Таблицы
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ С НАТЯЖЕНИЕМ | 2000 |
|
RU2189876C2 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 1998 |
|
RU2131311C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 2000 |
|
RU2185258C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОФИЛЕМ ВАЛКОВ ЛИСТОПРОКАТНОГО СТАНА | 2000 |
|
RU2184004C2 |
| СПОСОБ ОПТИМИЗАЦИИ РЕЖИМА ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ ЛИСТОВОГО СТАНА | 2000 |
|
RU2186642C2 |
| СПОСОБ КОМПЛЕКТАЦИИ ОБОРОТНОГО ПАРКА ВАЛКОВ СТАНА ХОЛОДНОЙ ПРОКАТКИ ЛИСТА | 2000 |
|
RU2183519C2 |
| УСТРОЙСТВО ДЛЯ ПОВЫШЕНИЯ ЭФФЕКТИВНОСТИ ХОДЬБЫ | 1993 |
|
RU2050885C1 |
| ТЯГОВОЕ УСТРОЙСТВО ВОЛОЧИЛЬНОГО СТАНА | 1993 |
|
RU2029643C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНО-ПОРОШКОВОЙ ОЧИСТКИ ПОЛОСЫ ОТ ОКАЛИНЫ | 1994 |
|
RU2073573C1 |
| УСТРОЙСТВО АБРАЗИВНО-ПОРОШКОВОЙ ОЧИСТКИ ЦИЛИНДРИЧЕСКОГО ПРОКАТА ОТ ОКАЛИНЫ | 1995 |
|
RU2087221C1 |

Использование: изобретение относится к прокатному производству и может быть использовано при производстве полос. Сущность: способ настройки клети "кварто" непрерывного стана включает размещение плоскости осей рабочих валков со смещением е относительно плоскости осей опорных валков, при этом для основных групп сортамента прокатываемой полосы для каждой клети измеряют усилие прокатки, переднее и заднее натяжения полосы, определяют коэффициент kТ нестабильности натяжений как отношение наибольшего отклонения среди переднего и заднего натяжений от номинальной технологически заданной их величины - к этой номинальной величине натяжения, рассчитывают угол γ между линией, соединяющей центры рабочего и опорного валков, и вертикально, угол β3 между линией, соединяющей центры рабочего и опорного валков, и линией действия межвалкового усилия при замедлении стана, после чего величину смещения плоскостей рабочих валков относительно опорных корректируют путем изменения толщины сменных пластин, устанавливаемых на опорные плоскости подушек рабочих и опорных валков, до ее оптимального значения е=еопт, определенного как наибольшее расчетное для всей номенклатуры прокатываемой полосы, исходя из соотношения. В свою очередь, направление смещения плоскостей осей рабочих валков относительно опорных для каждой клети назначают, исходя из следующих соотношений: еопт > 0 - смещение по направлению прокатки; еопт <0 - смещение против направления прокатки. Изобретение обеспечивает устойчивое положение рабочих валков при колебаниях натяжения и усилий прокатки и, следовательно, повышение качества прокатки. 1 ил.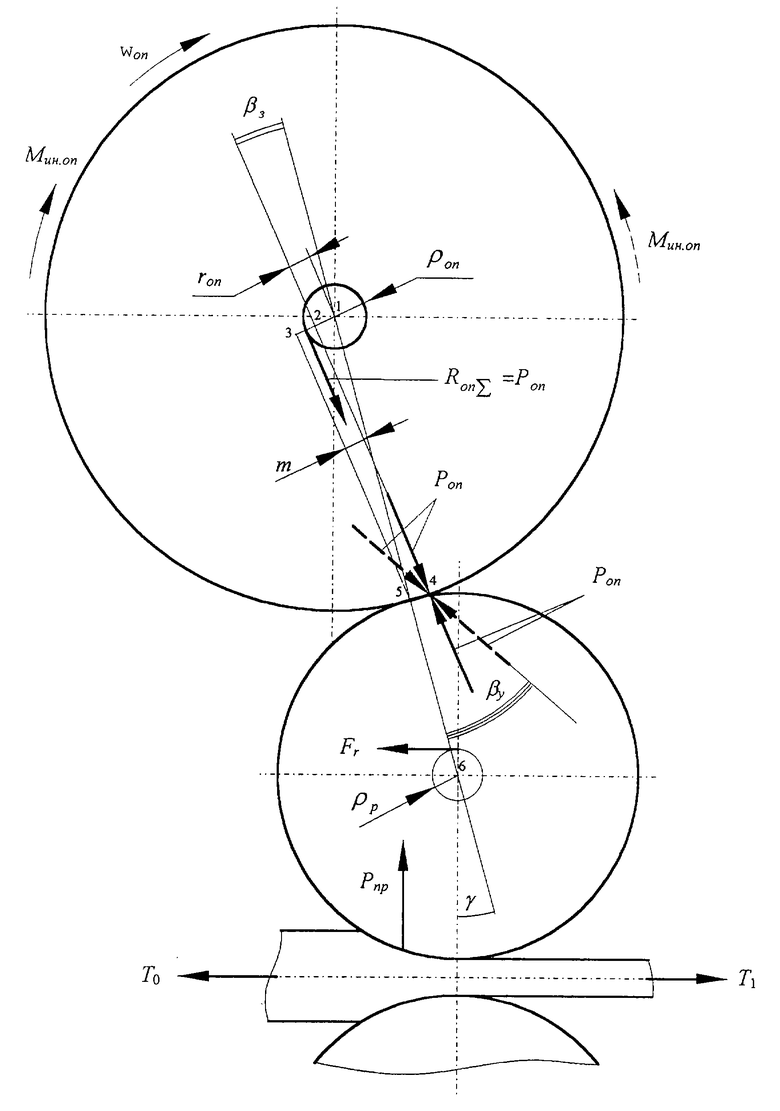
Способ настройки клети "кварто" непрерывного стана, включающий размещение плоскости осей рабочих валков со смещением е относительно плоскости осей опорных валков, отличающийся тем, что для основных групп сортамента прокатываемой полосы для каждой клети измеряют усилие прокатки, переднее и заднее натяжения полосы, определяют коэффициент kТ нестабильности натяжений как отношение наибольшего отклонения среди переднего и заднего натяжений от номинальной технологически заданной их величины - к этой номинальной величине натяжения, рассчитывают угол γ между линией, соединяющей центры рабочего и опорного валков, и вертикалью, угол β3 между линией, соединяющей центры рабочего и опорного валков, и линией действия межвалкового усилия при замедлении стана, после чего величину смещения плоскостей рабочих валков относительно опорных корректируют путем изменения толщины сменных пластин, устанавливаемых на опорные плоскости подушек рабочих и опорных валков, до ее оптимального значения е=еопт, определенного как наибольшее расчетное для всей номенклатуры прокатываемой полосы, исходя из следующего соотношения:

в свою очередь, направление смещения плоскостей осей рабочих валков относительно опорных для каждой клети назначают, исходя из следующих соотношений:
еопт > 0 - смещение по направлению прокатки;
еопт < 0 - смещение против направления прокатки;
где Т0 - величина номинального заднего натяжения, Н;
Т1 - величина номинального переднего натяжения, Н;
Р - усилие прокатки, Н;
Rраб - радиус бочки рабочего валка, м;
Rоп - радиус бочки опорного валка, м; γ- [рад]; β3 - [рад].
| КОРОЛЕВ А.А | |||
| Механическое оборудование прокатных и трубных цехов | |||
| - М.: Металлургия, 1987, с.318 | |||
| МНОГОВАЛКОВАЯ ПРОКАТНАЯ КЛЕТЬ | 1996 |
|
RU2090277C1 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННАЯ ПРОКАТНАЯ КЛЕТЬ | 1980 |
|
RU1058148C |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЕЙСТВИТЕЛЬНЫХ ЗНАЧЕНИЙ УСИЛИЙ РАСТЯЖЕНИЯ ПРОКАТЫВАЕМОГО МАТЕРИАЛА В МНОГОКЛЕТЬЕВОМ СТАНЕ НЕПРЕРЫВНОЙ ПРОКАТКИ | 1993 |
|
RU2114710C1 |
| ВАКЦИНА ПРОТИВ БОЛЕЗНИ АУЕСКИ ДЛЯ ПЕРОРАЛЬНОЙ ИММУНИЗАЦИИ СВИНЕЙ | 1994 |
|
RU2065750C1 |
| RU 2058203 С1, 20.04.1996 | |||
| Питатель | 1983 |
|
SU1156998A2 |

