Изобретение относится к области сварки металлов и может быть использовано при разработке режимов сварки и контроле качества сварных соединений.
Современные технологические процессы непрерывной прокатки полос или проволоки предусматривают стыковую сварку концов рулонов полос или проволоки, не прерывая при этом процесс прокатки или волочения, причем сварные соединения прокатывают или волочат вместе с полосами или проволокой.
Учитывая, что при этом сварные соединения подвергаются многократным перегибам и натяжению, то необходимым условием для успешной переработки металла являются прочность и пластичность сварных соединений, обеспечивающих безобрывное прохождение стыков через металлургические агрегаты. Качество сварных соединений при этом не может быть проконтролировано неразрушающими методами контроля из-за высокой производительности агрегатов (стыковка производится за 1 минуту и нет необходимой паузы на остановку для контроля качества), дефекты соединения выполненного стыковой контактной сваркой не выявляются на движущейся полосе известными способами неразрушающего контроля. Поэтому отработку оптимальных режимов сварки проводят на опытных образцах для выявления оптимального соотношения параметров режима с проверкой качества разрушающими сварное соединение методами, в частности перегибами и испытаниями на разрыв.
Известно, приводимое в качестве аналога предлагаемого изобретения - способа, испытание сварного соединения загибом на 60-180 градусов (см. А.С.Гельман. Стыковая сварка ленты из инструментальных сталей // Сварочное производство, 1956, 1, с. 4-7). Недостатком этих испытаний является необходимость дополнительных замеров твердости в стыке и околостыковой зоне для выявления их пластичности и подтверждения возможности холодной прокатки полос.
Наиболее близким, из существующих аналогов, прототипом, предлагаемого изобретения - способа, является известный способ испытания сварных образцов на гиб с перегибом (см. И.П.Никонов, Д.Д. Остров. Свойства сварных соединений из горячекатаных электротехнических сталей // Сварочное производство, 1969, 12, с. 34-36), при котором соединение подвергают многократному знакопеременному изгибу и определяют число циклов до разрушения.
Недостатком известного способа, описанного в качестве прототипа, является то, что загиб производят вручную и для отработки технологии сварки при испытании серии образцов требуется много времени, особенно вблизи к оптимальному режиму, когда до разрушения необходимо произвести большое количество перегибов. Кроме этого, лабораторные исследования свариваемости металлов должны максимально соответствовать условиям эксплуатации, в данном случае условиям прохождения сварных соединений через металлургический агрегат с натяжением и перегибами, а при известном способе невозможно выявление комплексного воздействия изгиба и натяжения на надежность сварного соединения.
Однако это становится возможным при использовании разработанного авторами настоящего изобретения специального устройства для реализации заявляемого способа, устройства, не имеющего аналогов ни в отечественной, ни в мировой практике, так как сведения о подобном устройстве не были обнаружены ни в технической, ни в патентной литературе.
Задачей заявляемого изобретения как в части способа, так и устройства является максимальное приближение испытания сварного соединения к реальным условиям его использования.
Достигаемый при этом технический эффект - повышение производительности процесса испытания образцов сварных соединений полос или проволоки, повышение качества испытаний за счет одновременного воздействия на образцы знакопеременных изгибов и натяжения. Таким образом можно испытывать одно сварное соединение или одновременно серию образцов, сваренных на режимах с одинаковыми или различными параметрами.
Поставленная задача с достижением требуемого эффекта достигается тем, что в способе испытания образцов сварного соединения полосы или проволоки путем многократного знакопеременного изгиба и определения по числу циклов до разрушения качества сварки, образцы полос или проволоки сваривают посекционно в замкнутую бесконечную плеть, а испытание таким образом сформированных образцов производят на специальном устройстве, содержащем станину со смонтированной на ней системой гибочных роликов, расположенных в шахматном порядке и связанных с приводом их вращения. При этом система роликов снабжена механизмом регулировки их положения и датчиком прогиба плети образцов. Устройство снабжено также поддерживающими роликами по обе стороны от гибочных роликов, на валу одного из которых установлен счетчик оборотов, а с другим связан механизм натяжения с датчиком усилия натяжения.
Заявляемый способ осуществляется следующим образом.
Из образцов полосы или проволоки с подбором различных режимов сварки сваривают замкнутую бесконечную плеть, после чего производят ее испытание на заявленном устройстве.
На чертеже представлено устройство для испытания образцов сварных соединений полос или проволоки.
Устройство содержит станину 1, смонтированную на ней систему шахматно расположенных гибочных роликов 2, связанных с приводом их вращения 3 и механизмом регулировки прогиба 4, датчик прогиба 5, установленные по обе стороны от гибочных роликов поддерживающие ролики 6, на валу одного из которых установлен счетчик оборотов 7, и связанный с другим роликом механизм натяжения 8 с датчиком усилия натяжения 9.
Устройство работает следующим образом.
Сваренную замкнутую плеть 10 устанавливают между предварительно разведенными гибочными роликами 2 и размещают на роликах 6. Механизмом регулировки прогиба 4 сводят гибочные ролики 2, контролируя их положение по датчику прогиба 5. На механизм натяжения 8 устанавливают груз или набор грузов, контролируя усилие натяжения по датчику 9. Далее включают привод вращения 3 и многократно пропускают сваренную плеть 10 через гибочные ролики 4 до обрыва одного из соединений. По счетчику оборотов 7 определяют количество перегибов каждого сварного соединения. После визуального контроля оставшихся сварных стыков делают вывод о продолжении испытаний данной плети, для чего повторно сваривают разрушенный стык или устанавливают плеть сваренную на режиме с другим сочетанием параметров.
Таким образом решается поставленная задача предполагаемого изобретения - повышение производительности процесса испытания сварных образцов при одновременном воздействии на них многократных изгибов и натяжения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления двухслойных, изогнутых в форме дуги сварных решетчатых каркасов и установка для его осуществления | 1990 |
|
SU1804363A3 |
| Стан для изготовления оребренных труб высокочастотной сваркой | 1982 |
|
SU1138278A1 |
| Способ моделирования напряженно-деформированного состояния полосы | 1987 |
|
SU1433523A1 |
| СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ОРЕБРЕННЫХ ТРУБ ВЫСОКОЧАСТОТНОЙ СВАРКОЙ | 1995 |
|
RU2067922C1 |
| Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки | 1990 |
|
SU1776528A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ НА НЕПРЕРЫВНЫХ ТРУБОСВАРОЧНЫХ АГРЕГАТАХ | 2007 |
|
RU2351423C2 |
| СПОСОБ ФОРМИРОВАНИЯ РУЛОНА ТРАВЛЕНОЙ ГОРЯЧЕКАТАНОЙ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2277988C1 |
| КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ СВАРКИ МОРСКИХ ТРУБОПРОВОДОВ | 2012 |
|
RU2544620C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ НА НЕПРЕРЫВНЫХ ТРУБОСВАРОЧНЫХ АГРЕГАТАХ | 2013 |
|
RU2540057C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 1990 |
|
RU2028840C1 |
Изобретение относится к области испытания качества сварных соединений на многоцикловую усталость. Устройство для испытания образцов сварного соединения содержит станину со смонтированной на ней системой расположенных в шахматном порядке вращающихся гибочных роликов, связанных с приводом их вращения, при этом система расположенных в шахматном порядке вращающихся гибочных роликов снабжена механизмом регулировки их положения и датчиком прогиба образцов полосы или проволоки, сваренных в замкнутую бесконечную конструкцию, а по обе стороны от системы расположенных в шахматном порядке вращающихся гибочных роликов установлены поддерживающие ролики для размещения данной замкнутой бесконечной конструкции, на валу одного из поддерживающих роликов установлен счетчик оборотов, а другой связан с механизмом натяжения, оснащенным датчиком усилия натяжения. Данное изобретение обеспечивает повышение производительности и достоверности процесса испытания образцов сварных соединений полос или проволоки. 1 ил.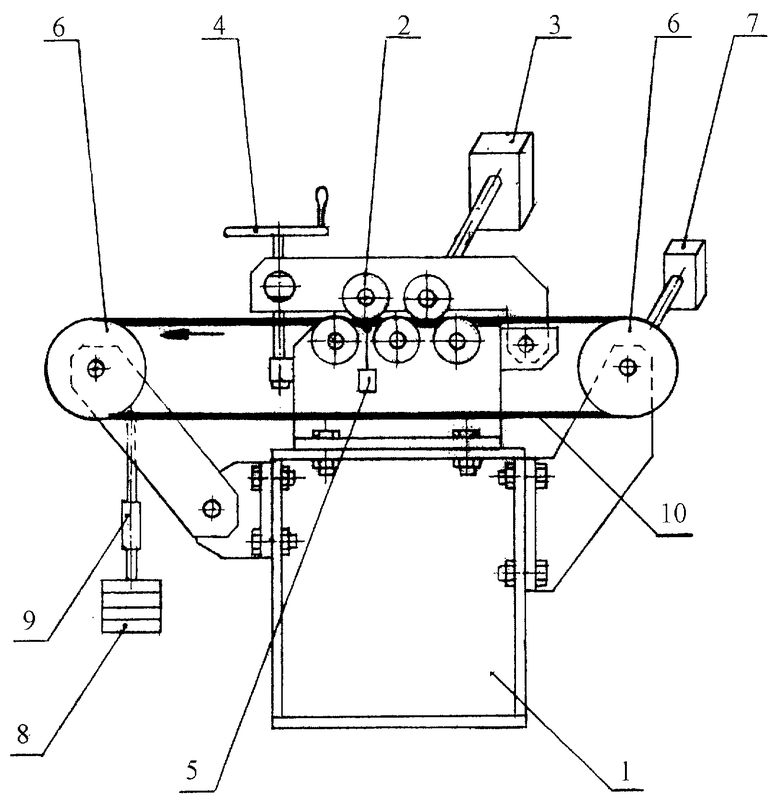
Устройство для испытания образцов сварного соединения, содержащее станину со смонтированной на ней системой расположенных в шахматном порядке вращающихся гибочных роликов, связанных с приводом их вращения, при этом система расположенных в шахматном порядке вращающихся гибочных роликов снабжена механизмом регулировки их положения и датчиком прогиба образцов полосы или проволоки, сваренных в замкнутую бесконечную конструкцию, а по обе стороны от системы расположенных в шахматном порядке вращающихся гибочных роликов установлены поддерживающие ролики для размещения данной замкнутой бесконечной конструкции, на валу одного из поддерживающих роликов установлен счетчик оборотов, а другой связан с механизмом натяжения, оснащенным датчиком усилия натяжения.
| Способ испытания кольцевого образца на усталость | 1984 |
|
SU1182329A1 |
| Способ компенсации фазовых сдвигов при многоканальном воспроизведении информации и устройство для его осуществления | 1987 |
|
SU1531135A1 |
| SU 761878 А, 07.09.1980 | |||
| Способ определения изгибной жесткости гибких образцов | 1984 |
|
SU1196726A1 |
| Установка для сортировки пиломатериалов | 1976 |
|
SU681349A1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО КАДМИРОВАНИЯ | 0 |
|
SU395517A1 |
| Устройство для индикации резонанса объемного резонатора | 1984 |
|
SU1290193A1 |
| US 5503024 А, 02.04.1996. | |||

