Изобретение относится к области металлургии, конкретно, к прокатному производству, и касается способов профилировки валков листопрокатных станов и корректирования этой профилировки с помощью математических моделей.
Известен способ управления профилем валков листопрокатного стана, включающий определение с помощью математической модели расчетного профиля валков в функции сортамента, параметров режима прокатки, значений шлифовочных выпуклостей валков, корректировку этого профиля по фактическим измеренным значениям шероховатостей валков перед установкой в стан, поперечной разнотолщинности подката, температуры охладителя, усилий прокатки, дополнительный ввод в модель зависимостей сопротивления деформации металла от относительного обжатия для разных марок стали (кривые наклепа), параллельное формирование математической модели расчета станочной профилировки валков во всех клетях стана с использованием в ней прогнозируемых значений усилия прокатки и измеренных значений фактической поперечной разнотолщинности и температуры подката, шероховатостей валков, теплофизических параметров охладителя, далее - определение расчетных шлифовочных выпуклостей при расходах охладителя 50-80% от максимального в каждой секции охлаждения, с округлением расчетных значений шлифовочных выпуклостей до кратных 0,05 мм, сравнением их с фактически заданными эмпирически значениями шлифовочных выпуклостей и варьирование секционных расходов охладителя (см., например, патент Российской Федерации 2133162, кл. В 21 В 37/32, опубл. 07.99).
Известный способ предусматривает индивидуальную профилировку валков для каждой клети стана, при этом для непрерывных многоклетьевых листопрокатных станов использование этого способа ведет к неоправданному увеличению оборотного (и, следовательно, общего) парка валков в цехе и существенно усложняет подбор пар валков из ресурсов этого парка для каждой клети, даже при использовании отработанных валков одних клетей в других клетях, как это обычно практикуется. В то же время точность профилировки валков напрямую отражается на показателях плоскостности получаемой полосы.
Задачей изобретения является дальнейшее повышение качества прокатываемой полосы (листа) по плоскостности за счет повышения точности системы управления профилем валков и одновременно более эффективное формирование и использование парка запасных валков в цехе и упрощение подбора нужных валков при замене, тем самым уменьшение простоев стана.
Указанная задача решается тем, что в способе управления профилем валков листопрокатного стана, включающем определение с помощью математической модели расчетного профиля валков в функции сортамента, параметров режима прокатки, значений шлифовочных выпуклостей валков, корректировку этого профиля по фактическим измеренным значениям шероховатостей валков перед установкой в стан, поперечной разнотолщинности подката, температуры охладителя, усилий прокатки, дополнительный ввод в модель зависимостей сопротивления деформации металла от относительного обжатия для разных марок стали, формирование математической модели расчета станочной профилировки валков во всех клетях стана с использованием в ней прогнозируемых значений усилия прокатки и измеренных значений фактической поперечной разнотолщинности и температуры подката, шероховатостей валков, теплофизических параметров охладителя, далее - определение расчетных шлифовочных выпуклостей при расходах охладителя 50-80% от максимального в каждой секции охлаждения, с округлением расчетных значений шлифовочных выпуклостей до кратных 0,05 мм, сравнением их с фактически заданными эмпирически значениями шлифовочных выпуклостей и варьирование секционных расходов охладителя, согласно изобретению раздельно определяют шлифовочные выпуклости или вогнутости опорных и рабочих валков для всех маркопрофилеразмеров сортамента стана, далее наиболее часто встречающееся значение этого параметра, полученное для рабочих валков, выбирают в качестве базового и используют его в качестве единой для всех клетей и для всего сортамента стана шлифовочной профилировки, вводят его в модель станочной профилировки и определяют для каждой клети свое постоянное значение шлифовочной выпуклости опорных валков, далее проверяют с помощью математической модели для полученного расчетного профиля валков выполнение для каждого профилеразмера в отдельности условия плоскостности полосы при расчетном режиме прокатки, а после варьирования посекционных расходов охладителя, в случае его недостаточности для выполнения этого условия, производят дополнительно и последовательно, при невыполнении каждый раз условия плоскостности, варьирование обжатий, перераспределяя их между клетями, затем толщины подката, затем скорости прокатки, останавливаясь при каждом варьировании на том значении параметра, которое обеспечивает минимальное отклонение от условия плоскостности.
Такое решение позволяет применить для всего многоклетьевого стана единую (универсальную) профилировку валков, резко сократить общий и оборотный парк рабочих валков на стане, затраты на их эксплуатацию и шлифовку, унифицировать настройку стана, и в конечном итоге уменьшить отсортировку прокатанного металла по неплоскостности.
Далее изобретение поясняется на конкретном примере выполнения, для 5-клетьевого стана 1700 прокатки холодного листа ОАО "Северсталь".
Пример расчета универсальной профилировки валков
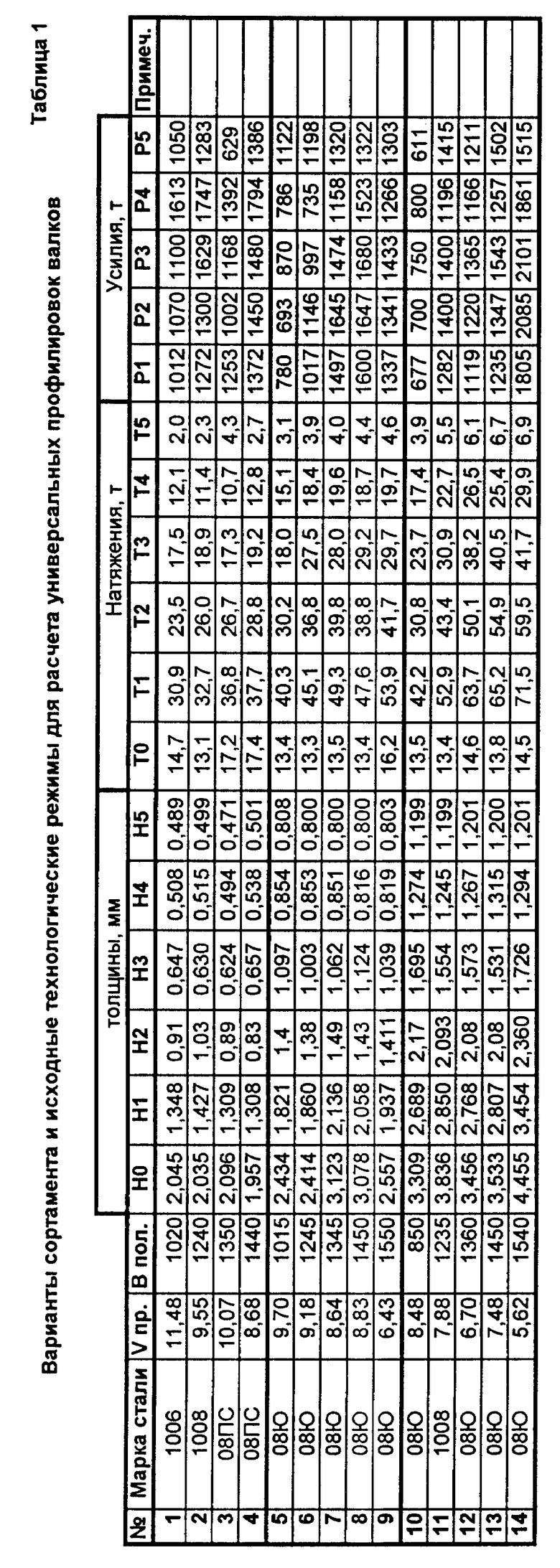
В качестве исходных вариантов расчета использовались данные о 14 фактических режимах прокатки, охватывающих основные марки стали, толщины и ширины полос, предоставленные с 5-клетьевого стана 1700 ПХЛ ОАО "Северсталь" (таблица 1).
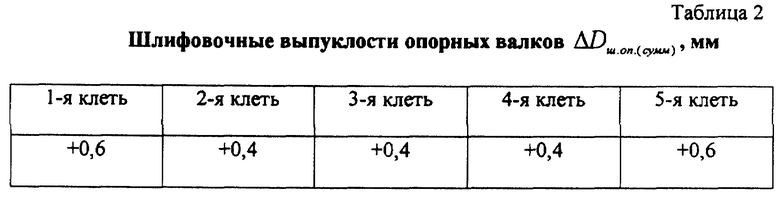
1. Первоначально произвели расчет ΔDш.оп.(сумм) шлифовочных выпуклостей опорных валков во всех рабочих клетях. Для этого произвели расчет каждого варианта исходных данных, приняв в качестве шлифовочной вогнутости рабочих валков ΔDш.р.(сумм) желательное (рекомендуемое) значение ΔDш.р.(сумм)= -0,2мм. Каждый вариант расчета был выполнен для двух крайних значений расхода охлаждающей жидкости на середину бочки - 80% и 20% от максимально возможного.
В результате для каждой рабочей клети и для каждого вида сортамента получили диапазоны возможных значений шлифовочной выпуклости опорных валков, определили в этих диапазонах интервалы, общие для всех диапазонов, и из этих интервалов выбрали максимальное значение, ΔDш.оп.(сумм), которое и приняли для дальнейшего расчета универсальной профилировки рабочих валков.
Полученные шлифовочные выпуклости опорных валков ΔDш.оп.(сумм) приведены в табл. 2.
2. Далее произвели расчет шлифовочных выпуклостей (вогнутостей) рабочих валков при заданных шлифовочных выпуклостях опорных валков, указанных в табл. 2.
При этом в расчете расходы эмульсии в каждой клети и каждой зоне охлаждения принимали приближенно равными 50% от максимальных значений (чтобы создать условия для эффективного регулирования теплового профиля валков). В результате для каждого из вариантов был получен набор значений шлифовочных вогнутостей рабочих валков ΔDш.р.(сумм). После округления с точностью ±0,025 мм до значения, кратного 0,05 мм, в вариантах с 1-го по 7-й шлифовочные вогнутости рабочих валков совпали с требуемым значением ΔDш.р.(сумм)= -0,2мм.
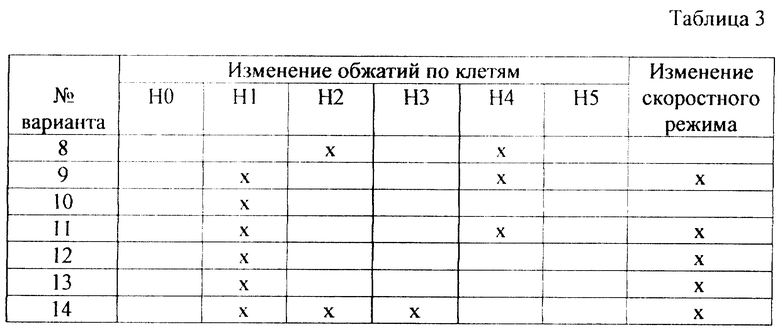
3. В вариантах с 8-го по 14-й, где расчетные вогнутости не совпадали с универсальной, потребовалась корректировка режимов охлаждения и режимов прокатки с целью подобрать такие режимы, которые позволяют использовать рабочие валки с универсальной профилировкой.
Корректировка осуществлялась согласно разработанному алгоритму:
1. Варьирование расходов эмульсии в допустимом диапазоне (20 - 80% от максимального).
2. Перераспределение обжатий по клетям.
3. Изменение скорости прокатки.
4. Изменение толщины подката.
В таблице 3 значениями "x" показаны те корректировки обжатий (толщин) и скоростей, которые были произведены для различных вариантов сортамента стана с целью подбора единой - универсальной профилировки валков.
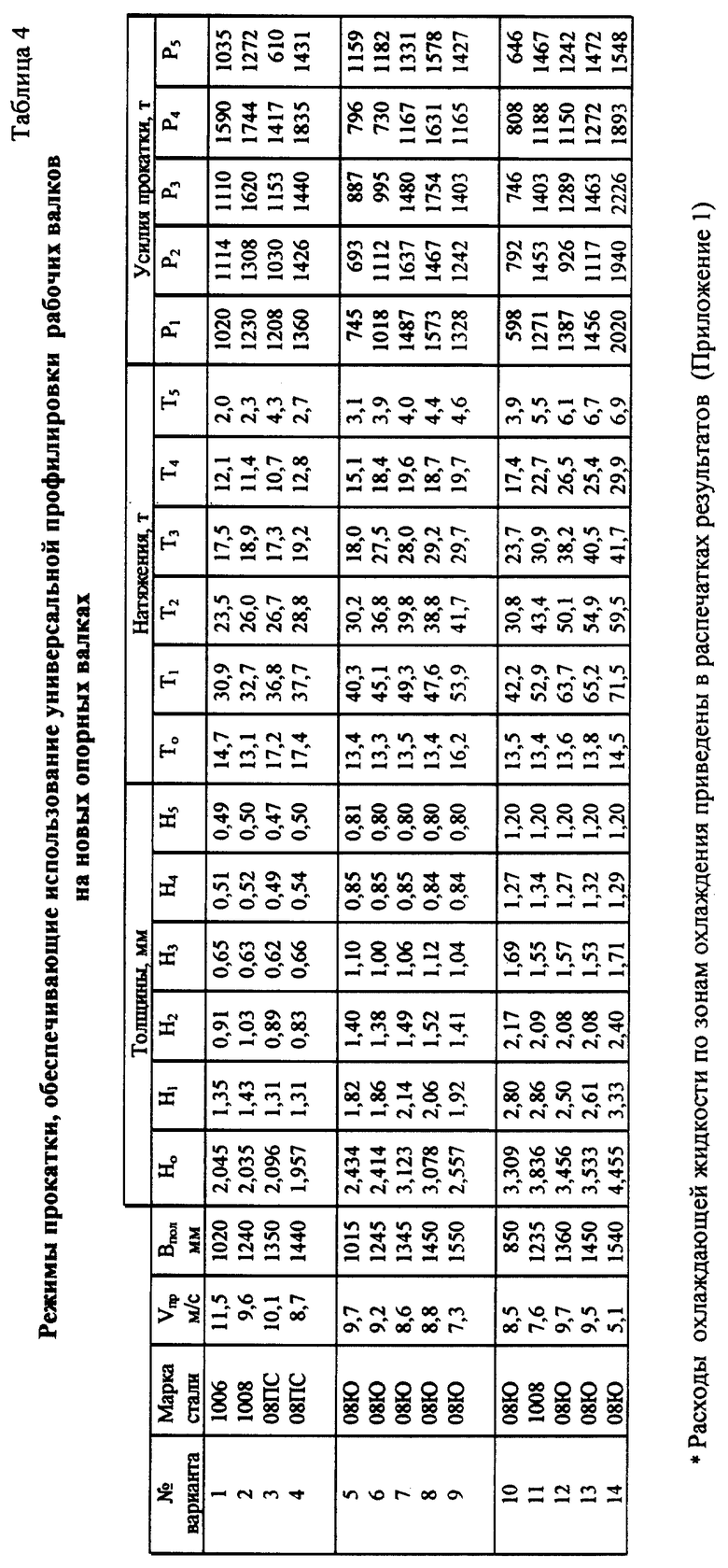
После проведения описанных действий получили скорректированные режимы прокатки, обеспечивающие использование универсальных профилировок рабочих и опорных валков для всего сортамента стана (табл.4)н
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПРОФИЛЕМ ВАЛКОВ ЛИСТОПРОКАТНОГО СТАНА | 1998 |
|
RU2133162C1 |
| СПОСОБ ОПТИМИЗАЦИИ РЕЖИМА ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ ЛИСТОВОГО СТАНА | 2000 |
|
RU2186642C2 |
| СПОСОБ КОМПЛЕКТАЦИИ ОБОРОТНОГО ПАРКА ВАЛКОВ СТАНА ХОЛОДНОЙ ПРОКАТКИ ЛИСТА | 2000 |
|
RU2183519C2 |
| СПОСОБ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ С НАТЯЖЕНИЕМ | 2000 |
|
RU2189876C2 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 1998 |
|
RU2131311C1 |
| СПОСОБ НАСТРОЙКИ КЛЕТИ "КВАРТО" НЕПРЕРЫВНОГО СТАНА | 2001 |
|
RU2218222C2 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 2000 |
|
RU2185258C2 |
| СПОСОБ УПРАВЛЕНИЯ ТЕПЛОВЫМ ПРОФИЛЕМ ВАЛКОВ ПРОКАТНОГО СТАНА | 1997 |
|
RU2115494C1 |
| УСТРОЙСТВО АБРАЗИВНО-ПОРОШКОВОЙ ОЧИСТКИ ЦИЛИНДРИЧЕСКОГО ПРОКАТА ОТ ОКАЛИНЫ | 1995 |
|
RU2087221C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНО-ПОРОШКОВОЙ ОЧИСТКИ ПОЛОСЫ ОТ ОКАЛИНЫ | 1994 |
|
RU2073573C1 |
Изобретение относится к области металлургии, конкретно, к прокатному производству, и касается способов профилировки валков листопрокатных станов и корректирования этой профилировки с помощью математических моделей. Технический результат - повышение качества полосы по плоскостности. Новым в способе является то, что раздельно определяют шлифовочные выпуклости (вогнутости) опорных и рабочих валков для всех маркопрофилеразмеров сортамента стана, далее наиболее часто встречающееся значение этого параметра, полученное для рабочих валков, выбирают в качестве базового и используют его в качестве единой для всех клетей и для всего сортамента стана шлифовочной профилировки, вводят его в модель станочной профилировки и определяют для каждой клети свое постоянное значение шлифовочной выпуклости опорных валков, далее проверяют с помощью математической модели для получения расчетного профиля валков выполнение для каждого профилеразмера в отдельности условия плоскостности полосы при расчетном режиме прокатки, а после варьирования посекционных расходов охладителя, в случае его недостаточности для выполнения этого условия, производят дополнительно и последовательно, при невыполнении каждый раз условия плоскостности, варьирование обжатий, перераспределяя их между клетями, затем толщины подката, затем скорости прокатки, останавливаясь при каждом варьировании на том значении параметра, которое обеспечивает минимальное отклонение от условия плоскостности. Такое решение позволяет применить для всего многоклетьевого стана единую (универсальную) профилировку валков, резко сократить общий и оборотный парк рабочих валков на стане, затраты на их эксплуатацию и шлифовку, унифицировать настройку стана, и в конечном итоге уменьшить отсортировку прокатанного металла по неплоскостности. 4 табл.
Способ управления профилем валков листопрокатного стана, включающий определение с помощью математической модели расчетного профиля валков в функции сортамента, параметров режима прокатки, значений шлифовочных выпуклостей валков, корректировку этого профиля по фактическим измеренным значениям шероховатостей валков перед установкой в стан, поперечной разнотолщинности подката, температуры охладителя, усилий прокатки, дополнительный ввод в модель зависимостей сопротивления деформации металла от относительного обжатия для разных марок стали, формирование математической модели расчета станочной профилировки валков для всех клетей стана с использованием в ней прогнозируемых значений усилия прокатки и измеренных значений фактической поперечной разнотолщинности и температуры подката, шероховатостей валков, теплофизических параметров охладителя, далее - определение расчетных шлифовочных выпуклостей при расходах охладителя 50-80% от максимального в каждой секции охлаждения, с округлением расчетных значений шлифовочных выпуклостей до кратных 0,05 мм, сравнением их с фактически заданными эмпирическими значениями шлифовочных выпуклостей и варьирование секционных расходов охладителя, отличающийся тем, что раздельно определяют шлифовочные выпуклости или вогнутости опорных и рабочих валков для всех маркопрофилеразмеров сортамента стана, далее наиболее часто встречающееся значение этого параметра, полученное для рабочих валков, выбирают в качестве базового и используют его в качестве единой для всех клетей и для всего сортамента стана шлифовочной профилировки, вводят его в модель станочной профилировки и определяют для каждой клети свое постоянное значение шлифовочной выпуклости опорных валков, далее проверяют с помощью математической модели для полученного расчетного профиля валков выполнение для каждого профилеразмера в отдельности условия плоскостности полосы при расчетном режиме прокатки, а после варьирования посекционных расходов охладителя, в случае его недостаточности для выполнения этого условия, производят дополнительно и последовательно, при невыполнении каждый раз условия плоскостности, варьирование обжатий, перераспределяя их между клетями, затем толщины подката, затем скорости прокатки, останавливаясь при каждом варьировании на том значении параметра, которое обеспечит минимальное отклонение от условия плоскостности.
| СПОСОБ УПРАВЛЕНИЯ ПРОФИЛЕМ ВАЛКОВ ЛИСТОПРОКАТНОГО СТАНА | 1998 |
|
RU2133162C1 |
| Способ регулирования профиля и плоскостности полосы на листовых станах горячей прокатки | 1973 |
|
SU463485A1 |
| Устройство для осуществления способа обработки наклонных кромок отверстий изделий | 1978 |
|
SU776710A2 |
| Способ управления тепловым профилем валков прокатных станов | 1979 |
|
SU863039A1 |
