Изобретение относится к строительству и производству средств производства строительных изделий и может быть использовано при строительстве жилых и производственно-административных малоэтажных зданий в различных климатических условиях.
Известна литьевая форма для изготовления полимерных изделий, содержащая неподвижную полуформу, имеющую плиту матриц с литниковыми каналами, подвижную полуформу, имеющую плиты с пуансоном и выталкивателем (патент РФ 2017619, МКИ В 29 С 45/26, 1988 г.).
Недостатками известной литьевой формы являются узкий ассортимент изготавливаемых изделий и их низкое качество.
Ближайшим техническим решением является устройство для изготовления полимерных изделий, содержащее неподвижную часть с матрицей, подвижную часть с пуансоном, плиты выталкивания изделия, формообразующие знаки (патент РФ 2015020, МКИ В 29 С 45/44, 1991 г.).
Недостатками известного устройства литьевой формы для изготовления полимерных изделий являются узкий ассортимент изготавливаемых изделий с гладкими взаимно сопрягающимися поверхностями, вследствие чего невозможно организовать герметически надежную систему кладки строительных блоков.
Техническим результатом изобретения является повышение качества и расширение ассортимента изделий различной конфигурации с дополнительными элементами сопрягаемых поверхностей, позволяющих осуществить надежную герметизацию стеновых конструкций.
Технический результат достигается тем, что в устройстве для изготовления полимерных формообразующих элементов многоместной кассетной формы строительных замковых блоков, содержащем фланец с матрицей, фланец с пуансоном, толкатели, формообразующие знаки и литник, на одном фланце жестко закреплены литник и матрица, а на другом фланце закреплены плита хвостовика и плита толкателей, в отверстиях которой установлены толкатели пуансона с возможностью возвратно-поступательного движения, рабочая поверхность матрицы выполнена в виде поверхности, повторяющей заданную поверхность формообразующих элементов, рабочая поверхность пуансона выполнена в виде поверхности, повторяющей заданную обратную поверхность формообразующего элемента; матрица и пуансон снабжены сменными вставками; сменная вставка матрицы снабжена знаками заданных отверстий в формообразующем элементе под хвостовик пустотообразователей и замковых соединений П-образных элементов между собой; сменная вставка пуансона снабжена горизонтальным пазообразующим трапецеидальным элементом и сменными вставками; в матрице и пуансоне П-образных элементов дополнительно установлены сменные вставки вертикальных шпоночных соединений и или правых, или левых, или правых и левых одновременно гладких торцевых поверхностей; матрица и пуансон полимерных пустотообразователей дополнительно снабжены сменными вставками, изменяющими геометрические фигуры пустотообразователей в виде усеченных конусов; в матрице и пуансоне полимерных пустотообразователей дополнительно установлены сменные вставки геометрических фигур пустотообразователей в виде усеченных конусов со срезанной под заданным углом боковой поверхностью; в матрице и пуансоне П-образных элементов дополнительно установлены горизонтальные трапецеидальные пазообразующие элементы и сменные вертикальные вставки для образования на боковых поверхностях строительных замковых блоков трапецеидальных шпоночных соединений.
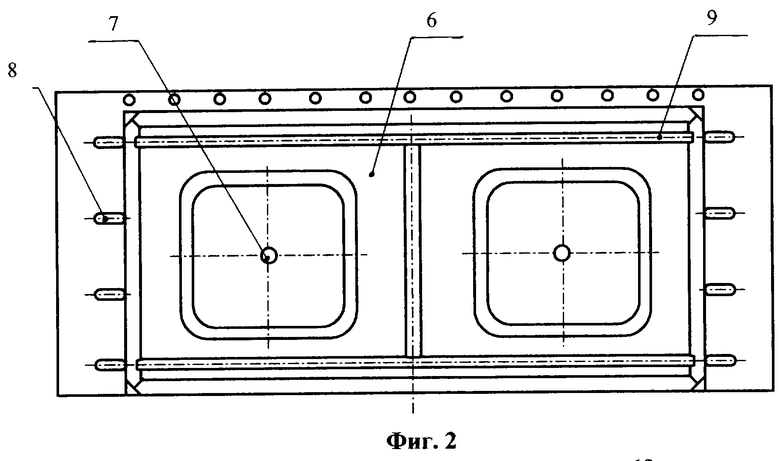
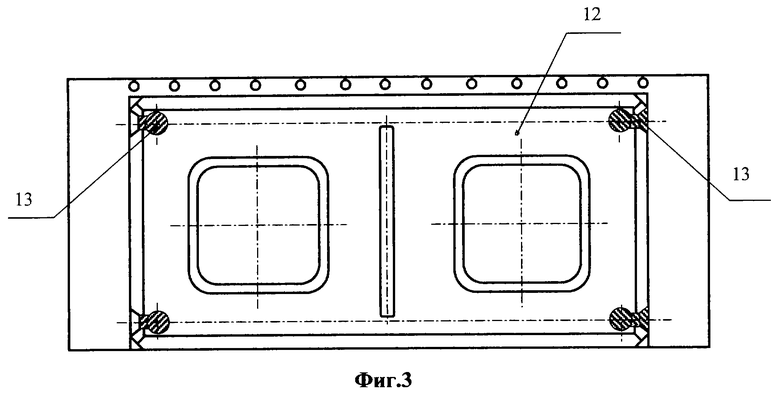
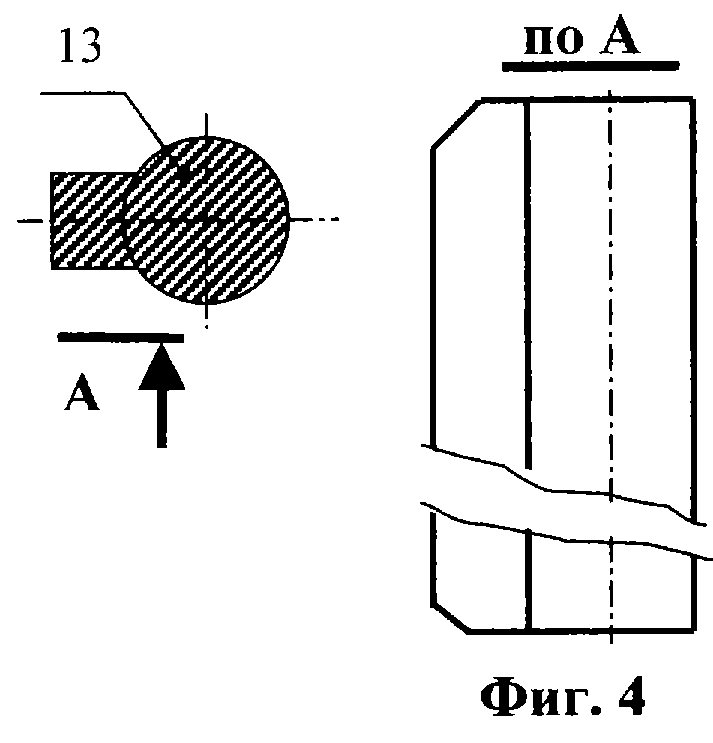
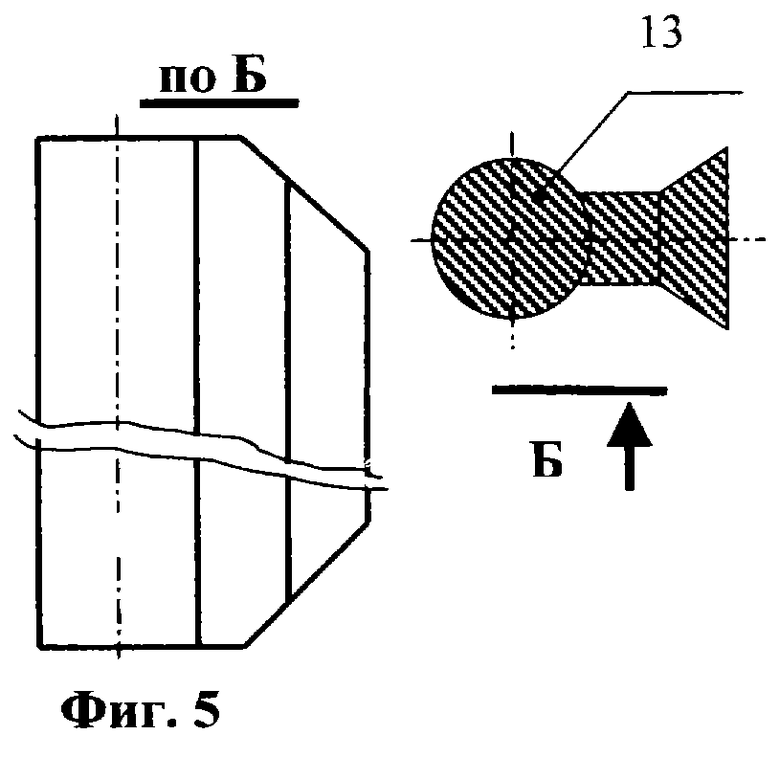
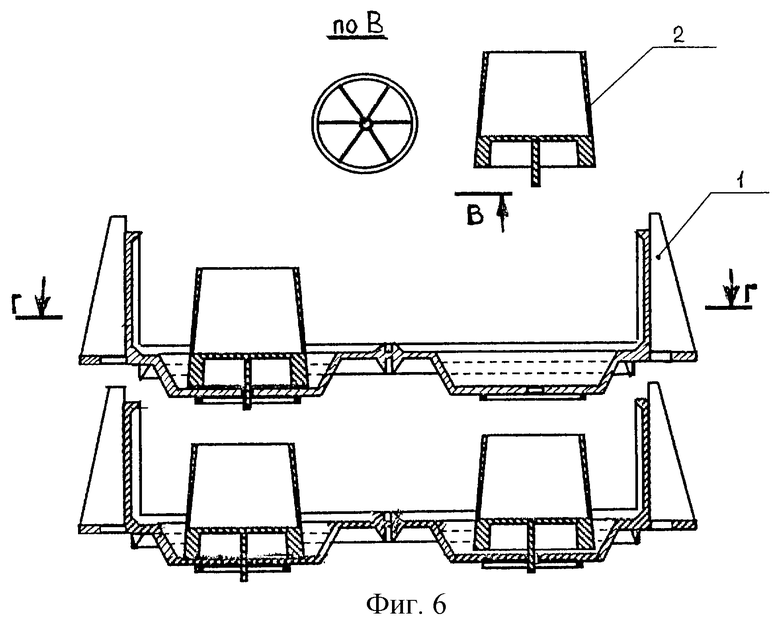
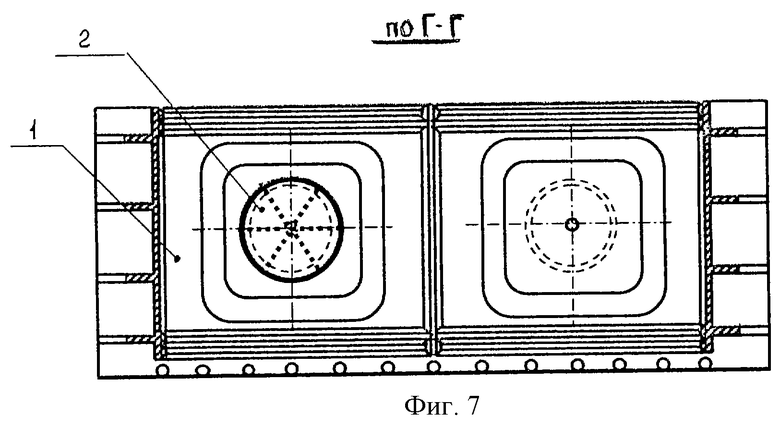
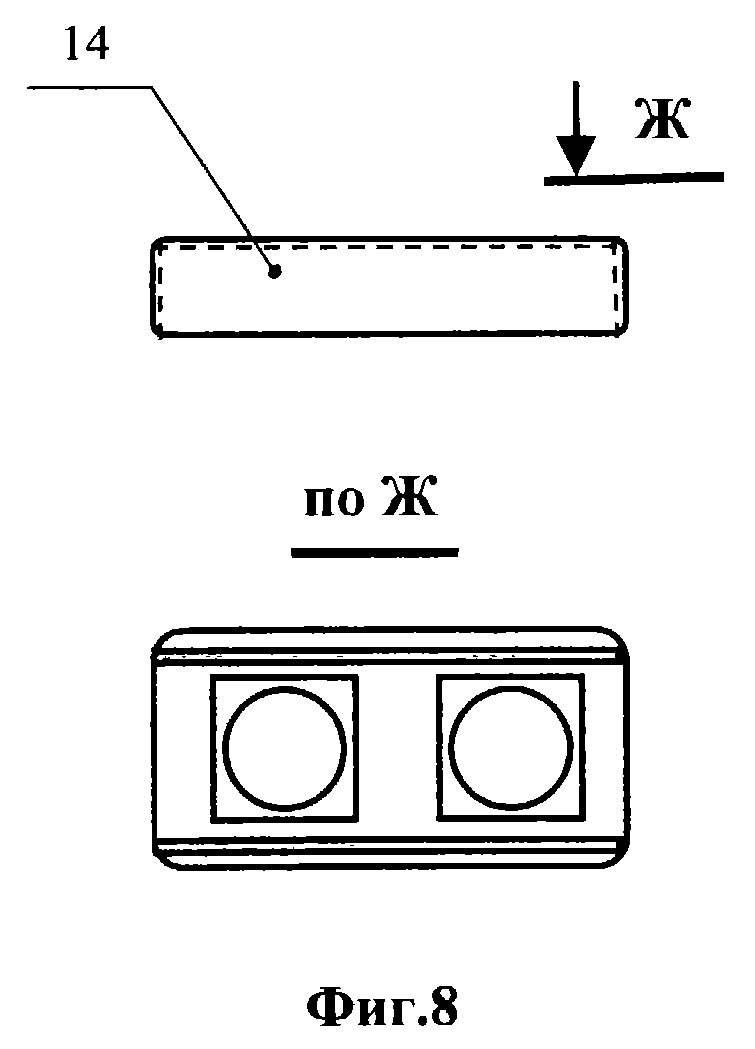
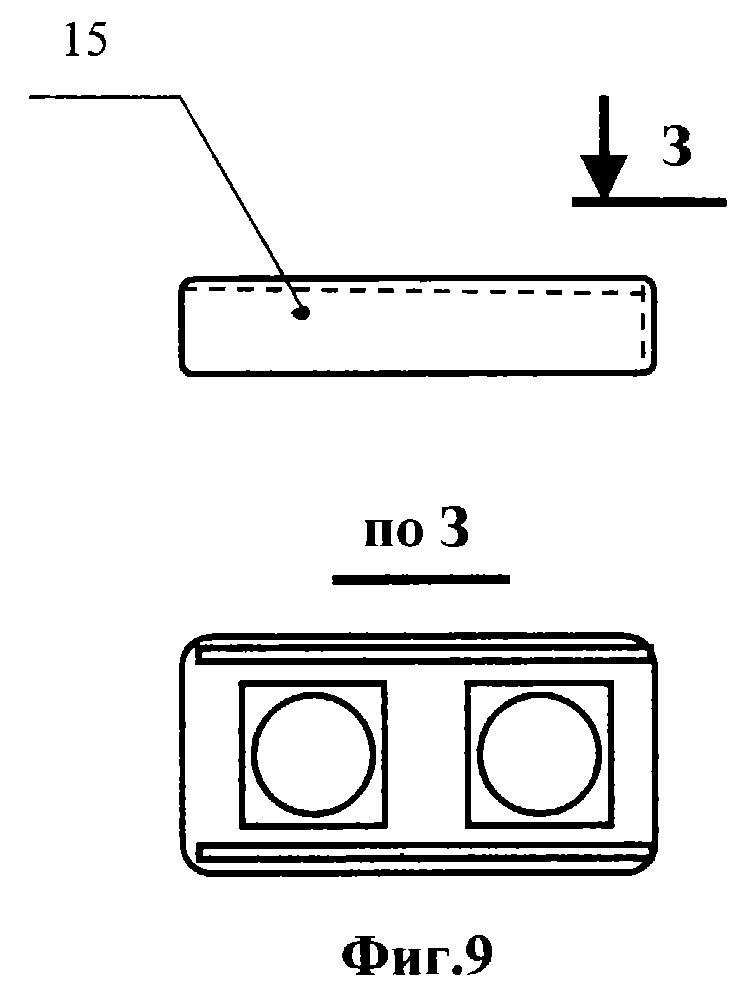
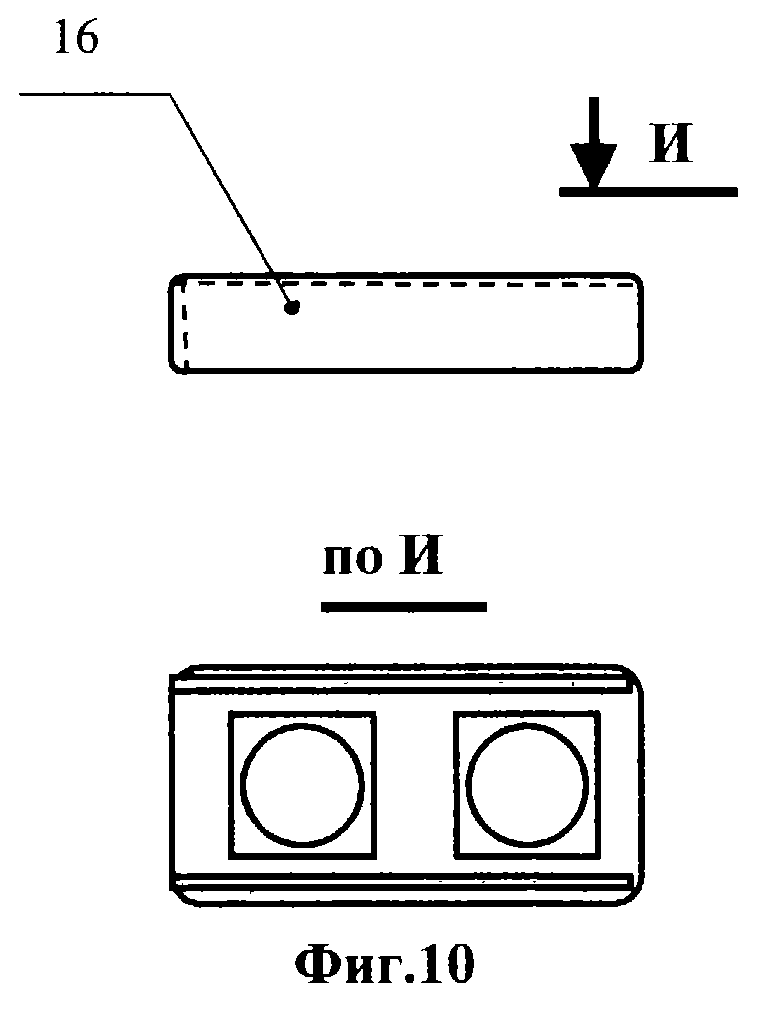
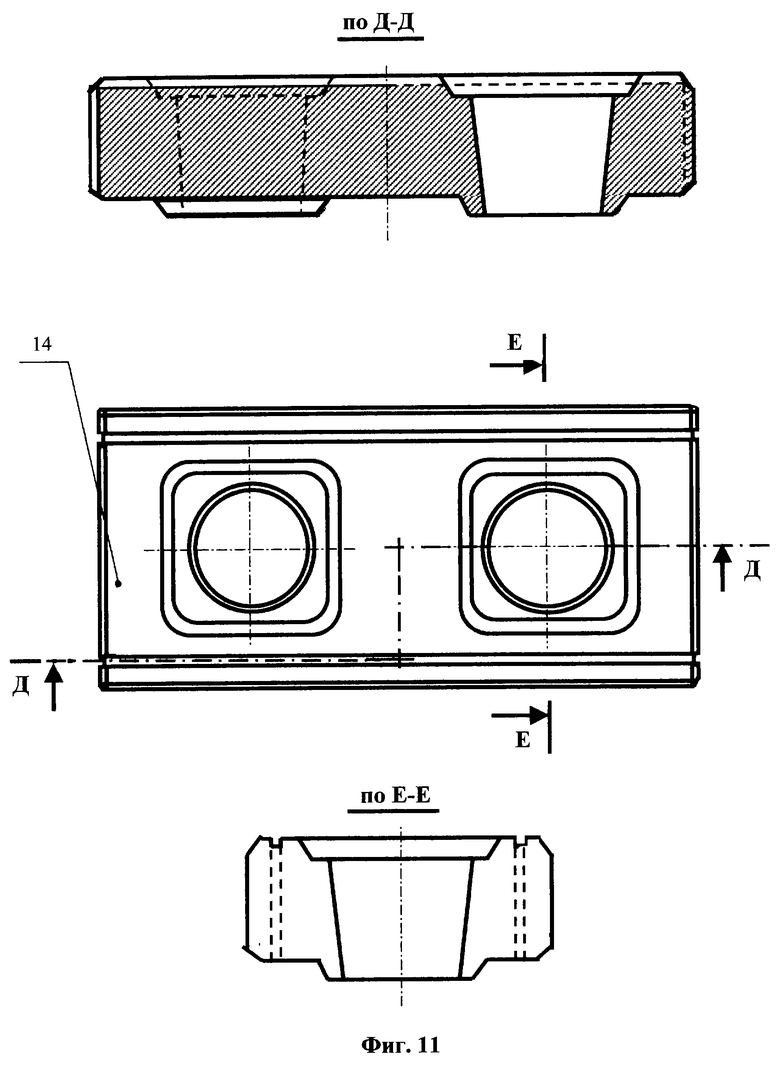
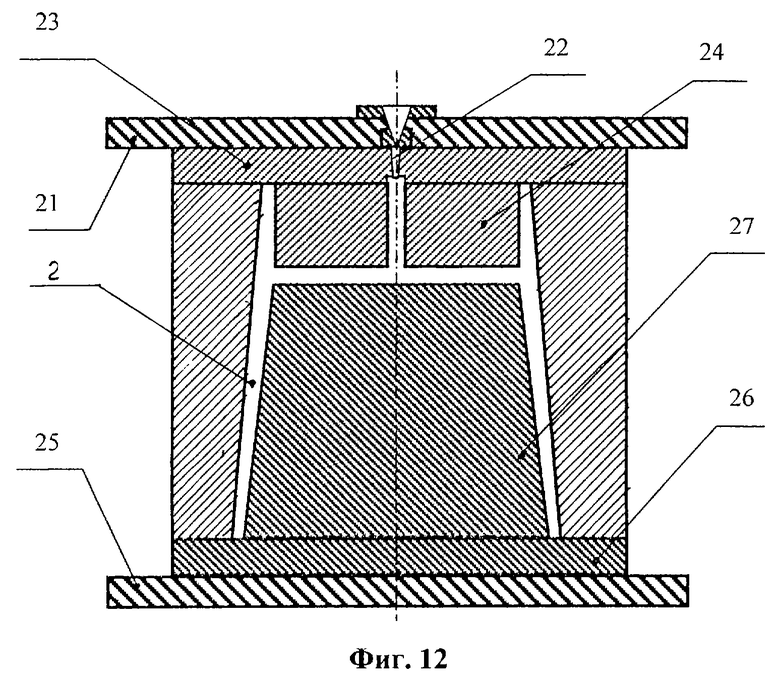
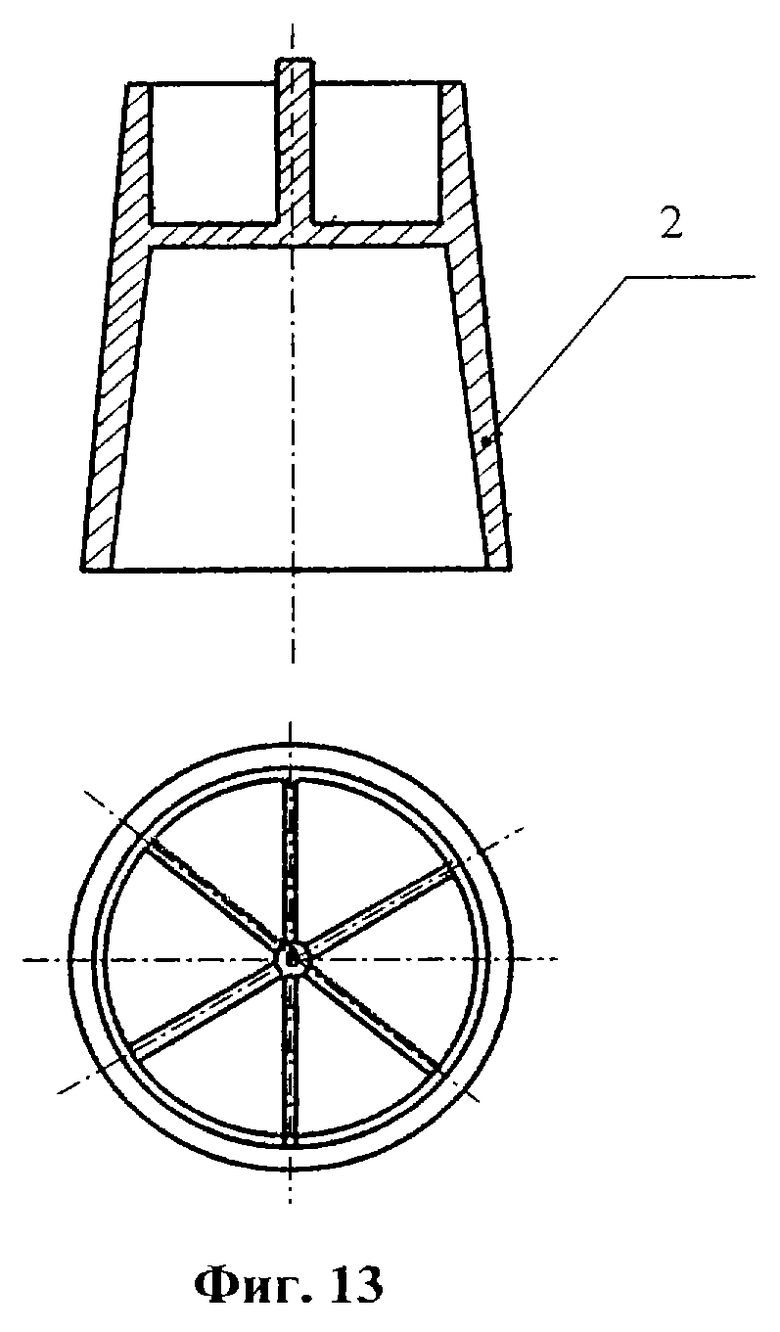
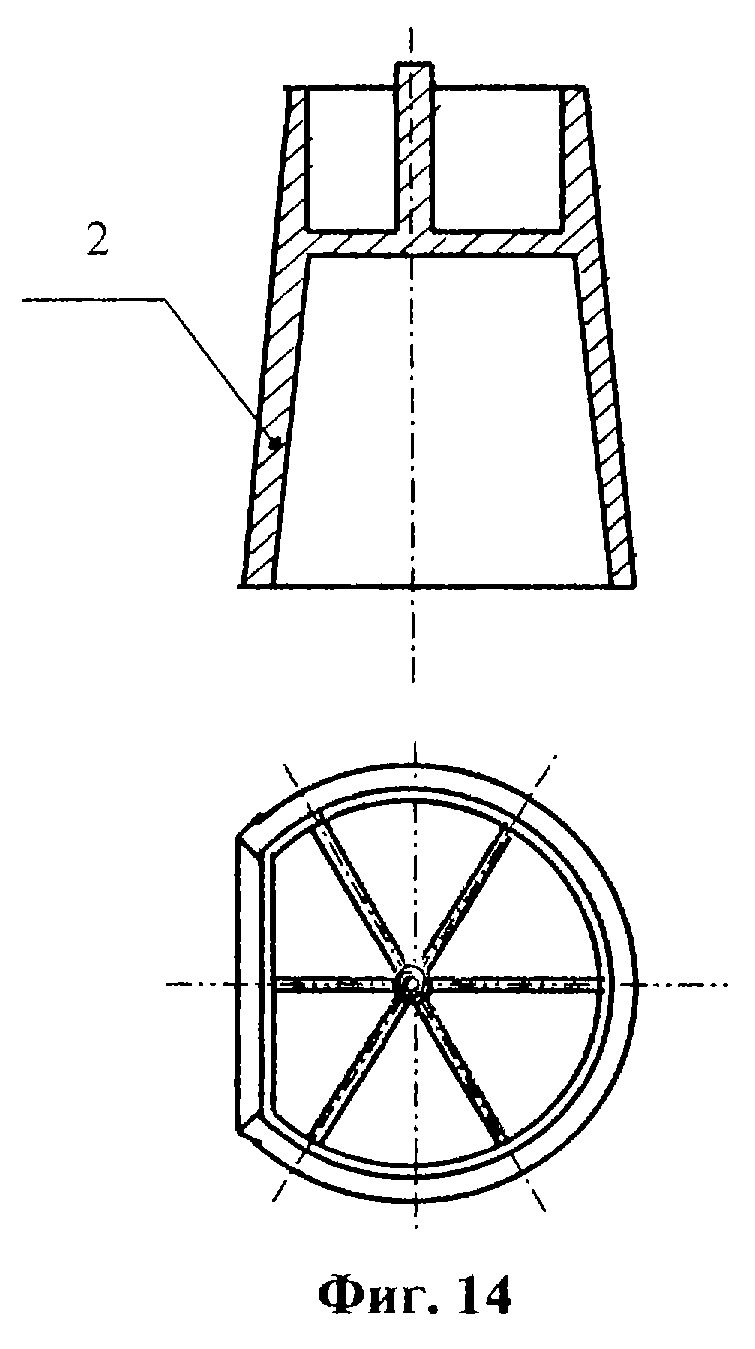
Изобретение поясняется чертежами, где на фиг.1 изображена пресс-форма для изготовления полимерных П-образных элементов многоместной кассетной формы для изготовления строительных замковых блоков из строительных смесей; на фиг. 2 - вставка к матрице; на фиг.3 - вставка к пуансону; на фиг.4 и 5 - сменные вставки для образования вертикальных шпоночных соединений и для образования или правых, или левых, или правых и левых одновременно гладких торцевых поверхностей; на фиг. 6 - вариант установки пустотообразователей в П-образных элементах; на фиг.7 - сечение фиг.6 по Г-Г; на фиг.8, 9, 10 и 11 - все виды шпоночных соединений; на фиг.12 - пресс-форма для изготовления полимерных пустотообразователей; на фиг.13 и 14 - полимерные взаимозаменяемые пустотообразователи.
Устройство для изготовления полимерных элементов многоместной кассетной формы строительных замковых блоков состоит из пресс-форм для изготовления полимерных П-образных элементов 1 и пустотообразователей 2. Пресс-форма для изготовления П-образных элементов 1 содержит фланец 3, на котором жестко закреплены матрица 4, литник 5 для впрыска под давлением в пресс-форму определенной дозы полимера в жидком состоянии и сменная вставка 6 к матрице, на которой жестко закреплены формообразующие знаки 7 отверстий в П-образном полимерном элементе 1 для установки и фиксации полимерных пустотообразователей 2, формообразующие знаки 8 замковых соединений П-образных элементов 1 и горизонтальные пазообразующие трапецеидальные элементы 9. На фланце 10 жестко закреплены пуансон 11 со сменной вставкой 12, к пуансону жестко прикреплены сменные вертикальные дополнительные вставки 13 для образования по необходимости на боковых поверхностях строительных замковых блоков трапецеидальных шпоночных соединений 14 - рядового, 15 - правого, 16 - левого и жестко закреплена плита 17 толкателей, в которой проходят толкатели 18, жестко закрепленные на плите 19 хвостовика, приводимые в действие подвижным хвостовиком 20. Сменные вертикальные дополнительные вставки позволяют получить вертикальные шпоночные соединения, а также или правые, или левые, или правые и левые, одновременно гладкие торцевые поверхности. Пресс-форма для изготовления полимерных пустотообразователей 2 содержит фланец 21, на котором жестко закрепляют литник 22 для впрыска в пресс-форму полимера в расплавленном состоянии, матрица 23 и сменные вставки 24 к матрице, а к фланцу 25 жестко крепят пуансон 26, на котором крепят сменные вставки 27.
Устройство для изготовления полимерных формообразующих элементов многоместной кассетной формы строительных замковых блоков работает следующим образом.
Пресс-форму для изготовления П-образных элементов 1 крепят вертикально с помощью болтовых соединений фланцев 3 и 10 к вертикальным плитам разъема, например термопластавтомата, например KUASY 9000/1250 с максимальным объемом впрыска 9000 см3 и усилием сжатия 1250 тс. Штуцером термопластавтомата через литник 5 жидкий полимер полностью заполняет рабочие полости между вставкой 6 матрицы 4 и вставкой 12 пуансона 11. С помощью сменных вставок 13 получаем П-образные элементы 1 с двумя вертикальными шпонками на двух боковых поверхностях замкового блока 14, или с двумя вертикальными шпонками на правой боковой поверхности замкового блока 15, или с двумя вертикальными шпонками на левой боковой поверхности замкового блока 16. Далее осуществляют интенсивное водяное охлаждение полимерного элемента 1 с помощью замкнутых и соединенных между собой каналов в теле пуансона до температуры 65-70oС, т.е. до полной полимеризации пластика, например полипропилена. После окончания процесса полимеризации механизмом термопластавтомата производят размыкание матрицы 4 и пуансона 11. Механизмом термопластавтомата приводят в движение хвостовик 20, действующий через плиту 19 на толкатели 18, которые отделяют полимерный элемент 1 от пуансона, выталкивая его в свободное пространство между разомкнутыми матрицей 4 и пуансоном 11. Затем пресс-форму снова смыкают для последующего впрыска и очередного изготовления полимерного элемента.
Пресс-форму для изготовления полимерных пустотообразователей 2 крепят вертикально с помощью болтовых соединений фланцами 21 и 25 к вертикальным разъемам термопластавтомата, например KUASY 5000/800 с максимальным объемом впрыска 5000 см3 и усилием сжатия 800 тс. Штуцером термопластавтомата через литник 22 жидким полимером заполняют полностью рабочие полости между матрицей 23 со сменной вставкой 24 и пуансоном 26 со сменной вставкой 27. С помощью сменных вставок получают пустотообразователи 2 в виде усеченного конуса и в виде усеченного конуса с усеченной боковой поверхностью. Далее после интенсивного водяного охлаждения полимерного элемента 17 с помощью замкнутых и соединенных между собой каналов в теле вставки к пуансону 24 и окончания процесса полимеризации, механизмом термопластавтомата производят размыкание матрицы 25 и пуансона 24, вследствие чего пустотообразователь 17 отделяют от вставки к пуансону 24 и вставки к матрице 26, свободно проходя между разомкнутыми частями пресс-формы. Затем пресс-форма снова смыкают для последующего впрыска.
Изобретение повышает качество и расширяет ассортимент формообразующих элементов, что позволяет изготавливать строительные замковые блоки со сложной конфигурацией сопрягаемых поверхностей с высокоточной геометрической формой и получить надежную герметичность стен строительных конструкций.
Устройство для изготовления полимерных формообразующих элементов многоместной кассетной формы строительных замковых блоков содержит фланец с матрицей, фланец с пуансоном, толкатели, формообразующие знаки и литник. На одном фланце жестко закреплены литник и матрица, а на другом фланце закреплены плита хвостовика и плита толкателей. В отверстиях последней установлены толкатели пуансона с возможностью возвратно-поступательного движения. Рабочие поверхности матрицы и пуансона выполнены в виде поверхностей, повторяющих соответственно заданную поверхность и заданную обратную поверхность формообразующего элемента. Матрица и пуансон снабжены сменными вставками. Сменная вставка матрицы снабжена знаками заданных отверстий в формообразующем элементе под хвостовик пустотообразователей и замковых соединений П-образных элементов между собой. Сменная вставка пуансона снабжена горизонтальным пазообразующим трапецеидальным элементом. Техническим результатом является повышение качества и расширение ассортимента изделий с дополнительными элементами сопрягаемых поверхностей, позволяющих осуществить надежную герметизацию стеновых конструкций. 4 з.п.ф-лы, 14 ил.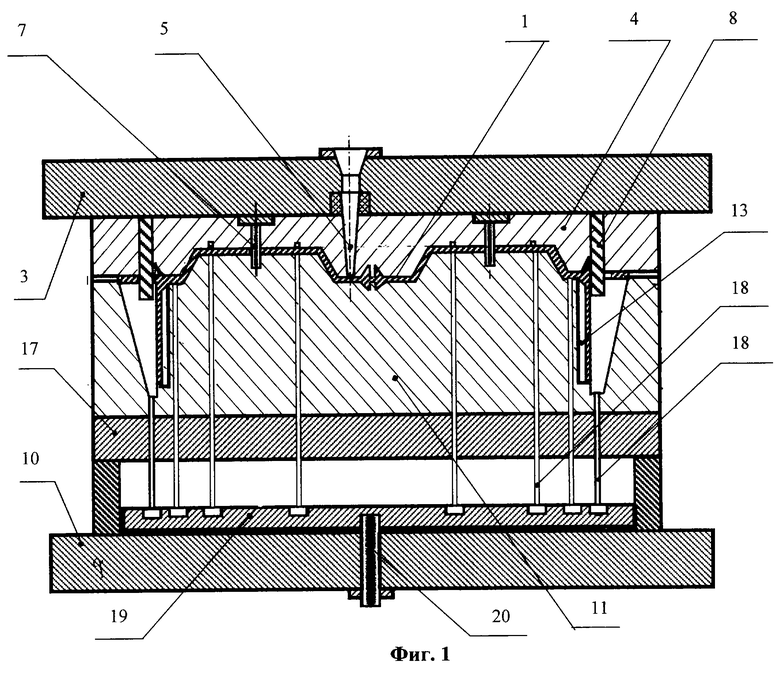
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ПОДНУТРЕНИЯМИ ИЗ ПЛАСТИЧЕСКИХ МАСС | 1990 |
|
RU2015902C1 |
| МНОГОМЕСТНАЯ КАССЕТНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1990 |
|
RU2021111C1 |
| АТРАВМАТИЧНЫЙ ТРОАКАР | 2001 |
|
RU2199283C1 |

