилиндра, несущего уплотнительную поверхность, которая снимается в ходе чистовой обработки и составляет обычно от 2 до 3 мм. Снятие этой толщины позволяет с высокой точностью придать уплотнительной поверхности требуемую ровность.
На практике зона камеры сгорания головки цилиндра вследствие возникающих при работе дизельных двигателей высокого давления и высокой температуры подвергается очень большим нагрузкам. Эти нагрузки, в частности, для головок цилиндра, отлитых из сплавов легких металлов, увеличивают возможность образования трещин в выполненных в зонах камер сгорания седлах и перегородках клапанов. Эта склонность, в частности с учетом достижения более высокой нагрузочной способности, представляется проблемой при изготовлении и при эксплуатации дизельных двигателей в отношении достижения возможно большего выхода мощности.
Именно в том случае, когда головки цилиндров должны изготавливаться из материала, представляющего легкие металлы, например алюминиевого сплава, эти требования могли выполняться до сих пор только с помощью повышения техники легирования, конструктивных и технологических затрат. Так, например, допустимая нагрузка седел клапана в зоне камеры сгорания повышается, например, с помощью отливки элементов, изготовленных из способных к более высоким нагрузкам металлов. Затраты, связанные с отливкой седел клапанов, и мероприятия, требуемые для достаточно прочной заделки их в легкий металл головки цилиндров, вызывают, однако, дополнительные затраты, связанные с итоговым изготовлением. Равным образом это относится к возможности повысить прочностные и деформационные свойства зоны камеры сгорания с помощью дополнительной термической обработки.
На этом фоне задачей изобретения является создание простой в изготовлении литой заготовки головки цилиндра, из которой простым способом может быть получена головка цилиндра для дизельных двигателей с оптимизированной допустимой нагрузкой. Также должна быть предложена соответственно выполненная, изготовленная методом литья из сплава легкого металла и последующей обработкой фрезерованием головка цилиндра, которая длительный срок выдерживает также повышенные требования к допустимой нагрузке подобного рода головок цилиндра. Наконец в изобретении предлагается способ для изготовления подобного рода головок цилиндров.
В отношении литой заготовки эта задача, исходя из литой заготовки головки цилиндра представленного вида, была решена с помощью того, что у такой предложенной в соответствии с изобретением литой заготовки припуск на обработку участка уплотнительной поверхности в зоне камеры сгорания уплотнительной поверхности составляет максимум 15% припуска на обработку участка уплотнительной поверхности в остальной области уплотнительной поверхности.
В основе изобретения лежат знания того, что на статические и динамические свойства зоны камеры сгорания, включающей поверхность уплотнения подлежащей изготовлению головки цилиндра, в значительной степени оказывает влияние образование структуры отливки. При этом особое значение придается малой толщине структуры, которая существенно зависит от скорости застывания.
При литье сплавов из легких металлов застывание происходит при отводе тепла через литейную форму и осуществляется быстрее всего на поверхности контакта между литейной формой и расплавом, заполняющим литейную форму. Изобретение предлагает ограничить до минимума толщину имеющегося припуска на обработку, это достигается за счет того, что имеющаяся близкая к поверхности в зоне камеры сгорания, быстро застывшая структура отливки не удаляется на поверхности зоны камеры сгорания даже после обработки фрезерованием, неизбежной для получения необходимой ровности уплотнительной поверхности, а сохраняется. Соответственно там будут наблюдаться хорошие механические свойства, по сравнению с лежащими глубже, медленнее застывшими областями отлитой головки цилиндра. Таким образом, зона камеры сгорания имеет более жесткую структуру и может таким образом нести более высокую нагрузку при большей долговечности.
Относительно головки цилиндра для двигателей внутреннего сгорания, работающих на дизельном топливе, характеризуемой приведенными признаками, решение поставленной выше задачи заключается соответственно этому в том, что головка цилиндра согласно изобретению в зоне камеры сгорания, смежной с ее поверхностью, имеет структуру отливки, которая соответствует структуре отливки, которая имела место в области уплотнительной поверхности, смежной с поверхностью, перед ее чистовой обработкой фрезерованием.
Наконец в соответствии с изобретением решение поставленной выше задачи в отношении способа указанного вида предусматривает, что поверхность литейной формы включает поднятие, который формирует в уплотнительной поверхности литой заготовки головки цилиндра область камеры сгорания, при этом поднятие имеет поверхность, простирающуюся в основном параллельно поверхности соприкосновения, которая расположена на расстоянии от уплотнительной поверхности, которое составляет, по меньшей мере, 85% толщины материала, снимаемого с уплотнительной поверхности в ходе обработки фрезерованием до готового состояния.
Общим для различных вариантов осуществления изобретения является то, что отформованная в уплотнительной поверхности головки цилиндра область камеры сгорания еще при литье головки цилиндра изготавливается настолько близко к конечным размерам, что в области камеры сгорания при неизбежной после литья для получения ровности обработки уплотнительной поверхности с помощью фрезерования, во всяком случае, осуществляется только минимальное снятие материала. Таким образом, в области камеры сгорания начисто обработанной головки цилиндра, окруженной поверхностью уплотнения, сохраняется быстро застывшая структура отливки более тонкой структуры.
Практические исследования показали, что предложенным в соответствии с изобретением образом сформированные и изготовленные головки цилиндров в их соответствующей зоне камеры сгорания имеют предел прочности на растяжение, который на 5-15% выше, чем предел прочности на растяжение традиционно выполненных и обработанных, изготовленных из таких же литейных сплавов головок цилиндров. К тому же эти исследования показали повышенную от 15 до 25% деформируемость при растяжении головок цилиндров, предложенных в соответствии с изобретением, по сравнению с традиционными головками цилиндров.
Целенаправленное улучшение собственных свойств в соответствии с изобретением может дальше оптимизироваться с помощью минимизации припуска на обработку в зоне камеры сгорания уплотнительной поверхности. Соответственно предпочтительные варианты исполнения изобретения предусматривают ограничение припуска на обработку в зоне камеры сгорания максимум до 10%, в частности до 7% и более предпочтительно максимум до 4% припуска участка уплотнительной поверхности в остальной области уплотнительной поверхности. Таким образом, у образованной в соответствии с изобретением литой заготовки головки цилиндра припуск толщины в зоне камеры сгорания лежит, например, в диапазоне от 0,1 до 0,2 мм, в то время как в остальной, окружающей зону камеры сгорания уплотнительной поверхности обычно может составлять впредь от 2 до 3 мм.
Ниже изобретение более подробно поясняется с помощью фигур, представляющих пример осуществления. Где схематическим образом показывают:
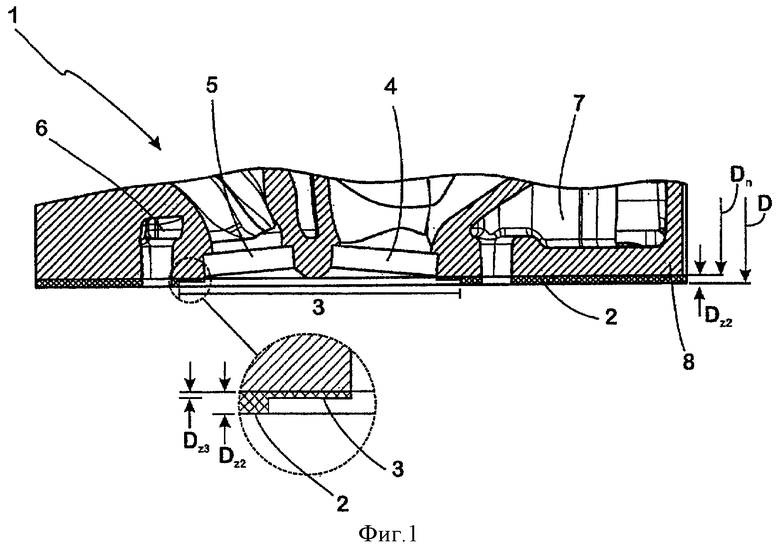
фиг.1 - вырез литой заготовки головки цилиндра, отлитой из обычного алюминиевого сплава, в поперечном сечении;
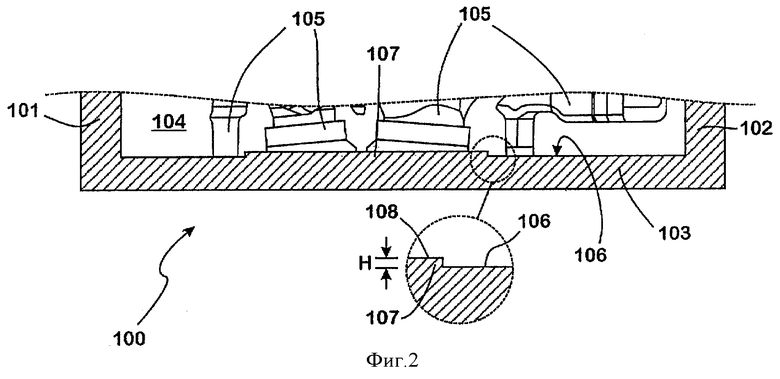
фиг.2 - вырез литейной формы для литья представленной на фиг.1 литой заготовки головки цилиндра в поперечном сечении;
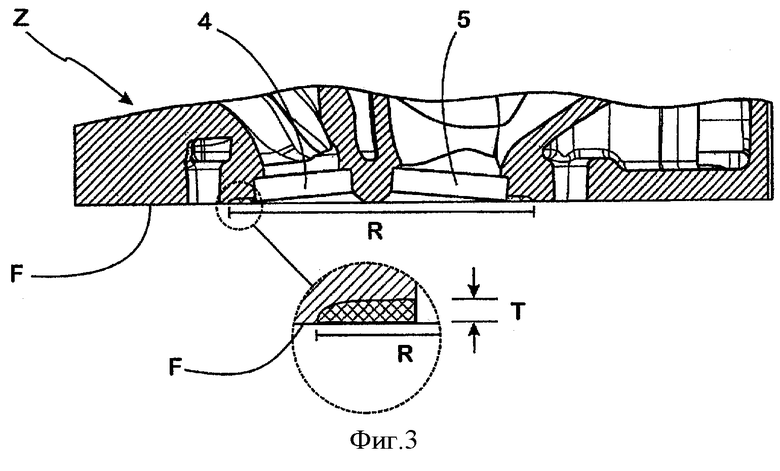
фиг.3 - вырез представленной на фиг.1 литой заготовки головки цилиндра после чистовой обработки головки цилиндра в поперечном сечении.
Литая заготовка 1 головки цилиндра имеет на своей нижней стороне, если рассматривать монтажное положение, уплотнительную поверхность 2, которая простирается по всей ширине и длине литой заготовки 1 головки цилиндра. Даже в представленном на фиг.1 необработанном состоянии после литья уплотнительная поверхность 2 в основном выполнена ровной.
Уплотнительная поверхность 2 включает зону 3 камеры сгорания, которая придана камере сгорания не показанного здесь блока цилиндров. В зоне 3 камеры сгорания отформовано седло 4 клапана для не показанного впускного клапана и седло 5 клапана для не показанного выпускного клапана. Дополнительно в литой заготовке 1 головки цилиндра отформованы охладительные каналы 6, 7, соединительные отверстия которых для присоединения к соответствующим каналам блока цилиндров впадают в уплотнительную поверхность 2 на расстоянии от зоны 3 камеры сгорания.
Уплотнительная поверхность 2 с зоной камеры сгорания распространяется от участка 8 уплотнительной поверхности, простирающегося по ширине и длине литой заготовки 1 головки цилиндра. Она в области между участками охладительных каналов 6, 7, проходящих параллельно к уплотнительной поверхности 2, и участком 8 уплотнительной поверхности, имеющим уплотнительную поверхность 2, на языке специалистов называется "декой камеры сгорания".
В области уплотнительной поверхности 2 толщина участка 8 уплотнительной поверхности после отливки на припуск для обработки Dz2 толще номинальной толщины Dn участка 8 уплотнительной поверхности в готовом обработанном состоянии, представленном на фиг.3. На практике припуск для обработки Dz2 составляет примерно 2 мм.
В противоположность к области уплотнительной поверхности 2 участок 8 уплотнительной поверхности в зоне 3 камеры сгорания лишь совсем незначительно толще предписываемой номинальной толщины Dn в готовом обработанном состоянии. Так у литой заготовки 1 головки цилиндра припуск на обработку Dz3 в области 3 камеры сгорания составляет только 0,1 мм, т.е. 5% припуска на обработку Dz2.
В результате минимизированной толщины припуска на обработку Dz3 литая заготовка 1 головки цилиндра в зоне 3 камеры сгорания, отталкиваясь от ее свободной поверхности по глубине Т, имеет вследствие продвинувшегося там быстро вперед застывания тонкую структуру отливки, которая доходит до области номинальной толщины Dn обработанной до готовности головки цилиндра Z. В области уплотнительной поверхности 2 в диапазоне номинальной толщины Dn напротив имеет место относительно крупная структура, так как там из-за большего расстояния, обусловленного большим припуском на обработку Dz2 до свободной поверхности уплотнительной поверхности 2, застывание алюминиевого литьевого материала происходило медленее, чем в областях, более близких к поверхности.
Для получения литой заготовки 1 цилиндрической головки предусмотрена литейная форма 100, которая своими боковыми стенками 101, 102 и своей донной частью 103 образует полость 104 литейной формы. Литейные стержни 105 служат для отображения седел 4, 5 клапанов и охладительных каналов 6 соответственно 7 в литой заготовки 1 головки цилиндра.
Для создания с одной стороны уплотнительной поверхности 2 и с другой стороны зоны камеры 3 сгорания, сформированной в уплотнительной поверхности 2 литой заготовки 1 головки цилиндра, в донной части 103 литейной формы образована плоская поверхность соприкосновения 106, соответствующая полости 104 литейной формы. На своем участке, соответствующем зоне 3 камеры сгорания литой заготовки 1 головки цилиндра, она имеет подъем 107 поверхности, наружный контур которой соответствует форме зоны 3 камеры сгорания. Подъем 107 поверхности имеет при этом на своей свободной верхней стороне плоскую поверхность 108, которая ориентирована параллельно поверхности 106 соприкосновения. Высота Н, на которой поверхность 108 расположена выше поверхности 106 соприкосновения, составляет при этом 95% создаваемого при отливке припуска Dz2 на обработку литой заготовки 1 головки цилиндра в области уплотнительной поверхности 2, в настоящем случае 1,9 мм.
При чистовой обработке литой заготовки 1 головки цилиндра большой припуск на обработку Dz2 в области уплотнительной поверхности 2 и припуск на обработку Dz3 в зоне 3 камеры сгорания снимаются с помощью фрезерования, так что на головке цилиндра Z после чистовой обработки образуется ровная уплотнительная поверхность F, плавно переходящая в окруженную ею, также ровную зону R камеры сгорания. Снятие материала в области уплотнительной поверхности 2 при этом имеет такую величину, что на свободной поверхности, обработанной до готовности уплотнительной поверхности F все еще имеет место относительно крупная структура. Напротив, в зоне R камеры сгорания обработанной до готовности головки Z цилиндра, в связи с тем, что снятие материала там было значительно меньше, все еще будет иметься тонкая, образовавшаяся благодаря быстрому, обусловленному нахождением вблизи поверхности застыванию структура отливки. Благодаря этому в зоне R камеры сгорания, обработанной до готовности головки Z цилиндра, будут иметь место повышенная прочность и улучшенные показатели растягивающей деформации.
После установки полностью обработанной головки Z цилиндра на соответствующую уплотнительную поверхность не показанного здесь блока цилиндров зоны R камеры сгорания и окружающая ее уплотнительная поверхность F головки Z цилиндра лежат в одной и той же уплотнительной плоскости. Зона R камеры сгорания при этом закрывает предназначенную ей камеру сгорания блока цилиндров.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ центробежного литья гильз цилиндров двигателей внутреннего сгорания | 1985 |
|
SU1328064A1 |
| СПОСОБ ЛИТЬЯ, В ЧАСТНОСТИ, ГОЛОВКИ БЛОКА ЦИЛИНДРОВ ДВИГАТЕЛЯ | 2002 |
|
RU2306194C2 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ИЗ ФОРМЫ ДЛЯ ЛИТЬЯ ЛИТОЙ ЗАГОТОВКИ, ОТЛИТОЙ ИЗ ЛЁГКОГО СПЛАВА | 2013 |
|
RU2635598C2 |
| ЛИТЕЙНЫЙ СТЕРЖЕНЬ РУБАШКИ ОХЛАЖДЕНИЯ ГОЛОВКИ ЦИЛИНДРОВ ДИЗЕЛЬНОГО ДВИГАТЕЛЯ С ЖИДКОСТНЫМ ОХЛАЖДЕНИЕМ | 2008 |
|
RU2381863C2 |
| Способ создания заготовки гребного винта | 2019 |
|
RU2715404C1 |
| ГОЛОВКА БЛОКА ЦИЛИНДРОВ ДЛЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ (ВАРИАНТЫ) | 2016 |
|
RU2694978C2 |
| ГОЛОВКА БЛОКА ЦИЛИНДРОВ (ВАРИАНТЫ), СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) И ДВИГАТЕЛЬ | 2013 |
|
RU2629848C2 |
| СКОЛЬЗЯЩИЙ КОМПОНЕНТ КОМПРЕССОРА, ОСНОВАНИЕ СКОЛЬЗЯЩЕГО КОМПОНЕНТА, СПИРАЛЬНЫЙ КОМПОНЕНТ И КОМПРЕССОР | 2007 |
|
RU2387878C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ПОРШНЕВЫХ КОЛЕЦ И ГИЛЬЗ ЦИЛИНДРОВ | 2010 |
|
RU2427444C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
Изобретение относится к литейному производству. Литая заготовка головки цилиндра имеет уплотнительную поверхность (2), предназначенную для установки на соответствующую уплотнительную поверхность блока цилиндров. Уплотнительная поверхность 2 включает зону 3 камеры сгорания, образована и имеет в отлитом состоянии припуск (Dz2) на обработку, по сравнению с номинальной толщиной (Dn), после обработки фрезерованием. Припуск (Dz3) на обработку участка уплотнительной поверхности (2) в зоне (3) камеры сгорания составляет максимум 15% припуска (Dz2) на обработку уплотнительной поверхности в остальной области. Головка цилиндра в зоне камеры сгорания имеет структуру, соответствующую структуре отливки в области уплотнительной поверхности перед обработкой ее фрезерованием. Достигается оптимизированная допустимая нагрузка на головку цилиндра. 3 н. и 9 з.п. ф-лы, 3 ил.
1. Литая заготовка для изготовления головки цилиндра двигателей внутреннего сгорания, работающих на дизельном топливе, имеющая уплотнительную поверхность (2), предназначенную для установки в готовом обработанном состоянии на соответствующую уплотнительную поверхность блока цилиндров, толщина (D) которой в отлитом состоянии имеет припуск (Dz2) на обработку по сравнению с номинальной толщиной (Dn), получаемой после чистовой обработки фрезерованием, и включающую зону (3) камеры сгорания, присоединяемую к камере сгорания, сформированной в блоке цилиндров, отличающаяся тем, что припуск (Dz3) на обработку участка уплотнительной поверхности (2) в зоне (3) камеры сгорания составляет максимум 15% припуска (Dz2) на обработку уплотнительной поверхности в остальной области.
2. Литая заготовка по п.1, отличающаяся тем, что припуск (Dz3) на обработку участка уплотнительной поверхности в зоне (3) камеры сгорания составляет максимум 10% припуска (Dz2) на обработку уплотнительной поверхности в остальной области.
3. Литая заготовка по п.1, отличающаяся тем, что припуск (Dz3) на обработку участка уплотнительной поверхности в зоне (3) камеры сгорания составляет максимум 7% припуска (Dz2) на обработку уплотнительной поверхности в остальной области.
4. Литая заготовка по п.1, отличающаяся тем, что припуск (Dz3) на обработку участка уплотнительной поверхности в зоне (3) камеры сгорания составляет максимум 4% припуска на обработку (Dz2) уплотнительной поверхности в остальной области.
5. Литая заготовка по любому из пп.1-4, отличающаяся тем, что уплотнительная поверхность (2) и зона (3) камеры сгорания выполнены в основном плоскими.
6. Литая заготовка по любому из пп.1-4, отличающаяся тем, что в зоне (3) камеры сгорания образовано, по меньшей мере, одно седло для клапана (4, 5).
7. Литая заготовка по любому из пп.1-4, отличающаяся тем, что она отлита из сплава легкого металла, в частности из алюминиевого сплава.
8. Головка цилиндра, отлитая из металлического расплава, в частности расплава легкого металла, для двигателей внутреннего сгорания, работающих на дизельном топливе, имеющая предназначенную для установки на соответствующую уплотнительную поверхность блока цилиндров и изготовленную с чистовой обработкой фрезерованием уплотнительную поверхность (F), которая включает зону (R) камеры сгорания, присоединяемую к сформированной в блоке цилиндров камере сгорания, отличающаяся тем, что головка цилиндра (Z) в зоне (R) камеры сгорания, смежной с ее уплотнительной поверхностью, имеет структуру, соответствующую структуре отливки, которая имелась в области уплотнительной поверхности (F) перед ее чистовой обработкой фрезерованием.
9. Головка цилиндра по п.8, отличающаяся тем, что уплотнительная поверхность (F) и зона (R) камеры сгорания выполнены плоскими.
10. Головка цилиндра по п.8 или 9, отличающаяся тем, что в зоне (R) камеры сгорания сформировано, по меньшей мере, одно седло клапана (4, 5).
11. Головка цилиндра по п.8 или 9, отличающаяся тем, что она состоит из сплава легкого металла, в частности алюминиевого сплава.
12. Способ отливки литой заготовки головки цилиндра, включающий заливку расплава металла, в частности расплава легкого металла, в литейную форму (100), содержащую полость (104), отображающую литую заготовку (1) головки цилиндра, и поверхность (106) соприкосновения, отображающую уплотнительную поверхность (2) на литой заготовке (1), затвердевание и извлечение из формы литой заготовки (1), обработку уплотнительной поверхности (2) фрезерованием, при которой с материала отливки в области уплотнительной поверхности (2) снимают часть толщины, чтобы получить обработанную до готового состояния уплотнительную поверхность (F) для установки на соответствующую уплотнительную поверхность блока цилиндров, отличающийся тем, что на поверхности соприкосновения (106) литейной формы выполнено возвышение (107), которое формирует в уплотнительной поверхности (2) литой заготовки (1) зону (3) камеры сгорания, при этом возвышение (107) имеет поверхность (108), простирающуюся в основном параллельно поверхности соприкосновения (106) и расположенную на расстоянии (Н) от уплотнительной поверхности, которое составляет, по меньшей мере, 85% припуска (Dz2) материала, снимаемого с уплотнительной поверхности (2) в ходе обработки фрезерованием до готового состояния.
| DE 10014591 C1, 02.08.2001 | |||
| JP 62282763 A, 08.12.1987 | |||
| JP 2001200753 А, 27.01.2001 | |||
| Генератор м-последовательности | 1979 |
|
SU849463A2 |

