.ообрет ние относится к технологическим смазкам, применяемым при холодной обработке металлов давлением, в частности для прокатки труб из труднодеформируемых сталей и сплавов. . .
Известно,цто при прокатке труб и сталей ОХ18Н10Т, ЭИ844 и др. испОльзуют касторовое масло в сочетании с твердым наполнителем - тальком и подсмазочным медным покрытием l .
К недостаткам касторового масла, помимо дороговизны и дефицитное этого лродукта следует отнести то, что эта смазка не всегда достаточно полно удаляется с поверхности металла после деформации и при последующей термической и химической обработках приводит к образованию межкристаллитной коррозии.
Применение этой смазки приводит повышению шероховатости (снижению качества) поверхности за счет приме нения подсмазочного медного покрыти и твердого наполнителя.
Известны также смазкИ на основе глицериновых эФиров (отхода производства себациновОй кислоты (ОПСК), которые обеспечивают высокие качество поверхности, полноту удаления смазки, по сравнению с касторовым маслом |4j .
Однако растущая потребность в холоднокатанных трубах высокого качества требует повышения производительности оборудования, что связано с ужесточением режимов прокатки. Указанные смазки не работоспособны в условиях повышенных температур и высоких давлений.
Наиболее бШ1зкой, к предлагаемой по составу и достигаемому результату является смазка для холодной обработки металлов давлением, содержащая в качестве противозадирной присадки фторид зи инопарафина (5-15 мас.%) и сложные эфиры отхода производства себациновой кислоты и глицерина (85-95 мас.%) 5 .
Однако противозадирные свойства указанной смазки не обеспечивают стабильного процесса прокатки при увеличении обжатий и скорости прокатки. Кроме того, для приготовления смазки используют дефицитный глицерин.
Целью изобретения является повышение антифрикционных и противозадирных свойств смазки.
Эта цель достигается тем, что смазка для холодной обработки металлов давлением,. содержащая противозадирную присадку и сложные эфиры,. в качестве последних содержит сложные эфиры. октилового спирта и кислот, выделенных из воднощелочного отхода производства капролактама и адипиновой кислоты, а в качестве противозадирной присадки смазка - аминопарафии и 1,4-бистрихлорметилбензоп при следующем соотношении компонентов, мас.%: 1,4-бис -Трихлорметилбензол
1-5 Аминопарафин 5-10 Сложные эфиры октилового спирта и кислот, выделенных из воднощелочного отхода производства капролактама и
Остальное адипиновой кислоты Предлагаемая основа смазки (в дальнейшем называемая просто сложными эфирами) представляет собой отхода производства с содержанием до 15-17 мас.% натриевых солей органических кислот : янтарной, глутаровой преимущественно адипиновой.
Сложные эфиры получают следующим образом.
1000 мл воднощелочных отходов нейтрализуют серной кислотой до рН 2. При этом соли органических кислот превращаются в соответствующие кислоты. Разделяют органический и водный слой после отстаивания. Водный слой для полноты выделения кислот экстрагируют 200 мл (3 раза 67 мл) октилового спирта и получают октиловый экстракт, который смешивают с органическим слоем. Водный сло удаляют, а к органическому добавляют 6 г катализатора КУ-2-8 2% от веса реакционной массы и кипятят окол 12 ч, контролируя ход реакции по кислотному числу. При достижении КИСЛОТНОГО числа приблизительно .4,33 мг КОН/Г нагревание прекращают и реакционную массу в горячем виде отфильтровывают откатализатора
Для получения смазки применяю вещества, выпускаемые по следующим ГОСТам:
ТУ 6-03-7-17-78
Аминопарафин 1, 4-Бис -Трихлорме тилб е нТУ 6-01-11-38-76 зол
Ионообменная смола КУ-2-8 ГОСТ 20298-74 Смазку готовят следующим образом 1,4-Бис-Трихлорметилбензол смешивают с с1минопарафином в расчетных количествах при ЮО-ХЗО С до полного растворения. Затем в полученны сложные эфиры октилового спирта и кислот, выделенных от воднощелочного отхода производства капролактама и адипиновой кислоты, добавляют смесь противозадирных приссшок в количестве, требуемом по расчету. Полученная смазка представляет собой жидкотекучую массу темнокоричневого Цвета. По описанной технологии получены следующие образцы смазок (табл.1), там же дан состав извес ной смазки sj . Физико-химическая характерист предлагаемых смазок (даны усредн значения для составов 1-3): Кислотное число, мг КОН/Г1,5 Число омыления, мг КОН/Г350 Эфирное масло, мг КОН/Г384,5 Гидроксильное число,мг КОН/Г 200 Вязкость при 20°С, сСт34,5 Температура вспышки,С 290 Наличие влаги Отсутств Испытание на Не корро коррозию рует Проведены лабораторные испыта эффективности смазочного действи машине трения МТ-2 при волочении разцов из стали марки Х18Н10Т, и ходными размерами ,2 мм. Кр терием оценки действия смазок яв ется величина коэффициента трения, усилие волочения и отсутствие налипания на инструмент. После каждого цикла волочения контактную поверхность инструмента исследуют под бинокуляром МБ-1, определяя следы налипания на инструмент. По каждому из вариантов смазок проведено не менее 10 испытаний. Результаты испы аний смазок приведены в табл.2. ;Анализ полученных данных показывает, что предлагаемая смазка в отличие от известной обладает лучшими противозадирными свойствами (отсутствует налипание на инструмент) и антифрикционными - коэффициент трения ниже, чем у известной. Таким образом, полученные данные свидетельствуют о том, что предлагаемый состав смазки, обладающий лучйшми противозадирными и антифрикционными свойствами и получаемый из более доступных продуктов, возможно использовать при наиболее жестких режимах деформации прокатки труб из труднодеформируемых сталей и сплавов без подсмазочного медного покрытия. -Таблица 1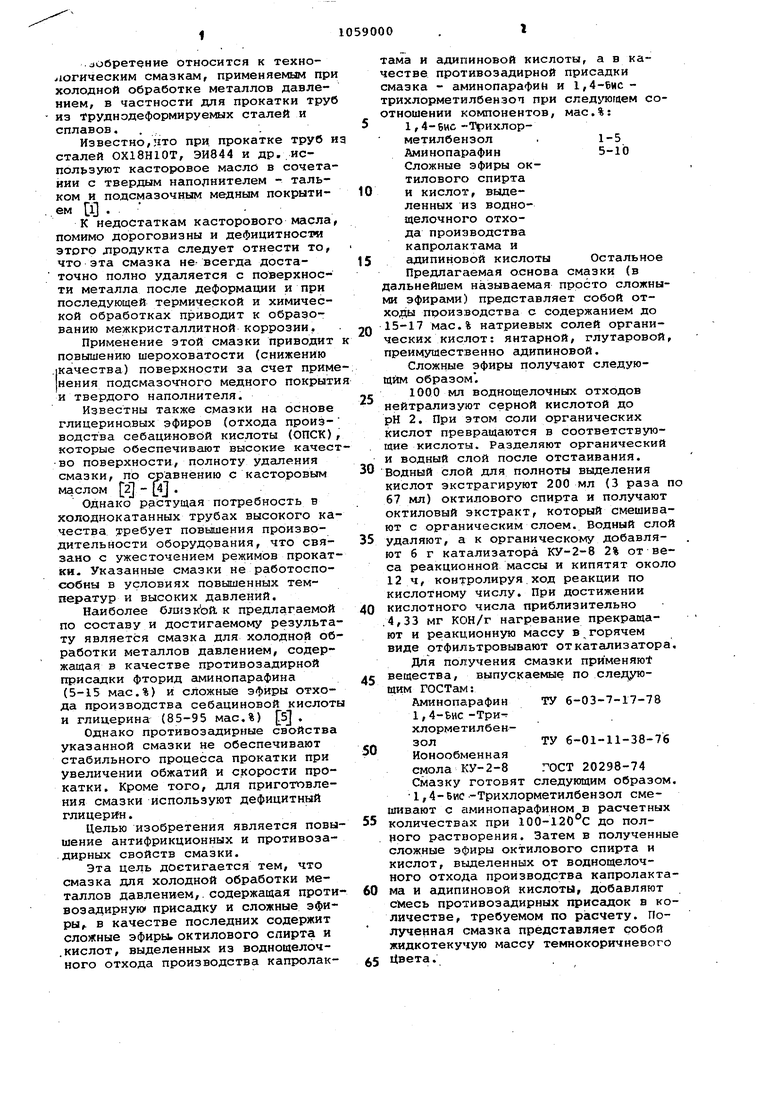

| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для холодной обработки металлов давлением | 1990 |
|
SU1772142A1 |
| Смазка для холодной прокатки | 1980 |
|
SU899640A1 |
| Смазка для холодной обработки металлов давлением | 1980 |
|
SU910749A1 |
| Смазка для холодной обработки металлов давлением | 1981 |
|
SU1011677A1 |
| Смазка для холодной обработки металлов давлением | 1981 |
|
SU981352A1 |
| СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2010 |
|
RU2477307C2 |
| Смазка для холодной деформации металлов | 1982 |
|
SU1087550A1 |
| Смазка для холодной обработки металлов давлением | 1975 |
|
SU540908A1 |
| Смазка для холодной обработки металлов давлением | 1988 |
|
SU1567612A1 |
| Смазка для холодной обработки металлов давлением | 1983 |
|
SU1168590A1 |
СМАЗКА ДЛЯ холодной ОБРАБОТ-т КИ МЕТАЛЛОВ ДАВЛЕНИЕМ, содержащая сложные эфиры и протнвозадирную присадку, отличающаяся тем, что, с целью повышения антифрикционных и противозадирных свойств, смазка в качестве сложных, зфировсодержит сложные эфиры октилового спирта и кислот, выделенных из воднов|елочного отхода производства каяролактама и адипиновой кислотй, a в качестве прртнвозадирной, присадки смазка - гилинопарафин и 1,4-в с-трихлорнетйл6ензол при следующем соотношении компонентов, мас.%: 1,4- 6МС-Трихлорметилбевзол1-5 Аминопарафин 5-10 Сложные эфиры октилевого спирта и кислот, выделенных из воднощелочного отхода производства капролактама и алипиновой кислоты Остальное
1,4-БИС -Трихлорметилбензол
Аминопарафин Сложные эфиры Аминопарафинфторид
Глицериновые эфиры ОПСК
1 2,5 5 5 7,5 10 94 90 85
15
85
