Изобретение относится к технологии машиностроения, в частности к устройствам для упрочнения деталей из сталей и сплавов поверхностным пластическим деформированием.
Известно устройство для ультразвуковой обработки поверхности изделий, содержащее соединенные между собой электромеханический преобразователь, волновод, стаканообразную обойму, охватывающую торец волновода, размещенный между торцом волновода и дном обоймы набор бойков, каждый из которых выполнен в виде стержня с многогранной головкой, смонтированного с возможностью возвратно-поступательного перемещения в отверстиях перфорированного дна обоймы. Конструкция устройства обеспечивает высокую производительность за счет увеличения частоты ударных импульсов и использования многобойкового инструмента. Однако не позволяет добиться высокой степени и большой глубины упрочнения вследствие низкой энергии ударов.
Известно гидроударное устройство для обработки деталей поверхностным пластическим деформированием, содержащее корпус, деформирующий и поддерживающие инструменты, гидроцилиндры статического нагружения, цилиндр с поршнем-бойком, гидропневмоаккумулятор давления, соединенный со штоковой полостью цилиндра, вращающийся распределитель с рядом напорных и сливных окон, смещенных относительно друг друга, турбинку, вращающую ротор распределителя. Конструкция устройства обеспечивает высокую степень и большую глубину упрочнения за счет высокой энергии ударов и использования при ее передаче в упрочняемую поверхность волновых процессов. Однако для обеспечения небольших степеней и глубин упрочнения использование такого устройства не эффективно вследствие низкой производительности, так как за один удар бойка формируется один очаг деформации.
Целью изобретения является расширение области применения упрочняющей обработки и увеличение производительности.
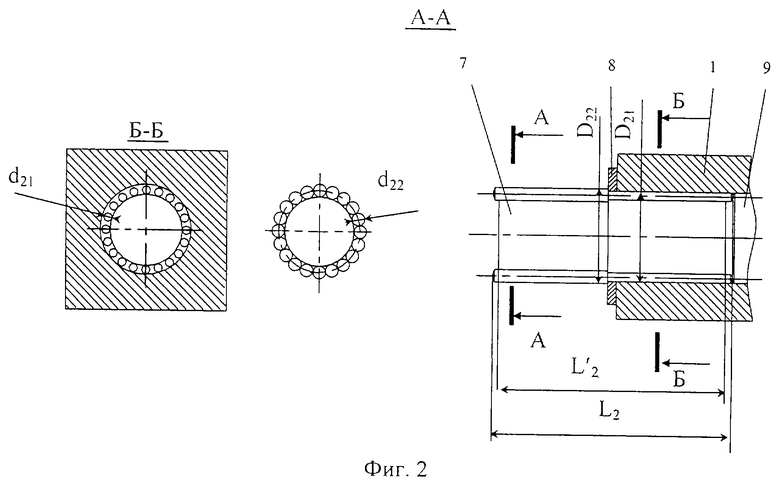
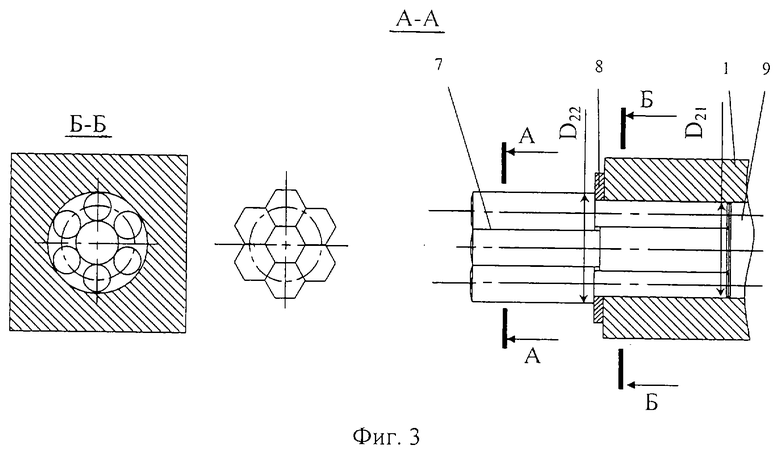
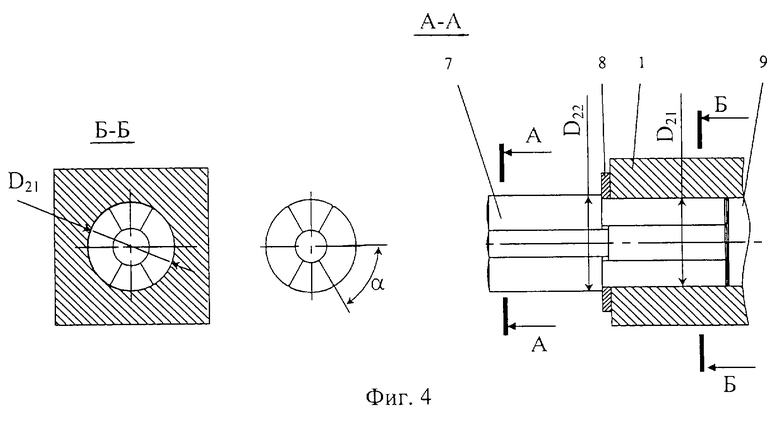
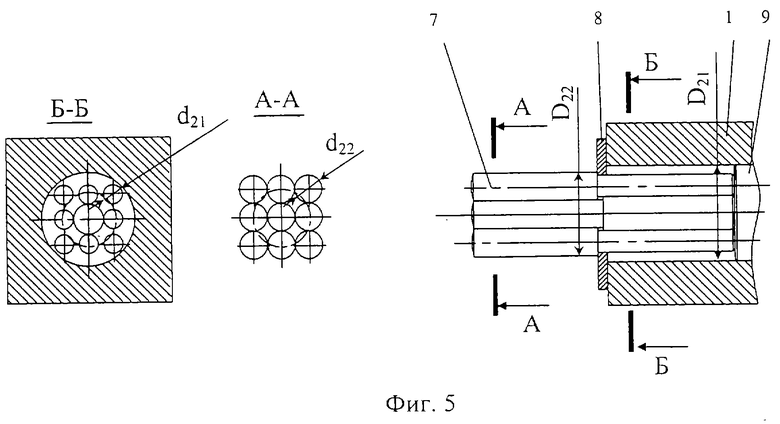
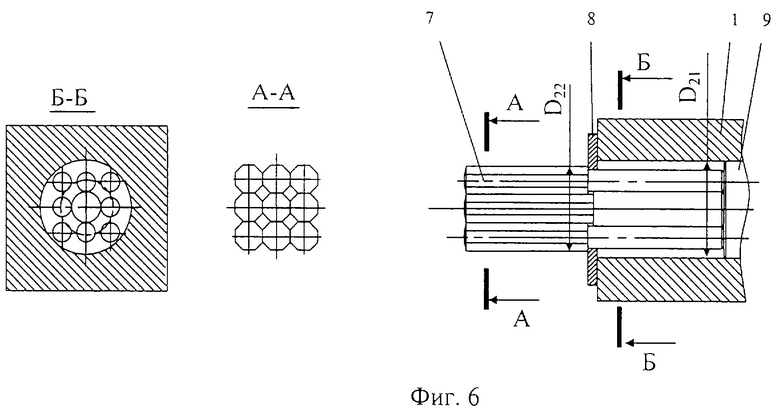
Цель достигается тем, что деформирующим инструментом устройства является пакет волноводов, выполненный в виде стержней с бойковой и контактной деформирующими ступенями, причем торцовая поверхность контактной ступени - фасонная, например сферическая. Все волноводы могут иметь одинаковую длину L2 или в центре пакета может располагаться направляющий стержень с длиной L'2<L2, не участвующий в передаче энергии удара заготовке. Пакет волноводов может иметь цилиндрическую форму с диаметром в сечении бойковой ступени D21 и контактной ступени D22 или прямоугольную форму. Волноводы цилиндрического пакета могут быть выполнены в виде цилиндров с диаметром в сечении контактной ступени d22= D22/(1+1/sin(2π/n)) (где n - количество волноводов в пакете), с осями вращения, расположенными по периметру окружности диаметром (D22-d22), a в центре пакета располагается направляющий стержень с диаметром (D22-2•d22)>>d22. Волноводы цилиндрического пакета могут быть выполнены в виде стержней с профилем в виде секторов кольца с центральным углом α≤π, а в центре пакета располагается направляющий цилиндрический стержень с диаметром, равным внутреннему диаметру кольца. Волноводы цилиндрического и прямоугольного пакета могут быть выполнены в виде стержней с профилем в виде многогранников.
На фиг.1 представлена принципиальная схема устройства.
Устройство содержит корпус 1 со смонтированным на нем цилиндром 2, жестко связанным со штоком 3 и подпружиненным со стороны штока пружиной 4 поршнем 5 гидроцилиндра статического нагружения 6. В корпусе устройства с возможностью осевого перемещения установлен пакет волноводов 7, между проточками которых и корпусом 1 установлена упорная шайба 8. Внутри цилиндра 2 размещен поршень-боек 9, содержащий тормозную шейку 10. Поршневая 11 и штоковая 12 полости цилиндра 2 сообщены посредством вращающегося распределителя 13 с напорной и сливной магистралями. Цилиндр 2 снабжен сообщающейся со штоковой полостью 12 тормозной камерой 14, диаметральный размер которой несколько больше диаметра тормозной шейки 10 поршня-бойка 9. Штоковая полость 12 цилиндра 2 сообщена также с гидропневмоаккумулятором 15.
Вращающийся распределитель 13 выполнен в виде неподвижной гильзы 16 и вращающегося полого ротора 17, которые снабжены рядом напорных и сливных окон, смещенных друг относительно друга на 45o. Ротор 17 распределителя 13 снабжен турбинкой 18, размещенной в отдельной камере 19 распределителя и соединенной с поршневой полостью 11 цилиндра 2, сливной магистралью и гидропневмоаккумулятором 20.
Гидравлическая схема устройства включает предохранительный клапан 21 и регулируемый дроссель 22.
Устройство работает следующим образом.
Заготовка 23 устанавливается на рабочем столе станка (на чертеже не показано), а корпус 1 с цилиндром 2 и гидроцилиндром статического действия 6 перпендикулярно рабочему столу в направляющих на консоли. Заготовке сообщается поступательное движение, включается гидросистема устройства. При включении гидросистемы рабочая жидкость под давлением поступает через регулируемый дроссель 22 в штоковую полость 12 цилиндра 2 и гидропневмоаккумулятор 15, заряжая его. Одновременно с этим рабочая жидкость под давлением, соответствующим настройке предохранительного клапана 21, поступает в поршневую полость гидроцилиндра статического нагружения 6, производя через цилиндр 2, корпус 1 и шайбу 8 статическое нагружение пакета волноводов 7.
Пакет волноводов 7 и поршень-боек 9 под действием давления в штоковой полости 12 цилиндра 2 и усилия статического нагружения перемещаются вправо и вытесняют рабочую жидкость из поршневой полости 11 цилиндра 2, которая попадает во вращающийся распределитель 13 и воздействует на турбинку 18. Турбинка 18 вместе с ротором 17 поворачивается на 45o. При совпадении положения окон гильзы 16 и ротора 17 распределителя 13 рабочая жидкость подается в поршневую полость 11 цилиндра 2. Под действием напора рабочей жидкости поршень-боек 9 ускоренно перемещается вперед и наносит удар по волноводам 7. Прямая и отраженная ударные волны посредством волноводов-инструментов сообщаются обрабатываемой поверхности, одновременно формируя несколько очагов деформации, увеличивая производительность процесса упрочнения. При неполной реализации энергии удара тормозная шейка 10 поршня-бойка 9 входит в тормозную камеру 14 цилиндра 2. В тормозной камере создается высокое давление, которое останавливает движение поршня-бойка вперед. В то же время гидропневмоаккумулятор 15 воспринимает избыточное давление, возникающее в штоковой полости 12 цилиндра 2. Все это позволяет избежать перегрузок, связанных с явлением гидравлического удара, и обеспечить устойчивую работу устройства.
Обратный ход поршня-бойка осуществляется после перемещения ротора 17 вращающегося распределителя 13 на 45o, происходящего вследствие поворота жестко закрепленной на роторе турбинки 18. Турбинка поворачивается под напором заряженного гидропневмоаккумулятора 20. Переместившись, ротор соединяет поршневую полость 11 цилиндра 2 со сливной магистралью, после чего поршень-боек 9 перемещается вправо, увеличивая объем штоковой полости 12 цилиндра 2 и заряжая гидропневмоаккумулятор 15. Жидкость из поршневой полости 11 цилиндра 2 выталкивается на слив, заряжает гидропневмоаккумулятор 20, гася отдачу при ударе, и поворачивает турбинку 18 на 45o. Далее цикл повторяется.
Использование в качестве деформирующих инструментов устройства пакета волноводов позволяет формировать несколько очагов деформации за один удар поршня-бойка 9, увеличивая производительность процесса упрочнения.
В зависимости от требуемой формы ударного импульса в очаге деформации, производительности обработки, получения регулярного микрорельефа и требуемого качества упрочненной поверхности пакет волноводов 7 может быть выполнен в виде стержней с бойковой и контактной деформирующими ступенями, причем торцовая поверхность контактной ступени - фасонная, например сферическая. Все волноводы могут иметь одинаковую длину L2 (фиг.1) или в центре пакета может располагаться направляющий стержень с длиной L'2<L2 (фиг.2), не участвующий в передаче энергии удара заготовке. Пакет волноводов может иметь цилиндрическую форму с диаметром в сечении бойковой ступени D21 и контактной ступени D22 (фиг.1, 2, 3, 4) или прямоугольную форму (фиг.5, 6). Волноводы цилиндрического пакета могут быть выполнены в виде цилиндров с диаметром в сечении контактной ступени d22=D22/(1+1/sin(2π/n)) (где n - количество волноводов в пакете), с осями вращения, расположенными по периметру окружности диаметром (D22-d22), а в центре пакета расположен направляющий стержень с диаметром (D22-2•d22)>>d22 (фиг.2). Волноводы цилиндрического пакета могут быть выполнены в виде стержней с профилем в виде секторов кольца с центральным углом α≤π, а в центре пакета расположен направляющий цилиндрический стержень с диаметром, равным внутреннему диаметру кольца (фиг.4). Волноводы цилиндрического и прямоугольного пакета могут быть выполнены в виде стержней с профилем в виде многогранников (фиг.3, 6).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОЙ ОТДЕЛОЧНОЙ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2008 |
|
RU2353505C1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОЙ ОТДЕЛОЧНОЙ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2005 |
|
RU2283744C1 |
| Ударное устройство для упрочнения металлов поверхностным пластическим деформированием | 2015 |
|
RU2615966C1 |
| ГИДРОУДАРНОЕ УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 1995 |
|
RU2090342C1 |
| ДОРН | 2013 |
|
RU2533507C1 |
| Устройство для упрочняюще-чистовой обработки валов | 1987 |
|
SU1581568A2 |
| ГИДРАВЛИЧЕСКОЕ УСТРОЙСТВО УДАРНОГО ДЕЙСТВИЯ | 2008 |
|
RU2361996C1 |
| ГИДРАВЛИЧЕСКОЕ УСТРОЙСТВО УДАРНОГО ДЕЙСТВИЯ | 2010 |
|
RU2456424C1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2011 |
|
RU2487793C2 |
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ЗАГОТОВОК ДОРНОВАНИЕМ СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ ДОРНА | 2011 |
|
RU2477681C2 |
Изобретение относится к технологии машиностроения, в частности к устройствам для упрочнения деталей из сталей и сплавов поверхностным пластическим деформированием. Многостержневое устройство для упрочнения поверхностным пластическим деформированием содержит корпус, деформирующий инструмент, гидроцилиндр статического нагружения, цилиндр с поршнем-бойком, гидропневмоаккумулятор давления, соединенный со штоковой полостью цилиндра, вращающийся распределитель с рядом напорных и сливных окон, смещенных относительно друг друга, турбинку, вращающую ротор распределителя, при этом деформирующим инструментом является пакет волноводов, выполненный в виде стержней с бойковой и контактной деформирующими ступенями, причем торцовая поверхность ступени - фасонная, например сферическая. Все волноводы имеют одинаковую длину L2 или в центре пакета может располагаться направляющий стержень длиной L'2<L2, не участвующий в передаче энергии удара заготовке. Волноводы цилиндрического пакета могут быть выполнены в виде цилиндров с диаметром в сечении бойковой ступени D21 и контактной ступени D22. Пакет волноводов имеет прямоугольную форму. Волноводы выполнены в виде цилиндров с диаметром в сечении контактной ступени d22=D22/(1+1/sin(2π/n) (где n - количество волноводов в пакете) с осями вращения, расположенными по периметру окружности диаметром (D22-d22), а в центре пакета располагается направляющий стержень с диаметром (D22-2•d22)>d22. Волноводы цилиндрического пакета могут быть выполнены в виде стержней с профилем в виде секторов кольца с центральным углом α≤π, а в центре пакета располагается направляющий цилиндрический стержень с диаметром, равным внутреннему диаметру кольца. Волноводы цилиндрического и прямоугольного пакета выполнены в виде стержней с профилем в виде многогранников. Изобретение обеспечивает расширение области применения упрочняющей обработки и увеличение производительности. 7 з.п.ф-лы, 6 ил.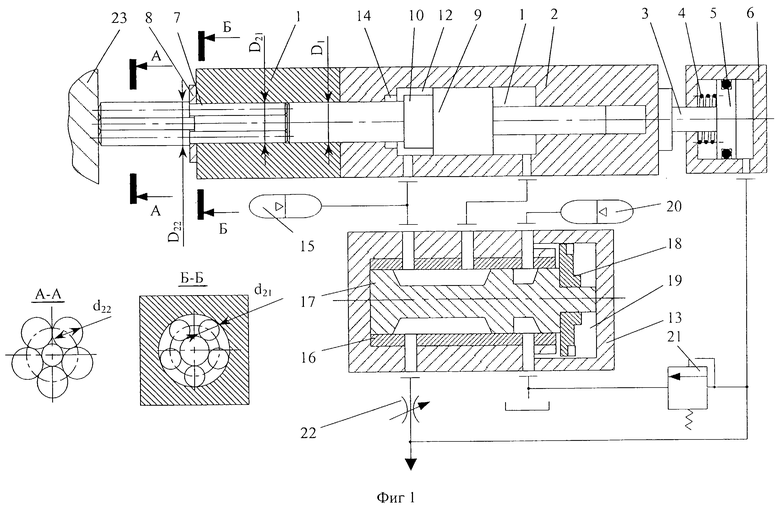
| ГИДРОУДАРНОЕ УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 1995 |
|
RU2090342C1 |
| Устройство для ультразвуковой обработки поверхности изделий | 1991 |
|
SU1794637A1 |
| Ультразвуковая головка для деформационного упрочнения и релаксационной обработки | 1982 |
|
SU1074705A2 |
| КИНОПЛЕНКА | 1966 |
|
SU225113A1 |
| DE 3813176, 15.08.1989. | |||

