1
Изобретение относится к технологическим смазкам для холодной обработки металлов давлением и может быть использовано, в частности в поточных линиях при волочении труб из углеродистых сталей.
Цель изобретения - повьшение антифрикционных и противозадирных свойств смазки.
Для приготовления смазки используют следующие вещества: минеральное масло, полиэтилен молекулярной массы 800-2000, фосфорную кислоту, алкилбензол сульфированный и продукт, полученный из жидкой фазы растворенного в ацетоне фосфатидного концентрата растительных масел. Фосфатидньй концентрат состоит из кефалинов (45%), лецитинов (10%) и ацетонорастворимых продуктов (45%) . Этот продукт термообрабатывают при 200 С в течение 1-2 ч.
Алкилоламиновую соль олеиновой кислоты получают следующим образом 15% триэтаноламина или моноэтаноламина и 85% олеиновой кислоты сливают в емкость и перемешивают при 60-80 С в течение 1 ч, температуру смеси доводят до 200 С и при периодическом перемешивании вьщерживают 1-2 ч. Термообработка двух указанных продуктов необходима для окисления двойных связей, входящих в их состав непредельных жирных кислот.
Предлагаемую смазку приготавливают следуннцим образом.
В емкость с минеральным маслом вводят полиэтилен и подогревают до 60-80 С при перемешивании. В эту же емкость вливают сульфированньй алкилбензол и небольшими порциМи термообработанную алкилоламиновую соль олеиновой кислоты. Полученную смесь перемешивают 5-10 мин Затем в эту же емкость при 60 С вливают термообработанньй продукт, полученный из жидкой фазы растворенного в ацетоне фосфатидного концентрата растительных масел. Всю массу снова перемешивают в течение 5-to мин при одновременном добавлении фосфорной кислоты.
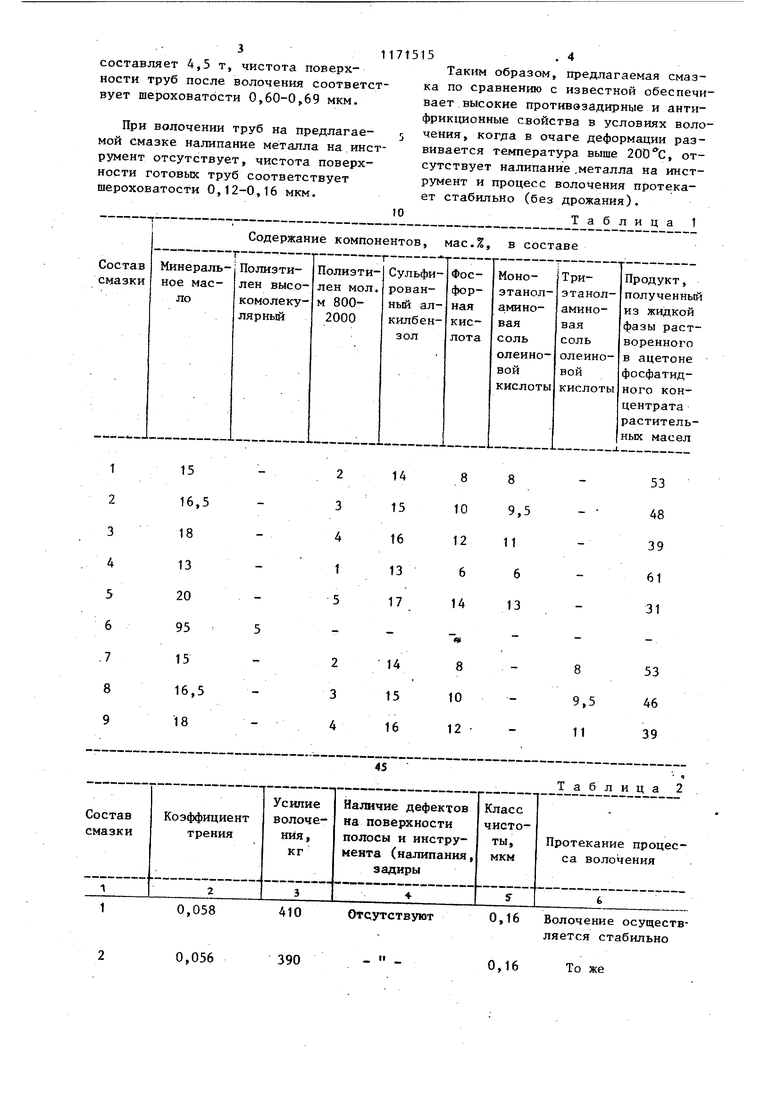
Приготовленные и опробованные составы смазок представлены в табл. 1.
Для сравнения предлагаемую и известную смазки наносят на полосу
715152
из углеродистой стали марки 08КП, .которую подвергают волочению со степенью обжатия 21. Эффективность составов смазок сравнивают по величине коэффициента трений и ycvлиям волочения, которые определяют на испытательной машине МГ-1 (антифрикционные свойства), по состоянию поверхности продеформированной
О полосы - наличию дефектов и классу чис,тоты (противозадирные свойства) . Класс чистоты определяют на профилометре-профилографе. При этом по каждому из вариантов смазок проводят по 10 испытаний. Результатыусредненных испытаний приведены в табл. 2.
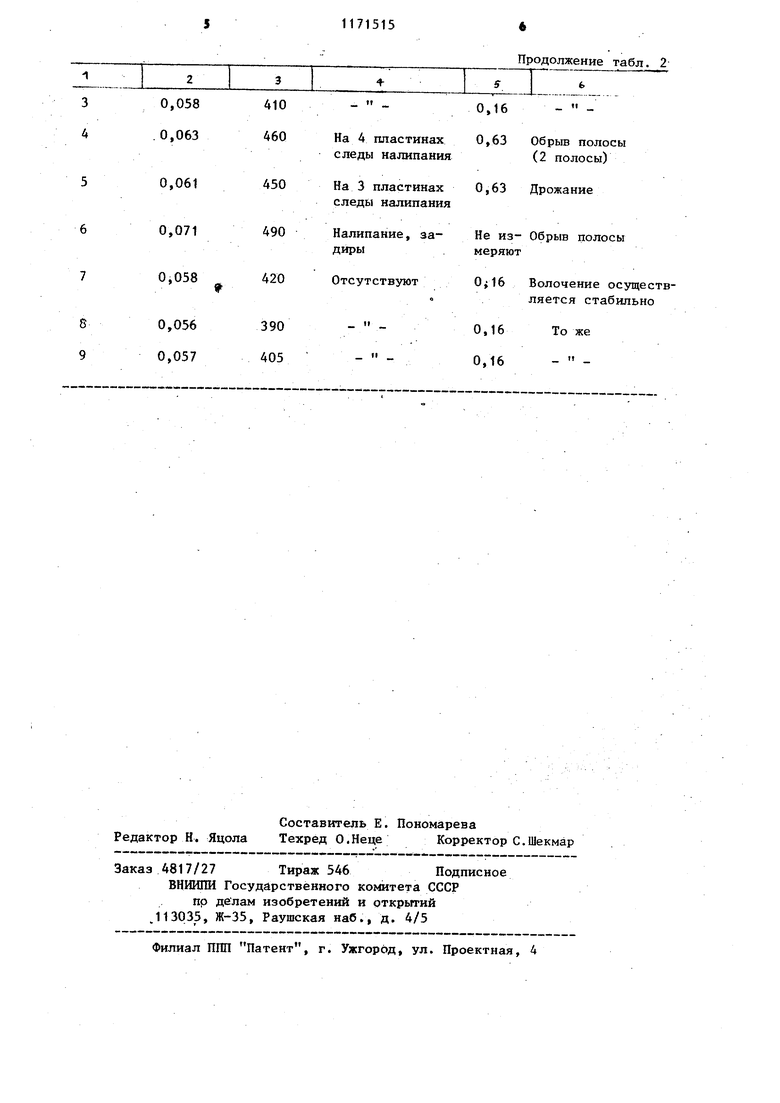
Как видно из табл. 2, предлагаемый состав смазки в отличие от известного (состав 6) имеет более низкие коэффициент трения и усилия волочения, т.е. обладает более высокими антифрикционными свойствами. На поверхности изделий при деформа5 дни отсутствуют дефекты, являкшщеся следами налипания металла на инструмент, а класс чистоты намного вьппе, что свидетельствует о более высоких противозадирных свойствах смазки.
0 Кроме того, предлагаемая смазка легко удаляется в щелочных растворах или выгорает при нагреве свьш1е 700°С.
Использование смазки состава 4
с меньшим содержанием компонентов и смазки 5 с большим содержанием компонентов не обеспечивает достаточных антифрикционных и противозадирных свойств (коэффициент трения лее высокий, процесс волочения протекает, с дрожанием, обрьгоом полос и налипанием металла на инструмент, в результате чего резко возрастают усилия волочения).
5 Для сравнения предлагаемая и известная смазки были опробованы в промьшшенных условиях при беэоправочном и справочном волочении труб из сталей 20, Ю.
Q Волочение проводят по следующим маршрутам: 22-4,5-19 -4 мм, 15 3,2 - 12 2,9 мм, 10 2,7 7 - 2,5 мм.
На предлагаемой смазке протянуто
55 15 тыс. м труб. При волочении труб на известной смазке наблюдается налипание металла на инструмент, обрьшы головок, дрожание. Усилие волочения 3 составляет 4,5 т, чистота поверхности труб после волочения соответс вует шероховатости 0,60-0,69 мкм. При волочении труб на предлагаемой смазке налипание металла на инс румент отсутствует, чистота поверхности готовых труб соответствует шероховатости 0,12-0,16 мкм. 15.4 Таким образом, предлагаемая смазка по сравнению с известной обеспечивает высокие противвзадирные и антифрикционные свойства в условиях волочения, когда в очаге деформации развивается температура выше , отсутствует налипание .металла на инструмент и процесс волочения протекает стабильно (без дрожания). Таблица1
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для холодного волочения металлов | 1982 |
|
SU1097651A1 |
| Смазка для холодной деформации металлов | 1984 |
|
SU1155615A1 |
| Смазка для холодной обработки металлов давлением | 1983 |
|
SU1154317A1 |
| Смазка для холодной деформации металлов | 1982 |
|
SU1087550A1 |
| Способ получения технологической смазки для холодной обработки металлов давлением | 1988 |
|
SU1505967A1 |
| Смазка для холодной и теплой обработки металлов давлением | 1986 |
|
SU1421763A1 |
| Смазка для холодной деформации металлов | 1983 |
|
SU1129229A1 |
| Смазка для холодной обработки металлов давлением | 1981 |
|
SU958480A1 |
| Смазка для холодной обработки металлов давлением | 1981 |
|
SU1011677A1 |
| Смазка для холодной обработки металлов давлением | 1982 |
|
SU1062246A1 |
СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТ1Ш МЕТАЛЛОВ ДАВЛЕНИЕМ, содержащая минеральное масло и полиэтилен, отличающаяся тем, что, с целью повьппения антифрикционных и противозадирных свойств, она дополнительно содержит алкилоламиновую соль олеиновой кислоты, алкилбензол сульфированный, фосфорную кислоту, термообработанньй продукт, полученньм из жидкой фазы растворенного в ацетоне фосфатидного концентрата растительных масел, и в качестве полиэтилена используют полиэтилен молекулярной массы 800-2000 при следующем соотношении компонентов, мас.%: Алкилоламиновая соль олеиновой кислоты 8-11 Минеральное масло 15-18 Алкилбензол сульфиро(Л ванный14-16 Фосфорная кислота 8-12 с Полиэтилен молекулярной массы 800-2000 i 2-4 Термообработанньй продукт, полученный из жидкой фазы раст сд ел воренного в ацетоне фосфатидного концентрата растительных масел Остальное
410
0,058
390
0,056
0,16 Волочение осуществОтсутствуютляется стабильно
0,16
То же
410
0,058 460 0,063
Ha 4 пластинах следы налипания
450
0,061
На 3 пластинах следы налипания 490 0,071
Налипание, задиры420 0,058
Отсутствуют
t
0,056
390 405 0,057
Продолжение табл. 2
zEizi:
0,16 - 0,63 Обрыв полосы (2 полосы)
0,63 Дрожание
Не из- Обрыв полосы меряют
Волочение осуществляется стабильно
о
II
0,16
То же 0,16
| -Бис-/2-метилпропен-2/- - три-(2,3-эпоксипропан)-диэтилентриамин в качестве стабилизатора галогенирированных углеводородов | 1977 |
|
SU739064A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Смазка для холодного волоченияТРуб | 1979 |
|
SU844627A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| СМАЗКА ДЛЯ ЛИСТОВОЙ ШТАМПОВКИ | 0 |
|
SU308799A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
