Изобретение относится к промышленным областям, где требуется получение методом термоусадки трубки механически прочного, электроизоляционного, антикоррозионного и/или декоративного, в том числе цветного, покрытия различных объектов, например в муфтах силовых кабелей, при ремонте или соединении гидравлических труб и др. Во многих случаях технически необходимо получение многослойного покрытия, имеющего разные свойства (физико-механические, электрические, цвет и др.) наружных и внутренних слоев. При этом во избежание образования межслойных пустот, несостыковок, необходимо обеспечить плотное обжатие слоев между собой.
Известны однослойные термоусаживаемые трубки и способ их изготовления из разных материалов, таких как полиэтилен, поливинилхлорид, силиконовый каучук и др. (Сборник Термоусаживаемые трубки и детали из полимеров и их композиций. Л., 1988).
Недостатком известного способа изготовления термоусаживаемых трубок является невозможность одномоментного изготовления покрытия с разными свойствами его наружных и внутренних слоев, а проведение последовательной термоусадки нескольких трубок усложняет монтаж всего покрытия, создает опасность загрязнения межслойных поверхностей, а также опасность повреждения покрываемого объекта и самого покрытия в результате многократного нагрева.
Наиболее близким аналогом является способ изготовления двухслойной термоусаживаемой трубки, в которой две трубчатые заготовки соединяются по схеме "трубка в трубке" в процессе совместной соэкструзии, после чего производится радиальное расширение полученной двухслойной заготовки (проспект фирмы Райхем "Энергетика. Кабельная арматура", 98/99, с.9).
Такое решение обеспечивает хорошее соединение двух слоев. Однако недостатком данного решения является невозможность дополнительного повышения после термоусадки радиального сжатия слоев между собой и обжатия покрываемого объекта, так как в результате соэкструзии внутренний диаметр верхнего слоя равен наружному диаметру нижнего слоя и, соответственно, после термоусадки эти диаметры уменьшаются до одинаковой величины. Другим недостатком данного решения является практическая невозможность изготовления многослойной конструкции, в которой разные слои выполнены из материалов, требующих существенно разных режимов переработки, что нельзя обеспечить в процессе совместной экструзии или совместной вулканизации.
Задачей, решаемой изобретением, является получение покрытия с разными свойствами его наружных и внутренних слоев при одновременном обеспечении высокого сжатия слоев между собой.
Поставленная задача решается за счет того, что трубку термоусаживаемую многослойную, предназначенную для изготовления методом термоусадки покрытий различных объектов, изготавливают посредством радиального расширения трубчатых заготовок, предварительно соединенных по схеме "трубка в трубке", при этом предварительно изготавливают трубчатые заготовки, для которых внутренний диаметр каждого верхнего слоя не менее чем на 10% меньше наружного диаметра трубчатой заготовки соседнего нижнего слоя. При этом внутренний диаметр трубчатой заготовки каждого верхнего слоя не более чем на 30% меньше наружного диаметра трубчатой заготовки соседнего нижнего слоя. Кроме того, трубчатые заготовки могут быть выполнены из разных полимерных материалов или их композиций.
Технический результат от использования предлагаемого изобретения заключается в том, что при образовании покрытия в результате термоусадки многослойной трубки каждый верхний слой стремится уменьшить свой внутренний диаметр по направлению к центру до величины, меньшей наружного диаметра соседнего нижнего слоя, что обусловлено предлагаемым различием соответствующих размеров трубчатых заготовок. Вследствие этого повышается центростремительное радиальное сжатие слоев, что способствует уплотнению материала слоев и обеспечивает их плотное, практически монолитное соединение между собой. Одновременно повышается общее обжатие покрываемого объекта, что особенно важно при покрытии объектов сложной конфигурации. Экспериментально установлено, что оптимальные результаты достигаются при минимальном различии соответствующих размеров трубчатых заготовок на уровне 10%. Уменьшение этого различия ниже установленного уровня снижает требуемый полезный эффект. Увеличение этого различия выше установленного уровня в 30% затрудняет соединение трубчатых заготовок по схеме "трубка в трубке". Сами трубчатые заготовки могут выполняться из разных полимерных материалов, например из композиций на основе этиленпропиленового и силиконового каучуков или из разных композиций на основе этиленпропиленового каучука.
Благодаря вышесказанному обеспечивается получение многослойного покрытия, в котором отдельные слои могут иметь разный цвет и/или механические, электрические и др. свойства и одновременно обеспечивается высокое сжатие слоев между собой и хорошее обжатие покрываемого объекта.
Помимо вышесказанного предложенное решение имеет следующие сопутствующие технические эффекты:
1. При радиальном растяжении однослойной толстостенной заготовки возрастает опасность локального механического повреждения материала заготовки из-за высокого различия степени растяжения ее внутренних и наружных поверхностей, тогда как при растяжении предлагаемой многослойной заготовки, имеющей суммарно такую же толщину, в каждом слое указанное различие степени растяжения выражено в значительно меньшей степени, благодаря чему уменьшается неравномерность механического напряжения материала и, соответственно, уменьшается возможность образования локальных повреждений.
2. Известно, что многослойная электрическая изоляция имеет более высокую электрическую прочность по сравнению с однослойной изоляцией равной толщины при отсутствии межслойных воздушных включений, что и обеспечивается предложенным решением.
Изобретение поясняется чертежами, где:
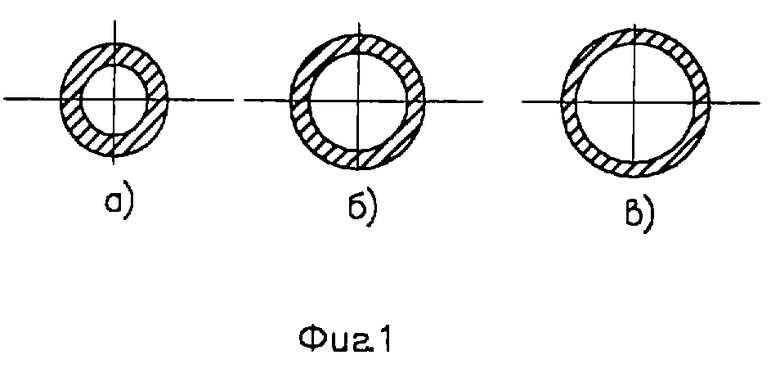
на фиг.1 показаны поперечные сечения исходных трубчатых заготовок до радиального расширения: а - заготовка для внутреннего слоя, б - заготовка для среднего слоя, в - заготовка для верхнего слоя;
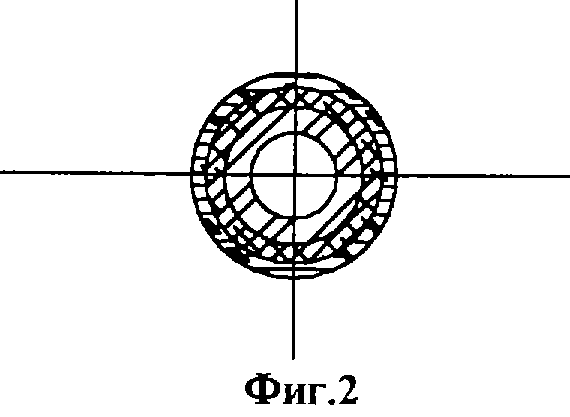
на фиг. 2 показано соединение трубчатых заготовок (фиг 1) по схеме "трубка в трубке";
на фиг. 3 показана предлагаемая трехслойная термоусаживаемая трубка (поперечный разрез).
Способ осуществляют следующим образом.
Трубчатые заготовки 1, 2 и 3 изготовлены из полимерных материалов или их композиций, причем для разных слоев могут быть выбраны разные материалы или все заготовки 1, 2 и 3 могут быть изготовлены из одинакового материала. При этом внутренние диаметры заготовок 2 и 3 меньше наружных диаметров соответственно заготовок 1 и 2. Для обеспечения соединения трубчатых заготовок 1, 2 и 3 по схеме "трубка в трубке" трубчатые заготовки 2 и 3 для верхних слоев предварительно частично расширяются по отношению к трубчатым заготовкам для соседних нижних слоев.
Пример 1. Необходимо получить электроизоляционное покрытие зоны соединения жил силового кабеля, в которое входит соединительная гильза с наружным диаметром 28-30 мм и два отходящих участка кабеля, имеющих диаметр 18-20 мм. Принято, что такое покрытие должно иметь двухслойную конструкцию, а для хорошего облегания гильзы и участков кабеля внутренний слой должен иметь твердость на 30-40%, а толщину в 2-2,5 раза меньше толщины внешнего слоя.
Для получения термоусаживаемой трубки изготавливают две трубчатые заготовки 1 и 2, изготовленные стандартными методами из электроизоляционных смесей на основе этиленпропиленового каучука. Составы смесей обеспечивают придание трубке термоусаживаемых свойств, а также обеспечивают твердость (в условных единицах по Шору) трубчатой заготовке 1 - 40-45, а трубчатой заготовке 2 - 60-65. Заготовка 1 имеет наружный диаметр 18 мм и толщину стенки 2 мм, заготовка 2 имеет внутренний диаметр 14,4 мм, что на 20% меньше наружного диаметра заготовки 1, и толщину стенки 5 мм. Заготовка 2 предварительно частично расширяется до увеличения внутреннего диаметра до 19 мм. Затем заготовка 1 вставляется в заготовку 2 по схеме "трубка в трубке", после чего полученная двухслойная заготовка радиально расширяется до увеличения внутреннего диаметра в 2,7-2,8 раза. Полученная двухслойная термоусаживаемая трубка имеет средний внутренний диаметр 38,5 мм, суммарную среднюю толщину стенки 3,9 мм, твердость внутреннего и наружного слоев соответственно 43 и 64 усл. ед. по Шору. После термоусадки трубки на соединительную гильзу и отходящие участки кабеля образуется гладкое, механически прочное и твердое снаружи покрытие, хорошо облегающее весь покрываемый участок и имеющее практически монолитное соединение слоев между собой.
Пример 2. Необходимо получить декоративное трехслойное цветное покрытие, имеющее ступенчатую конструкцию. Для получения термоусаживаемой трубки используются три трубчатые заготовки 1, 2, 3, изготовленные стандартными методами из цветных (например, красной, синей, белой) смесей на основе этиленпропиленового каучука, придающих трубкам термоусаживаемые свойства. Заготовка 1 имеет наружный диаметр 21 мм, толщину стенки 3 мм, длину 200 мм, заготовка 2 имеет внутренний диаметр 14,7 мм, что на 30% меньше наружного диаметра заготовки 1, наружный диаметр 19,7 мм и длину 150 мм, заготовка 3 имеет внутренний диаметр 17,7 мм, что на 10% меньше наружного диаметра заготовки 2, наружный диаметр 21,7 мм и длину 100 мм. Предварительно заготовки 2 и "е" радиально частично расширяются соответственно до величин внутреннего диаметра 22 и 26 мм. Затем последовательно, с симметричным расположением по центру, заготовка 2 надевается на заготовку 1, а заготовка 3 надевается на заготовку 2 по схеме "трубка в трубке". После этого полученная трехслойная заготовка радиально расширяется до увеличения внутреннего диаметра в 2,5 раза. Полученная трехслойная термоусаживаемая трубка имеет средний внутренний диаметр 37,5 мм, максимальный наружный диаметр (по слою, образованному заготовкой 3) 45 мм. После термоусадки трубки на покрываемый объект, например на изогнутую металлическую трубку с наружным диаметром 17 мм, образуется гладкое трехцветное ступенчатое покрытие.
Пример 3. Необходимо получить двухслойное электроизоляционное покрытие, имеющее внутренний слой из электроизоляционной смеси на основе силиконового каучука, а наружный слой - из электроизоляционной смеси на основе этиленпропиленового каучука. Такое решение существенно расширяет возможность направленного выбора электрических и механических свойств всего покрытия благодаря сочетанию двух слоев из разных по химическому составу материалов. Для получения термоусаживаемой трубки используются две трубчатые заготовки 1 и 2, изготовленные стандартными методами из электроизоляционных смесей на основе силиконового (заготовка 1) и этиленпропиленового (заготовка 2) каучуков. Составы смесей обеспечивают придание трубке термоусаживаемых свойств. Трубчатая заготовка 1 имеет толщину стенки 1,5 мм и наружный диаметр 13 мм, трубчатая заготовка 2 имеет внутренний диаметр 11 мм, что на 15% меньше наружного диаметра заготовки 1, и толщину стенки 5 мм. Заготовка 2 предварительно частично расширяется до увеличения внутреннего диаметра до 14 мм и надевается на заготовку 1 по схеме "трубка в трубке". После этого полученная двухслойная заготовка радиально расширяется до увеличения внутреннего диаметра в 1,9-2 раза. Полученная термоусаживаемая трубка имеет средний внутренний диаметр 20 мм и среднюю толщину стенки 4 мм. После термоусадки полученной трубки на макет узла соединения двух длин кабеля (с габаритными размерами 13-14 и 17-18 мм) образуется гладкое, механически прочное, монолитное покрытие, хорошо облегающее макет узла соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стыковое соединение изолированных труб или фасонных изделий | 2015 |
|
RU2611549C1 |
| Стыковое соединение предварительно изолированных труб или фасонных изделий | 2015 |
|
RU2611216C1 |
| СПОСОБ МУФТОКЛЕЕВОГО СОЕДИНЕНИЯ ТРУБ, ЭПОКСИДНАЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СОЕДИНИТЕЛЬНЫХ ЭЛЕМЕНТОВ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2141600C1 |
| ДЛИННОМЕРНЫЙ ЭЛЕКТРОНАГРЕВАТЕЛЬ | 1995 |
|
RU2074526C1 |
| СОЕДИНИТЕЛЬНАЯ МУФТА ДЛЯ СИЛОВОГО КАБЕЛЯ С ИЗОЛЯЦИЕЙ ИЗ СШИТОГО ПОЛИЭТИЛЕНА И СПОСОБ МОНТАЖА МУФТЫ | 2001 |
|
RU2190913C1 |
| ТЕПЛОИЗОЛИРОВАННЫЙ СТЫК ПРЕДВАРИТЕЛЬНО ТЕПЛОИЗОЛИРОВАННЫХ ТРУБОПРОВОДОВ, СПОСОБ ЕГО ВЫПОЛНЕНИЯ И СПОСОБ РЕМОНТА ТРУБОПРОВОДОВ | 2000 |
|
RU2178859C2 |
| СПОСОБ ПРОТИВОКОРРОЗИОННОЙ ИЗОЛЯЦИИ СВАРНОГО СТЫКА ТРУБОПРОВОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2398155C2 |
| Способ герметизации стыка предварительно изолированных труб (варианты) | 2015 |
|
RU2611219C1 |
| ТЕРМОУСАЖИВАЮЩАЯСЯ МНОГОСЛОЙНАЯ АДГЕЗИОННАЯ ЛЕНТА | 2005 |
|
RU2278131C1 |
| ТРУБА ДЛЯ ТРАНСПОРТИРОВКИ НЕФТЕПРОДУКТА | 2009 |
|
RU2453758C2 |
Изобретение относится к промышленным областям, в которых требуется получение методом термоусадки трубки механически прочного, электроизоляционного, антикоррозионного или декоративного покрытия различных объектов, например узлов соединения или концевых заделок кабелей, гидравлических труб и др. Задачей, решаемой изобретением, является получение покрытия с разными свойствами его наружных и внутренних слоев при одновременном обеспечении высокого сжатия слоев между собой. Поставленная задача решается за счет того, что в трубке термоусаживаемой многослойной, получаемой посредством радиального расширения трубчатых заготовок, предварительно соединенных по схеме "трубка в трубке", и предназначенной для изготовления методом термоусадки покрытий различных объектов, внутренний диаметр трубчатой заготовки каждого верхнего слоя не менее чем на 10% меньше наружного диаметра трубчатой заготовки соседнего нижнего слоя. При этом внутренний диаметр трубчатой заготовки каждого верхнего слоя не более чем на 30% меньше наружного диаметра трубчатой заготовки соседнего нижнего слоя. Трубчатые заготовки выполнены из полимерных материалов или их композиций. 2 з.п.ф-лы, 3 ил.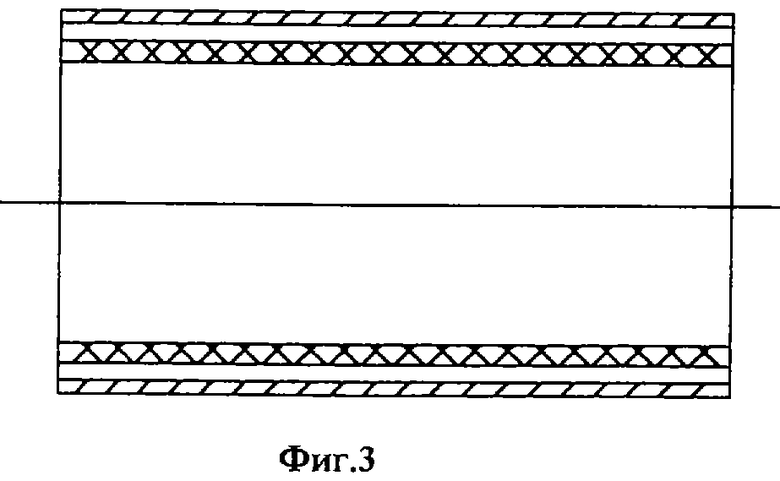
| СПОСОБ ЗАЩИТЫ ЭЛЕКТРОЖГУТОВ ОТ МЕХАНИЧЕСКИХ ПОВРЕЖДЕНИЙ | 1992 |
|
RU2040055C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОУСАЖИВАЕМЫХ ДЕТАЛЕЙ | 1991 |
|
RU2036101C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ | 1991 |
|
RU2024405C1 |

