Изобретение относится к пусковому катоду из медной ленты для электролиза меди, а также к способу изготовления пускового катода.
При электролизе меди растворяют полученную пирометаллургическим способом черновую медь, имеющую чистоту 99,0-99,8, предпочтительно анодную в виде Сu, и осаждают на катоде высокоселективным образом в виде чистой меди (меди высокого качества). При катодном осаждении используют либо полученные электролитическим способом тонкие подкладки (катодные матрицы), либо нерасходуемые катоды из высококачественной стали. Полученная в процессе электролиза медь обладает степенью чистоты 99,95-99,99% и применяется для изготовления заготовок из этого металла и его сплавов.
Используемые для получения катодных матриц подкладки состоят или из холоднокатаной полированной меди, высококачественной стали или титана. Катодные матрицы создаются в так называемых ваннах для получения маточных листов. После электролитического осаждения в повторяющемся ритме в течение 24 часов удаляют отложения с маточных листов либо с помощью стрипперной машины в автоматическом режиме, либо вручную. Эти листы, называемые подкладками, которые по длине и ширине примерно соответствуют размерам катодов или анодов, имеют толщину от 0,5 до 1,0 мм и вес около 4-7 кг. Подготовка катодных матриц заключается, собственно, в обрезании ломаных, неровных краев, выпрямлении и нанесении двух крепежных полосок ("проушин", вырезанных из указанных выше подкладок или из катаной медной полосы) на листы для катодных матриц с помощью автоматической клепальной машины. Такая технология изготовления "листов для катодных матриц" устарела и не является экономичной. В этом заключается имеющая большую предысторию проблема в производстве меди, так как потребность в листах из высококачественной стали и требуемый высокий стандарт качества катодных матриц ведет к высоким финансовым затратам как в отношении приобретения, так и с точки зрения стоимости работ, а также в смысле отходов при производстве листов для катодных матриц. Например, катодная матрица имеет обычно размер, который ограничивается величиной электролизной ванны. Однако с промышленной точки зрения существенно, чтобы маточный лист анода ввиду высоких затрат на энергию и рабочих операций производства анодов и переработки остатков после электролитического осаждения металла имел оптимальные размеры. Однако анод должен иметь почти полное и равномерное покрытие маточного листа, так чтобы на практике величина анода соответствовала величине маточного листа и другим переменным величинам процесса, с тем чтобы снизить расходы на изготовление катодных матриц. Это ведет, как правило, к изготовлению анодов двух сортов, которые отличаются геометрическими параметрами:
- аноды из маточных листов и
- промышленные аноды.
Вследствие неоднородной толщины и различных способов изготовления (вытяжка подкладок с маточного листа) листы для катодных матриц проявляют тенденцию к изгибанию и скручиванию, в технологической ванне они не висят прямо. К недостаткам можно отнести также имеющие иногда место неизбежные рваные края - как следствие способа изготовления - и не всегда гарантированную шероховатость поверхности.
Известными последствиями являются короткие замыкания, слишком низкий выход по току и снижение выхода продукции наряду с ухудшением качества катодов.
В получившем за последнее время широкое распространение процессе рафинирования меди, называемом "процессом ISA", применяют нерасходуемые катоды из высококачественной стали. На последние медь осаждается в течение обычно 7 дней и затем ее отделяют механически с помощью автоматической стрипперной машины в виде листов.
"Процесс ISA" является очень дорогостоящим и приводит к высокой себестоимости рафинированной меди. Кроме того, для "процесса ISA" необходимы большие запасы высококачественной стали, что приводит к дополнительным затратам на ее хранение. Другим недостатком "процесса ISA" является то, что необходимые для регенерации электролита катодные матрицы, используемые для электролиза с целью получения меди, приходится, как правило, закупать на других предприятиях.
Экономичность электролиза меди зависит в основном от качества используемых в качестве катодных матриц медных листов, а также от стоимости их изготовления.
В WO 97/42360 описан способ изготовления медных катодных матриц, при котором рафинированную медь расплавляют и затем с помощью совмещенного процесса непрерывной разливки и прокатки перерабатывают в ленты толщиной 0,635-1,778 мм, что соответствует уменьшению исходной толщины материала на 25-98%. При этом необходимо, чтобы разливка осуществлялась в горизонтальном положении и также в горизонтальном положении подавалась в обжимную установку, в прокатный стан. Полученная на первом этапе отлитая лента должна иметь толщину от 5,08 до 38,1 мм. Кроме того, является существенным, чтобы катаная лента во время и после прокатки не скручивалась и не деформировалась каким-либо другим образом, чтобы исключить так называемый "эффект памяти" (горизонтальное искривление в несколько миллиметров) при применении в качестве катодных матриц. Эффект памяти является главной причиной возникающих во время электролиза меди коротких замыканий.
Из катаной ленты вырезают листы для катодных матриц и используют известным образом в процессе электролиза.
Эти предложенные способы изготовления медных катодных матриц являются весьма дорогостоящими из-за высокой стоимости установки. Установка рассчитана на обычные значения ширины катодных матриц и предназначена исключительно для изготовления катодных матриц. С учетом возможной производительности такой установки в 200000 т/год и годовой потребности в катодных матрицах 35 т/год возникают проблемы относительно ее экономически выгодной загрузки. За счет этого сильно увеличивается себестоимость катодных матриц. Кроме того, этот способ ограничен обработкой рафинированной меди. Кроме того, недостатком является то, что катаная медная лента для изготовления пусковых катодов не должна скручиваться или деформироваться каким-либо другим образом. Это приводит к тому, что катаную медную ленту нельзя сматывать в рулон, а необходимо транспортировать и промежуточно хранить только в виде предварительно изготовленных и нарезанных листов, или же перерабатывать катаную ленту в пусковые катоды непосредственно на линии. Кроме того, существует опасность того, что возникающие в процессе проката деформации не полностью исключают проявление эффекта памяти пусковых катодов во время электролиза меди.
В основу изобретения положена задача создания пусковых катодов из медной ленты для процесса электролиза меди, которые исключают "эффект памяти" во время электролиза меди, с помощью которых обеспечивается высокая производительность изготовления электролитной меди и которые можно изготовлять из непосредственно деформированной, свернутой в рулоны медной ленты.
Кроме того, должен быть создан способ изготовления пусковых катодов, пригодный, в частности, для обработки изготовленной обычным способом медной ленты.
Эта задача решена согласно изобретению с помощью признаков, приведенных в пунктах 1 и 4 формулы изобретения. Пригодные варианты выполнения нового пускового катода приведены в пунктах 2 и 3 формулы изобретения, а способа его изготовления - в пунктах 5-17 формулы изобретения.
За счет существенной для изобретения стадии способа, заключающейся в обработке катаной медной ленты в дополнительном процессе неполного отжига, удалось устранить "эффект памяти", обычно возникающий при использовании пусковых катодов при электролизе. За счет этого во время электролиза меди происходит значительно меньше коротких замыканий и повышается выход по току. В результате этого электролиз меди можно проводить более эффективно и при повышенной мощности катодов. Преимуществом также является использование сортов меди согласно нормам DIN 1708, 1787 и 17670, которые по сравнению с электролитной, соответственно, рафинированной медью содержат большее количество металлических примесей. Неожиданным образом было установлено, что при применении пусковых катодов из этих сортов меди увеличивается доля более чистой электролитически осаждаемой меди. По сравнению с применением пусковых листов согласно WO 97/42360, которые должны иметь минимальную толщину, по меньшей мере, 0,635 мм, с помощью опытов было установлено, что при применении катаных и подвергнутых неполному отжигу пусковых листов можно уменьшить толщину листов до значения менее 0,5 мм, причем нижней границей является 0,3 мм. По сравнению с более толстыми пусковыми листами за счет этого снижается стоимость материала и, кроме того, появляется возможность применения в электролитической ванне большего количества пусковых катодов. Это становится возможным прежде всего потому, что катаные и подвергнутые неполному отжигу катодные листы не приводят к появлению "эффекта памяти". При применении пусковых катодов согласно изобретению при электролизе меди можно значительно сократить частоту коротких замыканий и достигнуть выхода по току от 98 до 99%.
Вследствие уменьшенной толщины пусковых листов и их меньшего веса можно также уменьшить толщину полос проушин до предпочтительно 0,3-0,5 мм.
Указанная прочность 210-240 Н/мм2 медной ленты достигается, например, с помощью последующей обработки в дрессировочной прокатной клети.
Неполный отжиг упрочненной прокаткой медной ленты осуществляют при температуре в печи 700-750oС, предпочтительно 720-750oС, причем температуру в печи в направлении прохода уменьшают с 750oС до 720oС. Скорость прохождения медной ленты зависит в основном от ширины и толщины ленты. Для пусковых листов для пусковых катодов с шириной 930 мм и толщиной 0,3-0,8 мм скорость составляет 20-55 м/мин. Для выполнения процесса неполного отжига имеются различные технологические возможности. Медную ленту можно изготавливать в обычной литейно-прокатной установке и сматывать в рулоны. Затем в отдельной установке упрочненную прокаткой медную ленту разматывают, подвергают неполному отжигу в печи отжига, затем обрабатывают в устройстве для обезжиривания и травления (удаление окалины и окислов), правят в правильно-делительной установке и затем разрезают на необходимые длины от 840 до 1250 мм. В таком варианте выполнения можно отказаться от устройства дрессирования медной ленты. Затем с помощью клепально-правильной машины приклепывают проушины и устанавливают токопроводящие штыри. В этом окончательном юстировочном устройстве осуществляют разделение, сортировку и подвеску пусковых катодов в подготовленном приемном устройстве для крана для подвески в электролитической ванне. Значительное преимущество состоит в том, что не требуется отдельной специальной установки для изготовления пусковых листов, а исходят из изготовленной само по себе известным способом упрочненной прокаткой медной ленты, которую можно также получать из других предприятий. Это относится также к другому варианту выполнения, согласно которому упрочненную прокаткой медную ленту подвергают неполному отжигу еще внутри литейно-прокатной установки и подают для дальнейшей переработки в пусковые катоды из подвергнутой неполному отжигу медной ленты в виде намотанных рулонов. Затем рулоны для изготовления пусковых катодов разматывают и подают в правильно-делительную установку. Дальнейшую обработку выполняют описанным выше образом.
Кроме того, существует возможность изготовления пусковых катодов внутри производственной линии, причем в этом случае отпадает необходимость в стадиях способа по намотке и размотке рулонов из катаной, соответственно, подвергнутой неполному отжигу медной ленты. Неполный отжиг катаной медной ленты можно осуществлять в печи отжига вертикальной или горизонтальной конструкции. Перед этапом неполного отжига медную ленту необходимо обезжирить, очистить щеткой, промыть водой и высушить. После неполного отжига остывшую медную ленту целесообразно протравить и нейтрализовать.
Ниже приводится подробное описание нескольких примеров выполнения изобретения.
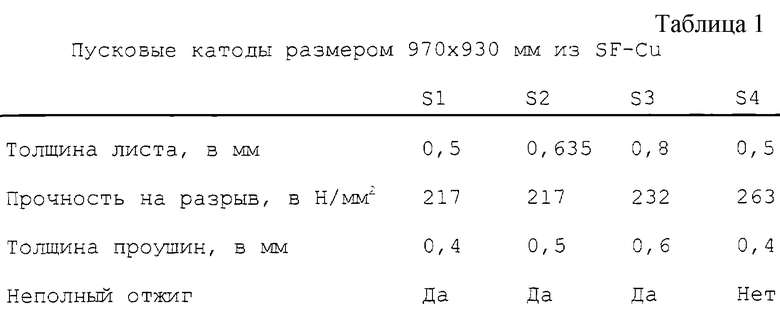
Пример 1 - пусковые катоды S1
Раскисленную фосфором медь (SF-Cu) прокатывают в обычной литейно-прокатной установке в медную ленту шириной 930 мм и толщиной 0,5 мм. Упрочненная прокаткой медная лента имеет предел прочности при разрыве 263 Н/мм2 и смотана в рулон. В отдельной установке, состоящей из устройства для разматывания, печи отжига, блока обезжиривания и травления, правильно-делительного устройства, а также установки для крепления проушин и токопроводящих штырей, изготавливают пусковые катоды при следующих условиях.
Размотанная упрочненная медная лента проходит через горизонтальную печь для отжига в подвешенном состоянии, зоны нагрева которой установлены на температуры в диапазоне от 750 до 720oС. Скорость прохождения ленты составляет 35 м/мин. Неполный отжиг проходит в атмосфере защитного газа. Подвергнутая неполному отжигу, остывшая медная лента имеет предел прочности на разрыв 217 Н/мм2. После неполного отжига в блоке для обезжиривания и травления проводят еще удаление окалины и образовавшегося окисла. В следующей правильно-делительной установке медную ленту разрезают на отрезки длинной 970 мм и правят образованные таким образом пусковые листы размером 970•930 мм. Существенным является то, что подаваемые для дальнейшей обработки пусковые листы являются полностью плоскими и гладкими, без каких-либо наружных повреждений, как, например, царапин, а также освобождены от жира, эмульсий и масел. Сухие, чистые пусковые листы транспортируют к клепальной машине для крепления необходимых проушин, которые изготовлены из медной ленты толщиной 0,4 мм, которая состоит из того же сорта меди, что и пусковые листы. После крепления проушин устанавливают токопроводящие штыри.
Пример 2 - пусковые катоды S2
Внутри обычной литейно-прокатной установки с интегрированной печью для отжига ленты в подвешенном состоянии в качестве последней стадии способа изготавливают упрочненную медную ленту из SF-Cu и сматывают в рулоны. Упрочненная медная лента шириной 930 мм после процесса прокатки имеет толщину 0,635 мм. После процесса прокатки медную ленту обезжиривают, чистят щетками, промывают чистой водой и сушат. Затем упрочненная прокаткой медная лента проходит через печь для отжига в подвешенном состоянии со скоростью 27,5 м/мин, при этом температура в печи находится в диапазоне от 750 до 720oС. После охлаждения медная лента имеет предел прочности на разрыв 217 Н/мм2. Затем ее еще протравливают, нейтрализуют, сматывают в рулоны и отправляют на промежуточное хранение. В отдельной установке смотанную в рулоны, подвергнутую неполному отжигу медную ленту разматывают и аналогично примеру 1 обрабатывают в правильно-делительной установке и в установке для нанесения проушин и токопроводящих штырей придают вид пусковых катодов. Толщина листа для прикрепляемых к пусковым катодам проушин составляет 0,5 мм.
Пример 3 - пусковые катоды S3
Аналогично примеру 1 изготавливают пусковые катоды, однако с тем отличием, что литейно-прокатная установка, печь отжига, блок обезжиривания и травления, правильно-делительная установка, а также установка для придания окончательного вида расположены в одну линию. За счет этого отпадает необходимость в выполняемых в примере 1 и примере 2 процессах намотки и смотки упрочненной прокаткой, соответственно, подвергнутой неполному отжигу медной ленты. Материал медной ленты состоит из SF-Cu и во время процесса прокатки раскатывается до толщины 0,8 мм. Температура в печи для обжига ленты в подвешенном состоянии также составляет 750-720oС, а скорость прохождения ленты составляет 23 м/мин. Подвергнутая неполному отжигу после охлаждения медная лента имеет предел прочности на разрыв 232 Н/мм2. Размеры пусковых листов составляют 970•930 мм. Приклепанные к листам проушины имеют толщину 0,6 мм.
Сравнительный пример - пусковые катоды S4
Аналогично примеру 1 изготавливают пусковые катоды при тех же условиях, однако без неполного отжига.
Изготовленные согласно приведенным выше примерам пусковые катоды использовали для электролитических опытов и получили следующие параметры (см. табл.1).
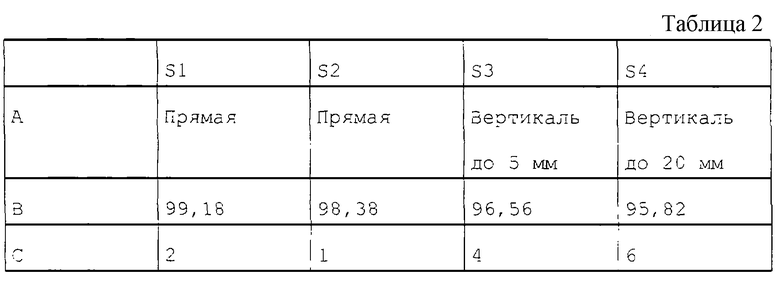
В каждую электролитическую ванну устанавливают по 30 анодов и 31 катоду. Расстояние между анодами составляет 105 мм. Срок службы расходуемого анода устанавливают равным 21 дням. В каждую ванну подают через вход для электролита объемный поток в 18-20 л/мин. Качество примененных пусковых катодов оценивают следующим образом.
А: проверка прямолинейности используемых листов и изготовленных катодов путем измерения через 2 дня после начала эксплуатации;
В: выход по току соответствующей ванны после 9 дней;
С: число возникших коротких замыканий.
Были получены следующие результаты (см. табл.2).
Результаты показывают, что пусковые катоды S1-S3 согласно изобретению при использовании при электролизе меди не приводят к "эффекту памяти". В противоположность этому при использовании не подвергнутых неполному отжигу пусковых катодов S4 при электролизе меди "эффект памяти" имеет значительные масштабы. Лучшие результаты достигаются с помощью пусковых катодов S1, которые имеют преимущество прежде всего с точки зрения выхода по току.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОЛИТ ДЛЯ ПРОИЗВОДСТВА МЕДНОЙ ЛЕНТЫ ЭЛЕКТРОЛИЗОМ | 1995 |
|
RU2113546C1 |
| ЭЛЕКТРОЛИТ ДЛЯ ПРОИЗВОДСТВА МЕДНОЙ ФОЛЬГИ ЭЛЕКТРОЛИЗОМ | 2007 |
|
RU2350694C1 |
| ЭЛЕКТРОЛИТ ДЛЯ ПРОИЗВОДСТВА МЕДНОЙ ЛЕНТЫ ЭЛЕКТРОЛИЗОМ | 1995 |
|
RU2113545C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕДНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕДНОЙ ПРОВОЛОКИ | 1993 |
|
RU2101394C1 |
| КАТОД ДЛЯ ПОЛУЧЕНИЯ МЕДИ | 2007 |
|
RU2346087C1 |
| Способ электролитического рафинирования меди | 2017 |
|
RU2693576C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТОДА ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО ПОЛУЧЕНИЯ МЕДИ | 2010 |
|
RU2439207C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОГО ПОРОШКА, ОКСИДОВ МЕДИ И МЕДНОЙ ФОЛЬГИ | 1994 |
|
RU2126312C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕДНОГО МЕТАЛЛИЧЕСКОГО ПОРОШКА, ОКСИДОВ МЕДИ И МЕДНОЙ ФОЛЬГИ | 1996 |
|
RU2134311C1 |
| СПОСОБ КОНДИЦИОНИРОВАНИЯ НАРУЖНОЙ ПОВЕРХНОСТИ ЭЛЕМЕНТА ИЗЛОЖНИЦЫ ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ, ИЗГОТОВЛЕННОГО ИЗ МЕДИ ИЛИ МЕДНОГО СПЛАВА | 1997 |
|
RU2177857C2 |
Изобретение относится к пусковым катодам для электролиза меди, а также к способу их изготовления. Техническим результатом изобретения является исключение горизонтального искривления ленточного медного материала, обеспечение высокой производительности получения меди. Пусковой катод состоит из катаной медной ленты из сортов меди согласно нормам DIN 1708, 1787 и 17670 с толщиной 0,3-1,2 мм, которая после прокатки подвергается неполному отжигу и имеет предел прочности на разрыв от 210 до 240 Н/мм2. Ленту разрезают на согласованную с размерами электролитической ванны длину и ширину, причем нарезанные листы имеют плоскую с малым количеством грата и свободную от жира поверхность. Со стороны подвески листов прикреплены полосы проушин из медной ленты с толщиной от 0,3 до 0,6 мм. 2 с. и 15 з.п. ф-лы, 2 табл.
| W0 97/42360 A1, 13.11.1997 | |||
| 1972 |
|
SU417318A1 | |
| Матрица для электролитического осаждения металлов | 1976 |
|
SU582335A1 |
| Устройство для получения катодных основ | 1985 |
|
SU1344815A1 |
| ХУДЯКОВ И.Ф | |||
| и др | |||
| Металлургия меди | |||
| - М.: Металлургия, 1977, с.271-273. | |||

