Изобретение относится к области производства изделий из газобетона.
Известны линии по производству изделий из газобетона. Изделия из газобетона достаточно популярны, но имеют тот недостаток, что они не в достаточной мере прочны. Особенно это касается таких изделий как перемычки. Данный недостаток преодолевается в армированных газобетонных изделиях.
Однако, известные линии по производству газобетонных изделий не так просто приспособить к производству армированных газобетонных изделий. Поэтому таких универсальных линий нет.
Технический результат заключается в создании инверсной линии по производству как газобетонных, так и армированных газобетонных изделий на одной и той же площади при повышении качества изделий за счет снижения внутренних напряжений в изделиях.
Указанный технический результат достигается тем, что в способе производства армированных изделий на линии производства блоков из газобетона, в которой имеется несущая рама со штифтами-фиксаторами для установки на нее арматурных каркасов, рама имеет возможность перемещения к установке для антикоррозийной обработки арматурных каркасов, например покрасочной ванне, в непосредственной близости к установке для антикоррозийной обработки расположена зона для сушки арматурных каркасов, в которую несущая рама подает обработанные арматурные каркасы, при этом в зоне заливки заливочные формы для газобетона предварительно заливают газобетонной массой и придают последней однородность посредством виброигл, просушенные каркасы переводят в зону заливки и опускают в заливочные формы и после этого заливочные формы с каркасами перемещают в камеру созревания, где газобетонная смесь созревает 150 мин, при окончании созревания заливочные формы снимают и направляют под следующую заливку, а полученное сырцовое изделие направляется в машину послабляющего реза для снятия напряжения со всей площади массива и на отдельные элементы в сырце, причем для послабляющего реза используется витая струна, далее изделие проходит калибровку в сырце, причем сначала его устанавливают вертикально и на триммере продольного реза производится доводка геометрии массива с верхней и нижней частей массива и калибровка ширины изделий, после чего изделие в машине поперечной резки режут триммером поперечной резки, далее на линии продольного реза калибруется высота изделий и утилизируется нижний подрезной слой, после этого осуществляют процесс автоклавирования при температуре 1900 С в течении не более 12 часов и дальнейшую упаковку готовой продукции.
Уникальность способа и линии в решении размещения оборудования, в действующую линию по производству блока из ячеистого бетона, машины размещены так, что переход выпуска продукции с блока на армированные изделия не занимает много времени и так же в обратном порядке. Из-за этого линия не занимает дополнительных площадей. В линию вмонтирована машина послабляющего реза для снятия напряжения со всей площади массива и на отдельные элементы в сырце, в ней в первые в мире применена витая струна (намотка на барабан всего 40 метров и проходит лучшая выборка материала при резе, из чего следует меньший процент брака). Так же вмонтирована в существующую линию машина калибровки ширины реза плит и перемычек (продольного реза) в массиве сырце. На линии продольного реза (триммере) калибровка высоты изделия применена взаимозаменяемая технология реза, (только струны и ножи) или одновременное применение струн и ножей для достижения четкой геометрии продукции. Так же впервые применена, система замков для расстановки деревянных поддонов, под все виды перемычек в автоматическом режиме. Линия рассчитана и работает на евро поддонах, переход на расстановку поддонов под блоки занимает несколько минут, и далее в автоматическом режиме по конвейеру готовой продукции, вся упаковка готовой продукции производиться в автоматическом режиме включая раздачу пленки (накрытие готовой продукции) в автоматическом режиме, бандажирование продукции так же производиться в автоматическом режиме.
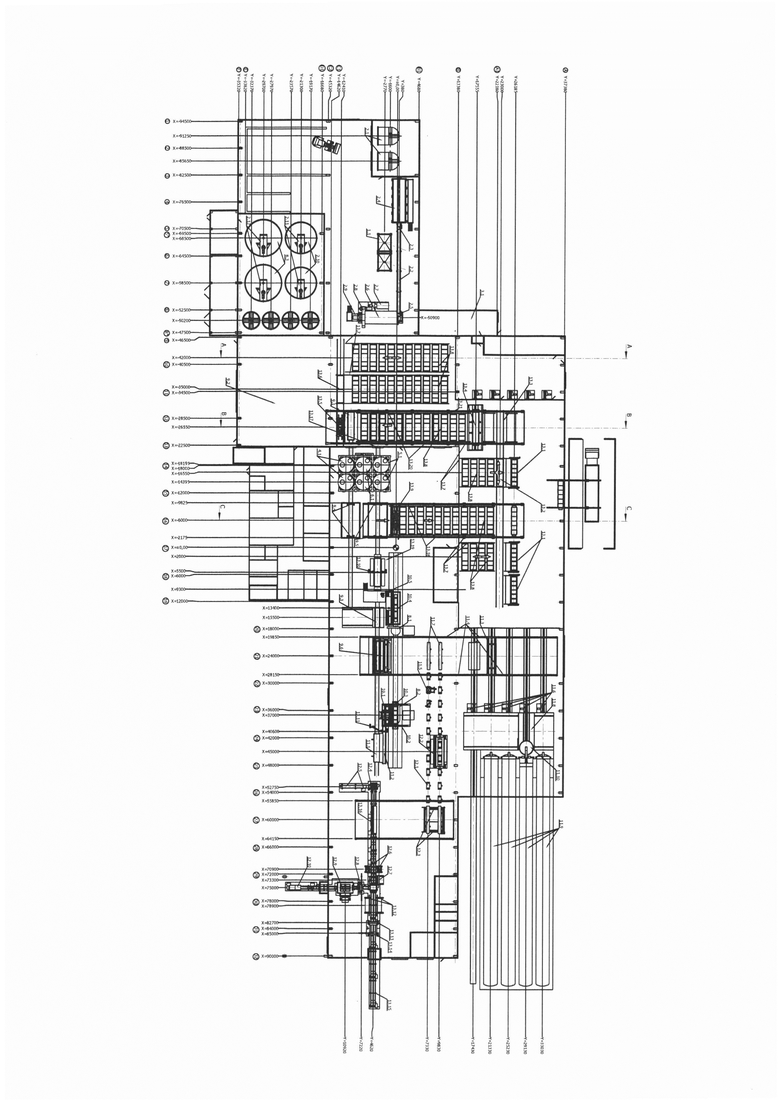
Изобретение иллюстрируется чертежом.
Линия содержит следующие элементы.
Участок ангидрида твердых отходов с воронками для твердых отходов (ангидрида), участок песка с мешалкой для золы с ленточным конвейером для загрузки песка под загрузочной воронкой для дозирования песка в мельницу, систему дозирования песка, мельницу для песка с системой электроуправления мельницы для песка, систему механического привода мельницы, насосы для шлама, мешалку для шлама и систему контроля уровня заполнения.
Имеется участок алюминия со средствами загрузки алюминия в смеситель и система дозирования и смешивания алюминия. Участок молотой извести со шнековым дозатором и оснасткой для силоса.
Имеются участки цемента, дополнительного сырья, подачи воды, обратного шлама с малой и большой мешалкой для обратного шлама, дозирования и смешивания.
Далее расположен участок предварительного твердения с заливочными формами, где имеются передаточная платформа и транспортеры. Там устанавливается блокировка бортов форм, осуществляется разблокировка бортов форм, с установкой открывания и закрывания бортов форм с гидравлической станцией. Там же имеется универсальный кантователь с гидравлической станцией и системой электрического управления участком предварительного твердения.
На линии резки имеется боковой триммер со стальной подконструкцией и вагонеткой резки, портал резки, с ножами, машина резки по толщине, установка поперечной резки, гидравлическая станция для установки поперечной резки, с системой электрического управления линии резки.
Участок автоклавирования и транспортировки содержит вагонетку утилизации нижнего подрезного слоя, транспортер остатков резки, погрузчик линии автоклавирования и транспортировки, стальную подконструкцию погрузчика, с гидравлической станцией, установку чистки автоклавных поддонов, систему подачи автоклавных вагонеток, автоклавные поддоны, передаточную платформу в составе автоклавов, четыре автоклава. Автоклавы снабжены дверями и в их состав входят вакуумная система, автоматическая система отвода конденсата из автоклава и насосы для системы сброса конденсата из автоклавов с системой электроуправления участка автоклавирования и транспортировки.
Заключительным является участок сортировки и упаковки.
В нем содержатся: система транспортировки автоклавных поддонов, разделительная машина массивов с гидравлической станцией и система электрического управления разделительной машиной включающая стальную подконструкцию для сортировки и укладки на поддоны, гидравлическая установка для сортировки и укладки на поддоны, транспортер для деревянных паллет, магазин деревянных паллет с системой транспортировки пакетов, с машиной одевания пакетов, машина формирования пакетов - горизонтальная установка бандажирования, вертикальная установка бандажирования, с электрическим управлением линии сортировки и упаковки, установка упаковывания продукции, цепной конвейер выхода готовой продукции.
При этом в обычную линию по производству газобетонных изделий вошла линия по производству перемычек и плит содержащая станцию арматурных каркасов, транспортную платформу, установку для антикоррозийной обработки арматурных каркасов, несущую раму арматуры, машину вертикальной резки неавтоклавированного массива, машину горизонтальной резки неавтоклавированного массива.
Работа линии осуществляется в зависимости от вида готовой продукции.
Позиция и участок
1. Участок ангидрида твердых отходов
1.1 - загрузочные воронки для твердых отходов (ангидрида)
2. участок песок
2.1 - мешалка для золы
2.2 - ленточный конвейер для загрузки песка под загрузочной воронкой для дозирования песка в мельницу.
2.3 - система дозирования песка
2.6 - мельница для песка
2.7 - система электроуправления мельницы для песка
2.8 - система механического привода мельницы
2.9 - насосы для шлама
2.10 - мешалка для шлама
2.12 - система контроля уровня заполнения
3 участок алюминия
3.1 - участок загрузки алюминия в смеситель и система дозирования и смешивания алюминия
4 участок молотой извести
4.1 - силоса для извести с шнековым дозатором и оснасткой для силоса
5 участок цемента
5.1 - силоса цемента с шнековым дозатором и оснасткой для силоса
6 участок дополнительного сырья
6.1 - силос с оснасткой дополнительного сырья и шнековый дозатор, весы для сырьевых материалов.
Участок подачи воды
Участок обратного шлама
8.1 - малая мешалка обратного шлама
8.2 - большая мешалка обратного шлама
Участок дозирования и смешивания
9 Участок предварительного твердения
9.1 - заливочные формы
9.2 - передаточная платформа и транспортеры толкатели форм.
9.4 - установка блокировка бортов форм
9.5 - разблокировка бортов форм, с установкой открывания и закрывания бортов форм с гидравлической станцией.
9.6 - универсальный кантователь с гидравлической станцией и системой электрического управления участком предварительного твердения.
10 линия резки
10.1 - боковой триммер со стальной под конструкцией и вагонеткой резки.
10.2 - портал резки, с ножами.
10.3 - машина резки по толщине.
10.4 - установка поперечной резки
10.5 - гидравлическая станция для установки поперечной резки, с системой электрического управления линии резки.
11 участок авто лавирования и транспортировки
11.1 - вагонетка утилизации нижнего подрезного слоя
11.2 - транспортер остатков резки
11.3 - погрузчик линии авто клавирования и транспортировки.
11.4 - стальная под конструкция погрузчика, с гидравлической станцией.
11.5 - установка чистки автоклавных поддонов.
11.6 - система подачи автоклавных вагонеток.
11.7 - автоклавные поддоны.
11.8 - передаточная платформа в составе автоклавов.
11.9 - четыре (4) автоклава.
11.10 - двери автоклавов, вакуумная система, автоматическая система отвода конденсата из автоклава и насосы для системы сброса конденсата из автоклавов, с системой электроуправления линии авто лавирования и транспортировки.
12 участок сортировки и упаковки
12.1 - система транспортировки автоклавных поддонов.
12.2 - разделительная машина массивов с гидравлической станцией и система электрического управления разделительной машиной включающая стальную под конструкцию для сортировки и укладки на поддоны.
12.3 - гидравлическая установка для сортировки и укладки на поддоны.
12.4 - транспортер для деревянных полет.
12.5 - магазин деревянных полет с системой транспортировки пакетов, с машиной одевания пакетов.
12.6 - машина формирования пакетов
12.7 - горизонтальная установка бонда жирования.
12.8 - вертикальная установка бандажа, с электрическим управлением линии сортировки и упаковки.
12.9 - установка упаковывания продукции
12.10 - цепной конвеер выхода готовой продукции
13 линия по производству перемычек и плит
13.1 - станции арматурных каркасов
13.2 - транспортная платформа №1
13.3 - транспортный путь транспортной платформы №1.
13.4 - установка для антикоррозийной обработки арматурных каркасов.
13.5 - установщик несущих рам арматурных каркасов.
13.6 - транспортная платформа №2
13.7 - стальная подконструкция
13.8 - несущая рама арматуры
13.9 - подъемник несущих рам арматурных каркасов
13.10 - машина вертикальной резки неавтоклавированного массива.
13.11 - машина горизонтальной резки неавтоклавированного массива.
13.12 - машина формирования пакетов
13.13 - машина упаковки пакетов пленкой
13.14 - машина вертикального бандажирования
13.15 - система цепных транспортеров выхода готовой продукции
13.16 - комплект пневматических стопорных элементов
13.17 - разблокировочная станция для штифтов - фиксаторов арматурных каркасов
13.18 - стальная подконструкция подьемника несущих рам
13.19 - позиционирующее устройство для форм
13.20 - стальная подконструкция для установщика несущих рам
13.21 - система толкателей для несущих рам в зоне сушки арматурных каркасов
Предложен способ производства армированных изделий на линии производства блоков из газобетона, в которой имеется несущая рама со штифтами-фиксаторами для установки на нее арматурных каркасов. Рама имеет возможность перемещения к установке для антикоррозийной обработки арматурных каркасов, например покрасочной ванне. В непосредственной близости к установке для антикоррозийной обработки расположена зона для сушки арматурных каркасов, в которую несущая рама подает обработанные арматурные каркасы. При этом в зоне заливки заливочные формы для газобетона предварительно заливают газобетонной массой и придают последней однородность посредством виброигл. Просушенные каркасы переводят в зону заливки и опускают в заливочные формы. После этого заливочные формы с каркасами перемещают в камеру созревания, где газобетонная смесь созревает 150 мин. При окончании созревания заливочные формы снимают и направляют под следующую заливку, а полученное сырцовое изделие направляется в машину послабляющего реза для снятия напряжения со всей площади массива и на отдельные элементы в сырце. Причем для послабляющего реза используется витая струна. Далее изделие проходит калибровку в сырце. Причем сначала его устанавливают вертикально и на триммере продольного реза производится доводка геометрии массива с верхней и нижней частей массива и калибровка ширины изделий. После чего изделие в машине поперечной резки режут триммером поперечной резки. Далее на линии продольного реза калибруется высота изделий и утилизируется нижний подрезной слой. После этого осуществляют процесс автоклавирования при температуре 190°С в течение не более 12 часов и дальнейшую упаковку готовой продукции. Техническим результатом является повышение качества изделий за счет снижения внутренних напряжений в изделиях. 1 ил.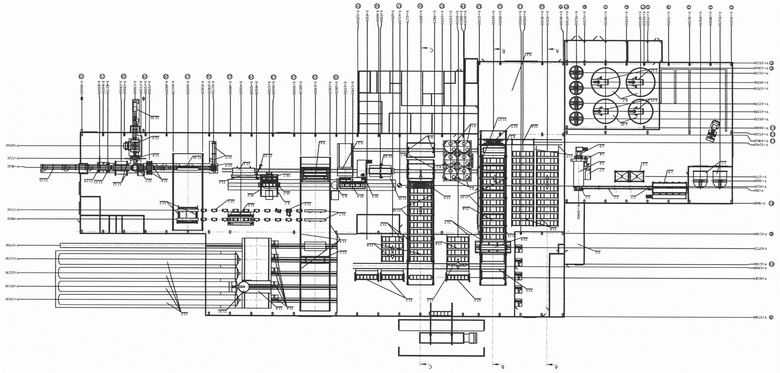
Способ производства армированных изделий на линии производства блоков из газобетона, в которой имеется несущая рама со штифтами-фиксаторами для установки на нее арматурных каркасов, рама имеет возможность перемещения к установке для антикоррозийной обработки арматурных каркасов, например покрасочной ванне, в непосредственной близости к установке для антикоррозийной обработки расположена зона для сушки арматурных каркасов, в которую несущая рама подает обработанные арматурные каркасы, при этом в зоне заливки заливочные формы для газобетона предварительно заливают газобетонной массой и придают последней однородность посредством виброигл, просушенные каркасы переводят в зону заливки и опускают в заливочные формы и после этого заливочные формы с каркасами перемещают в камеру созревания, где газобетонная смесь созревает 150 мин, при окончании созревания заливочные формы снимают и направляют под следующую заливку, а полученное сырцовое изделие направляется в машину послабляющего реза для снятия напряжения со всей площади массива и на отдельные элементы в сырце, причем для послабляющего реза используется витая струна, далее изделие проходит калибровку в сырце, причем сначала его устанавливают вертикально и на триммере продольного реза производится доводка геометрии массива с верхней и нижней частей массива и калибровка ширины изделий, после чего изделие в машине поперечной резки режут триммером поперечной резки, далее на линии продольного реза калибруется высота изделий и утилизируется нижний подрезной слой, после этого осуществляют процесс автоклавирования при температуре 190°С в течение не более 12 часов и дальнейшую упаковку готовой продукции.
| Многоэлектронная ионная лампа | 1935 |
|
SU48863A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ НЕАВТОКЛАВНОГО ПЕНОБЕТОНА | 2011 |
|
RU2478467C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ, МНОГОСЛОЙНАЯ ПАНЕЛЬ, РАСКЛАДНАЯ ОПАЛУБКА ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ИЗГОТОВЛЕНИЮ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ, СПОСОБ ВОЗВЕДЕНИЯ МОНОЛИТНО-КАРКАСНОГО ЗДАНИЯ ИЗ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ С ДЕКОРАТИВНОЙ НАРУЖНОЙ ОТДЕЛКОЙ | 2012 |
|
RU2515491C1 |
| Способ изготовления армированных газобетонных изделий | 1974 |
|
SU564285A1 |
| ЛАКОКРАСОЧНАЯ ВОДНО-ДИСПЕРСИОННАЯ КОМПОЗИЦИЯ | 2014 |
|
RU2570072C2 |

