Изобретение относится к технологии производства строительных материалов и может быть использовано для изготовления теплоизоляционных и конструкционно-теплоизоляционных армированных ячеистых бетонов автоклавного твердения.
Известна оснастка для изготовления армированного ячеистобетонного изделия по патенту СССР № 1746895, МПК Е 04 С 5/16, содержащая арматуру и фиксатор арматуры, выполненный в виде спирали из проволоки.
Недостаток - большой объем ручного труда при подготовке производства.
Известна оснастка для изготовления армированных ячеистобетонных изделий по патенту РФ № 2056492, МПК 6 Е 04 С 5/06. Оснастка содержит металлическую форму и арматурный каркас, который содержит стержневую и продольно расположенную спиральную арматуру, соединенную с опорными плитами. Изобретение используется в строительстве зданий, возводимых в сейсмоопасных регионах.
Недостаток - большая металлоемкость арматурного каркаса.
Известна также оснастка для изготовления изделий из армированного ячеистого бетона по А. С. СССР № 1617117, МПК 4 Е 04 С 5/06, которая также содержит металлическую форму и арматурный каркас.
Недостатки этой оснастки: большая трудоемкость подготовки производства армированных ячеистобетонных блоков, ручной труд, неточность в ориентации каркаса или нескольких каркасов при непрерывном цикле производства, а также необходимость установки дистанционных прокладок на дно металлической формы.
Задача создания изобретения - снижение себестоимости выпускаемой продукции.
Решение указанной задачи достигнуто за счет того, что оснастка для изготовления ячеистобетонного изделия с арматурным каркасом, включающая металлическую форму, выполнена в виде установленной на металлической форме рамы с размещенными на ней передвижными рейками с металлическими штырями, установленными в четном числе выполненных попарно друг над другом фиксаторах арматурного каркаса, при этом металлические штыри выполнены с замками в нижней части, ручками-упорами в верхней части и пружинами между рейками и ручками-упорами.
Все металлические штыри установлены в отверстиях реек, подпружинены относительно них и имеют возможность поворота и осевого перемещения. Замки металлических штырей выполнены плоскими трапециевидной формы. Фиксаторы выполнены из двух проволочных петель П-образной формы, обращенных свободными концами в противоположные стороны, с образованием между ними отверстий овальной формы.
Проведенные патентные исследования показали, что предложенное техническое решение обладает новизной, изобретательским уровнем и промышленной применимостью, т.е. удовлетворяет всем критериям изобретения.
Сущность изобретения поясняется на чертежах (фиг.1... 5), где:
на фиг.1 приведена рама в сборе,
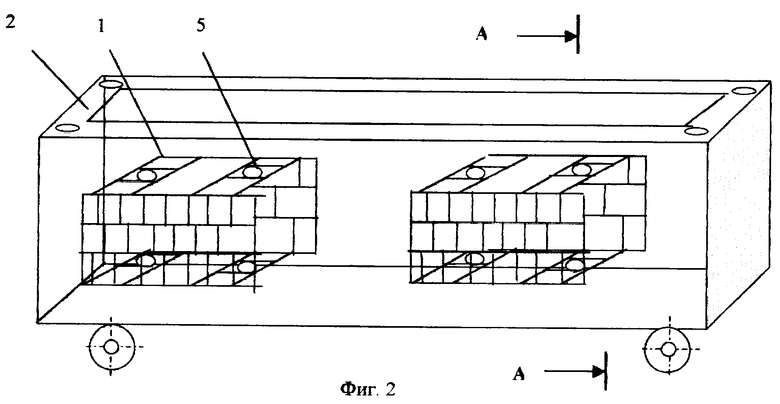
на фиг.2 приведены металлическая форма и арматурный каркас,
на фиг.3 представлен разрез металлической формы по А-А,
на фиг.4 - конструктивное исполнение штыря,
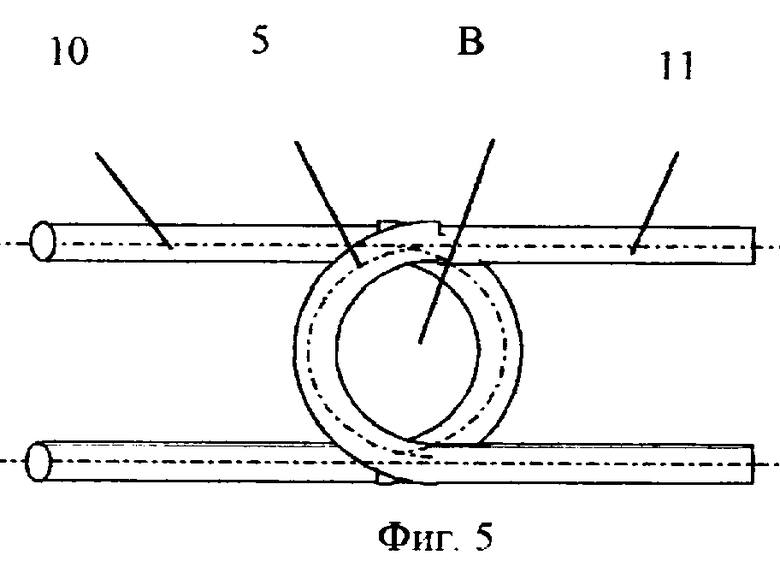
на фиг.5 - конструктивное исполнение фиксатора.
Предложенная оснастка состоит (фиг.1...3) из арматурного каркаса 1, установленного в металлическую форму 2. Оснастка содержит над металлической формой 2 раму 3 с передвижными рейками 4, в которых выполнены отверстия Б. Арматурный каркас 1 дополнительно оснащен четным числом фиксаторов 5, выполненных попарно друг над другом. В них вставлены металлические штыри 6 с замками 7 в нижней части, имеющими плоскую трапециевидную форму, и ручки-упоры 8 в верхней части (фиг.4).
Между ручками-упорами 8 и передвижными рейками 4 установлены пружины 9. Каждый фиксатор 5 состоит из двух проволочных петель 10 и 11 П-образной формы, обращенных свободными концами в противоположные стороны, с образованием между ними отверстий овальной формы В (фиг.5).
В процессе непрерывного производства армированных ячеистобетонных изделий одновременно подготавливают сырьевую ячеистобетонную смесь и необходимое количество арматурных каркасов 1. Арматурные каркасы 1 могут быть любой формы, конструкции и размеров. В арматурный каркас устанавливают, например приваривают, по несколько пар фиксаторов 5, располагая их в каждой паре друг над другом. При работе в металлическую форму 2 устанавливают один или несколько арматурных каркасов 1 и вводят стержни 6 через отверстия реек Б и отверстия фиксаторов В. Предварительно на стержни 6 одевают пружины 9. Металлические штыри 6, имеющие в нижней части замки 7, при правильной ориентации свободно проходят через отверстие Б круглой формы и отверстие В, имеющее овальную форму. Металлические штыри 6 поворачивают на 90°, вследствие этого они фиксируются замками 7, которые устанавливаются поперек отверстий овальной формы В. Арматурный каркас (каркасы) 1 устанавливают в металлическую форму 2 в подвешенном состоянии. Это позволяет обойтись без дистанционных прокладок, предусмотренных Инструкцией по изготовлению изделий из ячеистого бетона СН 277-80. После заливки формы ячеистобетонной смесью и затвердевания ее до необходимой для резки пластической прочности металлические штыри 6 поворачивают на 90° в обратную сторону, пружины 9 выводят их из зацепления с фиксаторами 5. Потом поднимают раму 3 с передвижными рейками 4 и металлические штыри 6, освобождая, установленные в проектном положении каркас (каркасы) 1. Массив бетона режется на блоки между каркасами 1.
В итоге арматурный каркас не касается днища металлической формы, расстояние между арматурными каркасами выдерживается с высокой точностью, что необходимо для резки массива бетона, ручной труд сведен до минимума.
Применение изобретения позволило:
1. Уменьшить себестоимость изготовляемой продукции.
2. Повысить точность установки каркасов.
3. Переналаживать оснастку для выпуска армированных ячеистобетонных изделий различных типоразмеров.
4. Обходиться без прокладок под арматурные каркасы.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ДЛЯ РЕЗКИ ЯЧЕИСТОБЕТОННЫХ МАССИВОВ | 2002 |
|
RU2245786C2 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОБЕТОННЫХ ИЗДЕЛИЙ | 1971 |
|
SU306001A1 |
| УСТАНОВКА ДЛЯ РЕЗКИ ЯЧЕИСТОБЕТОННЫХ МАССИВОВ | 2006 |
|
RU2326762C2 |
| КОНВЕЙЕРНЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТО-БЕТОННЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ КАНТОВАНИЯ МАССИВА ПРИ ПРОИЗВОДСТВЕ ЯЧЕИСТО-БЕТОННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2077980C1 |
| Способ изготовления плит и панелей из ячеистого бетона | 1985 |
|
SU1475792A1 |
| Гидравлический пресс | 1988 |
|
SU1574475A1 |
| АРМАТУРНЫЙ КАРКАС | 2000 |
|
RU2190068C2 |
| Способ изготовления изделий под давлением из высокопрочного фибробетона | 2016 |
|
RU2641363C1 |
| Способ изготовления ячеистобетонных изделий | 1986 |
|
SU1650440A1 |
| Способ производства армированных изделий на линии производства блоков из газобетона | 2018 |
|
RU2701682C1 |



Изобретение относится к технологии изготовления теплоизоляционных армированных ячеистых бетонов автоклавного твердения. Технический результат - снижение себестоимости выпускаемой продукции. Оснастка для изготовления ячеистобетонного изделия с арматурным каркасом выполнена в виде установленной на металлической форме рамы с размещенными на ней передвижными рейками с металлическими штырями, установленными в четном числе выполненных попарно друг над другом фиксаторах арматурного каркаса. Металлические штыри выполнены с замками в нижней части, ручками-упорами в верхней части и пружинами между рейками и ручками-упорами. 3 з.п.ф-лы, 5 ил.
| КОНВЕЙЕРНЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТО-БЕТОННЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ КАНТОВАНИЯ МАССИВА ПРИ ПРОИЗВОДСТВЕ ЯЧЕИСТО-БЕТОННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2077980C1 |

