Изобретение относится к электротехнике, в частности к кабельной арматуре, и может быть использовано при изготовлении деталей из термоусаживамых материалов на основе полиолефинов для арматуры силовых кабелей.
Для монтажа различных кабельных соединений, разводок и оконцеваний широкое применение находят термоусаживаемые изделия из полимерных материалов. Из них к наиболее сложным в изготовлении относятся кабельные колпачки (капы) и различные трубки с отводами, применяемые для герметизации и изолирования мест разветвления кабелей в соединительных и концевых муфтах. Трудности в изготовлении таких изделий обусловлены предъявляемыми к ним высокими требованиями по надежности. При этом особую важность представляют способы изготовления этих изделий, как факторы, непосредственно влияющие на качество и эксплуатационную надежность.
Известен способ изготовления термоусаживаемых трубок с отводами, по которому заготовку с открытыми отводами надевают на растягивающее устройство, фиксируют на нем и помещают в контейнер с нагревательной жидкостью, например глицерином. После нагрева и размягчения заготовки изделия производят ее расширение (в радиальном направлении) растягивающим устройством непосредственно в нагревательной жидкости. Затем растягивающее устройство с расширенным изделием опускают в контейнер с холодной водой. После охлаждения и обезжиривания растянутое изделие снимают с растягивающего устройства и цикл изготовления повторяется. Указанный способ изготовления термоусаживаемых труб с отводами реализуется на установке [1]
Однако вследствие неравномерного воздействия растягивающего инструмента (профильных стержней) на стенки трубки часто происходит неравномерное утонение последних (разнотолщинность), растрескивание материала заготовки в месте разветвления отводов или образование скрытых трещин. Применение для расширения отводов конусных расширителей ведет к возникновению у основания отводов кольцевых утонений, скрытых трещин, а при увеличенной длине отводов происходит отрыв последних от трубки.
Кроме того, применение нагревательной жидкости требует выполнения операции по обезжириванию изделия. Для сглаживания неравномерности толщины стенок и следов расширяющего инструмента, а также улучшения товарного вида изделий последние часто подвергают дополнительной операции калибрования путем предварительной усадки на калибрующую форму, что приводит к уменьшению размеров готового изделия, т. е. фактически к уменьшению достигнутой степени расширения заготовки, являющейся одной из главных качественных характеристик термоусаживаемых изделий.
Значительная разнотолщинность и невозможность получения трубок с удлиненными отводами снижают надежность и ограничивают сферу применения изделий, выполненных по вышеописанному способу, в кабельных линиях на напряжение 1-3 кВ, а выполнение операций обезжиривания и калибрования увеличивает издержки производства. Брак при реализации данного способа составляет до 40% и более при степени расширения 1,8.
Наиболее близким к изобретению является способ изготовления термоусаживаемых деталей, преимущественно трубок с отводами, включающий нагрев до температуры размягчения заготовки в виде трубки с закрытыми в торцовой части отводами, фиксацию ее в оформляющем калибре, герметизацию со стороны открытой части трубки и раздув заготовки избыточным давлением рабочей среды [2]
Такой способ изготовления термоусаживаемой трубки с отводами обеспечивает более равномерное расширение материала заготовки, позволяет получать изделия с достаточной длиной трубы и отводов и снижает вероятность образования скрытых трещин. Кроме того, указанный способ не требует применения смазки и, следовательно, операции по обезжириванию изделия.
К недостаткам указанного способа следует отнести сложность фиксации горячей размягченной заготовки в оформляющем калибре и герметизации ее полости путем зажима стенок трубки между уплотняющим кольцом и заглушкой, которую вставляют внутрь заготовки, а также невозможность изготовления с достаточно высоким качеством изделий с коэффициентом раздува более 2-2,5.
Причины указанных недостатков состоят в следующем. При сжатии в поперечном направлении размягченных стенок заготовки происходит их значительное утонение (слабое место) в месте зажима, из которого при раздуве происходит усиленная вытяжка материала с образованием кольцевой неравномерности толщины стенок. Поэтому при необходимости получения изделия со степенью раздува более 2-2,5 указанная вытяжка материала достигает критического значения с последующим разрывом стенки заготовки, что приводит к увеличению брака. Кроме того, при таком зажиме заготовки значительно увеличивается влияние на качество изделий даже небольших перекосов установки заготовки и неточностей изготовления, так как при этом происходит неравномерное утонение стенок заготовки в зажиме, приводящее при раздуве к неравномерному распределению усилий растяжения у основания трубки с образованием соответствующей разнотолщинности стенок изделия и снижению его качества.
Целью изобретения является увеличение степени раздува и повышение качества деталей для кабельной арматуры путем компенсации вытяжки материала.
Для этого в способе изготовления термоусаживаемых деталей, преимущественно трубок с отводами, включающем нагрев до температуры размягчения заготовки в виде трубки с закрытыми в торцовой части отводами, фиксацию ее в оформляющем калибре, герметизацию со стороны открытой части трубки и раздув заготовки избыточным давлением рабочей среды, используют заготовку с кольцевым выступом, расположенным на внешней стороне торцовой части трубки, фиксацию и герметизацию заготовки осуществляют путем зажатия кольцевого выступа между опорным кольцом и нажимным элементом, а при раздуве заготовки осуществляют выдавливание нажимным элементом материала кольцевого выступа в полость калибра для компенсации вытяжки материала.
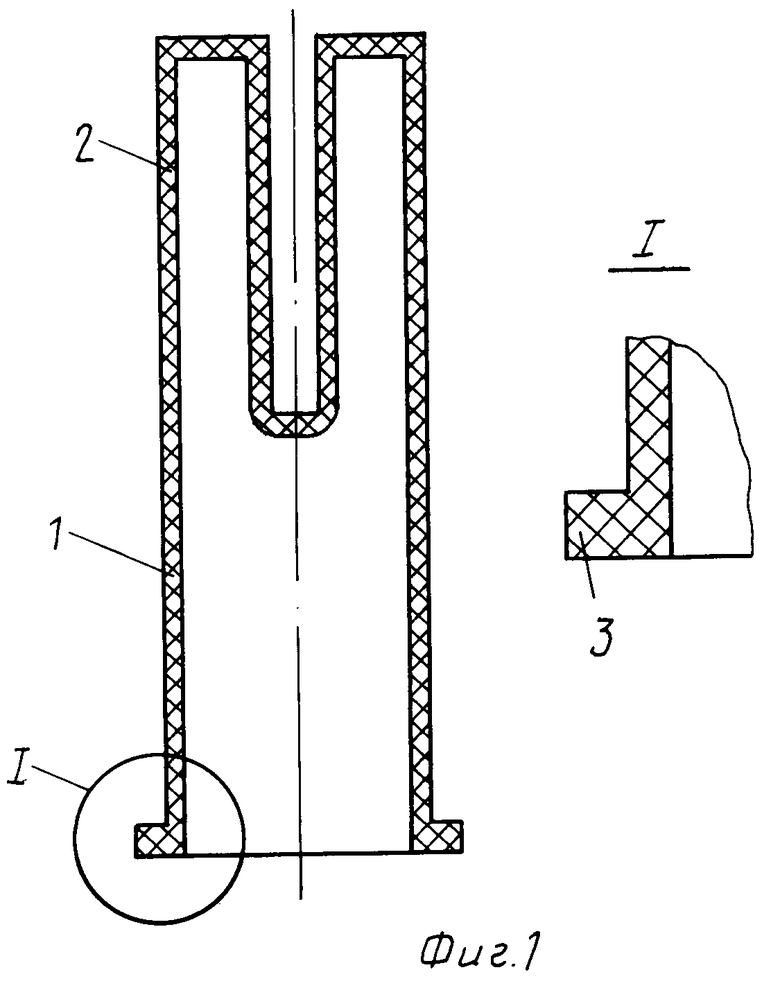
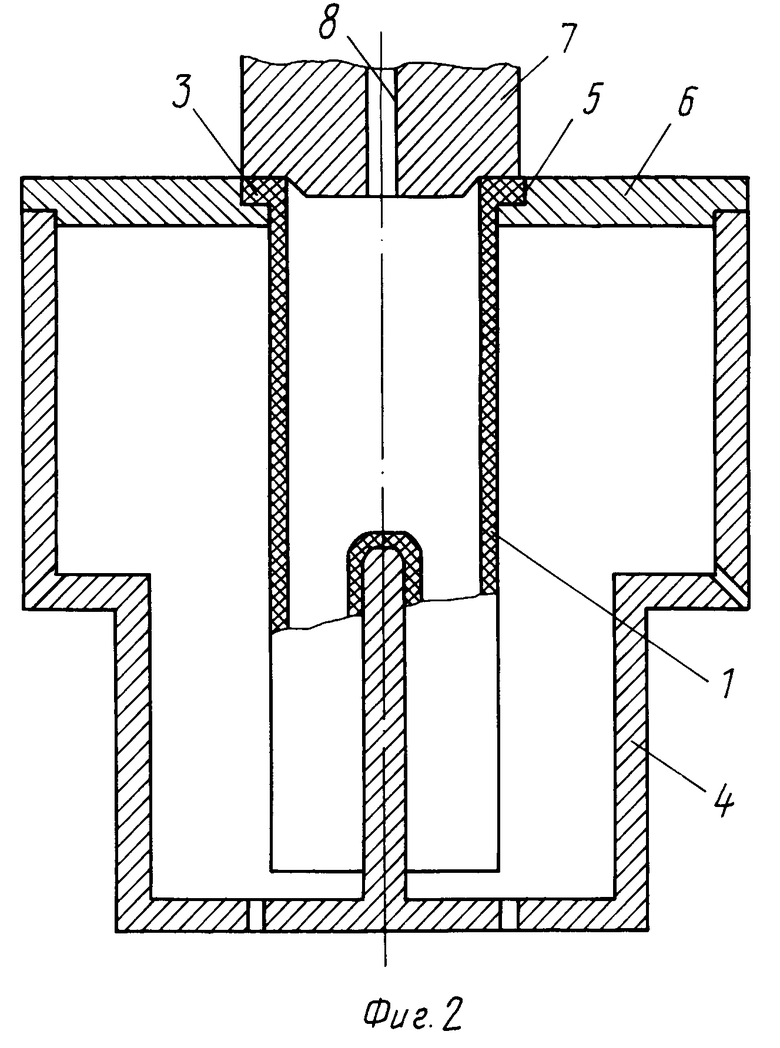
На фиг.1 изображена литая заготовка с кольцевым выступом и закрытыми при литье отводами; на фиг. 2 вариант исполнения устройства для реализации предлагаемого способа; на фиг.3 заготовка после операции раздува.
Способ изготовления термоусаживаемых деталей для кабельной арматуры осуществляется следующим образом.
Заготовку 1 трубки с закрытыми отводами 2 и кольцевым выступом 3, нагретую до температуры размягчения, устанавливают в оформляющем калибре 4 таким образом, чтобы кольцевой выступ 3 заготовки 1 вошел в гнездо 5 опорного кольца 6, которое установлено на оформляющем калибре 4. Затем производят фиксирование и герметизацию заготовки 1 путем зажатия кольцевого выступа 3 между опорным кольцом 6 и нажимным элементом 7, после чего производят раздув заготовки 1 избыточным давлением воздуха с одновременным выдавливанием материала кольцевого выступа 3 нажимным элементом 7 в полость калибра. Подачу воздуха осуществляют через отверстие 8 в нажимном элементе 7. При этом выдавленная часть материала кольцевого выступа 3 расходуется на компенсацию вытяжки материала заготовки 1 и предохраняет ее стенки от разрыва за счет уменьшения в них растягивающих усилий. После остывания раздутую заготовку 1 извлекают из оформляющего калибра 4 и обрезают излишки материала у основания трубки и у концов отводов. Изготовление по предлагаемому способу кабельных колпачков производят так же, как и трубок с закрытыми отводами и при одинаковых технологических режимах.
С целью получения сравнительных данных были изготовлены образцы термоусаживаемых трубок с отводами с различными коэффициентами раздува, причем изготовление изделий осуществлялось как по предлагаемому способу (1-я группа образцов), так и по способу, принятому за прототип (2-я группа образцов). Все образцы были изготовлены из полиэтилена марки 273-81К и имели одинаковые основные размеры: диаметр d трубки равен 30 мм; толщина δ стенки равна 3 мм. Нагрев заготовок производился до t 150оС. Раздув производился сжатым воздухом при давлении 4 кгс/см2. Фиксирование и герметизация заготовок осуществлялись по группам образцов в соответствии с реализуемым способом. При раздуве образцов 1-й группы производилась компенсация утонения материала стенок заготовки путем выдавливания материала кольцевого выступа нажимным элементом.
На полученных образцах изделий определяли неравномерность и коэффициент раздува, а также качество поверхности.
Неравномерность раздува определяли по формуле
ϕ  · 100 где ϕ неравномерность раздува,
· 100 где ϕ неравномерность раздува,
δмакc и δмин максимальная и минимальная толщина стенки трубки у места зажима.
Качество поверхности изделий определяли визуально по наличию трещин и разрывов стенки изделия.
Коэффициент раздува определяли по формуле
K  где К коэффициент раздува;
где К коэффициент раздува;
D внутренний диаметр трубки в раздутом состоянии, мм;
d внутренний диаметр заготовки, мм.
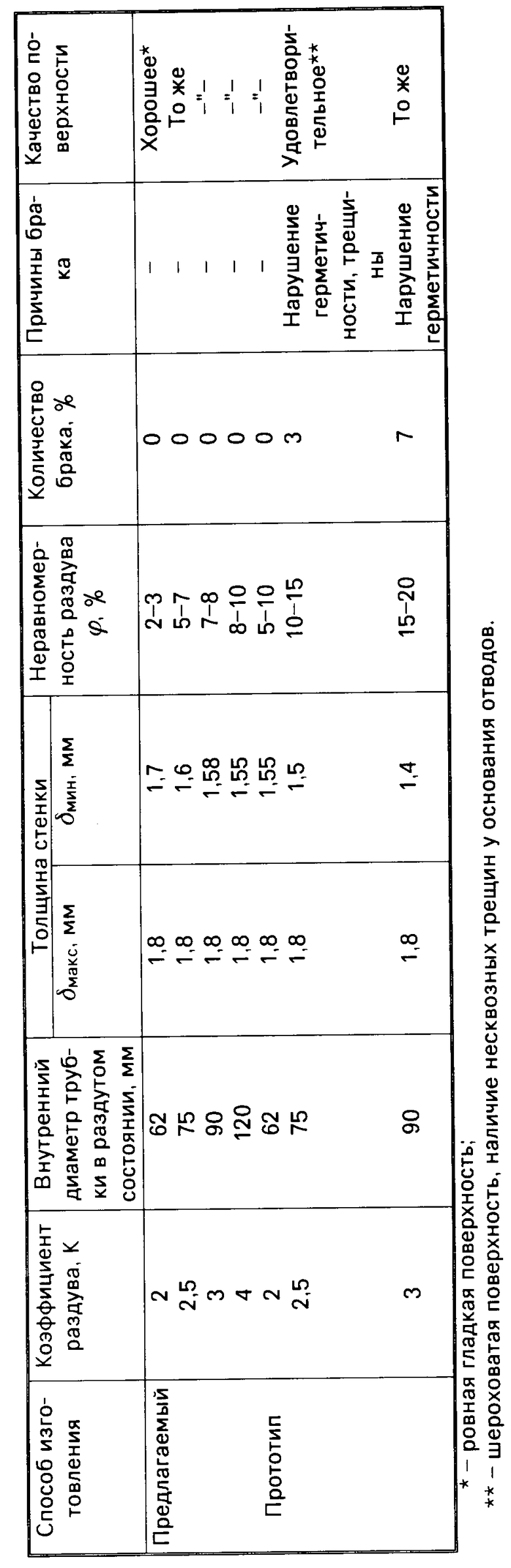
Результаты испытаний и измерений полученных образцов изделий приведены в таблице.
Как следует из таблицы, использование предлагаемого способа по сравнению с известным позволяет повысить степень раздува заготовки при высокой равномерности толщины стенок и снизить количество брака при хорошем качестве поверхности изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХОЛОДНОГО РЕДУЦИРОВАНИЯ СВАРНЫХ ТРУБНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015755C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ И КАБЕЛЬНЫХ ОБОЛОЧЕК | 1990 |
|
RU2019329C1 |
| Устройство для изготовления термоусаживающихся труб | 1983 |
|
SU1126449A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОПРОВОЛОЧНОЙ ИЗОЛИРОВАННОЙ ЖИЛЫ | 1989 |
|
RU2016426C1 |
| Устройство для непрерывной ориентации трубчатой заготовки из полимерных материалов | 1988 |
|
SU1578013A1 |
| Кабельная заделка | 1989 |
|
SU1809485A1 |
| СПОСОБ НАСТРОЙКИ ВАЛКОВОГО АГРЕГАТА | 1990 |
|
RU2028844C1 |
| Способ изготовления изделий сложной формы из полимерных материалов | 1989 |
|
SU1810290A1 |
| СПОСОБ ХОЛОДНОГО РЕДУЦИРОВАНИЯ СВАРНЫХ ТРУБ И КАБЕЛЬНЫХ ОБОЛОЧЕК | 1992 |
|
RU2019326C1 |
| Способ изготовления полых изделий | 1983 |
|
SU1148672A1 |

Использование: в кабельной арматуре. Сущность изобретения: заготовку с закрытыми в торцовой части отводами и кольцевым выступом, расположенным на внешней стороне ее торцовой части, нагревают до температуры размягчения, фиксируют в оформляющем калибре и герметизируют, зажимая кольцевой выступ между опорным кольцом и нажимным элементом. Затем раздувают заготовку избыточным давлением рабочей среды с одновременным выдавливанием материалов кольцевого выступа нажимным элементом в полость калибра для компенсации вытяжки материала. После охлаждения с изделия удаляют избытояный материал. 3 ил., 1 табл.
СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОУСАЖИВАЕМЫХ ДЕТАЛЕЙ, преимущественно трубок с отводами, включающий нагрев до температуры размягчения заготовки в виде трубки с отводами, закрытыми в торцевой части, фиксацию ее в оформляющем калибре и герметизацию со стороны открытой части трубки, раздув заготовки избыточным давлением рабочей среды, отличающийся тем, что, с целью увеличения степени раздува и повышения качества деталей для кабельной арматуры путем компенсации вытяжки материала, используют заготовку с кольцевым выступом, расположенным на внешней стороне торцевой части трубки, фиксацию и герметизацию заготовки осуществляют путем зажатия кольцевого выступа заготовки между опорным кольцом калибра и нажимным элементом, а при раздуве заготовки осуществляют вдавливание нажимным элементом материала кольцевого выступа в полость калибра для компенсации вытяжки материала.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |

