Изобретение относится к области металлургии, конкретно к эксплуатации валков листопрокатной клети кварто.
Одной из главных эксплуатационных характеристик как рабочих, так и опорных валков клети кварто является износостойкость. Для получения необходимых характеристик износостойкости проводят различными методами упрочнение поверхностного слоя валков. При этом важным фактором является глубина упрочненного слоя, определяющая в большей степени время возможной межперевалочной работы валка, до момента его износа в такой степени, что требуется восстановление его эксплуатационных свойств.
Известны способы подготовки к эксплуатации валков листопрокатной клети путем механического упрочнения поверхностного слоя за счет наклепа (см., например, В. А. Николаев, А.Ф. Пименов, В.П. Скороходов и др. "Разработка и внедрение режимов поверхностного пластического деформационного упрочнения прокатных валков"// Производство проката. 1999. 10, с.16-19). Однако при этом эффективность упрочнения определяется только фиксируемым ростом твердости в результате наклепа. Величина усилия упрочнения в зависимости от исходной твердости валка в данном способе не регламентируется.
Известен способ подготовки к эксплуатации валков листопрокатной клети, в котором поверхностное упрочнение (наклеп) осуществляется посредством обработки поверхности валка с помощью дробеметной установки (см., например, авторское свидетельство СССР 1424890, кл. В 21 В 28/02, 1988г.).
Данный способ, однако, не позволяет получить большую глубину и, что существенно, равномерность наклепа, требует специального оборудования, в том числе для подготовки дроби.
Известен способ подготовки к эксплуатации валков прокатной клети, в котором поверхностное упрочнение (наклеп) осуществляют посредством накатки роликом (см. , например, авторское свидетельство СССР 1794513, кл. В 21 В 28/02, 1993г.).
Данный способ обеспечивает более равномерное упрочнение поверхности валка, однако усилие прижатия ролика, а следовательно, и глубина наклепа недостаточны для существенного повышения износостойкости. Кроме того, отсутствие охлаждения и смазки в зоне контакта поверхности валка и накатного ролика приводит к нежелательному нагреву валка и неблагоприятным напряжениям трения в этой зоне, что препятствует смещению максимальных контактных напряжений внутрь валка, в результате чего уменьшается глубина слоев с упрочненной структурой.
Более совершенным и наиболее близким по технической сущности к настоящему изобретению является способ подготовки к эксплуатации валков листопрокатной клети кварто, описанный в патенте РФ 2131311, кл. В 21 В 28/02, 1998 г.
Указанный способ включает в себя установку опорных и рабочих валков в клеть, приложение к ним усилия взаимного прижатия Робк в плоскости осей валков, превышающего усилие прокатки Рпр, совместное вращение валков под нагрузкой с регламентированной скоростью и временем вращения и подачу к рабочим и опорным валкам смазочно-охлаждающей жидкости.
Подача на валки смазочно-охлаждающей жидкости таким образом, что ее направляют струями под давлением в зоны контакта вращающихся валков, позволяет решить проблему нежелательного нагрева валков и снизить трение в зоне контакта, создавая тем самым более благоприятное напряженное состояние металла валков в этой зоне, способствующее смещению максимальных значений контактных напряжений внутрь валков, т.е. увеличению глубины слоев с упрочненными границами зерен микроструктуры.
Недостатком известного способа является отсутствие регламентации выбора усилия взаимного прижатия в плоскости осей валков в зависимости от исходной твердости опорного валка и вследствие этого недостаточно эффективное упрочнение опорных валков разной исходной твердости.
Дело в том, что эффективного упрочнения валков разной твердости не достичь, упрочняя их одинаковым усилием, превышающим усилие прокатки. В силу различных прочностных характеристик валков, эксплуатируемых в разных клетях, вызванных отличающейся исходной твердостью бочек, их упрочнение также неодинаково эффективно. Поэтому для создания оптимальных режимов упрочнения валков разной твердости необходимы дополнительные мероприятия, в известном способе не предусмотренные.
Задачей изобретения является устранение вышеуказанных недостатков, т.е. обеспечение более эффективного упрочнения, снижающего склонность поверхностного слоя валков к выкрашиванию, и как результат повышение эксплуатационной стойкости опорных валков разной исходной твердости.
Указанная задача решается тем, что в способе подготовки к эксплуатации валков листопрокатной клети кварто, включающем установку опорных и рабочих валков в клеть, приложение к ним усилия взаимного прижатия Робк в плоскости осей валков, превышающего усилие прокатки Рпр, совместное вращение валков под нагрузкой с регламентированной скоростью и временем вращения и подачу к рабочим и опорным валкам смазочно-охлаждающей жидкости, согласно изобретению опорные валки исходной твердости меньше 65 HSh упрочняют усилием взаимного прижатия Робк=1,2-1,35Рпр, а опорные валки исходной твердости больше 65 HSh упрочняют усилием взаимного прижатия Робк=1,01-1,1Рпр.
Выбор усилия взаимного прижатия Робк в плоскости осей валков в зависимости от исходной твердости валков позволяет повысить эффективность упрочнения по сравнению с прототипом.
Установлено, что при совместном вращении с одинаковым усилием взаимного прижатия эффективнее упрочняются валки с исходной твердостью <65 ед. по Шopy, чем валки с исходной твердостью >65 ед. по Шору. Поэтому величина усилия взаимного прижатия валков должна быть регламентирована, причем по-разному, в зависимости от разных исходных условий, и с учетом сопутствующих ограничений: по прочности и пр. Выбор оптимальных диапазонов этого усилия и составляет сущность изобретения.
Далее изобретение поясняется на конкретном примере выполнения и иллюстрируется чертежом, на котором показан график зависимости коэффициента запаса усталостной прочности валков разной твердости от усилия взаимного прижатия валков в плоскости их осей при обкатке: кривая 1 - неупрочненные валки твердостью 60 HSh и 70 HSh; кривая 2 - упрочненные валки с исходной твердостью 60 HSh; кривая 3 - упрочненные валки с исходной твердостью 70 HSh.
Способ реализован математическим моделированием напряженного состояния на параметрах валкового узла 5-ти клетевого стана 1700 холодной прокатки листа.
Оптимизацию усилия взаимного прижатия в плоскости осей валков осуществляют по изменению коэффициента запаса прочности материала валка nσ. При упрочнении валков с более низкой твердостью (<70 HSh) усилие взаимного прижатия должно более значительно превышать рабочие усилия при прокатке.
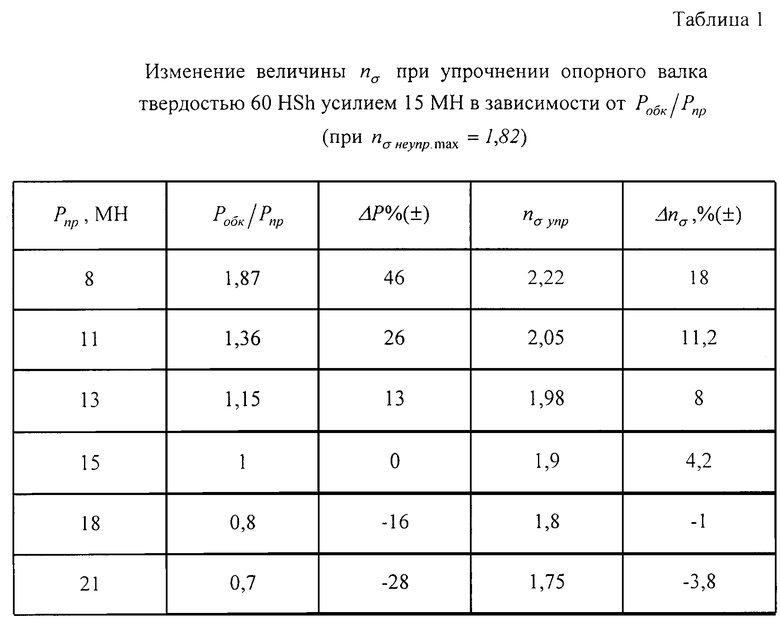
Значение коэффициента запаса прочности nσ в наиболее опасном сечении валка (в зоне действия максимальных эквивалентных суммарных напряжений) для опорного валка с твердостью поверхности бочки 60 HSh максимально при среднем усилии прокатки 8 МН и составляет 1,82 (см. табл.1). Изменение величины nσ в упрочненном состоянии в сравнении с этим значением показано в табл.1. Из табл. 1 видно, что упрочнение с усилием, меньшим либо равным усилию прокатки, как показано в прототипе, неэффективно. Оптимальная величина коэффициента запаса прочности достигается, когда усилие взаимного прижатия валков при упрочнении превышает рабочее усилие при прокатке на 15-30% (nσ увеличивается на 8-11% соответственно). Рабочие усилия на стане в среднем составляют 11-12 МН, поэтому усилие взаимного прижатия валков, равное 15 МН, можно считать оптимальным для получения наибольшего эффекта при упрочнении опорных валков с исходной твердостью 60 HSh.
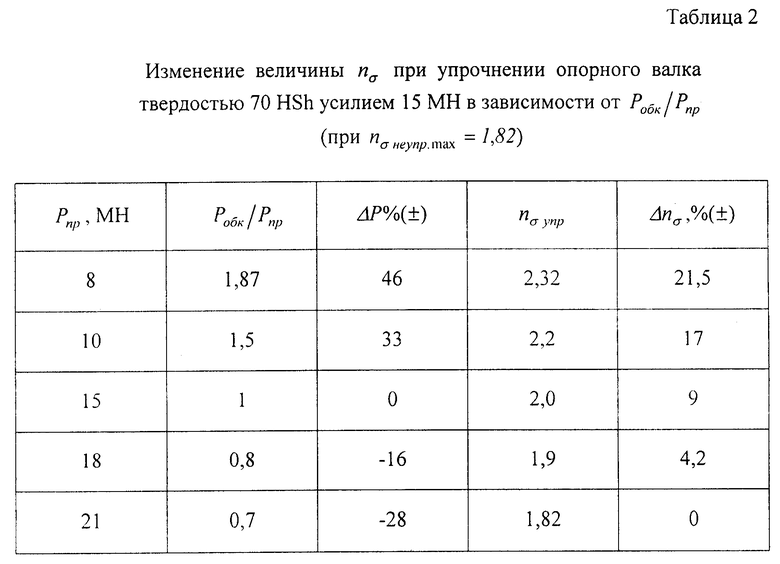
При упрочнении опорного валка с исходной твердостью 70 HSh с усилием, меньшим, чем рабочие усилия при прокатке на 15-20%, коэффициент запаса прочности увеличивается всего на 4-5%. Из табл.2 видно, что упрочнение с усилием, равным усилию прокатки, дает увеличение nσ на 9%, что более существенно.
Тем не менее, упрочнение обкаткой можно считать достаточно эффективным, только если коэффициент запаса прочности по сравнению с необкатанным валком увеличивается не меньше чем на 10-20%, т.к. возможные при прокатке колебания рабочих усилий в диапазоне 10% при меньшем коэффициенте запаса прочности сведут эффект упрочнения к несущественной величине.
Как видно из графика коэффициент запаса прочности необкатанных валков составляет ~1,82, т.е. после обкатки он должен повысится до 1,82•(1,1-1,2)= 2,0-2,18 (заштрихованная область).
С другой стороны, если для менее твердых валков (с тв. <65 HSh) усилие обкатки будет: Робк > (1,35-1,4)Рпр, оно может попасть в область предельных нагрузок для материала валка, что чревато опасностью их выкрашивания, чему будет способствовать повышение хрупкости поверхностного слоя из-за наклепа.
Отсюда, как видно из графика (кривая 2), диапазон наивыгодных усилий обкатки для таких валков Poбк=(1,2-1,35)Рпр.
Для более твердых валков (с тв. >65 HSh), как видно из графика (кривая 3), эффект обкатки проявляется уже при Робкmin=1,01Рпp. Но более твердые валки - одновременно и более хрупкие, поэтому во избежание выкрашивания целесообразно ограничить Робкmax величиной 1,1Рпр. Отсюда - диапазон: Робк= (1,01-1,1)Рпр.
Например, рабочие усилия прокатки в пятой клети стана, куда, как правило, устанавливают валки более высокой твердости, меньше, чем в других клетях стана. Т.е. опорные валки более высокой твердости (>65 HSh), более склонные к выкрашиванию, чем валки более низкой твердости (<65 HSh), целесообразно упрочнять с меньшими усилиями.
Таким образом, технический результат изобретения заключается в оптимизации режимов упрочнения валков обкаткой с учетом ряда исходных факторов (характеристик), что в конечном счете будет способствовать повышению их долговечности (стойкости) и как следствие повышению производительности стана и снижению расхода валков.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 1998 |
|
RU2131311C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОФИЛЕМ ВАЛКОВ ЛИСТОПРОКАТНОГО СТАНА | 2000 |
|
RU2184004C2 |
| СПОСОБ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ С НАТЯЖЕНИЕМ | 2000 |
|
RU2189876C2 |
| СПОСОБ НАСТРОЙКИ КЛЕТИ "КВАРТО" НЕПРЕРЫВНОГО СТАНА | 2001 |
|
RU2218222C2 |
| СПОСОБ КОМПЛЕКТАЦИИ ОБОРОТНОГО ПАРКА ВАЛКОВ СТАНА ХОЛОДНОЙ ПРОКАТКИ ЛИСТА | 2000 |
|
RU2183519C2 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНО-ПОРОШКОВОЙ ОЧИСТКИ ПОЛОСЫ ОТ ОКАЛИНЫ | 1994 |
|
RU2073573C1 |
| СПОСОБ ОПТИМИЗАЦИИ РЕЖИМА ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ ЛИСТОВОГО СТАНА | 2000 |
|
RU2186642C2 |
| УСТРОЙСТВО АБРАЗИВНО-ПОРОШКОВОЙ ОЧИСТКИ ЦИЛИНДРИЧЕСКОГО ПРОКАТА ОТ ОКАЛИНЫ | 1995 |
|
RU2087221C1 |
| УСТРОЙСТВО ДЛЯ ПОВЫШЕНИЯ ЭФФЕКТИВНОСТИ ХОДЬБЫ | 1993 |
|
RU2050885C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ПОДШИПНИКОВЫХ УЗЛОВ РАБОЧИХ ВАЛКОВ ПРОКАТНОГО СТАНА | 2001 |
|
RU2203750C2 |
Изобретение относится к области металлургии, конкретно к эксплуатации валков листопрокатной клети кварто. Задача изобретения - повышение эксплуатационной стойкости валков разной исходной твердости. Способ включает установку опорных и рабочих валков в клеть, приложение к ним усилия взаимного прижатия Робк в плоскости осей валков, превышающего усилие прокатки Рпр, совместное вращение валков под нагрузкой с регламентированными скоростью и временем вращения и подачу к рабочим и опорным валкам смазочно-охлаждающей жидкости. Опорные валки исходной твердости меньше 65 HSh упрочняют усилием взаимного прижатия Робк=1,2-1,35Рпр, а опорные валки исходной твердости больше 65 HSh упрочняют усилием взаимного прижатия Робк=1,01-1,1Рпр. Изобретение обеспечивает оптимизацию режимов упрочнения валков с учетом их исходных характеристик. 1 ил., 2 табл.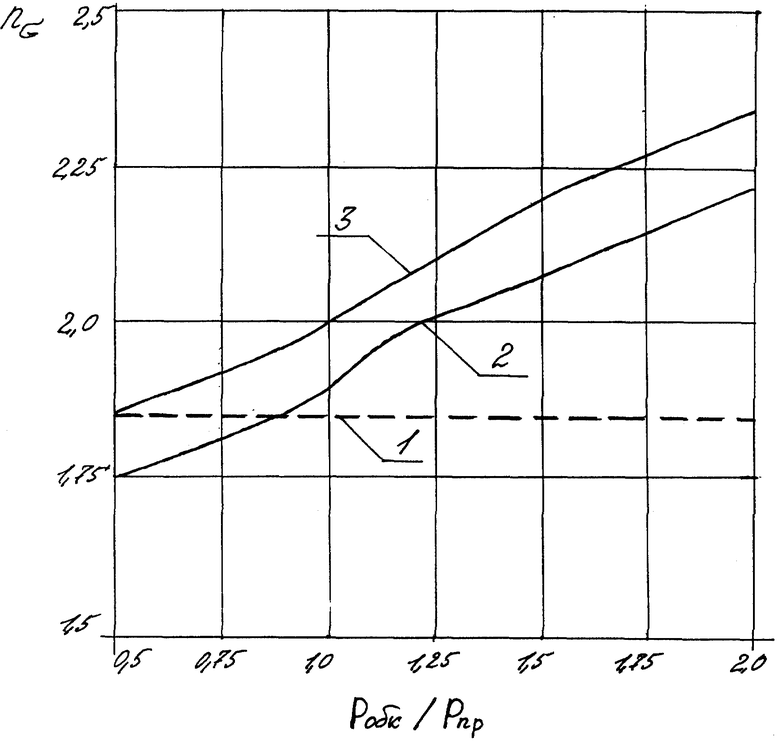
Способ подготовки к эксплуатации валков листопрокатной клети кварто, включающий установку опорных и рабочих валков в клеть, приложение к ним усилия взаимного прижатия Робк в плоскости осей валков, превышающего усилие прокатки Рпр, совместное вращение валков под нагрузкой с регламентированными скоростью и временем вращения и подачу к рабочим и опорным валкам смазочно-охлаждающей жидкости, отличающийся тем, что опорные валки исходной твердости меньше 65 HSh упрочняют усилием взаимного прижатия Робк = 1,2-1,35 Рпр, а опорные валки исходной твердости больше 65 HSh упрочняют усилием взаимного прижатия Робк = 1,01-1,1 Рпр.
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 1998 |
|
RU2131311C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 1996 |
|
RU2096103C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 1999 |
|
RU2147945C1 |
| Способ подготовки к работе опорных валков станов "кварто | 1980 |
|
SU884754A1 |
| WO 09808629, 05.03.1998 | |||
| Крестово-кулисная муфта | 1973 |
|
SU451874A1 |

