Изобретение относится к технологическим смазкам, применяемым для холодной деформации металлов, и может быть использовано, в частности, при волочении труб, прутков и проволоки и других изделий из стали и ее сплавов, цветных металлов и их сплавов с высокими требованиями к качеству поверхности.
Известна смазка для холодной деформации изделий из меди и ее сплавов /1/, которая содержит продукт конденсации триэтиленгликоля с олеиновой и адипиновой кислотами в каталитическом присутствии природной серы и органического соединения фосфорной кислоты - трибутилфосфата. Применение данной смазки при деформации углеродистой стали не позволяет получить качественную деформированную поверхность металла, так как поверхность готовых изделий имеет шероховатость более 0,5 мкм, на ней имеются риски, задиры и пригары, через 1-2 дня появляются очаги коррозии. Недостатком указанной смазки является узость области ее применения. При использовании указанной смазки обеспечивается стабильный процесс деформации изделий из меди и ее сплавов, однако применение данной смазки для деформации углеродистой или легированной стали не позволяет получить деформированную поверхность металла с шероховатостью менее 0,5 мкм.
При холодной деформации изделий из стали и ее сплавов используют некоторые жидкие технологические смазки на основе минерального масла. Так, наиболее близкой по применению к предлагаемой смазке является смазка, принятая в качестве прототипа, которая содержит минеральное масло с добавкой полиэтилена и поверхностно-активных веществ - производных жирных спиртов фракции С10-С13 /2/, при использовании которой обеспечивается, как показали испытания на МТЗ ""Филит", процесс безоправочного волочения изделий из углеродистых сталей. При наиболее распространенном способе волочения - короткооправочном, характеризующемся большей степенью деформации наружного и внутреннего диаметра, антизадирных и антифрикционных свойств данной смазки недостаточно, волочение идет при значительном снижении скорости или качества поверхности готовых труб вплоть до обрыва труб. Также ввиду низкой термостабильности смазка может сгорать в процессе короткооправочного волочения, что приводит к рискам и налипанию металла, к высокой шероховатости поверхности деформированных труб, остатки смазки на них не защищают их от коррозии, трудно удаляются после деформации, что в совокупности не соответствует современным требованиям, предъявляемым к чистоте поверхности готовой продукции. В виду высокой вязкости данной смазки получаемая смазочная пленка имеет большую толщину, что не позволяет получать в процессе деформации снижение шерохотоватости поверхности заготовки, но приводит к увеличенному расходу смазки. Полиэтилен не растворяется в воде, поэтому при эксплуатации попадание воды в смазку вызывает ее расслоение. Кроме того, износостойкие свойства данной смазки не позволяют ее применять, например, для деформации легированных сталей и их сплавов, цветных металлов и их сплавов, которые часто деформируются на том же оборудовании, что и углеродистые стали. Отмеченные недостатки сужают область применения данной смазки, а следовательно, возможность ее производства.
Задачей настоящего изобретения является создание смазки с повышенными антифрикционными, противозадирными и эксплуатационными свойствами для деформации широкого спектра металлов: углеродистых и легированных сталей и их сплавов, цветных металлов и их сплавов, снижающей усилие деформации и обеспечивающей повышение качества поверхности готовых изделий в виде уменьшения шерохотоватости и количества таких дефектов, как риски, задиры, очаги коррозии, и увеличение срока защиты поверхности от коррозии.
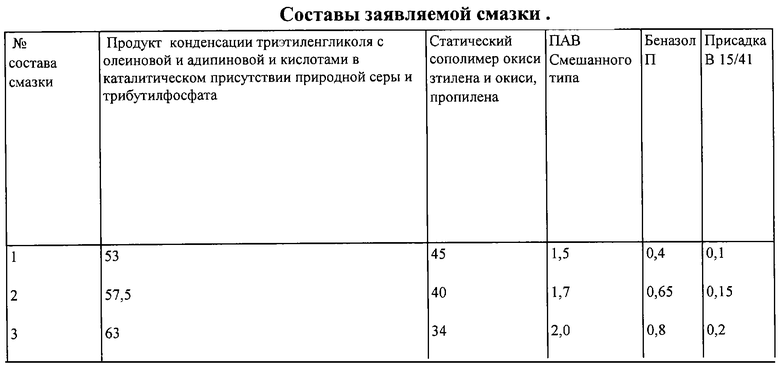
Поставленная задача настоящего изобретения достигается тем, что смазка для холодной деформации металлов содержит продукт конденсации тризтиленгликоля с олеиновой и адипиновой кислотами в каталитическом присутствии природной серы и трибутилфосфата, статический сополимер окиси этилена и окиси пропилена, поверхностно-активное вещество смешанного типа, беназол П и присадку В15/41 при следующем соотношении компонентов, мас.%:
Статический сополимер окиси этилена и окиси пропилена - 34-45
Поверхностно-активное вещество смешанного типа - 1,5-2,0
Беназол П - 0,4-0,8
Присадка В 15/41 - 0,1-0,2
Продукт конденсации триэтиленгликоля С олеиновой и адипиновой кислотами в каталитическом присутствии серы и трибутилфосфата - Остальное
Технический результат изобретения обусловлен рядом факторов, в частности использованием синтетической основы - продукта конденсации триэтиленгликоля с олеиновой и адипиновой кислотами в каталитическом присутствии серы и трибутилфосфата, обладающего повышенными антифрикционными и противозадирными свойствами по сравнению с минеральным маслом. Наличие в синтетической основе соединений фосфора позволяет повысить износостойкие свойства смазки, благодаря чему она в процессе волочения будет защищать от разрушения поверхность инструмента, дефекты которого способствуют образованию на заготовке задиров или налипанию инородного металла. Присутствие трибутилфосфата, не подвергающегося гидролизу, позволит повысить стабильность смазки при эксплуатации, так как она не разлагается при попадании в нее влаги из атмосферы или с заготовки. Кроме того, это позволит использовать смазку в качестве концентрата СОЖ на водной основе.
Использование в сочетании с другими компонентами смазки статического сополимера окиси этилена и окиси пропилена, являющегося жидкостью при комнатной температуре, в концентрации 34-44% улучшает условия приготовления и повышает гомогенность структуры готовой композиции, что обеспечивает улучшение разделения контактирующих в процессе деформации поверхностей и, отсюда уменьшение вплоть до отсутствия количества таких дефектов поверхности, как риски и задиры. Высокая температура вспышки предложенного сополимера повышает термостойкость смазки, что особенно важно при деформации коррозионно-стойких сталей, деформация которых сопровождается значительным выделением тепла.
Введенное поверхностно-активное вещество смешанного типа в концентрации 1,5-2,0% позволяет создать на поверхности металла мономолекулярный слой, который имеет высокую адгезию к поверхности металла за счет не только физического, но и химического взаимодействия, благодаря чему появляется возможность использования смазки для деформации сталей в числе прочих металлов. ПАВ смешанного типа повышает прочность смазочной пленки и эффект скольжения в зоне деформации, что важно при деформации легированных сталей. В сочетании с основой смазки, содержащей соединения фосфора, ПАВ смешанного типа, химически взаимодействующее с поверхностью стали, позволит объединить этапы традиционных процессов подготовки стали к волочению (фосфатирование и смазывание) в одну операцию. Кроме того, ПАВ смешанного типа в концентрации 1,5-2,0% значительно улучшает полирующие свойства предлагаемой смазки, что позволяет повысить качество поверхности металла в виде низкой шероховатости углеродистых сталей и труднодеформируемых легированных сталей и дополнительно повышает антизадирные свойства смазки, за счет чего при деформации металлов снижаются усилие волочения и коэффициент трения. Увеличенное содержание оксиэтильных групп в ПАВ смешанного типа усиливает действие статического сополимера окиси этилена и окиси пропилена на такие ее свойства, как, например, термостойкость смазки, вследствие чего отсутствуют ее пригары при холодной деформации стали и других металлов, гомогенность, а следовательно, стабильность, что позволяет увеличить равномерность распределения смазки по поверхности металла, и, следовательно, повысить смазочные свойства состава, и за счет этого использовать смазку для деформации разных марок сталей, т.е. изменить ее область применения.
Также введение ПАВ смешанного типа, являющегося ингибитором коррозии и смачивателем, в концентрации 1,5-2% увеличивает защиту от атмоферной коррозии готовых изделий из металла с остатками смазки и улучшает смачиваемость поверхности металла, что ускоряет в большей степени, чем прототип, очистку поверхности готовых изделий от остатков смазки в моющих растворах или снижает температуру растворов.
Применение в смазке беназола П в концентрации 0,4-0,8% совместно с ПАВ смешанного типа повышает защиту деформированной поверхности изделий от коррозии и тем самым срок сохранения достигнутого качества металлов.
Присадка В15/41 добавляется в концентрации 0,1-0,2%, что значительно повышает антикоррозионные свойства, а также, как было установлено в результате проведенных опытов, эмульгирующие свойства ПАВ смешанного типа, а следовательно, эмульгируемость смазки в целом, что значительно повышает смываемость с поверхности деформированных металлов остатков смазки, не удаляемых полностью с помощью ПАВ смешанного типа. Кроме того, введение присадки В15/41, относящейся к классу оксиэтилированных жирных кислот, усиливает действие ПАВ смешанного типа и прочность им созданного мономолекулярного смазочного слоя путем введения поверхностно-активных жирных кислот. Введение присадки в указанной концентрации позволяет поддерживать в заданных пределах наличие свободных жирных кислот, характеризующих ее химическое взаимодействие с поверхностью металла. Имея температуру воспламенения 500oС, присадка также значительно увеличивает термостойкость смазки, что позволяет использовать ее при деформации сталей, в том числе легированных, обработка которых сопровождается значительным нагревом. Кроме того, использование присадки усиливает степень воздействия на термостойкость смазки ПАВ смешанного типа и сополимера, что достаточно актуально при обработке также и коррозионно-стойких сталей.
Введение присадки В15/41 вместе с ПАВ смешанного типа улучшает смешиваемость всех компонентов при приготовлении предлагаемой смазочной композиции.
Для приготовления смазки были использованы компоненты: продукт конденсации триэтиленгликоля с олеиновой и адипиновой кислотами в каталитическом присутствии природной серы и трибутилфосфата, статический сополимер окиси этилена и окиси пропилена, получаемый при взаимодействии этиленгликоля со смесью окиси этилена (ТУ 6-14-41-77); беназол П (ТУ 6-22-0205603-78) и присадка В15/41, представляющая собой монополиэтиленгликоль 2-алкилсукцинт (ТУ 6-14-866-86). В качестве ПАВ смешанного типа использован этоксилированный продукт конденсации алкилфенолов, полиалкиленполиаминов, формальдегида и окиси этилена, содержащий 12-20 оксиэтильных групп. Предлагаемую смазку готовят смешением расчетного количества исходных продуктов при незначительном нагревании.
В таблице приведен компонентный состав образцов смазок, приготовленных в соответствии с изобретением.
При испытаниях на лабораторной установке при волочении оценивалась эффективность технологических смазок, предлагаемой и по прототипу. Смазку перед волочением наносили без подогрева на поверхность полос размером 10•1•900 мм соответствующей марки металла, очищенных от загрязнений. Исходная шероховатость полос 1 мкм, волочильного инструмента 0,15 мкм. Эффективность смазок определяли по качеству поверхности и усилию волочения. Качество поверхности фиксировалось визуально и по шероховатости Ra, измеряемой на профилометре-профилографе. Глубину и количество рисок определяли на микроскопе. С каждым из вариантов смазок проведено не менее пяти испытаний с расчетом средних значений.
В результате испытаний установлено, что варианты предлагаемого состава смазки ( 1-3 таблицы) по сравнению с составом прототипа обладают лучшими антифрикционными и полирующими свойствами, а именно при их использовании снижаются усилие волочения на 10-25% и коэффициент трения на 20-40%, повышается качество поверхности. Шероховатость поверхности, деформированной с применением заявленных составов смазки, снижается на всех видах испытанных металлов, в том числе достигнутая величина Ra составила: для стали марки 08пс менее 0,2 мкм, для стали марки 09Г2С менее 0,35 мкм, для стали марки 08Х18Н10Т менее 0,5 мкм, для латуни менее 0,2 мкм. Испытанные составы обеспечивали блестящую поверхность при отсутствии на ней рисок.
Сравнительные испытания предлагаемой смазки осуществляли также в промышленных условиях при волочении на короткой оправке труб из сталей марок 08пс по маршруту 45x1,8v-->-38,5x1,5 и 09Г2С по маршруту 57x2,8-->-47x2,5; труб из меди марки M1 по маршруту 40,5x2,75-->33,4x2,2-->28,5x1,75-->24,3x1,4-->20x1,5-->18x1,0 мм и латунных труб марки Л63 по маршруту 27,9x1,5-->24,3x1,2-->23,8x1,12-->-18x1-16x1 мм. Было протянуто по 100 м труб по каждому маршруту. Шероховатость наружной поверхности стальных труб до волочения составляла 1,7 мкм, медных 1,5 мкм, латунных 1,1 мкм. Процесс волочения труб из углеродистой стали и цветного металла проходил стабильно. Шероховатость поверхности готовых труб из стали 08пс, волоченых с заявленной смазкой, составила 0,2 мкм в отличие от шероховатости труб, волоченых на смазке по прототипу, равной 0,9-1,3 мкм. Шероховатость волоченых труб из горячекатаной стали марки 09Г2С составила 0,33-0,44 мкм, или в 3-4 раза меньше, чем на смазке-прототипе. Шероховатость труб из меди и ее сплавов, волоченых с заявленной смазкой, составляла 0,1-0,18 мкм в отличие от труб, протянутих на смазке по прототипу, которые имели шероховатость 0,9 мкм и отдельные риски. Количество рисок на поверхности деформированого с заявленными составами металла по сравнению с прототипом значительно снижено.
Образцы готовых волоченых труб с остатками смазок испытаны в лабораторных условиях на антикоррозионные свойства смазок. Испытания показали, что заявляемый состав защищает готовые изделия из углеродистой стали от атмосферной коррозии в крытых условиях в течение 4-6 месяцев при возможности кондесации влаги из воздуха в течение 1-3 месяца, в чем имеет преимущество не менее чем в 5 раз по сравнению с прототипом. Указанный срок консервации готовых изделий из металла позволит защищать их от атмосферной коррозии в крытых условиях не только в межоперационный период, но и на период хранения и доставки их к потребителю.
Расконсервация образцов готовых труб моющими растворами или горячей водой показала, что смазка смывается в аналогичных условиях в более короткие сроки, чем по прототипу, или в течение аналогичного времени, но с понижением температуры или концентрации моющего раствора в среднем на 30%.
Таким образом, заявляемая смазка для холодной деформации металлов и изделий из них, в т.ч. полос, труб, проволоки из углеродистых и легированных сталей и сплавов, цветных металлов и их сплавов, обеспечивает, снижает усилие волочения и значительно более высокое качество обрабатываемой поверхности в виде снижения величины шероховатости и количества дефектов, повышение антикоррозионной защиты и, кроме того, улучшает условия смыва остатков смазки с готовых изделий.
Источники информации
1. Патент Украины 21973, кл. С 10 М 169/00,105/32 "Смазка для холодной деформации изделий из меди и ее сплавов". Бюл. 2, 30.04.98.
2. Авторское свидетельство СССР 910739, кл. С 10 М 1/18, С10 М 1/46, "Смазка для холодной обработки металлов давлением". БИ 9, 07.03.1982.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СМАЗКИ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1991 |
|
RU1820625C |
| СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1999 |
|
RU2163625C2 |
| Смазка для холодной обработки металлов давлением | 1981 |
|
SU1011677A1 |
| Смазка для холодной обработки металлов давлением | 1990 |
|
SU1772142A1 |
| СМАЗКА ТЕХНОЛОГИЧЕСКАЯ ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ (ВАРИАНТЫ) | 2008 |
|
RU2497936C2 |
| Смазка для холодной обработки металлов давлением | 1984 |
|
SU1171515A1 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕД | 2002 |
|
RU2230777C1 |
| ТЕХНОЛОГИЧЕСКАЯ СМАЗКА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1996 |
|
RU2112017C1 |
| Смазка для холодной обработки металлов давлением | 1982 |
|
SU1059000A1 |
| КОНЦЕНТРАТ СМАЗКИ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1990 |
|
SU1807725A1 |
Изобретение относится к холодной деформации металлов, к технологическим смазкам, применяемым для холодной деформации металлов, и может быть использовано, в частности, для волочения металлов и изделий из них, в т.ч. полос, труб, проволоки из углеродистых и легированных сталей и сплавов, цветных металлов и их сплавов с высокими требованиями к качеству обрабатываемой поверхности. Задача изобретения: снижение количества таких дефектов, как риски и задиры вплоть до их отсутствия, низкая шероховатость, повышенная антикоррозионная защита, возможность использования для широкого спектра металлов. Смазка для холодной деформации металлов содержит продукт конденсации триэтиленгликоля с олеиновой и адипиновой кислотами в каталитическом присутствии природной серы и трибутилфосфата, статический сополимер окиси этилена и окиси пропилена, поверхностно-активное вещество смешанного типа, беназол П и присадку В15/41 при регламентируемом соотношении компонентов. Изобретение обеспечивает возможность использования смазки для обработки широкого спектра металлов, в том числе углеродистых и легированных сталей и их сплавов, повышение качества поверхности изделий. 1 табл.
Смазка для холодной деформации металлов, отличающаяся тем, что она содержит продукт конденсации триэтиленгликоля с олеиновой и адипиновой кислотами в каталитическом присутствии природной серы и трибутилфосфата, статический сополимер окиси этилена и окиси пропилена, поверхностно-активное вещество смешанного типа, беназол П и присадку В15/41 при следующем соотношении компонентов, мас.%:
Статический сополимер окиси этилена и окиси пропилена 34-45
Поверхностно-активное вещество смешанного типа 1,5-2,0
Беназол П 0,4-0,8
Присадка В15/41 0,1-0,2
Продукт конденсации триэтиленгликоля и олеиновой и адипиновой кислотами в каталитическом присутствии серы и трибутилфосфата Остальное
| Смазка для холодной обработки металлов давлением | 1980 |
|
SU910739A1 |
| Пружинное приспособление для ударного бурения | 1930 |
|
SU21973A1 |
| Смазочный материал для горячей обработки металлов давлением и способ его получения | 1977 |
|
SU726157A1 |
| КОНЦЕНТРАТ ПОВЕРХНОСТНО-АКТИВНОГО ВЕЩЕСТВА | 1998 |
|
RU2146278C1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ПРОВОЛОКИ К ВОЛОЧЕНИЮ | 1996 |
|
RU2101110C1 |
| WO 09702909, 16.01.1997. | |||

