Изобретение относится к строительству и производству средств производства строительных изделий и может быть использовано при строительстве жилых и производственно-административных малоэтажных зданий в различных климатических условиях.
Известна литьевая форма для изготовления полимерных изделий, содержащая неподвижную полуформу, имеющая плиту матриц с литниковыми каналами, подвижную полуформу, имеющую плиты с пуансоном и выталкивателем, см. Патент РФ 2017619, МКИ В 29 С 45/26, 1988 г.
Недостатками известной литьевой формы являются узкий ассортимент изготавливаемых изделий и их низкое качество.
Ближайшим техническим решением является устройство для изготовления полимерных изделий, содержащее неподвижную часть с матрицей, подвижную часть с пуансоном, плиты выталкивания изделий, формообразующие знаки, см. Патент 2015020, МКИ В 29 С 45/44, 1991 г.
Недостатками известного устройства литьевой формы для изготовления полимерных изделий являются узкий ассортимент изготавливаемых изделий с гладкими взаимно сопрягающимися поверхностями, вследствие чего невозможно получение геометрически устойчивой тонкостенной системы кладки перегородок при строительстве зданий.
Техническим результатом изобретения является повышение качества и расширение ассортимента одновременно формуемых изделий различной конфигурации с дополнительными элементами взаимно сопрягаемых поверхностей, позволяющих осуществить надежную устойчивость тонкостенных конструкций пазогребневой перегородки при возведении зданий и сооружений.
Технический результат достигается тем, что в устройстве для изготовления полимерных формообразующих элементов многоместной кассетной формы строительных пазогребневых плит, имеющей боковые и горизонтальные формообразующие элементы, содержащие фланец с жестко закрепленными на нем матрицей и литником, противоположный фланец с жестко закрепленным на нем пуансоном, дополнительно пуансон снабжен жестко закрепленным на нем знаком для образования трапецеидальных вырезов в боковых и горизонтальных формообразующих элементах, толкатели жестко закреплены на плите толкателей с возможностью возвратно-поступательного движения хвостовика в теле пуансона, рабочая поверхность матрицы выполнена в виде поверхности, повторяющей поверхность формообразующих элементов, рабочая поверхность пуансона выполнена в виде поверхности, повторяющей обратную поверхность формообразующих элементов, а в теле матрицы и пуансона поверхности, повторяющие поверхности формообразующих элементов, соединены между собой литниковыми каналами.
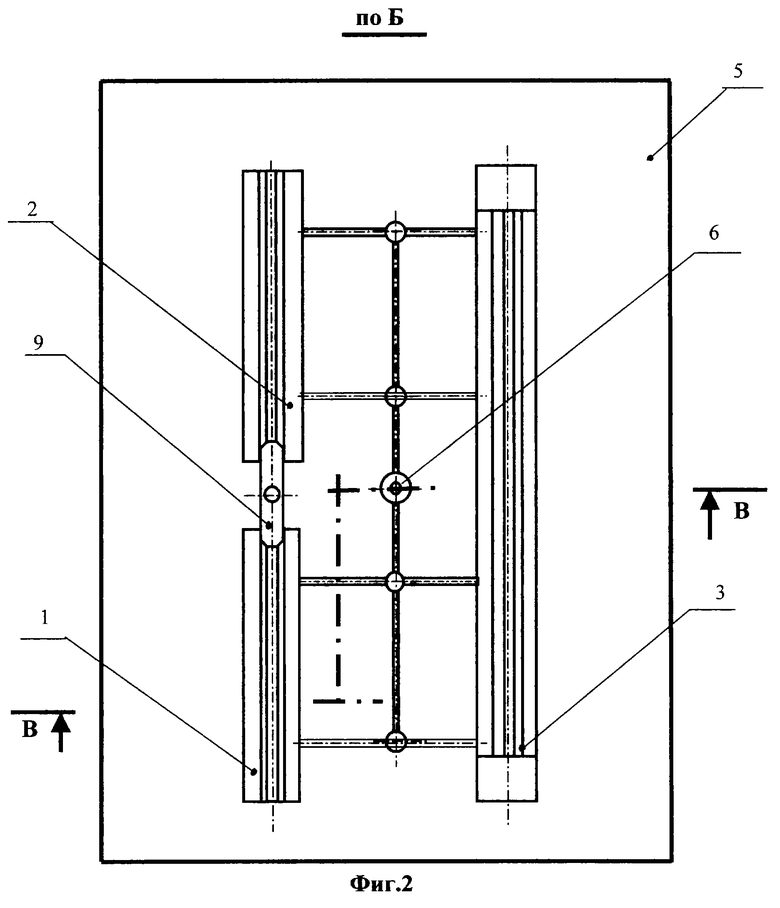
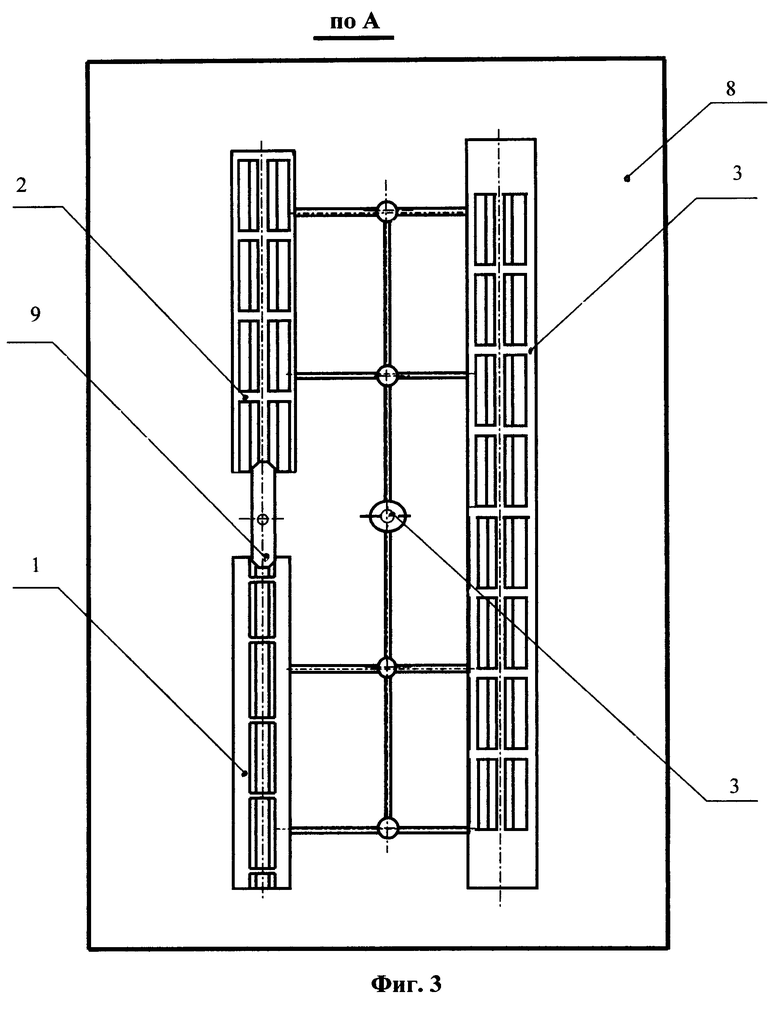
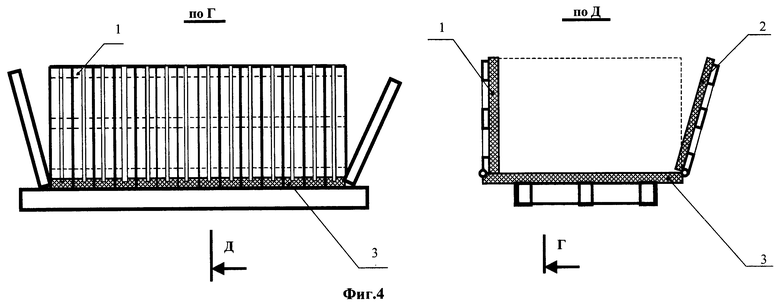
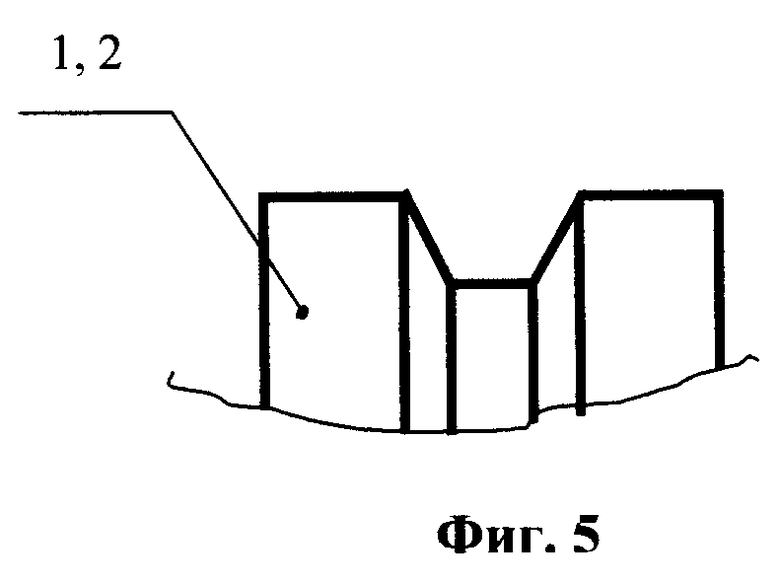
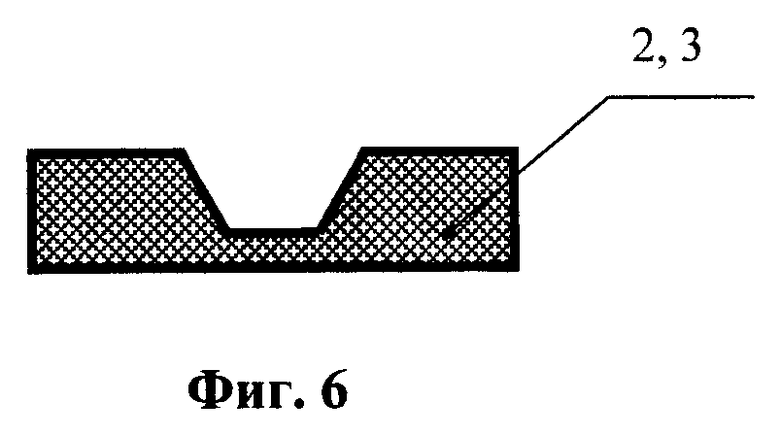
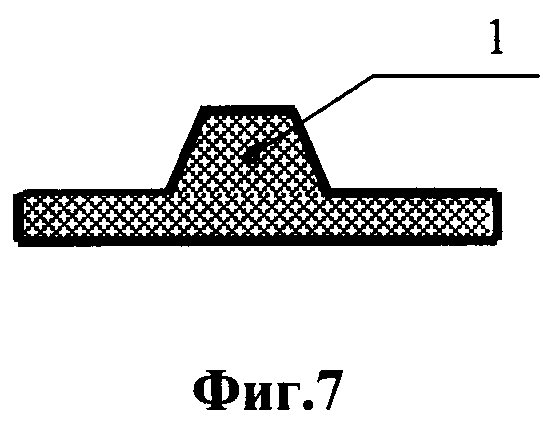
Изобретение поясняется чертежами, где на фиг.1 изображена пресс-форма для изготовления полимерных формообразующих элементов многоместной кассетной формы пазогребневой плиты из строительных смесей, на фиг.2 - матрица, на фиг. 3 - пуансон, на фиг.4 - многоместная кассетная форма с полимерными формообразующими элементами для изготовления пазогребневой плит, на фиг.5 - вертикальные боковые пазовый и гребневый полимерные формообразующие элементы с трапецеидальным вырезом в верхней части элемента для фиксации трапецеидального металлического горизонтального пазообразующего элемента многоместной кассетной формы, на фиг.6 изображены поперечные профили полимерных гребнеобразующих элементов, на фиг.7 изображены поперечные профили полимерных пазообразующих элементов.
Устройство для изготовления полимерных формообразующих элементов многоместной кассетной формы строительных пазогребневых плит содержит пазообразующие боковые элементы 1, гребнеобразующие боковые элементы 2, гребнеобразующие элементы 3 днища кассеты. На фланце 4 жестко закреплены матрица 5 и литник 6 для впрыска под давлением в пресс-форму определенной дозы полимера в жидком состоянии. На фланец 7 жестко закреплен пуансон 8 с жестко закрепленным на нем знаком 9. Плиту 10 толкателей с жестко закрепленными на ней толкателями 11 приводят в возвратно-поступательное движение хвостовиком 12, установленным во фланце 7.
Устройство для изготовления полимерных формообразующих элементов многоместной кассетной формы строительных пазогребневых плит работает следующим образом.
В устройстве для изготовления полимерных формообразующих элементов многоместной кассетной формы строительных пазогребневых плит боковой пазообразующий элемент 1, боковой гребнеобразующий элемент 2 и гребнеобразующий элемент днища кассеты 3 крепят вертикально с помощью болтовых соединений фланцев 4 и 7 к вертикальным плитам разъема термопластавтомата. Штуцером термопластавтомата через литник 6 подают под давлением жидкий полимер по литниковым каналам и заполняют рабочие полости между матрицей и пуансоном. С помощью взаимно сопрягающихся пазо- и гребнеобразующих плоскостей геометрических формообразующих элементов, инструментально выполненных в процессе металлообработки в теле матрицы и пуансона, получаем боковой пазообразующий элемент 1, боковой гребнеобразующий элемент 2 и гребнеобразующий элемент 3 днища кассеты. С помощью знака 9, жестко закрепленного на пуансоне 8, получаем на одном из концов боковых элементов 1 и 2 трапецеидальные вырезы для фиксации в них металлического пазообразующего элемента многоместной кассеты. Далее после интенсивного водяного охлаждения полимерных элементов 1, 2 и 3 с помощью замкнутых и соединенных между собой каналов в теле пуансона 8 и окончания процесса полимеризации механизм термопластавтомата производит размыкание матрицы 5 и пуансона 8, одновременно приводя в действие хвостовик 12, действующий через плиту толкателей 10 на толкатели 11 и выталкивающий элементы 1, 2 и 3 в свободное пространство между разомкнутыми матрицей 5 и пуансоном 8. Затем пресс-форму снова смыкают для последующего впрыска и очередного изготовления полимерных формообразующих элементов.
Устройство для изготовления полимерных формообразующих элементов многоместной кассетной форм пазогребневой плиты из строительных смесей устанавливают на термопластавтомат, например, KUASY 5000/800 с максимальным объемом впрыска расплавленного полимерного материала 5000 см3 и усилием сжатия до 800 тс.
Изобретение повышает качество продукции и расширяет ассортимент одновременно формуемых изделий различной конфигурации с дополнительными элементами взаимно сопрягаемых поверхностей, позволяющих осуществить надежную устойчивость тонкостенных конструкций пазогребневой плиты при возведении зданий и сооружений.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ФОРМООБРАЗУЮЩИХ ЭЛЕМЕНТОВ МНОГОМЕСТНОЙ КАССЕТНОЙ ФОРМЫ СТРОИТЕЛЬНЫХ ЗАМКОВЫХ БЛОКОВ | 2002 |
|
RU2223859C2 |
| УНИВЕРСАЛЬНАЯ МНОГОМЕСТНАЯ КАССЕТНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПАЗОГРЕБНЕВЫХ ПЛИТ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2001 |
|
RU2206448C1 |
| УНИВЕРСАЛЬНАЯ МНОГОМЕСТНАЯ КАССЕТНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ЗАМКОВЫХ БЛОКОВ | 2001 |
|
RU2206449C1 |
| Пресс-форма для литья под давлением сетчатых изделий трубчатой формы из термопластов | 1986 |
|
SU1426818A1 |
| УНИВЕРСАЛЬНАЯ МНОГОМЕСТНАЯ КАССЕТНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ПЛОСКИХ СТЕНОВЫХ БЛОКОВ ИЗ КОМПОЗИЦИОННЫХ СМЕСЕЙ | 2007 |
|
RU2332299C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Установка для производства пустотелых панелей | 2017 |
|
RU2686219C1 |
| Многогнездная литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1650457A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1989 |
|
SU1682195A1 |
| Пресс-форма | 1990 |
|
SU1775304A1 |
Изобретение относится к строительству и производству средств производства строительных изделий и может быть использовано при строительстве жилых и производственно-административных малоэтажных зданий в различных климатических условиях. Устройство для изготовления полимерных формообразующих элементов многоместной кассетной формы содержит пазообразующие боковые элементы, гребнеобразующие боковые элементы, гребнеобразующие элементы днища кассеты. На фланце жестко закреплены матрица и литник для впрыска под давлением в пресс-форму определенной дозы полимера в жидком состоянии. На фланце жестко закреплен пуансон с жестко закрепленным на нем знаком. Плиту толкателей с жестко закрепленными на ней толкателями приводят в возвратно-поступательное движение хвостовиком, установленным в фланце. Технический результат - повышение качества и расширение ассортимента одновременно формуемых изделий различной конфигурации с дополнительными элементами взаимно сопрягаемых поверхностей, позволяющих осуществить надежную устойчивость тонкостенных конструкций пазогребневой перегородки при возведении зданий и сооружений. 1 з.п. ф-лы, 7 ил.
| ДУБОВ К.Х | |||
| Литьевые формы для деталей из термопластов | |||
| - М.: ЦНИИТЭстроймаш, 1978, с.286 | |||
| БЕРИХАРДТ Э | |||
| Переработка термостатичных материалов | |||
| - М.: Химия, 1965, с.532 | |||
| СПОСОБ ИМИТАЦИИ ДЕФЕКТОВ ПРИ ПОМОЩИ ИСКРОВОГО КОНТРОЛЬНОГО ПРИБОРА И ИСКРОВОЙ КОНТРОЛЬНЫЙ ПРИБОР | 2011 |
|
RU2473920C2 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |

