Это изобретение относится к способу изготовления кусков пластыря, обеспечивающих передачу воздействия через кожу, например кусков так называемого никотинового пластыря, которые могут быть наложены на кожу человека, желающего получить некоторую дозу никотина, когда он собирается бросить курить.
Одна особенно удовлетворительная форма куска пластыря раскрыта в описании патента Соединенного Королевства 2232892, где он в общих чертах определен как закрытое тело для введения через кожу физиологически активного вещества, при этом такое тело содержит непроницаемую опорную мембрану и микропористую или проницаемую мембрану, которые образуют между собой полость, причем упомянутое физиологически активное вещество находится внутри упомянутой полости в жидкой форме, при этом упомянутая микропористая или проницаемая мембрана проницаема для упомянутого физиологически активного вещества и находится в контакте с ним, а жидкий материал, заключенный между непроницаемой опорной мембраной и микропористой или проницаемой мембраной внутри упомянутой полости, фактически лишен подвижности посредством вязкого текучего геля, отличающийся тем, что:
а) либо упомянутая мембрана гидрофильная, а содержимое упомянутой полости гидрофобное;
b) либо упомянутая мембрана гидрофобная, а упомянутая полость содержит гидрофильный смачивающий агент;
при этом в процессе использования прохождение упомянутого физиологически активного вещества через микропористую мембрану происходит с контролируемой скоростью и физиологически активное вещество выделяется из микропористой мембраны со скоростью, которая фактически постоянна за период в несколько часов.
Обычно закрытое тело в форме куска пластыря от его одной до другой стороны имеет несколько слоев, которые могут включать в себя: (i) снимаемый и удаляемый защитный слой, (ii) слой клейкого вещества, (iii) проницаемую мембрану или мембраны, (iv) слой геля, содержащего физиологически активное вещество (такое как никотин), и (v) слой непроницаемого материала основы.
На практике первые три (или более) слоя могут быть применены в виде предварительно сформированной слоистой структуры. Затем необходимо нанести активное вещество [слой (iv)] на слоистую структуру [на сочетание слоев (i)-(iii)] , а после этого закрепить активное вещество в надлежащем месте посредством обеспечения слоя основы [слоя (v)].
Обычно, когда происходит изготовление изделия такого типа, осуществляют подачу материалов по горизонтали и определенное количество активного вещества осаждают через фиксированные интервалы или позиции вдоль слоистой структуры, после чего материал основы устанавливают в надлежащее положение, с тем чтобы покрыть активное вещество до крепления материала основы, например, путем уплотнения, к слоистой структуре в зонах вокруг отдельных количеств активного вещества. Процесс не является непрерывным и известен как процесс "формирования, заполнения, уплотнения", например процесс, подобный демонстрируемому машиной для запаковывания пузырчатых упаковок. Если потребуется изменить объем резервуара, необходимо выполнить существенное переоборудование.
Принимая во внимание то обстоятельство, что активное вещество обычно находится в виде геля, можно оценить, что существуют серьезные проблемы в отношении обращения с гелем, связанные с обеспечением соответствующих количеств геля через четкие интервалы вдоль слоистой структуры без выделения геля в окружающую среду. Кроме того, когда желательно изменить объем геля, с тем чтобы изменить количество активного вещества в куске пластыря, либо изменить площадь контакта изделия с кожей (предполагая, что концентрация активного вещества в геле остается той же самой), может оказаться затруднительным внесение изменений в машину при ее работе, чтобы добиться желаемого эффекта.
Уже существует оборудование для обертывания таких предметов, как так называемые телефонные карты, которые представляют собой карты для введения в телефонный механизм, так чтобы пользователь мог пользоваться телефоном в течение сохранения неиспользованных элементов, удерживаемых электромагнитным способом в телефонной карте. В таком оборудовании обеспечивают перемещение первого слоя материала вертикально вниз близко ко второму слою материала и параллельно ему. Часто один слой прозрачен, а другой непрозрачен и содержит инструкции и иную информацию. Два слоя материала сводят и уплотняют друг с другом посредством противоположных пар уплотняющих устройств, например нагретых колес, которые действуют на противоположные продольные кромки двух полос материала, которые сведены друг с другом. Кроме того, уплотняющий механизм прерывистого действия воздействует в поперечном направлении соприкасающихся слоев, уже соединенных по их противоположным продольным кромочным зонам, так что получается карман. Когда образуется карман, телефонную карту или что-то подобное подают в карман, который все еще остается открытым вдоль его верхней (четвертой) кромки. Как только карта или иной предмет надлежащим образом размещен в кармане, и пока оба слоя продолжают перемещаться вниз, четвертую открытую кромку кармана закрывают, причем обычно посредством того же самого горизонтального уплотняющего механизма. Фактически наиболее эффективный способ выполнения этой операции в отношении верхней кромки нижнего кармана заключается в ее уплотнении в то же время, в которое выполняется уплотнение нижней кромки ближайшего верхнего кармана. Обе уплотняющие операции могут быть выполнены одновременно посредством одного и того же уплотняющего устройства.
Если примерно в то же самое время, когда осуществляется уплотнение, желательно сформировать последнее поперечное уплотнение, причем непосредственно далее по ходу ведения процесса, либо на более поздней стадии, карманы могут быть отделены друг от друга путем резания, или же в зоне между верхним уплотнением нижнего кармана и нижним уплотнением верхнего кармана могут быть образованы линии ослабления, так что карманы все еще остаются соединенными по торцам, но при наличии линии ослабления, по которой легко может быть выполнен разрыв.
В некоторой степени подобное оборудование также может быть использовано для создания карманов, содержащих иные продукты, такие как сахар или приправы (для использования в ресторанах).
Согласно первому аспекту настоящего изобретения создан способ формирования куска пластыря для чрескожного воздействия, который содержит следующие стадии:
подачу с первой линейной скоростью полосы материалов, содержащих удаляемый слой, слой клеящего вещества и слой проницаемой мембраны;
подачу с той же первой линейной скоростью, по меньшей мере, одной второй полосы, образованной из непроницаемого материала (материалов) основы, в положение непосредственной близости с первой полосой, причем с их поверхностями, обращенными друг к другу;
пропускание первой и второй полос совместно друг с другом через первую позицию уплотнения, на которой, по меньшей мере, противоположные продольные кромочные зоны полос крепятся друг к другу, причем, как вариант, с креплением промежуточных зон полос по их длинам, с тем чтобы образовать, по меньшей мере, одну удлиненную камеру;
пропускание первой и второй полос, соединенных, по меньшей мере, у их продольных кромок, через вторую позицию уплотнения, на которой полосы уплотняются друг с другом в поперечном направлении через определенные интервалы вдоль полосы, за счет чего каждая камера становится открытым сверху карманом;
введение жидкости, содержащей активное вещество, в только что образованный карман или карманы;
заделка карманов вдоль их ранее оставленных открытыми кромок, с тем, чтобы сформировать полностью заделанные карманы.
Согласно второму аспекту настоящего изобретения создан способ непрерывного формирования куска пластыря для чрескожного воздействия, который содержит следующие стадии:
непрерывную подачу полосы материала, содержащую слой проницаемой мембраны;
непрерывную подачу второй полосы, содержащей непроницаемый материал основы, в положение непосредственной близости с первой полосой, причем с их поверхностями, обращенными друг к другу;
совместное пропускание первой и второй полос через одну или более позиций заполнения и заделки, на которых материал, содержащий активное вещество, вводят между полосами и посредством первых заделывающих устройств, которые заделывают полосы друг с другом в продольном направлении полос, и вторых заделывающих устройств, которые заделывают полосы друг с другом в поперечном направлении полос, формируют карманы;
размер карманов регулируют посредством регулирования количества положений и/или частоты выполнения операции первыми заделывающими устройствами и/или регулирования количества положений и/или частоты выполнения операции вторыми заделывающими устройствами.
В результате дозирования и формирования кусков пластыря синхронным/одновременным способом обеспечивается непрерывное выполнение процесса. Этот процесс отличается от технологии изготовления пузырчатых изделий, которая представляет собой функцию, выполняемую от позиции к позиции, и не является непрерывным.
Обычно на второй заделывающей позиции верхнюю, ранее оставленную открытой зону кармана или карманов заделывают, при этом заделка одновременно позволяет закрыть нижнюю часть кармана или карманов непосредственно над первым упомянутым карманом или карманами.
Способ также может включать в себя стадию отделения разрезанием, при которой выполняют поперечное отрезание, с тем чтобы отделить один заделанный карман, содержащий активное вещество, от смежных карманов, находящихся ближе и далее по ходу изготовления.
Если требуется обеспечить на одном углу куска пластыря отрывное ушко, то на этой стадии может быть обеспечена функция "касательного надреза". Кроме того, на этой стадии или непосредственно после этой стадии могут быть выполнены другие функции, такие как регистрация, нанесение рельефа и устранение выпуклостей.
Кроме того, когда две полосы первоначально сводят друг с другом и заделывают вдоль их продольных кромок, и когда в промежутке между заделкой кромочной зоны обеспечивают одну или более дополнительные продольные заделки, то будут созданы два или более кармана, при этом желательно отделить эти смежные в поперечном направлении карманы на соответствующей позиции, которая находится далее по ходу. Это может быть достигнуто, например, посредством роликов, действующих на противоположные стороны соединенных полос, при этом по меньшей мере один из роликов имеет режущую кромку, с тем чтобы разделить смежные карманы в поперечном направлении.
Предпочтительно, чтобы при осуществлении способа согласно настоящему изобретению была применена система для газовой промывки, которая может быть обеспечена путем расположения трубки с небольшим внутренним диаметром вблизи от трубки для подачи жидкости (геля), чем гарантируется, что карман, когда он заделан, фактически содержит лишь сам гель и промывочный газ, например, азот. Как вариант, вместо использования инертного промывочного газа заполнение и заделка могут быть выполнены в "вакууме".
Заделка смежных полос может быть осуществлена посредством противоположных пар заделывающих устройств (например, нагретых роликов), а средство, с помощью которого вводят жидкость (гель), содержащую активное вещество, может быть выполнено в форме трубки, нижний открытый конец которой может находиться на уровне, который значительно ниже оси вращения этих заделывающих устройств, и может быть расположен на уровне, который чуть выше того уровня, на котором используют поперечные заделывающие устройства, которые попеременно сходятся друг с другом для создания поперечных уплотнений вдоль полосы через желаемые интервалы. Можно оценить, что необходима тщательная синхронизация различных деталей оборудования, которые осуществляют стадии заделку и отрезания, причем существующая технология легко позволяет добиться этого.
Когда желательно увеличить количество активного вещества с сохранением постоянной концентрации активного вещества в геле, очевидно, что необходимо обеспечить больший объем геля. Чтобы вместить больший объем, карман должен быть больше, а этого можно добиться одним или более способами. Если, например, в течение изготовления карманов изготавливают три кармана, находящихся рядом друг с другом, можно уменьшить количество карманов до двух, за счет чего будет увеличена допустимая ширина каждого кармана. Это выполняют путем удаления одной из пар заделывающих устройств (например, нагревательных роликов) и регулировки местоположения остающейся пары заделывающих устройств; кроме того, удаляют одно из дозирующих сопел.
Как вариант, либо в дополнение к указанному, регулируют время выполнения поперечной заделки, чтобы она выполнялась в течение больших интервалов, в результате чего формируют более длинные карманы.
Очевидно, что когда поперечную заделку в течение формирования более длинных карманов выполняют с меньшей частотой, также необходимо, чтобы была проведена соответствующая регулировка поперечного режущего оборудования, так, чтобы отрезание по-прежнему выполнялось вдоль заделки с отделением одного заделанного кармана или ряда карманов от смежного кармана или ряда карманов.
Очевидно, что даже если объем кармана изменяется, можно продолжить подачу первой и второй полос с той же самой линейной скоростью. Кроме того, нет необходимости в замене двух или более рулонов подаваемого материала, как части проведения переоборудования, обычного в случае других способов изготовления. Иными словами, для получения карманов другого размера могут быть без регулировки использованы те же самые материалы и некоторые ролики. Фактически значительное преимущество настоящего изобретения заключается в том, что желаемое изменение объема кармана не приводит к необходимости какого-либо изменения компонентов, ответственных за подачу двух исходных полос материалов. Обращение с такими полосами осуществляют с достаточной осторожностью, при этом значительное преимущество обеспечивает сохранение постоянной скорости подачи. Это преимущество состоит в том, что непрерывный процесс позволяет оказывать на материал постоянное давление/натяжение, что приводит к меньшему повреждению или искажению готового изделия и к получению "ласкающего взор", эстетически более приятного кармана, чем полученного прерывистым способом. Действительно, прерывистые или непостоянные способы, такие, как согласно которым работают машины для заделки пузырчатых упаковок, при которых движение выполняется по принципу пуск-останов, могут привести к повреждению вследствие растяжения материала.
Относительно просто посредством соответствующего управляющего оборудования обеспечить работу поперечных заделывающих компонентов с более продолжительными или менее продолжительными интервалами для изготовления более длинных или более коротких карманов, причем в равной степени относительно просто при том же самом управляющем оборудовании обеспечить координацию компонентов, ответственных за поперечное отрезание, без переоборудования машины.
Посредством экспериментов установлено, что процесс согласно настоящему изобретению может быть использован для изготовления маленьких карманов площадью до 2 см2. Это отличает его от известных процессов, при которых возможная наименьшая площадь кармана составляет не менее 5 см2.
Трубка или трубки, либо что-то подобное, что обеспечивает впрыск геля, содержащего активное вещество, в карманы, остаются в том же самом положении и производят впрыск соответствующего объема геля в карман, когда образуется поперечное уплотнение, либо непосредственно после его формирования. Обеспечивается оборудование для точного дозирования, которое гарантирует, что точно желаемое количество геля осаждается в каждый карман, причем это оборудование может быть отрегулировано для компенсации увеличения или уменьшения требований в отношении объема кармана таким способом, который подобен регулированию времени приведения в действие заделывающих устройств.
Предпочтительно, чтобы подача материалов на позициях фактически выполнялась в вертикальном направлении и жидкость, содержащая активный ингредиент, вводилась бы в карман фактически в вертикальном направлении. Однако, как вариант, материалы могут быть поданы через позиции фактически в горизонтальном направлении, в то время как жидкость вводят фактически в вертикальном направлении.
Для лучшего понимания настоящего изобретения и для того, чтобы показать, как его можно эффективно осуществить, будут сделаны ссылки на пример согласно прилагаемому чертежу, на котором показан вид в перспективе способа согласно настоящему изобретению, выполняемого на оборудовании, имеющем соответствующее устройство для осуществления способа.
На чертеже показан барабан 1 с материалом основы в виде полосы 2, которую стягивают с барабана 1 и пропускают вокруг натяжного ролика 3, а затем поверх направляющего ролика 4 и другого направляющего ролика 5, и далее в нижнем направлении. Подобным образом, но начиная с противоположной стороны оборудования, имеется барабан 6 с многослойным материалом (вышеупомянутого типа), при этом полосу 7 материала (например, в виде слоистой структуры) стягивают с барабана 6 и пропускают вокруг своего собственного натяжного ролика 8, а затем вокруг трех направляющих роликов 9, 10 и 11, и далее вниз в зону "зазора" 12, где она встречается с полосой 2. Две полосы 2 и 7 пропускают между трех пар заделывающих устройств в виде пар нагретых роликов 13, 14 и 15, которые осуществляют заделку полос 2 и 7 у их противоположных в продольном направлении кромочных зон 16 и 17, а также в центральной зоне 18, так что зона между двумя полосами 2 и 7 делится на два кармана 19 и 20, которые открыты у верхнего и нижнего концов. Однако, когда эти карманы 19 и 20 перемещаются вниз, они сталкиваются с поперечной заделывающей системой прерывистого действия, которая содержит два нагретых стержня 21 и 22, которые обычно отделены друг от друга, но периодически сводятся друг с другом для формирования горизонтального уплотнения по ширине перемещающихся в нижнем направлении полос 2 и 7, посредством чего карманы 19 и 20 заделывают вдоль их нижних кромок, а также их вертикальных кромок. Не показаны (для ясности) две трубки, которые выступают в карманы 19 и 20, при этом нижние конечные зоны трубок находятся как раз над нагретыми стержнями 21 и 22. Вблизи от этих двух трубок находятся две меньшие трубки (также не показаны), через которые инертный газ (в частности, азот) под давлением вводят в карманы 19 и 20, с тем, чтобы обеспечить инертную атмосферу в течение дозированного заполнения карманов путем введения определенных доз геля через основные трубки в эти карманы 19 и 20. Когда нагретые стержни 21 и 22 отделены друг от друга, заполненные карманы 19 и 20 могут перемещаться далее вниз к положению, занимаемому карманами 23 и 24. Легко видеть, что нагревательное и уплотняющее действие стержней 21 и 22 обеспечивает одновременное заделывание нижних кромок карманов 19 и 20 и верхних кромок карманов 23 и 24. Также очевидно, что полосы 2 и 7, когда они отделены и когда перемещаются совместно друг с другом, то непрерывно движутся с одной и той же линейной скоростью. По этой причине стержни 21 и 22, когда они действуют на полосы 2 и 7, то перемещаются с той же самой скоростью, что и полосы, так что плавное продвижение этих полос не замедляется.
Ниже карманов 23 и 24 показаны два других кармана 25 и 26, образуемых непосредственно перед созданием карманов 23 и 24. Как показано на чертеже, нижняя кромка карманов 25 и 26 подвергается воздействию устройств 27 и 28 для отрезания, которые отрезают в поперечном направлении объединенные полосы 2 и 7, с тем чтобы отделить пару карманов 25 и 26 от пары 29, ниже представленной в виде карманов 30 и 31.
Совершенно очевидно, что комплексное оборудование, такое как патронташный механизм, может быть применено для вытягивания полос 2 и 7 с равномерной скоростью и для их подачи в заделывающую систему, состоящую из нагретых роликов 13, 14 и 15, с одной и той же скоростью, а также для пропускания объединенных полос 2 и 7 через заделывающую систему 21, 22 и через систему 27, 28 для отрезания с одной и той же равномерной скоростью.
Если требуются более длинные карманы, то необходимо лишь обеспечить работу заделывающей системы 21, 22 в течение той же самой продолжительности, но с большими интервалами, и работу системы 27, 28 для отрезания с соответствующими большими интервалами. Также понятно, что при оснащении тремя парами 13, 14 и 15 нагретых роликов заделывающей системы обеспечивается изготовление двух карманов 19 и 20, и что за счет увеличения или уменьшения количества пар нагретых роликов или других заделывающих устройств можно обеспечить увеличение или уменьшение количества карманов, образуемых вблизи друг от друга.
Дозирование через трубки (не показаны) геля, содержащего активное вещество (например, никотин), может быть осуществлено посредством совершенного дозирующего оборудования, которое поставляется на потребительский рынок, например оборудования компании Нibar Sistems Limited.
Хотя дозирование геля через трубки в карман или в карманы осуществляют в виде прерывистых порций, подача инертного газа через смежную трубку или смежные трубки для обеспечения в формируемом кармане или карманах инертной атмосферы может осуществляться непрерывно.
При наличии соответствующего управляющего оборудования можно путем касания кнопки изменить местоположение нагретых роликов 13, 14 и 15, чтобы тем самым изменить ширину карманов, а также изменить частоту выполнения операции заделывания нагревательными компонентами 21, 22 и компонентами 27, 28 для отрезания, с тем чтобы изменить длину карманов. При этом нет необходимости в переналадке оборудования. Следовательно, изменение величины карманов может быть осуществлено без необходимости замены каких-либо компонентов оборудования. Все, что необходимо сделать, так это изменить местоположение нагревательных роликов 13, 14 и 15 и/или частоту работы системы 21, 22 для заделывания и системы 27, 28 для отрезания. Если желательно, то материал основы может быть окрашен в телесный цвет или он будет оставлен неокрашенным с той стороны, которой он обращен наружу, когда кусок пластыря налагают на тело человека. На дальнейших стадиях по ходу выполнения процесса отдельные карманы могут быть надрезаны для обеспечения "отрывного ушка" "касательным надрезом", при этом они по отдельности могут быть упакованы в их собственные индивидуальные обертки или группы оберток, совместно собранные в пакеты или другие приемлемые контейнеры.
Изобретение относится к медицине, конкретно к непрерывному процессу формирования куска пластыря для чрескожного воздействия, содержащему следующие стадии: непрерывную подачу полосы материала, содержащего слой проницаемой мембраны, непрерывную подачу для смыкания по поверхностям с первой полосой второй полосы, образованной из непроницаемого материала основы, совместное пропускание первой и второй полос через позицию заполнения и заделывания, на которой материал, содержащий активное вещество, вводят между полосами и происходит формирование карманов первыми заделывающими устройствами, которые заделывают полосы друг с другом в продольном направлении полос, и вторыми заделывающими устройствами, которые заделывают полосы друг с другом в поперечном направлении полос; размер карманов регулируют посредством регулирования количества положений и/или частоты работы первых заделывающих устройств и/или посредством регулирования количества положений и/или частоты работы вторых заделывающих устройств. Изобретение позволяет получить большой карман, чтобы вместить большой объем геля. 17 з.п. ф-лы, 1 ил.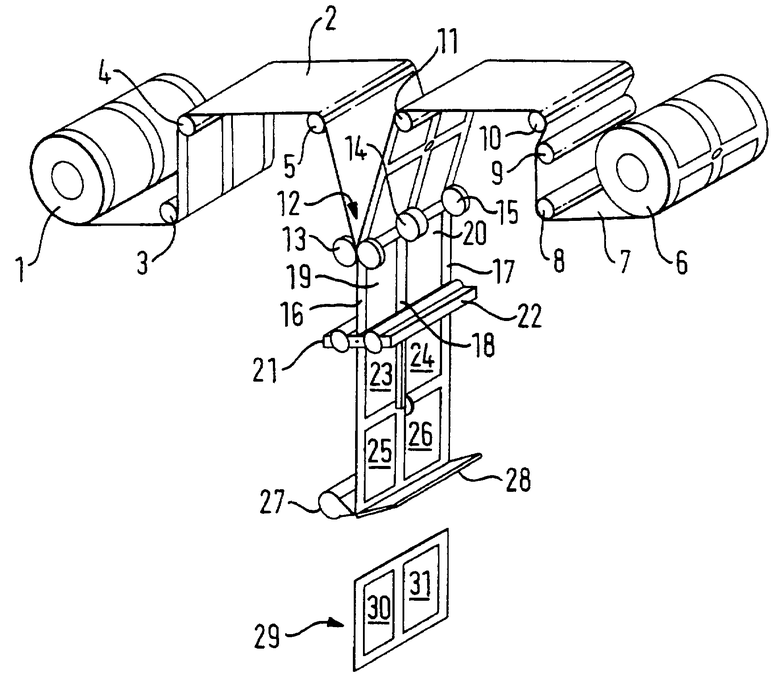
| US 4614076 А, 30.09.1986 | |||
| US 4845926 А, 11.07.1989 | |||
| US 4004399 А, 25.01.1977 | |||
| ТРАНСДЕРМАЛЬНАЯ ТЕРАПЕВТИЧЕСКАЯ СИСТЕМА | 1989 |
|
RU2011384C1 |
| RU 2052997 С1, 27.01.1996. | |||

