Изобретение относится к атомной энергетике и может найти применение на предприятиях изготовления тепловыделяющих сборок (ТВС) для ядерного реактора, а более конкретно при изготовлении дистанционирующих решеток, их контроле и разбраковке по однородности металла, использованного при изготовлении. Известен способ изготовления дистанционирующей решетки, включающий изготовление из сплава циркония с 1% ниобия шестигранного обода и ячеек с внутренними выступами, размещение в нем и закрепление точечной сваркой и к ободу ячеек с внутренними выступами (см. Б.А. Дементьев. Ядерные энергетические реакторы, 11-е издание. М.: Энергоатомиздат, 1990, с. 44).
Известен также способ изготовления дистанционирующей решетки, включающий изготовление из нержавеющей стали шестигранного обода и ячеек с внутренними выступами, размещение в нем и закрепление точечной сваркой между собой и к ободу ячеек с внутренними выступами (см. Разработка, производство и эксплуатация тепловыделяющих элементов, энергетических реакторов. Книга 1. Под редакцией Ф.Г. Решетникова. - М.: Энергоатомиздат, 1995, с. 184, 185, табл. 7.1).
У дистанционирующих решеток из нержавеющей стали или из сплава циркония с ниобием комплектующие дистанционирующих решеток по внешнему виду не отличимы друг от друга. В связи с этим не исключено, что при изготовлении дистанционирующих решеток ячейки из нержавеющей стали могут попасть в дистанционирующие решетки из сплава циркония с ниобием и наоборот.
Известно, что нержавеющая сталь и сплав циркония с ниобием являются материалами, которые не свариваются между собой. При этом, если допустить, что ячейки из нержавеющей стали попали в собранное поле ячеек из сплава циркония с ниобием или наоборот, то при работе в ядерном реакторе ячейки из нержавеющей стали из поля ячеек из сплава циркония с ниобием дистанционирующей решетки восходящим потоком теплоносителя под давлением 8,0 МПа сместятся вверх по стержневому тепловыделяющему элементу.
Известно, что тепловыделяющий элемент в оболочке из сплава циркония с ниобием практически имеет нулевую осевую жесткость, то в связи с этим дистанционирующие решетки в тепловыделяющей сборке располагают через каждые 250 мм (см. там же, с. 185). В случае же смещения ячеек это расстояние возрастет вдвое, при этом под действием восходящего потока теплоносителя не исключено возникновение вибрации тепловыделяющего элемента и его соударение о стенки соседних ячеек. Цирконий же и его сплавы отличаются склонностью к разъедающей коррозии, появляющейся в результате истирания металла между соприкасающимися поверхностями под влиянием колебаний при очень малых амплитудах (см. Металлургия. Перевод с английского. Под ред. Г.А. Меерсона, Ю.В. Гагаринского. - М.: Издательство иностранной литературы, 1959, с. 298).
Технической задачей изобретения является выявление и отбраковка на стадии изготовления дистанционирующих решеток ячеек из нержавеющей стали в поле ячеек из циркониевого сплава и наоборот, повышение при этом качества дистанционирующих решеток и надежности работы тепловыделяющих сборок в активной зоне ядерного реактора.
Эта техническая задача решается тем, что в способе контроля и разбраковки дистанционирующих решеток тепловыделяющих сборок по включениям комплектующих из нержавеющей стали в комплектующие из сплавов на основе циркония и наоборот, характеризующемся тем, что дистанционирующие решетки подвергают нагреву на воздухе при температуре и времени, достаточном для образования окисных пленок на комплектующих деталях дистанционирующих решеток, и по цветам окисных пленок отбраковывают дистанционирующие решетки с включениями ячеек из нержавеющей стали в поле ячеек из сплавов на основе циркония и наоборот.
Другими отличиями является то, что нагрев на воздухе проводят при 330-350oС в течение 1-1,2 ч, при котором ячейки из нержавеющей стали приобретают цвет светло-желтый а ячейки на основе сплава циркония темный.
Такое выполнение способа позволит выявить и отбраковать на стадии изготовления дистанционирующих решеток ячейки из нержавеющей стали в поле ячеек из циркониевого сплава и наоборот, повысить при этом качество дистанционирующих решеток и надежность работы тепловыделяющих сборок в активной зоне ядерного реактора.
На фиг. 1 представлена дистанционирующая решетка. На фиг. 2 представлен увеличенный фрагмент дистанционирующей решетки.
Дистанционирующая решетка 1 по фиг. 1 имеет шестигранную форму.
Дистанционирующая решетка по фиг. 2 представляет собой шестигранный обод 2 и ячейки 3 с внутренними выступами 4. Ячейки скрепляются между собой и с ободом точечной сваркой, образуя узлы крепления 5.
Способ контроля и разбраковки дистанционирующих решеток тепловыделяющих сборок осуществляют следующим образом.
Дистанционирующие решетки 1 подвергают нагреву на воздухе при температуре и времени, достаточном для образования окисных пленок на комплектующих деталях: ободе 2, ячейках 3 с внутренними выступами 4, закрепленных между собой и к ободу точечной сваркой 5. Температура нагрева составляет 330-350oС на воздухе в течение 1-1,2 ч.
Параметры выбраны оптимальными, т.к. при температуре ниже 330oС не будет ярко выраженных цветов окисных пленок, а при температуре выше 350oС может произойти образование рыхлой белой пленки на комплектующих из сплава циркония, что не желательно.
После нагрева ячейки из нержавеющей стали приобретают светло-желтый цвет, а ячейки из сплава циркония темный цвет.
Если при изготовлении в циркониевую дистанционирующую решетку попали комплектующие (ячейки) из нержавеющей стали или наоборот, то по цветам окисных пленок они легко выявляются и отбраковываются.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ДЛЯ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ | 2002 |
|
RU2246769C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ИЗ ЦИРКОНИЕВОГО СПЛАВА | 2000 |
|
RU2195721C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ИЗ ЦИРКОНИЕВОГО СПЛАВА | 2003 |
|
RU2244348C2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2007 |
|
RU2360310C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2005 |
|
RU2287866C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2003 |
|
RU2255383C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ДЛЯ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2006 |
|
RU2322710C2 |
| ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2155998C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2002 |
|
RU2246768C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2002 |
|
RU2265900C2 |
Изобретение относится к атомной энергетике и может найти применение на предприятиях по изготовлению тепловыделяющих сборок энергетических ядерных реакторов. Предложенный способ контроля и разбраковки заключается в том, что дистанционирующие решетки подвергают нагреву на воздухе при температуре и времени, достаточных для образования на комплектующих деталях решеток окисных пленок, по цветам которых производят отбраковку. Нагрев проводят при 330-350oС в течение 1-1,2 ч, так что ячейки приобретают цвет светло-желтый, если они сделаны из нержавеющей стали, и темный, если они сделаны из циркония. Технический результат - выявление и отбраковка на стадии изготовления дистанционирующих решеток их ячеек из нержавеющей стали в поле ячеек из циркония, и наоборот, повышение качества решеток и надежности их работы. 1 з.п. ф-лы, 2 ил.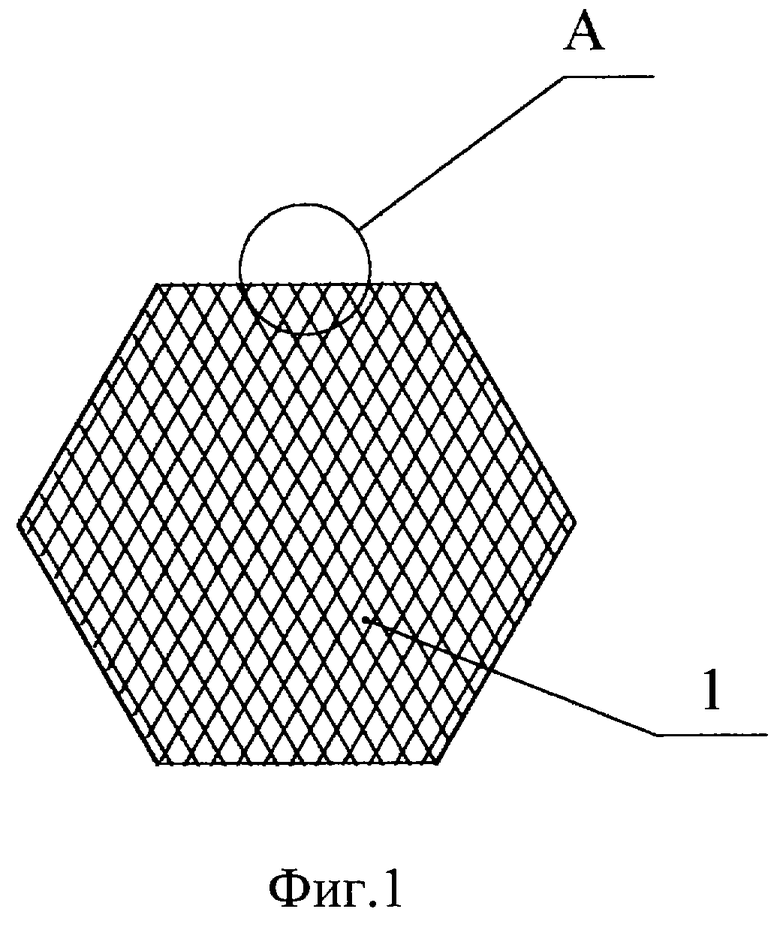
| АКТИВНАЯ ЗОНА, ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА И ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ВОДО-ВОДЯНОГО ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА | 1997 |
|
RU2136060C1 |
| SU 1499569 A1, 20.10.1999 | |||
| КОСМИЧЕСКАЯ ЯДЕРНАЯ ЭНЕРГЕТИЧЕСКАЯ УСТАНОВКА | 1998 |
|
RU2129740C1 |
| JP 05072376 A, 26.03.1993 | |||
| US 4968479 A, 06.11.1990. | |||

