мообразующими местами осуществляется с помощью нерегулируемых литниковых каналов в литниковой втулке, а отрезка литников осуществляется поворотом втулки, приводимой в движение пальцем, связанным с копирным пазом.
Известной пресс-форме присущи следующие недостатки;
регулирование скорости заполнения пластикатом отдельных формообразующих мест осуществляется индивидуальной подгонкой радиальных литниковых каналов путем механической доработки литниковой втулки;
исключена возможность регулирования скорости заполнения пластикатом отдельных формообразующих мест без разборки пресс-формы;
значительна сложность конструкции, обусловленная большим количеством деталей сложной формы и высоким классом точности.
Перечисленные недостатки в значительной степени снижают надежность известной пресс-формы, и в частности, при изготовлении изделий из вспенивающихся пластмасс, когда при впрыске пластиката лишь частично заполняется объем каждого формообразующего места.
Целью изобретения является упрощение конструкции пресс-формы и повышение надежности ее в работе.
Поставленная цель достигается тем, что в пресс-форме, содержащей подвижную и неподвижные полуформы, центральный стержень для отрезки литников с приводом поворота, контактирующую с ним литниковую втулку с центральным и разводящими радиальными литниковыми каналами, согласно изобретению, привод поворота выполнен в виде неподвижно закрепленного на центральном стержне зубчатого венца и установленного в неподвижной полуформе с возможностью поворота и сопряженного с концом вала - шестерни с резьбой и гайкой, причем в литниковой втулке выполнена соединенная с центральным каналом проточка с конической боковой поверхностью для соединения разводящих радиальных литниковых каналов, а на центральном стержне выполнены секторные выступ.ы для взаимодействия с конической боковой поверхностью проточки. Упрощение конструкции обеспечивается исключением целого ряда сложных деталей, например, плиты матриц, промежуточной плиты захвата и т.д., а повышение надежности пресс-формы в работе достигается применением простого и доступнбго в эксплуатации устройства регулирования потока впрыскиваемого в
пресс-форму пластиката и распределения его между отдельными формообразующими местами.
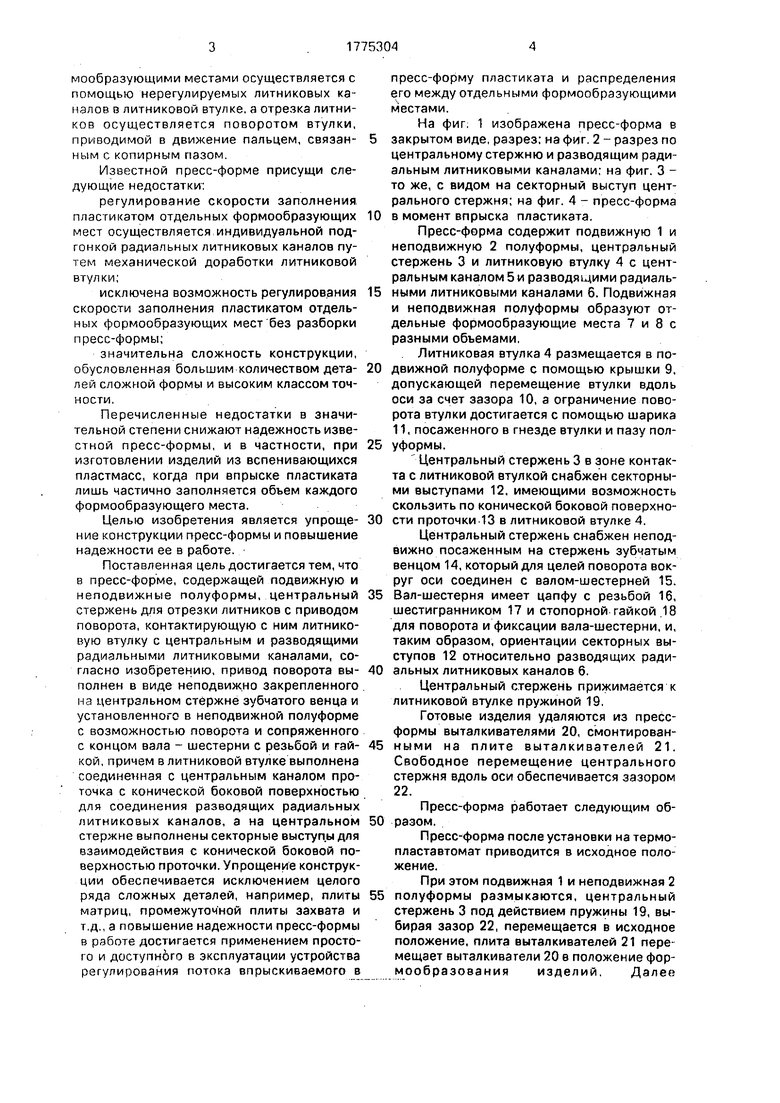
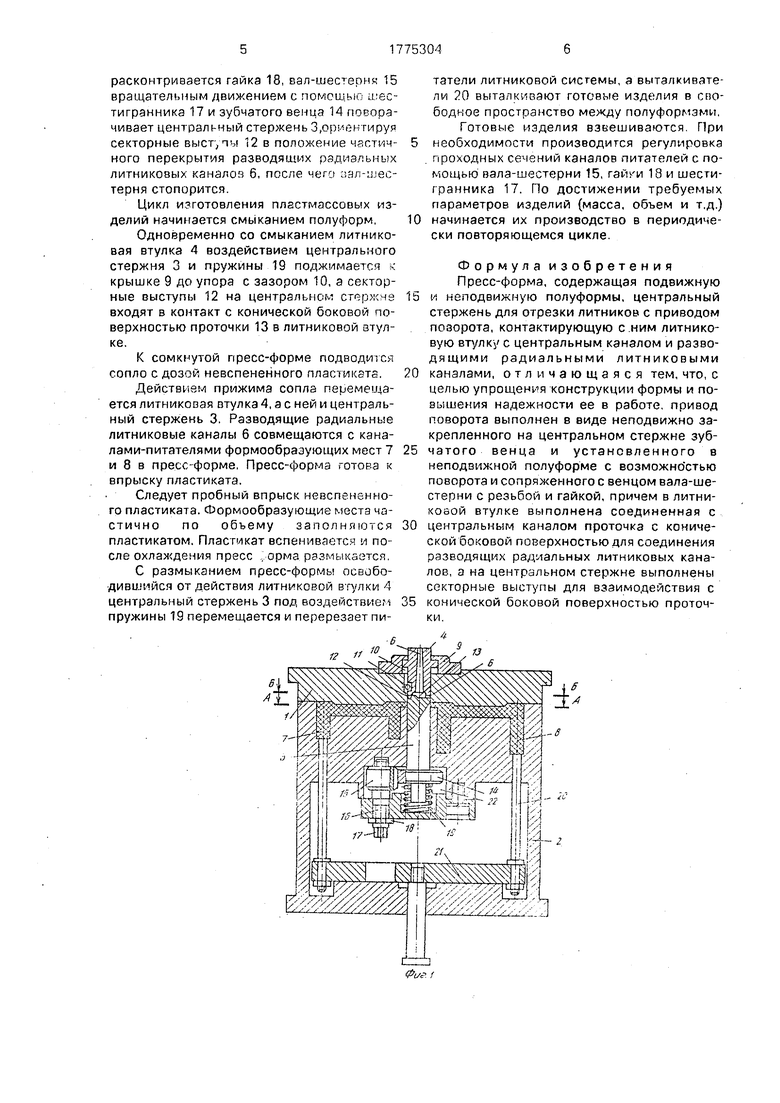
На фиг; 1 изображена пресс-форма в
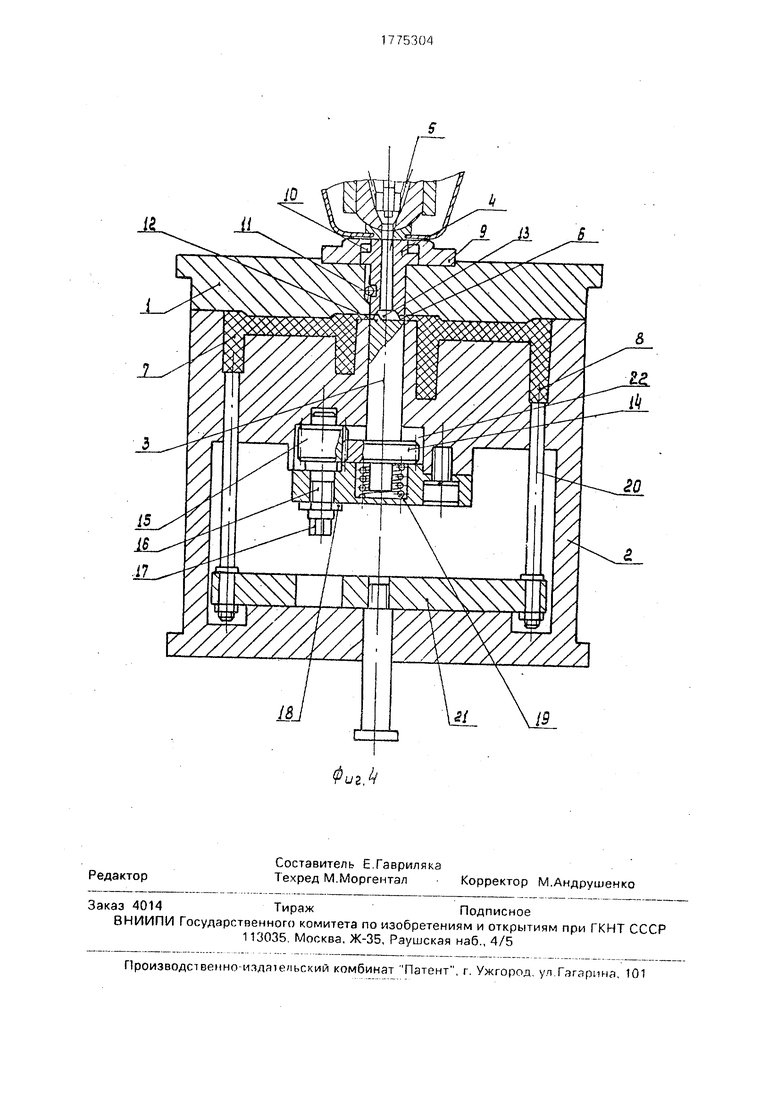
закрытом виде, разрез: на фиг. 2 - разрез по центральному стержню и разводящим радиальным литниковыми каналами: на фиг. 3 то же, с видом на секторный выступ центрального стержня: на фиг. 4 - пресс-форма
0 в момент впрыска пластиката.
Пресс-форма содержит подвижную 1 и неподвижную 2 полуформы, центральный стержень 3 и литниковую втулку 4 с центральным каналом 5и разводящими радиальными литниковыми каналами б. Подвижная и неподвижная полуформы образуют отдельные формообразующие места 7 и 8 с разными объемами.
Литниковая втулка 4 размещается в подвижной полуформе с помощью крышки 9, допускающей перемещение втулки вдоль оси за счет зазора 10, а ограничение поворота втулки достигается с помощью шарика 11, посаженного в гнезде втулки и пазу пол5 уформы.
Центральный стержень 3 в зоне контакта с литниковой втулкой снабжен секторными выступами 12, имеющими возможность скользить по конической боковой поверхно0 сти проточки 13 в литниковой втулке 4.
Центральный стержень снабжен неподвижно посаженным на стержень зубчатым венцом 14, который для целей поворота вокруг оси соединен с валом-шестерней 15.
5 Вал-шестерня имеет цапфу с резьбой 16, шестигранником 17 и стопорной гайкой ,18 для поворота и фиксации вала-шестерни, и, таким образом, ориентации секторных выступов 12 относительно разводящих ради0 альных литниковых каналов 6.
Центральный стержень прижимается к литниковой втулке пружиной 19,
Готовые изделия удаляются из прессформы выталкивателями 20, смонтированными на плите выталкивателей 21. Свободное перемещение центрального стержня вдоль оси обеспечивается зазором 22.
Пресс-форма работает следующим об0 разом.
Пресс-форма после установки на термопластавтомат приводится в исходное положение.
При этом подвижная 1 и неподвижная 2
5 полуформы размыкаются, центральный стержень 3 под действием пружины 19, выбирая зазор 22, перемещается в исходное положение, плита выталкивателей 21 перемещает выталкиватели 20 в положение формообразования изделий. Далее расконтривается гайка 18, вал-1иестернк 15 вращательным движением с помощью шестигранника 17 и зубчатого венца 14 поворачивает центральный стержень 3,ориентируя секторные выступы 12 в положение чзстичного перекрытия разводящих радиальных литниковых каналов 6, после чего аал-;г естерня стопорится. Цикл изготовления пластмассовых изделий начинается смыканием полуформ, Одновременно со смыканием литниковая втулка 4 воздействием центрального стержня 3 и пружины 19 поджимается к крышке 9 до упора с зазором 10, а секторные выступы 12 на центральном стержне входят в контакт с конической боковой поверхностью проточки 13 в литниковой втулке. К сомкнутой пресс-форме подводился сопло с дозой невспененного пластиката, Действием прижима сопла перемещается литниковая втулка 4, а с ней и центральный стержень 3. Разводящие радиальные литниковые каналы 6 совмещаются с каналами-питателями формообразующих мест 7 и 8 в пресс-форме, Пресс-форма готова к впрыску пластиката. Следует пробный впрыск невспененного пластиката. Формообразующие места частично по объему заполняются пластикатом. Пластикат вспенивается м после охлаждения пресс ,.орма размыкается, С размыканием пресс-формы освободившийся от действия литниковой 4 центральный стержень 3 под воздействием пружины 19 перемещается и перерезает питатели литниковой системы, а выталкиватели 20 выталкивают готовые изделия в CEJOбодное пространство между полуформэми. Готовые изделия взвешиваются. При необходимости производится регулировка проходных сечений каналов питателей с помощью вала-шестерни 15, 18 и шестигранника 17. По достижении требуемых параметров изделий (масса, объем и т.д.) начинается их производство в периодически повторяющемся цикле. Формула изобретения Пресс-форма, содержащая подвижную м неподвижную полуформы, центральный стержень для отрезки литников с приводом поворота, контактирующую с.ним литниковую втулку с центральным каналом и разводящими радиальными литниковыми каналами, отличающаяся тем, что, с целью упрощения конструкции формы и повышения надежности ее в работе, привод поворота выполнен в виде неподвижно закрепленного на центральном стержне зубчатого венца и установленного в неподвих(ной полуформе с возможностью поворота и сопряженного с венцом вала-шестерни с резьбой и гайкой, причем в литниковой втулке выполнена соединенная с центральным каналом проточка с конической боковой поверхностью для соединения разводящих радиальных литниковых каналов, а на центральном стержне выполнены секторные выступы для взаимодействия с конической боковой поверхностью проточки.
7
Фиг. г
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| Пресс-форма для литья под давлением | 1990 |
|
SU1770063A1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1595661A1 |
| Пресс-форма для литья под давлением | 1982 |
|
SU1036444A1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1337277A1 |
| Литьевая форма | 1984 |
|
SU1199645A1 |
| Роторно-конвейерная линия для изготовления изделий из термопластов | 1989 |
|
SU1799327A3 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1117121A1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1260230A1 |
| Машина для переработки термопластичных материалов | 1989 |
|
SU1685734A1 |
Использование: переработка вспенива- юи;,ихся пластмасс с отрезкой литников впресс-форме. Сущность изобретения: форма содержит подвижную и неподвижную полуформы, центральный стержень для отрезки литников с приводом поворота, выполненным в виде неподвижно закрепленного на центральном стержне зубчатого венца, и установленного в неподвижной полуформе с возможностью поворота и сопряженного с венцом вaлa-шecfepни с резьбой и гайкой. В литниковой втулке выполнена соединенная с центральным каналом проточка с конической боковой поверхностью для соединения разводящих радиальных литниковых каналов, а на центральном стержне выполнены секторные выступы для взаимодействия с конической боковой поверхностью проточки 13. 4 ил.у^Изобретение относится к области переработки вспенивающихся пластмасс в изделии с отрезкой литников в пресс-форме и может быть использовано во всех отраслях машиностроения для многоместной формовки пластмассовых изделий.Известна многоместная пресс-форма для изготовления изделий из пластмасс, в которой система питания отдельных формообразующих мест имеет распределительное устройство в !3!4де разделительной перегородки, размещенной s центральном канале литниковой втулки с возможностью перемещения перегородки в наклонном или поперечном направлениях относительно направления потока впрыскиваемого пластиката.Недостатки известной пресс-формы состоят в сложности конструкции, выражающейся в недоступности регулировочныхустройств распределения пластиката и в отсутствии устройств отрезки литников, что при ручном способе отрезки снижает надежность пресс-формы в целом.Наиболее близкой по технической сущности и достигаемому результату является пресс-форма для пластмасс с устройством для отрезки литников,.содержащая подвижную и неподвижную полуформы, ,централь- ный стержень для отрезки литников с приводом поворота, контактирующую с ним литниковую втулку с центральным и разводящими радиальными литниковыми каналами. Центральный стержень снабжен . приводом ^нерегулируемого поворота, выполненным в виде пальца и копирного паза в поворотТюй втулке, укрепленной на плите, связанной с подвижной полуформой.При впрыске в пресс-форму распределение пластиката между отдельными фор-V4 XI СЛ СО ОJi^!-~*А
БВ
Фиг,Ь
Фиг.
| УСТРОЙСТВО ДЛЯ РЕЗКИ КЛУБНЕЙ СЕМЕННОГО КАРТОФЕЛЯ | 1991 |
|
RU2022500C1 |
| Солесос | 1922 |
|
SU29A1 |
| Солесос | 1922 |
|
SU29A1 |
