1
Изо бретение относится к области цветной металлургии, IB ча-стности к устрайствам для электролитического осаждения металлов.
Известна мапгрица для электролитического Осаждения металлов, включающая токоподводящую штангу и металлический ли-ст с выступами ИЗ электроизоляционного материала .
Однако такая матрица не удерживает катодный осадок В€сом от 3€ до 100 жт по следующи-м причинам: так ка-к изолятор не проводит ток, электрическое поле возле него ослаблено, поэтому в окрестности изолятора отлагается заостренный осадок с минимальной толщиной опорной «РОМКИ, которая «е может надежно удержать тяжеловесный катод на сферическом изоляторе, в результате при выгрузке происходит соскальзывание осадка и срез изолятора; при выгрузке матриц из электролита и посадке их в электролитические ванны, происходит резкая перемена темпер атуры и среды, следствием чего являет1ся быстрое старение и потеря прочности изолятора; четырехкратное различие в объемном расширении изоляторов и металлического листа матрицы приводит к образованию щелей между листом .и изоляторами, в которые прорастает катодный осадок, в результате при выгрузке и съеме осадков происходит выламывание изоляторов.
Цель изобретения - исключение сползания катодного осадка с листа.
Это достигается тем, что выступы выполнены из электропроводного материала и в верхней части с гранью, плоскость которой перпендикулярна плоскости листа, и параллельна оси щтанги.
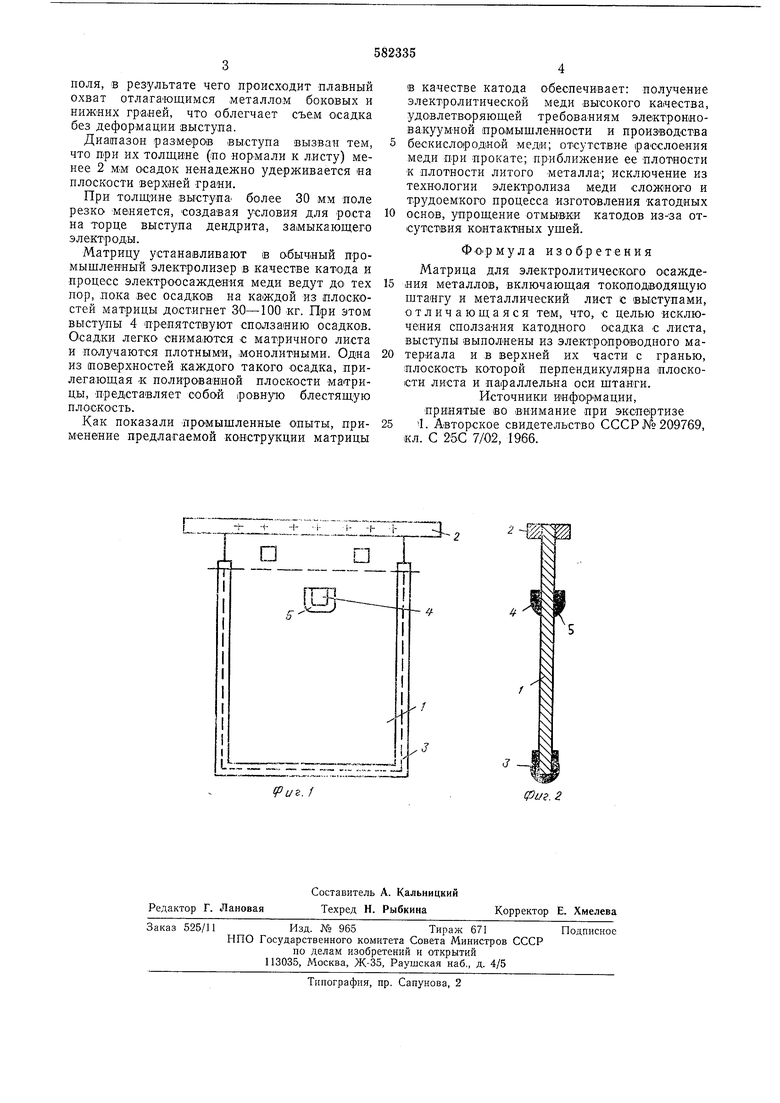
На фиг. 1 изображена матрица, общий вид; на фиг. 2 - то же, вид 1с5оку.
Матрица состоит из металлического листа 1, изготовленного из кислотостойкого материала, имеюшего плотную защитную окисную пленку, например из титана. Она снабл ена т око проводящей щтангой 2, изолирующей трубко/й 3, выполненной из диэлектрического материала, и выступом 4, выполненным из электропроводного материала, например из титана, толщиной от 2 до 30 мм. При этом плоскость верхней грани выступа перпендикулярна плоскости листа и лар аллельна щтанге, а основание выступа имеет уширение 5.
Предлагаемое выполнение выступа способствует формированию в районе выступа электрического поля, обеспечивающего отложение осадка в виде клина, опирающегося на плоскость верхней грани выступа, и создает условия для устойчивого расположения осадка на выступе.
Ущирение основания выступа равномерно распределяет силовые линии электрического
поля, в результате чего происходит плавный охват отлагающимся металопом боковых и нижних граней, что облегчает съем осадка без деформации выступа.
Диапазон разме|рО|В вы.ступа вызван тем, что при их толщине (по нормали к листу) менее 2 мм осадок ненадежно удерживается «а плоскости верхней грани.
При толщине выступа более 30 мм поле резко меняется, создавая условия для роста на торце выступа дендрита, замыкающего электроды.
Матрицу устанавливают в абычный промышленный электролизер в качестве катода и процесс электроосаждения меди ведут до тех пор, пока вес осадков на каждой из плоскостей матрицы достигнет 30-100 кг. При этом выступы 4 препятствуют сползанию осадков. Осадки легко снимаются с матричного листа и получаются плотными, монолитными. Одна из поверхностей каждого такого осадка, прилегающая -к полированной плоскости матрицы, представляет собсуй (ровную блестящую плоскость.
Как показали промышленные опыты, применение предлагаемой конструкции матрицы
IB качестве катода Обеспечивает: получение электролитической меди высокого качества, удовлетворяющей требованиям электронновакуумной промышленности и производства бескислородно-й меди; отсутствие расслоения меди при прокате; приближение ее плотности к плотности литого металла; исключение из технологии электролиза меди сложноГО и трудоемкого процесса изготовления катодных основ, упрощение отмывки катодов из-за отсутствия контактных ушей.
Формула изобретения
Матрица для электролитического осаждения металлов, включающая токоподводящую щтангу и металлический лист с выступами, отличающаяся тем, что, с целью исключения сползания катодного осадка с листа, выступы выполнены из электропроводного материала и в верхней их части с гранью, плоскость которой перпендикулярна плоскости листа и параллельна оси штанги.
Источники информации, принятые во внимание при экспертизе
I. Авторское свидетельство СССР №209769, кл. с 25С 7/02, 1966.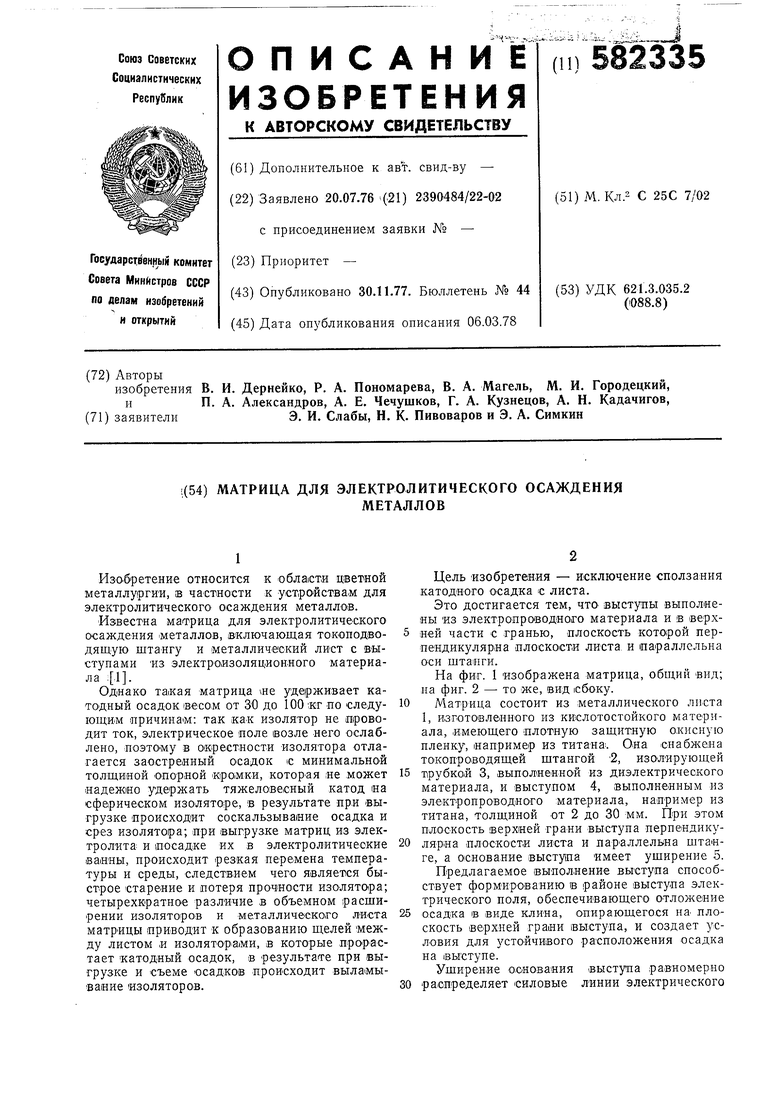
| название | год | авторы | номер документа |
|---|---|---|---|
| Катод для получения хрома | 1990 |
|
SU1788093A1 |
| КАТОД ДЛЯ ПОЛУЧЕНИЯ ЭЛЕКТРОЛИТИЧЕСКОГО ХРОМА | 1994 |
|
RU2086711C1 |
| ТОКОПОДВОД К ЭЛЕКТРОДАМ ЭЛЕКТРОЛИЗЕРА | 2006 |
|
RU2319794C2 |
| НОРДДЕЙЧЕ АФФИНЕРИ)(Федеративная Реснублика Германии) | 1969 |
|
SU239163A1 |
| КАТОД ДЛЯ ПОЛУЧЕНИЯ МЕДИ | 2007 |
|
RU2346087C1 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ РАФИНИРОВАНИЯ ВАНАДИЯ И ДРУГИХ ТУГОПЛАВКИХ МЕТАЛЛОВ | 2000 |
|
RU2164559C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТОДА ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО ПОЛУЧЕНИЯ МЕДИ | 2010 |
|
RU2439207C1 |
| КАТОДНЫЙ ЭЛЕМЕНТ ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО ОСАЖДЕНИЯ МЕТАЛЛОВ | 2001 |
|
RU2205250C2 |
| КАТОД ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО НАНЕСЕНИЯ ЦВЕТНЫХ МЕТАЛЛОВ | 1994 |
|
RU2095490C1 |
| СПОСОБ ПОЛУЧЕНИЯ НИКЕЛЯ ШАРООБРАЗНОЙ ФОРМЫ | 1995 |
|
RU2074267C1 |
fi/e. /
