Решение относится к технологии машиностроения, в частности к дорнованию внутренних поверхностей отверстий деталей из сталей и сплавов со статико-возвратно-поступательным нагружением деформирующего сборного инструмента.
Известно гидроударное устройство для обработки деталей поверхностным пластическим деформированием (патент РФ №2090342, 6 В24В 39/02, В23D 43/02. опубл. 20.07.96), содержащее корпус, деформирующий и поддерживающий инструменты, гидроцилиндры статического нагружения, цилиндр с поршнем-бойком, гидропневмоаккумулятор давления, соединенный с штоковой полостью цилиндра, распределитель, смонтированный с возможностью вращения, с рядом напорных и сливных окон, смещенных относительно друг друга, причем деформирующий инструмент смонтирован на установленном в корпусе волноводе, масса и габаритные размеры которого связаны с аналогичными параметрами поршня-бойка следующими соотношениями: d1 d2, 1<L1/L2<10, 1<m1/m2<10, где d1, L1, m1 - соответственно диаметр, длина и масса поршня-бойка, d2, L2, m2 - диаметр длина и масса волновода, а вращающийся распределитель соединен с поршневой полостью цилиндра, который выполнен с сообщающейся штоковой полостью тормозной камерой, а поршень-боек с тормозной шейкой, диаметр которой меньше диаметрального размера тормозной камеры. Устройство снабжено дополнительным гидропневмоаккумулятором, сообщенным с поршневой полостью цилиндра, а распределитель выполнен в виде концентрично установленных в корпусе неподвижной гильзы и ротора с турбиной, размещенной в выполненной в корпусе распределителя камере, сообщающейся с поршневой полостью цилиндра, гидропневмоаккумулятором и сливной магистралью.
Повышение качества обработанной поверхности осуществляют за счет поверхностно-пластической деформации деформирующим инструментом, смонтированным в корпусе волновода в виде прямой и отражающей ударных волн при непрерывном контакте инструмента, что ухудшает условия смазывания.
В качестве прототипа принят сборный дорн, предназначенный для реализации способа статико-импульсного дорнования (патент РФ №2336986, B24B 39/02, опубл. 27.10.2008). Дорн содержит корпус, в котором установлен шток, состоящий из двух соосных частей: вращательно-поступательной и поступательно-возвратной, на которой жестко закреплено деформирующее поступательно-возвратное кольцо и подвижно установлены деформирующее поступательное кольцо и пластинчатая Z-образная пружина, а в пазу корпуса установлен ограничивающий вращательное движение поступательно-возвратной части штока штифт. Прикладывают периодическую импульсную нагрузку к дорну путем воздействия бойка на волновод, которые выполнены в виде стержней одинакового диаметра, при этом обеспечивают распределение натяга при обработке поверхности между неподвижной и подвижной частями поровну, а общую силу комплекта пружин РПР (Н) принимают равной: (РСТ+РИМ)>РПР>РСТ, где РСТ - статическая нагрузка, Н; РИМ - периодическая импульсная нагрузка, Н.
Недостатком дорна по прототипу является постоянный контакт рабочих частей с деформируемой поверхностью, что вызывает выдавливание смазывающей жидкости, а работа пружины может происходить при дорновании только в момент поверхностного пластического контакта, что может отрицательно влиять на качество обработанной поверхности, особенно при обработке длинномерных внутренних цилиндрических поверхностей.
Задачей предлагаемого решения является повышение эффективности обработки длинномерных внутренних цилиндрических поверхностей.
Технический результат - улучшение условий смазывания за счет прерывистости контакта перемещения жестко закрепленного деформирующего поступательно-возвратного кольца и свободно установленных деформирующего поступательного кольца и пластинчатой Z-образной пружины.
Этот технический результат достигается тем, что в дорне, содержащем корпус, в котором установлен шток, состоящий из двух соосных частей: вращательно-поступательной и поступательно-возвратной, на которой жестко закреплено деформирующее поступательно-возвратное кольцо и подвижно установлены деформирующее поступательное кольцо и пластинчатая Z-образная пружина, а в пазу корпуса установлен с возможностью перемещения ограничивающий вращательное движение поступательно-возвратной части штока штифт, вращательно-поступательная и поступательно-возвратная части штока соединены посредством зубчатых полумуфт с наклонными участками и участками, параллельными оси штока, а пластинчатая Z-образная пружина размещена между поступательной частью дорна и опорной шайбой на штоке.
Периодичность в контактировании при поступательно-возвратном перемещении деформирующего поступательно-возвратного кольца дорна позволяет уменьшить интенсивность адгезионных явлений, приводящих к схватыванию поверхностей изделия и инструмента, особенно при протягивании деталей из нержавеющих, жаропрочных, высоколегированных сталей и сплавов, которые склонны к интенсивному схватыванию, а также применить смазку с более низкими экранирующими свойствами, позволяющую увеличить толщину слоя текстуры и степень деформации металла, в котором увеличиваются остаточные напряжения сжатия на поверхности и в поверхностном слое детали.
На чертеже показан предлагаемый дорн.
В корпусе 1 установлен шток 2, который состоит из двух частей: поступательно-возвратной части 3 с поступательно-возвратной полумуфтой 4 и вращательно-поступательной части 5 с вращательно-поступательной полумуфтой 6, которые сопряжены между собой по зубчатой поверхности, включающей наклонные участки 7 и участки 8, параллельные оси штока 2.
Чтобы поступательно-возвратная полумуфта 4 не проворачивалась в радиальном направлении, на ней установлен штифт 9, который другим концом входит в продольный паз 10 корпуса 1. Вращательно-поступательная часть 5 штока 2 сопрягается по резьбовой поверхности с резьбовым отверстием в крышке 11, которая установлена в корпусе 1.
На поступательно-возвратной части 3 штока 2 жестко закреплены деформирующее поступательно-возвратное кольцо 12 и опорная шайба 13, между которыми по скользящей посадке установлены деформирующее поступательное кольцо 14 и пластинчатая Z-образная пружина 15. Корпус 1 и обрабатываемая деталь 16 жестко закреплены.
Обработку внутренних поверхностей осуществляют следующим образом.
Вращательно-поступательной части 5 штока 2 сообщают рабочее движение по резьбовой поверхности в крышке 11. Вращательно-поступательная полумуфта 6 контактирует по наклонным участкам 7 с поступательно-возвратной полумуфтой 4, сообщая ей поступательное движение, причем, чтобы полумуфта 4 не проворачивалась в радиальном направлении, на ней установлен штифт 9, который другим концом входит в продольный паз 10 корпуса 1. Длина продольного паза 10 позволяет штифту 9 свободно перемещаться в неподвижно закрепленном корпусе 1.
В момент соприкосновения полумуфт 4 и 6 по наклонным участкам 7 в контакт с обрабатываемой поверхностью детали 16 входит деформирующее поступательно-возвратное кольцо 12, которое осуществляет поверхностно-пластическую деформацию, в процессе которой движение штока 2 замедляется, а жестко закрепленная на нем опорная шайба 13 передает усилие на пластинчатую Z-образную пружину 15, по окончании перемещения которой в работу вступает деформирующее поступательное кольцо 14 дорна.
При дальнейшем перемещении вращательно-поступательной части 5 штока по резьбе в крышке 11 полумуфты 6 и 4, достигнув высоты зуба, выходят из контакта по наклонным участкам 7. После соприкосновения полумуфт 4 и 6 вершинами зубьев действие осевого усилия, инициирующего поверхностно-пластическую деформацию деформирующим поступательно-возвратным кольцом 12, прекращается, его поступательное движение резко (скачком) переходит в возвратное перемещение.
При возвратном перемещении пластинчатая Z-образная пружина 15 разжимается и, опираясь в деформирующее поступательное кольцо 14 и опорную шайбу 13, выводит из контакта с обрабатываемой поверхностью деформирующее поступательно-возвратное кольцо 12, что позволяет беспрепятственно проникнуть смазывающей жидкости в зону поверхностно-пластической деформации.
Угол наклона заборного конуса (4-5°) деформирующего поступательно-возвратного кольца 12 дорна соответствует углу между участками 8, параллельными оси штока 2, и наклонными участками 7 сопрягаемых полумуфт 4 и 6, в процессе зацепления которых по наклонным участкам 7 создается усилие, которое передается на поступательно-возвратное кольцо 12 дорна, т.е. копируется контактное давление.
Высота зуба h полумуфт 4 и 6 рассчитывается по формуле:
h>(2i/z)+Δ1+Δ2
где i - шаг резьбы; z - количество зубьев в муфте; Δ1 - гарантийный зазор между полумуфтами (0,2-0,3 мм); Δ2 - износ зубьев муфты (0,2-0,3 мм).
Экранирующее свойство смазки при деформирующем протягивании (при его отсутствии процесс неосуществим) предотвращает схватывание, т.е. непосредственный контакт поверхностей металлов инструмента и обрабатываемой поверхности, причем при использовании смазок с высокими экранирующими свойствами (твердые смазки), совершенно исключающих контакт, сдвиговые деформации локализуются в слое смазки, не распространяясь на поверхностные слои металла. При применении смазки с высокими экранирующими свойствами в поверхностном слое отверстия не образуется текстура, нет дополнительной деформации, твердость на поверхности обработанного отверстия повышается незначительно, шероховатость практически не изменяется, причем большая часть такой смазки удаляется с обрабатываемой поверхности в начале процесса деформирующими элементами.
При применении смазки с низкими экранирующими свойствами (например, сульфафрезол), которые позволяют ей в процессе возвратного перемещения поступательно-возвратного кольца 12 дорна затекать по наклонной плоскости заборной части дорна, образуется значительный слой текстуры с очень высокой степенью дополнительной деформации и высокой твердостью, создаются остаточные напряжения сжатия на поверхности и в толщине стенок детали, можно получить характеристику шероховатости обработанной поверхности Ra=0,05-0,10 мкм при исходной Ra=4-6 мкм.
В результате данной обработки формируется упрочненный поверхностный слой с остаточными напряжениями сжатия σост=300÷800 МПа и шероховатостью поверхности Ra=0,05÷0,10 мкм.
Данное конструктивное решение за счет возможности реализации поступательно-возвратного перемещения обрабатывающего инструмента позволяет исключить вероятность разрыва сплошности смазочного слоя в зоне контакта инструмента с деталью, снизить коэффициент трения, работу трения и энергетические затраты на процесс смазки и за счет этого улучшить шероховатость обработанной поверхности, повысить эффект ее выглаживания.
Применение данного технического решения улучшает условия смазывания за счет поступательно-возвратного перемещения жестко закрепленного деформирующего поступательно-возвратного кольца и свободно установленных деформирующего поступательного кольца и пластинчатой Z-образной пружины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Дорн для образования регулярных микрорельефов внутренних цилиндрических поверхностей | 2022 |
|
RU2806749C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ СБОРНЫМ ДОРНОМ | 2007 |
|
RU2336986C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ СБОРНЫМ ИНСТРУМЕНТОМ | 2007 |
|
RU2336987C1 |
| Машина для холодной обработки металлов | 1976 |
|
SU614860A1 |
| СПОСОБ НАНЕСЕНИЯ АНТИФРИКЦИОННОГО ПОКРЫТИЯ ПРИ ПОВЕРХНОСТНОМ ПЛАСТИЧЕСКОМ ДЕФОРМИРОВАНИИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2185270C2 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2479405C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2479404C2 |
| СПОСОБ ДОРНОВАНИЯ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2342229C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ ПРУЖИНЯЩИМ ДОРНОМ | 2010 |
|
RU2462339C2 |
| Устройство для дорнования отверстия трубы | 1990 |
|
SU1706847A1 |
Изобретение относится к технологии машиностроения, в частности к дорнованию поверхностей отверстий деталей. Дорн содержит корпус, в котором установлен шток, состоящий из двух соосных частей: вращательно-поступательной и поступательно-возвратной. На поступательно-возвратной части штока жестко закреплены деформирующее поступательно-возвратное кольцо и опорная шайба и подвижно установлены деформирующее поступательное кольцо и пластинчатая Z-образная пружина. В пазу корпуса установлен с возможностью перемещения ограничивающий вращательное движение поступательно-возвратной части штока штифт. Вращательно-поступательная и поступательно-возвратная части штока соединены посредством зубчатых полумуфт с наклонными участками и участками, параллельными оси штока. Пластинчатая Z-образная пружина и деформирующее поступательное кольцо размещены между опорной шайбой и деформирующим поступательно-возвратным кольцом. В результате повышается эффективность дорнования. 1 ил.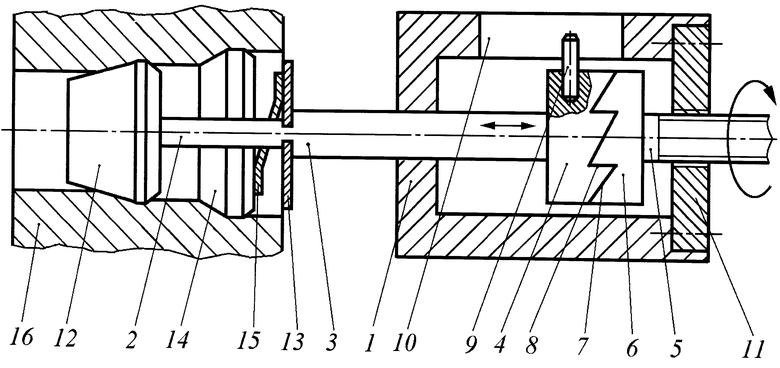
Дорн, содержащий корпус, в котором установлен шток, состоящий из двух соосных частей, вращательно-поступательной и поступательно-возвратной, на которой жестко закреплено деформирующее поступательно-возвратное кольцо и подвижно установлены деформирующее поступательное кольцо и пластинчатая Z-образная пружина, а в пазу корпуса установлен с возможностью перемещения ограничивающий вращательное движение поступательно-возвратной части штока штифт, отличающийся тем, что вращательно-поступательная и поступательно-возвратная части штока соединены посредством зубчатых полумуфт с наклонными участками и участками, параллельными оси штока, на поступательно-возвратной части штока жестко закреплена опорная шайба, а пластинчатая Z-образная пружина и деформирующее поступательное кольцо размещены между опорной шайбой и деформирующим поступательно-возвратным кольцом.
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ СБОРНЫМ ДОРНОМ | 2007 |
|
RU2336986C1 |
| Дорн для обработки отверстий | 1988 |
|
SU1581567A1 |
| СПОСОБ НАНЕСЕНИЯ АНТИФРИКЦИОННОГО ПОКРЫТИЯ ПРИ ПОВЕРХНОСТНОМ ПЛАСТИЧЕСКОМ ДЕФОРМИРОВАНИИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2185270C2 |
| 0 |
|
SU171293A1 | |
| DE 102011016608 A1, 11.10.2012 | |||

