Эта заявка является частичным продолжением серии заявок США N 08/454537, поданной 30 мая 1995, которая является продолжением серии заявок США N 08/287703, поданной 9 августа 1994, которая является продолжением серии заявок США N 08/049160, поданной 19 апреля 1993 (делопроизводство по которым прекращено). Эти предшествующие заявки в целом включены здесь для ссылки.
Это изобретение относится к способу получения медного металлического порошка, оксидов меди или медной фольги. Более конкретно, это изобретение относится к способу применения экстрагента для экстракции меди из медьсодержащих материалов и получения медного металлического порошка, оксидов меди или медной фольги.
Способ извлечения меди из руд и технологических жидкостей посредством экстракции растворителем - электролитического получения (в дальнейшем "SX-EW") является хорошо известным. Кратко, способ осуществляют с использованием медьсодержащего водного раствора, который получают путем растворения (обычно из руды) меди в водном щелоке от выщелачивания или путем использования медьсодержащего раствора, например технологического вытекающего потока. Полученный медьсодержащий раствор смешивают с водонесмешивающимся органическим растворителем (например, керосином), содержащим водонерастворимую ионообменную композицию, имеющую селективное сродство к меди. Ионообменная композиция предпочтительно экстрагирует из водного раствора медь. Водную и органическую фазу разделяют. Водный раствор, теперь обедненный медью, обычно относят к "рафинату". Рафинат можно рециркулировать в виде щелока от выщелачивания (в процессе выщелачивания) или выбросить (например, в процессе извлечения меди из технологического вытекающего потока). Органическую фазу (которая содержит ионообменную композицию и экстрагированную медь), обычно относят к "нагруженной органической фазе". Желательную медь удаляют из нагруженной органической фазы путем смешивания с водным десорбирующим раствором, содержащим сильную кислоту, например серную, фосфорную или перхлорную кислоту, и имеющим значение pH более низкое, чем вышеуказанный медьсодержащий водный раствор. Водный десорбирующий раствор экстрагирует желательную медь из нагруженной органической фазы. После разделения органической и водной фаз желательная медь присутствует в водном десорбирующем растворе. Полученный водный десорбирующий раствор, обогащенный медью, относят обычно к "электролиту" или "к обогащенному электролиту". Обедненную медью органическую фазу относят к "истощенной органической фазе". Истощенную органическую фазу можно рециркулировать.
Медь извлекают из электролита в очищенном виде посредством хорошо известной методики, например "электрохимическим извлечением" (в дальнейшем иногда обозначенное "EW"). Способ электрохимического извлечения обычно включает электроосаждение меди на медных листах или катодных матрицах из нержавеющей стали. Цикл электроосаждения для получения 100-фунтового (45 кг 360 г) катода с каждой стороны матрицы обычно составляет около 7 дней. Катоды механически сдирают с каждой стороны матрицы и затем они являются пригодными для дальнейшей обработки, которая может включать волочение, прокатку и т.д. Часто такие катоды транспортируют в цех, где их подвергают непрерывному литью. После извлечения желательной меди обедненный медью электролит, который иногда относят к "истощенному электролиту", можно рециркулировать в качестве водного десорбирующего раствора для свежей загрузки медью.
Производство медного порошка путем электроосаждения включает применение электролизера, содержащего анод, катод, раствора электролита, содержащего ионы меди и сульфат-ионы, и источника тока. При приложении напряжения между анодом и катодом на поверхности катода происходит осаждение медного порошка. Затем через определенные промежутки времени или непрерывно порошок удаляют. Способ начинают с обеспечения медьсодержащего исходного сырья, которое растворяют в серной кислоте, при этом образуется раствор электролита. Для того чтобы медный порошок имел достаточную степень чистоты, пригодную для коммерческих целей, например для фрикционных материалов, подшипников, легирующих добавок, порошковой металлургии и т.д., необходимы относительно чистые электролиты. Медь, удаленную из электролита посредством электролитического медного порошка, обычно непрерывно восполняют с целью поддержания концентрации ионов меди в растворе. Чистоту электролита и замену меди, удаленной из электролита, поддерживают путем применения относительно чистых медных растворимых анодов. Медь, используемую для анодов, предварительно очищают с помощью электролитических способов, удаляя таким образом нежелательные загрязняющие примеси. Электролитически очищенную медь обычно переплавляют в анодную форму, подходящую для производства порошка. Альтернативный способ включает применение электролитически очищенных медных прутков диаметром примерно 1/2 дюйма (1,27 см), разрезанных на прутки длиной 1 дюйм (2,54 см), и так называемой медной дроби, которые затем помещают в анодную корзину из нерастворимой медной проволочной сетки.
Производство медной фольги путем электроосаждения также включает применение электролитической ячейки, содержащей анод, катод, раствора электролита, содержащего ионы меди и сульфат-ионы, и источника тока. При приложении напряжения между анодом и катодом на поверхности катода происходит осаждение меди. Медьсодержащее исходное сырье, которое растворяют в серной кислоте для образования раствора электролита, является электролитически очищенной формой меди, например медной дробью, медной проволокой, оксидом меди или рециркулированной медью. Полученный раствор сульфата меди затем очищают для обеспечения сульфата меди высокой чистоты, необходимого для производства медной фольги. Для регулирования свойств медной фольги в раствор электролита могут быть добавлены различные типы веществ, например животный клей и тиомочевина. Раствор электролита подают насосом в электролитическую ячейку и при приложении напряжения между анодом и катодом происходит электроосаждение меди. Обычно процесс включает применение цилиндрических катодов, которые могут иметь различные диаметры и ширину. Аноды приспособлены к кривизне катодов таким образом, чтобы между ними был постоянный промежуток или зазор.
Электролитически очищенное медьсодержащее сырье, использованное в предшествующих способах электроосаждения для получения медного порошка и медной фольги, часто получали с использованием способов типа SX-EW, обсужденных выше. Его можно также получить с использованием общепринятых способов плавки и рафинирования. Способы электроосаждения, которые сначала включают растворение медьсодержащего исходного сырья в автоклаве с образованием ионов меди, являются медленными, трудно контролируемыми и требуют применения больших количеств дорогостоящей чистой меди, вносимых в автоклав. Было бы выгодным, если бы медный порошок можно было получить непосредственно из относительно чистых источников меди, например медной руды или медьсодержащих отходов, без дополнительных стадий извлечения меди с использованием электролиза и последующего растворения чистой меди в виде металла для получения ионов меди в растворе электролита. Было бы выгодным, если бы медную фольгу можно было получить из источника меди, который бы был относительно чистым и который можно было легко растворить в серной кислоте. Настоящее изобретение обеспечивает такие преимущества.
Посредством заявленного способа медный порошок получают простым и менее дорогостоящим способом по сравнению со способами предшествующей области. В заявленном способе применяют источник меди, который не требует для своего получения дополнительных стадий электрохимического извлечения, волочения и т.д., которые применяют при получении электролитически чистого медьсодержащего сырья (например, медной дроби, медной проволоки, оксидов меди, рециркулированной меди и т.д.), используемого в предшествующих способах. Примеси, переносимые со стадий экстракции, используемых в заявленном способе, в раствор электролита, применяемый для получения медного порошка, не ухудшают эксплуатационные качества медного порошка. Медный порошок, полученный изобретенным способом, можно растворить в серной кислоте с образованием растворов электролита. Эти растворы электролита можно использовать для получения медной фольги, и поэтому способ изготовления медной фольги, обеспеченный этим изобретением, является более легко регулируемым и более эффективным, чем предшествующие способы изготовления такой фольги. Медный порошок можно также прокалить для образования оксида одновалентной меди, оксида двухвалентной меди или их смеси. Оксиды меди можно легко растворить в серной кислоте и использовать для получения медной фольги.
В статье 1. D. Enchev и др. "Production of Copper Powder by the Method of Eletrolytic Extraction Using a Reversing Current", Poroshkovaya Metallurgiya, N 9 (141), September, 1974, pp. 95-98, представлены результаты исследований производства меди из электролитов, полученных из растворов медной руды путем ионного обмена или электролитической экстракции. Применяли растворы электролита, полученные путем выщелачивания отходов руды и последующей экстракции ABF, растворенного в керосине. В статье указано, что представленный способ обеспечивает выход порошка с высокой степенью чистоты (99.98% меди) при содержании кислорода 0,2-0,4%.
Это изобретение направлено на способ получения медного металлического порошка из медьсодержащего материала, включающий: (A) контактирование медьсодержащего материала с эффективным количеством, по меньшей мере, одного водного выщелачивающего раствора для растворения ионов меди в выщелачивающем растворе и образования обогащенного медью водного выщелачивающего раствора;
(B) контактирование обогащенного медью водного выщелачивающего раствора с эффективным количеством, по меньшей мере, одного водонерастворимого экстрагента для переноса ионов меди из обогащенного медью водного выщелачивающего раствора в экстрагент для образования обогащенного медью экстрагента и обедненного медью водного выщелачивающего раствора; (C) отделение обогащенного медью экстрагента от обедненного медью водного выщелачивающего раствора; (D) контактирование обогащенного медью экстрагента с эффективным количеством, по меньшей мере, одного водного десорбирующего раствора для переноса ионов меди из экстрагента в десорбирующий раствор для образования обогащенного медью десорбирующего раствора и обедненного медью экстрагента; (E) отделение обогащенного медью десорбирующего раствора от обедненного медью экстрагента для образования первого раствора электролита; (F) подачу первого раствора электролита в электролизер, снабженный, по меньшей мере, одним первым анодом и, по меньшей мере, одним первым катодом, и приложение эффективного количества напряжения между первым анодом и первым катодом для осаждения медного металлического порошка на первом катоде; и (G) удаление медного металлического порошка с первого катода. В одном варианте первый раствор электролита, используемый на стадии (F), характеризуется концентрацией хлорид-иона до около 5 млн-1. В одном варианте первый раствор электролита, используемый на стадии (F), содержит, по меньшей мере, один триазол. В одном варианте медный металлический порошок превращают в медную фольгу. В одном варианте медный металлический порошок превращают в оксид одновалентной меди, оксид двухвалентной меди или в их смесь; эти оксиды меди можно легко растворить в серной кислоте и использовать для получения медной фольги.
На приложенных рисунках подобные части и детали обозначены одинаковыми цифрами.
Фиг. 1 представляет схему технологического процесса, иллюстрирующую один вариант способа изобретения; и
Фиг. 2 представляет схему технологического процесса, иллюстрирующую другой вариант способа изобретения.
Медьсодержащим материалом может быть любой источник меди, из которого можно экстрагировать медь. Эти источники включают медную руду, колошниковую пыль плавильных печей, медный цемент, сульфат меди и медьсодержащие отходы. Термин "медьсодержащие отходы" относится к любым твердым или жидким отходам (например, мусору, шламу, вытекающим потокам), которые содержат медь. Эти отходы включают опасные отходы. Конкретными примерами отходов, которые можно использовать, являются оксиды меди, полученные из отработанных травильных растворов хлорида двухвалентной меди. Могут быть также использованы источники меди, применяемые в способах предшествующей области, например медная дробь, медная проволока, рециркулированная медь и т.д., но экономическая выгода заявленного способа снижается, когда используют такие источники меди, которые применяют в способах предшествующей области.
В одном варианте в качестве медьсодержащего материала используют медную руду с открытого месторождения. Руду транспортируют к отвалу для кучного выщелачивания, который обычно устраивают на поверхности, покрытой прокладкой, например толстой прокладкой из полиэтилена высокой плотности, предназначенной для предотвращения потерь выщелачивающих жидкостей в окружающую среду. Типичный отвал для кучного выщелачивания имеет, например, площадь поверхности около 125000 кв.футов (11.613 м2) и содержит приблизительно 110000 тонн руды. По мере продвижения выщелачивания на вершине старых отвалов строят новые отвалы, они становятся все выше и выше и фактически достигают высот, равных, например, около 250 фут (76.2 м) или более. На поверхность вновь созданного отвала помещают сеть трубопроводов и качающихся разбрызгивателей и непрерывно разбрызгивают слабый раствор серной кислоты, например, со скоростью около 0.8 галлона в минуту (3.028 л) на 100 кв.футов (9.29 м2). Выщелачивающий раствор просачивается вниз сквозь кучу, растворяет медь в руде, протекает с основания кучи в виде обогащенного медью водного выщелачивающего раствора, стекает в пруд и затем его подают насосом в отстойник исходного сырья для последующей обработки с использованием заявленного способа.
При применении некоторых горнорудных операций для извлечения меди из медной руды используют выщелачивание in situ. Обогащенный медью выщелачивающий раствор, полученный этим способом, можно использовать в заявленном способе в качестве медьсодержащего материала. Выщелачивание in situ является пригодным, когда запасы кислоторастворимой окисленной руды лежат под поверхностью открытого месторождения и над обедненным участком подземного месторождения. В этой зоне на глубину, например, 1000 футов (304.4 м) бурят буровые скважины. Скважины обшивают поливинилхлоридной трубой, в нижней части которой прорубают пазы для обеспечения попадания раствора в руду. Выщелачивающий раствор, которым является слабый раствор серной кислоты, инжектируют в каждую скважину со скоростью, зависящей от проницаемости зоны, в которую его подают. Раствор просачивается вниз сквозь рудную зону, растворяет медные минералы и стекает в приготовленный сборник. Сборником могут быть, например, откаточные выработки подземного месторождения. Полученный медьсодержащий водный выщелачивающий раствор, который является пригодным для использования в качестве медьсодержащих материалов для заявленного способа, прокачивают к поверхности посредством системы перекачивания, стойкой к коррозии.
В горнорудных операциях, когда используют как кучное выщелачивание, так и выщелачивание in situ, медьсодержащий выщелачивающий раствор (который иногда относят к богатому выщелачивающему раствору) от каждого выщелачивания может быть соединен и использован в качестве медьсодержащего материала в заявленном способе.
Водный выщелачивающий раствор, использованный на стадии (A) заявленного способа, представляет предпочтительно раствор серной кислоты или раствор аммиака. Раствор серной кислоты предпочтительно имеет концентрацию серной кислоты в диапазоне от около 5 до около 50 г/л, более предпочтительно от около 5 до около 40 г/л, наиболее предпочтительно от около 10 до около 30 г/л.
Раствор аммиака предпочтительно имеет концентрацию аммиака в диапазоне от около 20 до около 140 г/л, более предпочтительно от около 30 до 90 г/л. pH этого раствора находится предпочтительно в диапазоне от около 7 до около 11, более предпочтительно от около 8 до около 9. Обогащенный медью водный выщелачивающий раствор или богатый выщелачивающий раствор, образованный во время стадии (А), имеет обычно концентрацию ионов меди в диапазоне от около 0,8 до около 5 г/л, более предпочтительно от около 1 до около 3 г/л. Когда выщелачивающий раствор, использованный на стадии (А), представляет раствор серной кислоты, концентрация свободной серной кислоты в обогащенном медью водном выщелачивающем растворе составляет предпочтительно от около 5 до около 30 г/л, более предпочтительно от около 10 до около 20 г/л. Когда выщелачивающий раствор, использованный на стадии (A), представляет раствор аммиака, концентрация свободного аммиака в обогащенном медью водном выщелачивающем растворе составляет предпочтительно от около 10 до около 130 г/л, более предпочтительно от около 30 до около 90 г/л.
Водонерастворимым экстрагентом, использованным на стадии (В) заявленного способа, может быть любой водонерастворимый экстрагент, способный к экстракции ионов меди из водной среды. В одном варианте экстрагент растворяют в водонесмешивающемся органическом растворителе. (Термины "водонесмешивающийся" и "водонерастворимый" относятся к композициям, которые не растворимы в воде выше уровня около 1 г/л при 25oC). Растворителем для экстрагента может быть любой водонесмешивающийся растворитель, пригодными являются керосин, бензол, толуол, ксилол, нафталин, мазут, дизельное топливо и т.п., при этом предпочтительным является керосин. Примерами пригодных керосинов являются SX-7 и SX-12, которые доступны от Phillips Petroleum (Филлипс Петролеум).
В одном варианте экстрагентом является органическое соединение, содержащее, по меньшей мере, две функциональные группы, присоединенные к различным атомам углерода углеводородной связи, при этом одной из функциональных групп является - ОН и другой из функциональных групп является - NOH. Эти соединения могут быть отнесены к оксимам.
В одном варианте экстрагентом является оксим, представленный формулой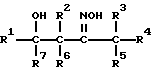
в которой R1 - R7 независимо является водородом или гидрокарбильными группами. В предпочтительном варианте каждый из R1 и R4 является бутилом; каждый из R2, R3 и R6 является водородом; и каждый из R5 и R7 является этилом. Соединения со структурой этого предпочтительного варианта доступны от Henkel Corporation (Хенкель Корпорейшн) под торговым обозначением LIX 63. В одном варианте экстрагентом является оксим, представленный формулой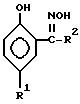
в которой R1 и R2 независимо являются водородом или гидрокарбильными группами. Пригодные варианты включают такие, в которых R1 является алкильной группой, содержащей от около 6 до 20 атомов углерода, предпочтительно от около 9 до около 12 атомов углерода; и R2 является водородом, алкильной группой, содержащей от одного до около 4 атомов углерода, предпочтительно 1 или 2 атома углерода, или R2 является фенилом. Фенильная группа может быть замещенной или незамещенной, при этом последнее является предпочтительным. Последующие соединения, которые основаны на вышеприведенной формуле, доступны от Хенкель Корпорейшн под торговыми обозначениями: LIX 65 - нонил(R1), фенил(R2); LIX64 - нонил(R1), метил(R2); LIX 860 - додецил(R1), водород(R2), и являются пригодными для заявленного способа.
Другие коммерчески пригодные материалы, доступные от Хенкель Корпорейшн, включают: LIX 64N (идентифицированный как смесь LIX 65 и LIX 63); и LIX 864 и LIX 984 (идентифицированные как смеси LIX 860 и LIX 84).
В одном варианте экстрагентом является бета-дикетон. Эти соединения могут быть представлены формулой: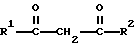
в которой R1 и R2 независимо являются алкильными группами или арильными группами. Алкильные группы предпочтительно содержат от 1 до около 10 атомов углерода. Арильными группами предпочтительно являются фенильные. Примером коммерческого экстрагента, доступного от Хенкель Корпорейшн, соответствующего вышеприведенной формуле, является LIX 54. Эти бета-дикетоны в особенности пригодны, когда выщелачивающим раствором, используемым на стадии (A) заявленного способа, является раствор аммиака.
Концентрация экстрагента в органическом растворе находится предпочтительно в диапазоне от около 2% до около 40% по весу. В одном варианте органический раствор содержит от около 5% до около 10%, предпочтительно от около 6% до около 8%, более предпочтительно около 7% по весу LIX 984, при этом остатком является SX-7.
В одном варианте экстрагентом является ионообменная смола. Эти смолы обычно представляют мелкозернистые или бисероподобные материалы, состоящие из двух основных частей: смолистой матрицы, служащей в качестве структурной части, и ионоактивной группы, служащей в качестве функциональной части. Функциональную группу предпочтительно выбирают из таких функциональных групп, которые являются химически активными в отношении ионов меди.
Примеры таких функциональных групп включают - SO3 -, -COO-.

и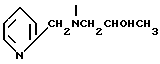
Предпочтительные полимерные матрицы включают сополимеры стирола и дивинилбензола. Примеры коммерчески пригодных смол, которые могут быть использованы, включают IRC-718 (продукт Rohm and Haas) (Ром и Хаас), идентифицированный как замещенный третичным амином сополимер стирола и дивинилбензола, IR-200 (продукт Ром и Хаас), идентифицированный как сульфированный сополимер стирола и дивинилбензола), IR-120 (продукт Ром и Хаас, идентифицированный как сульфированный сополимер стирола и дивинилбензола), XFS 4196 (продукт компании Дау, идентифицированный как макропористый сополимер полистирола и дивинилбензола, к которому присоединен N-(2-оксиэтил(пиколиламин), и XFS 43084 (продукт компании Дау, идентифицированный как макропористый сополимер полистирола и дивинилбензола, к которому присоединен N-(2-оксипропил)-пиколиламин). Эти смолы предпочтительно используют в заявленном способе в виде неподвижных слоев или подвижных слоев. Во время стадии (B) заявленного способа смолу контактируют с обогащенным медью водным выщелачивающим раствором со стадии (A), при этом контактирование является достаточным для переноса ионов меди из выщелачивающего раствора на смолу. Обогащенную медью смолу затем десорбируют во время стадии (D) для обеспечения освобожденной от меди или обедненной медью смолы, которая может быть использована во время стадии (B).
Обогащенный медью экстрагент, который отделили на стадии (C) заявленного способа, имеет предпочтительно концентрацию меди в диапазоне от около 1 до около 6 г/л экстрагента, более предпочтительно от около 2 до около 4 г/л экстрагента. Обедненный медью водный выщелачивающий раствор, который отделили на стадии (С), предпочтительно имеет концентрацию ионов меди в диапазоне от около 0.01 до около 0.8 г/л, более предпочтительно от около 0.04 до около 0,2 г/л. Когда выщелачивающий раствор, использованный на стадии (A), представляет раствор серной кислоты, концентрация свободной серной кислоты в обедненном медью водном выщелачивающем растворе, отделенном во время стадии (C), составляет предпочтительно от около 5 до около 50 г/л, более предпочтительно от около 5 до около 40 г/л, более предпочтительно от около 10 до около 30 г/л. Когда выщелачивающий раствор, используемый на стадии (A), представляет раствор аммиака, концентрация свободного аммиака в обедненном медью водном выщелачивающем растворе, отделенном во время стадии (C), составляет предпочтительно от около 10 до около 130 г/л, более предпочтительно от около 30 до около 90 г/л.
В одном варианте стадии контактирования и разделения (B) и (C) заявленного способа осуществляют в две ступени. В одном варианте стадии (В-1) и (В-2) являются стадиями контактирования, а (С-1) и (С-2) являются стадиями разделения. Таким образом, в этом варианте заявленный способ включает следующие последовательные стадии: (A), (B-1), (С-1), (B-2), (С-2), (D), (Е), (F) и (G), при этом технологические потоки от нескольких из этих стадий рециркулируют на другие стадии способа. Стадия (B-1) включает контактирование обогащенного медью водного выщелачивающего раствора, образованного во время стадии (А), с эффективным количеством, по меньшей мере, одного медьсодержащего водонерастворимого экстрагента со стадии (С-2) для переноса ионов меди из обогащенного медью водного выщелачивающего раствора в медьсодержащий экстрагент с образованием обогащенного медью экстрагента и первого обедненного медью водного выщелачивающего раствора. Стадия (С-1) включает отделение обогащенного медью экстрагента, образованного во время стадии (B-1), от первого обедненного медью водного выщелачивающего раствора, образованного во время стадии (B-1). Обогащенный медью экстрагент, который отделяют во время стадии (С-1), имеет предпочтительно концентрацию меди в диапазоне от около 1 до около 6 г/л экстрагента, более предпочтительно от около 2 до около 4 г/л экстрагента. Первый обедненный медью водный выщелачивающий раствор, который отделяют во время стадии (С-1), имеет предпочтительно концентрацию ионов меди в диапазоне от около 0.4 до около 4 г/л, более предпочтительно от около 0.5 до около 2,4 г/л. Когда выщелачивающий раствор, использованный на стадии (A), представляет раствор серной кислоты, концентрация свободной серной кислоты в первом обедненном медью водном выщелачивающем растворе, отделенном во время стадии (C-1), составляет обычно от около 5 до около 50 г/л, более предпочтительно от около 5 до около 30 г/л, наиболее предпочтительно от около 10 до около 30 г/л. Когда выщелачивающий раствор, использованный на стадии (A), представляет раствор аммиака, концентрация свободного аммиака в первом обедненном медью водном выщелачивающем растворе, отделенном во время стадии (С-1), составляет предпочтительно от около 10 до около 130 г/л, более предпочтительно от около 30 до около 90 г/л.
Стадия (B-2) включает контактирование первого обедненного медью водного выщелачивающего раствора, отделенного во время стадии (С-1), с эффективным количеством, по меньшей мере, одного обедненного медью экстрагента со стадии (E), для переноса ионов меди из обедненного медью первого водного выщелачивающего раствора в обедненный медью экстрагент для образования медьсодержащего экстрагента и второго обедненного медью водного выщелачивающего раствора. Стадия (С-2) включает отделение медьсодержащего экстрагента, образованного во время стадии (B-2), от второго обедненного медью водного выщелачивающего раствора, образованного во время стадии (B-2). Медьсодержащий экстрагент, который отделяют во время стадии (С-2), имеет предпочтительно концентрацию ионов меди в диапазоне от около 0.4 до около 4 г/л экстрагента, более предпочтительно от около 1 до около 2.4 г/л экстрагента. Второй обедненный медью водный выщелачивающий раствор, который отделяют во время стадии (С-2), имеет предпочтительно концентрацию ионов меди в диапазоне от около 0.01 до около 0.8 г/л, более предпочтительно от около 0.04 до около 0.2 г/л. Когда выщелачивающий раствор, использованный на стадии (A), представляет раствор серной кислоты, концентрация свободной серной кислоты во втором обедненном медью водном выщелачивающем растворе, отделенном во время стадии (С-2), составляет предпочтительно от около 5 до около 50 г/л, более предпочтительно от около 5 до около 40 г/л, наиболее предпочтительно от около 10 до около 30 г/л. Когда выщелачивающий раствор, использованный на стадии (A), представляет раствор аммиака, концентрация свободного аммиака во втором обедненном медью водном выщелачивающем растворе, отделенном во время стадии (С- 2), составляет предпочтительно от около 10 до около 130 г/л, более предпочтительно от около 30 до около 90 г/л.
Десорбирующим раствором, используемым на стадии (D) заявленного способа, является предпочтительно раствор серной кислоты, который имеет концентрацию свободной серной кислоты в диапазоне от около 80 до около 300 г/л, более предпочтительно от около 150 до около 250 г/л. Обогащенный медью десорбирующий раствор, который образовался во время стадии (D), имеет предпочтительно концентрацию ионов меди в диапазоне от около 2 до около 60, более предпочтительно от около 5 до около 15 г/л; и концентрацию свободной серной кислоты в диапазоне от около 70 до около 290, более предпочтительно от около 140 до около 240 г/л.
Стадии электроосаждения (F) и (G) заявленного способа включают подачу обогащенного медью десорбирующего раствора со стадии (Е) в электролизер и электроосаждение медного металлического порошка на катоде такого электролизера. Обогащенный медью десорбирующий раствор, обработанный в электролизере, можно отнести или к обогащенному медью десорбирующему раствору, или к раствору электролита. В одном варианте этот раствор электролита подвергают перед подачей в электролизер процессу очистки или процессу фильтрации. Электрический ток, использованный в электролизере, может быть постоянным током или переменным током с постоянной составляющей. Электроосажденный медный металлический порошок удаляют с катода с применением обычных методик.
Поток раствора электролита в электролизере является достаточным для поддержания постоянной желательной разницы между концентрацией ионов меди в растворе электролита, поступающем в электролизер, и концентрацией ионов меди в растворе электролита, вытекающем из электролизера. Разница в концентрации ионов меди составляет предпочтительно от около 1 до около 10 г/л, более предпочтительно от около 1 до около 3 г/л, при этом раствор, поступающий в электролизер, имеет большую концентрацию ионов меди, чем раствор, вытекающий из электролизера. Поток между анодом и катодом создают посредством естественной конвекции. Раствор электролита имеет предпочтительно концентрацию свободной серной кислоты в диапазоне от около 70 до около 300 г/л, более предпочтительно от около 140 до около 250 г/л. Температура раствора электролита в электролизере составляет предпочтительно в диапазоне от около 20oC до около 65oC, более предпочтительно от около 30oC до около 45oC. Концентрация ионов меди (содержащихся в CuSO4), находится предпочтительно в диапазоне от около 1 до около 60 г/л, более предпочтительно от около 4 до около 15 г/л. Концентрация свободного хлорид-иона составляет предпочтительно до около 100 частей на миллион, более предпочтительно до около 50 частей на миллион. В одном варианте концентрация свободного хлорид-иона составляет до около 20 частей на миллион, предпочтительно до около 15 частей на миллион. Степень чистоты составляет предпочтительно не более чем около 20 г/л и предпочтительно находится в диапазоне от около 0.5 до около 10 г/л. Плотность тока предпочтительно находится в диапазоне от около 20 до около 300 А/фут2 (от 215.5 А/м2 до 3225.8 А/м2), более предпочтительно от около 30 до около 200 А/фут2 (от 322.6 А/м2 до 2150.5 А/м2).
В одном варианте концентрация свободного хлорид-иона в растворе электролита находится на уровне до около 5 млн-1 в одном варианте до около 2 млн-1, в одном варианте до около 1.5 млн-1 и в одном варианте до около 1 млн-1. Такие низкие уровни хлорид-иона являются выгодными для получения частиц медного порошка, имеющих более высокие плотности и более высокие текучести по сравнению с плотностями и текучестями частиц порошка, полученного обычными методами.
Во время электроосаждения к раствору электролита для изменения свойств медного металлического порошка может быть добавлена одна или несколько добавок. Они включают желатин, полученный из коллагена, примером которого является животный клей. Для регулирования размера частиц порошка к электролиту могут быть добавлены другие добавки. Примеры таких других добавок включают вещества, содержащие активную серу, например тиомочевину, которые будут обсуждены подробно ниже при электроосаждении медной фольги. В одном варианте для увеличения дендритных свойств частиц порошка и для повышения выхода тонкого порошка могут быть добавлены хлорид-ионы. Для уменьшения катодной плотности тока может быть добавлен сульфат натрия. Повышенные количества сульфата натрия вызывают уменьшение размера частиц порошка. К электролиту для обеспечения более крупных частиц порошка могут быть добавлены сульфонаты. Примеры таких сульфонатов включают Орзан-A (продукт Тембинд, идентифицированный как лигносульфонат аммония). Эти добавки обычно добавляют к растворам электролита при концентрациях до около 20 г/л, более предпочтительно до 10 г/л.
В одном варианте раствор электролита содержит, по меньшей мере, один триазол. Добавка таких триазолов вызывает уменьшение дендритной природы медного порошка, что приводит к образованию более округленных и компактных частиц порошка. Эти частицы характеризуются более высокими плотностями (например, более чем 2 гс/см3) и более высокими текучестями по сравнению с частицами медного порошка, полученного традиционными способами. Пригодные триазолы включают бензотриазол и замещенные бензотриазолы. Примерами подходящих соединений являются бензотриазол, алкилзамещенный бензотриазол (например: толилтриазол, этилбензотриазол, октил- бензотриазолы и т.д.), арилзамещенный бензотриазол (например: фенилбензотриазолы и т.д.) и алкарил - или арилалкзамещенный бензотриазол и замещенные бензотриазолы, у которых заместителями могут быть, например, гидрокси, меркапто, алкокси, галоген (например, хлор), нитро, карбокси или карбалкокси. Алкилбензотриазолы включают такие, у которых алкильная группа содержит от 1 до около 20 атомов углерода и в одном варианте от 1 до около 8 атомов углерода. Пригодными являются бензотриазол, толилтриазол и карбоксизамещенный бензотриазол, при этом в особенности подходящим является бензотриазол. Концентрации таких триазолов в растворе электролита составляют в одном варианте от около 1 до около 500 млн-1, в другом варианте от около 1 до около 250 млн-1, в одном варианте от около 10 до около 150 млн-1 и в одном варианте от около 25 до около 100 млн-1.
Во время стадии электроосаждения (F) предпочтительно поддерживать отношение приложенной плотности тока (I) к плотности тока, ограниченной диффузией, (IL) на уровне около 0.8 или более предпочтительно около 0.9 или более. То есть I/IL составляет предпочтительно около 0.8 или более, более предпочтительно около 0.9 или более. Приложенная плотность тока (I) представляет количество амперов, приложенных на единицу площади электродной поверхности. Плотность тока, ограниченная диффузией, (IL) представляет максимальную скорость, при которой может осадиться медь. Максимальная скорость осаждения ограничивается тем фактом, насколько быстро ионы меди могут диффундировать к поверхности катода, чтобы заменить те ионы, которые осадились. Ее можно вычислить из уравнения
IL = (nFDC*)/δ((1-t)).
Термины, использованные в предшествующем уравнении, и их единицы: I - плотность тока, А/см2; IL - плотность тока, ограниченная диффузией, А/см2; n - эквивалентная загрузка, экв/моль; F - константа Фарадея, 96487 А/с/экв; C* - объемная концентрация ионов меди, моль/см3; D - коэффициент диффузии, см2/с; δ - толщина концентрационного граничного слоя, см; t - число переноса меди, безразмерная величина.
Толщина граничного слоя является функцией вязкости, коэффициента диффузии и скорости потока между анодом и катодом. Скорость потока зависит от общей скорости потока электролита, поступающего в электролизер и вытекающего из электролизера, и от перемешивания, которое осуществляют в электролизере. В одном варианте при электроосаждении медного порошка являются пригодными следующие значения параметров: I (А/см2) - 0,60; n (экв/моль) - 2; D (см2/с)1•6•10-5; C* (моль/см3, Cu+2 (в виде CuSO4)) - 1.57•10-4; Температура, (oC) - 38; Свободная серная кислота (г/л) - 175; Кинематическая вязкость (см2/с) - 0.0126; Скорость потока (см/c) - (естеств. конвекция).
Медный металлический порошок можно удалить с катода посредством очистки металлической щеткой, соскабливания, вибрации или другими механическими и/или электрическими способами, известными в данной области. Порошок можно удалить с помощью реверсирования тока на катоде. Крупность частиц можно регулировать посредством регулирования промежутка времени между удалением порошка, при этом, когда такой промежуток времени увеличивается, порошок становится более крупнозернистым. Когда промежуток времени увеличивается, кажущаяся плотность также возрастает.
В одном варианте используют ряд вращающихся катодов, имеющих форму диска, которые частично погружены в раствор электролита. Катоды этого типа представлены, например, в патенте США N 3616277, который включен здесь для ссылки. Медный порошок осаждается на дисковых катодах, когда они вращаются в растворе электролита. Катоды, которые могут быть выполнены, например, из титана, и нерастворимые аноды (например, из титана, покрытого платиной) располагают в электролизере с промежутками. Порошок непрерывно осаждается на катодах и непрерывно удаляется медицинскими скальпелями, которые могут быть выполнены из пластмассы или нержавеющей стали и которые устанавливают рядом с катодами над уровнем электролита в электролизере.
В одном варианте анод является нерастворимым и имеет устойчивые размеры. Примером такого анода является титановый анод, покрытый металлом или оксидом металла из семейства платины. Металлы из семейства платины и оксиды металлов, которые могут быть использованы, включают Pt, lr, Ru, Rh, Pd и 0s, при этом Pt и в особенности lr являются предпочтительными. Эти аноды не загрязняют раствор электролита, и в одном варианте для обеспечения медных порошков высокой чистоты их применение является весьма необходимым.
В одном варианте медный металлический порошок, который удаляют во время стадии (G) заявленного способа, в достаточной степени промывают, чтобы удалить электролит, который может вызвать окисление порошка. Для промывки порошка могут быть использованы различные способы. Один способ включает центрифугирование порошка для удаления электролита, промывку порошка и затем обезвоживание порошка.
В одном варианте медный металлический порошок переносят в большой резервуар и для получения суспензии, которую прокачивают в фильтр, добавляют воду. На фильтре порошок обезвоживают, несколько раз промывают и опять обезвоживают. Во время этого процесса для уменьшения окисления можно добавить стабилизаторы. Примеры таких стабилизаторов включают водные растворы желатина. Добавление во время промывки антиоксидантов или последующая обработка порошка также защищает порошок от окисления. Примеры таких антиоксидантов включают бензотриазол.
После промывки и обезвоживания влажный порошок можно подвергнуть термической обработке, которая обладает склонностью изменять определенные свойства медного металлического порошка, в частности крупность частиц и форму, кажущуюся плотность и прочность неспеченного материала. В одном варианте порошок подвергают тепловой обработке в электрической печи с ленточным конвейером, снабженными отверстиями. Для предотвращения падения порошка с конвейера к конвейеру прикрепляют сплошной лист высокопрочной влажной бумаги и затем порошок переносят на бумагу. Для улучшения теплопереноса порошок прессуют с помощью валков. Когда он поступает в печь, вода удаляется и бумага сгорает, но не раньше, чем порошок спечется в степени, достаточной для предотвращения его от падения с конвейера. Атмосферу печи получают в установках экзотермического газа, в которых для получения атмосферы, содержащей, например, около 17% водорода, около 12% CO, около 4% CO2, остальное - азот, смешивают природный газ и воздух. Газ подают в печь через охлаждающее устройство. В охлаждающем устройстве газ предпочтительно охлаждается до температуры ниже точки росы, в диапазоне от около -22oC до около -40oC. Газ поступает в печь с разгрузочного конца и, поскольку он является охлажденным, способствует охлаждению брикетов порошка. При обработке в печи порошок высыхает, изменяется форма частиц, восстанавливаются оксиды и спекаются мелкие фракции. Температура выгрузки является достаточно низкой для предотвращения повторного окисления брикетов порошка. При изменении температуры печи между предпочтительно от около 250oC до около 900oC, более предпочтительно от около 370oC до около 650oC и изменении времени выдержки можно осуществить изменение содержания мелких фракций, кажущейся плотности и размерных характеристик. При завершении тепловой обработки полученный брикет порошка дробят, и он готов для измельчения. Измельчение можно осуществлять, например, в высокоскоростной охлаждаемой мельнице, в которой для получения желательных свойств порошка можно изменить скорость подачи, скорость измельчения и отверстия сита в мельнице. Порошок, выходящий из мельницы, можно подать на сита, где его разделяют на фракции по крупности частиц. Порошок - 100 меш можно классифицировать в воздушном классификаторе, и мелкие фракции можно смешать с конечным порошковым продуктом. Надрешетный продукт можно возвратить на мельницу для дополнительного измельчения. Альтернативно, частицы меньше максимального допустимого размера или частицы больше максимально допустимого размера или те и другие можно смешать с первым раствором электролита, отделенным во время стадии (Е). Медные металлические порошки, полученные во время операций измельчения и классификации, можно хранить в барабанах, в которые для предотвращения или снижения окисления можно добавить осушитель, например силикагель или камфору.
После промывки и обезвоживания влажный порошок в одном варианте подвергают тепловой обработке в восстановительной атмосфере при температуре ниже около 375oC, в одном варианте ниже около 325oC, в одном варианте в диапазоне от около 150oC до около 375oC и в одном варианте в диапазоне от около 175oC до около 325oC. Восстановительной атмосферой может быть водород, смесь водорода и азота, несвязанный аммиак, окись углерода, экзотермический риформинг-газ, эндотермический риформинг-газ и т.п. В особенности пригодными являются экзотермический риформинг-газ и эндотермический риформинг-газ. При работе в таких условиях устраняется образование агломерата и последующие стадии спекания и измельчения, которые обычно являются необходимыми, также устраняются. В одном варианте полученный медный порошок является подходящим для прессования высокосортных применений порошковой металлургии, например, смесей на основе железа и смесей бронз.
Свойства медного металлического порошка, полученного заявленным способом, зависят от различных характеристик способа, и следовательно, их часто можно регулировать путем изменения определенных переменных способа. Чистота порошка, полученного заявленным способом, может быть высокой, при этом содержание меди может превосходить, например, около 99.5% по весу. Мера содержания кислорода может быть получена путем подвержения пробы порошка водороду при повышенной температуре, которая установлена в стандарте Американского общества по испытанию материалов ASTM Е159 или в стандарте MPIF 02. Обычно потери водорода могут составлять, например, от около 0.1 до около 0.5% в зависимости от кажущейся плотности и распределения порошка по крупности. С помощью методик стандартов ASTM или MPIF можно также определить примеси, нерастворимые в азотной кислоте, содержание которых может быть, например, менее чем 0.05% по весу.
Распределение по крупности медного порошка можно выбрать таким, чтобы оно удовлетворяло требованиям при применении, и оно может изменяться в широком диапазоне. Содержание фракции - 325 меш может составлять от около 5% до около 90% по весу.
Кажущиеся плотности порошка могут быть, например, в диапазоне от около 1 до около 4 г/см3. В зависимости от условий процесса могут быть получены плотности, которые отчасти ниже или выше. Обычно порошки с кажущимися плотностями менее чем около 1,3 г/см3 не текут, порошки с кажущимися плотностями от около 1.3 до около 2.3 г/см3 обладают плохой текучестью, и порошки с высокими кажущимися плотностями текут свободно. При кажущейся плотности 2.2 г/см3, которая является переходным значением, текучесть зависит от содержания тонких частиц порошка, потому что относительно тонкие порошки имеют плохую текучесть, а относительно крупнозернистые порошки текут свободно. Типичный диапазон текучести для 50-граммовой пробы составляет от около 10 до около 50 секунд.
Плотность прессовки до спекания является функцией давления прессования. Когда давление прессования возрастает от около 20 до около 40 tsi (от около 3.099 т/см2 до 6.199 т/см), плотность до спекания может возрасти от 7 до 8 г/см3. Плотность до спекания увеличивается с ростом давления прессования. Плотность до спекания может возрасти, например, от менее чем около 2200 psi (фунтов/дюйм2) (от 154 кг/см2) до 3500 psi (245 кг/см2), когда давление прессования увеличивается от около 20 до около 40 tsi (от 3.099 т/см2 до 6.199 т/см2). Форма частиц медного металлического порошка при его осаждении на катоде является дендритной. Однако во время последующих операций дендриты имеют склонность к округлению.
При использовании высокочистого медного металлического порошка, полученного заявленным способом, можно достигнуть высокой удельной проводимости. Высокой проводимости можно достигнуть с использованием прессовок высокой плотности. Удельную проводимость можно повышать с помощью штамповки и повторного спекания.
В одном варианте медный металлический порошок, удаленный во время стадии (G) заявленного способа, для образования оксида одновалентной меди, оксида двухвалентной меди или их смеси подвергают прокаливанию. Оксид двухвалентной меди получают предпочтительно путем прокаливания медного металлического порошка при температуре в диапазоне от около 400oC до около 850oC, предпочтительно от около 450oC до около 500oC, при стехиометрическом избытке кислорода, по меньшей мере, около 15%, предпочтительно в диапазоне от около 15% до около 25%, в течение, по меньшей мере, одной минуты, предпочтительно в течение, по меньшей мере, трех минут. Оксид одновалентной меди получают предпочтительно путем прокаливания медного металлического порошка при температуре в диапазоне от около 200oC до около 300oC или в диапазоне от около 1025oC до около 1065oC при стехиометрическом избытке кислорода менее чем около 15%, в течение, по меньшей мере, одной минуты, предпочтительно в течение, по меньшей мере, трех минут.
В одном варианте медный металлический порошок, удаленный во время стадии (G) изобретенного способа, или прокаленный медный металлический порошок (например, оксид одновалентной меди, оксид двухвалентной меди или их смесь) растворяют в серной кислоте для образования второго раствора электролита, и этот второй раствор электролита подвергают электроосаждению для получения медной фольги. Этот второй раствор электролита предпочтительно имеет концентрацию свободной серной кислоты в диапазоне от около 70 до около 170 г/л, более предпочтительно от около 80 до около 120 г/л. Концентрация ионов меди (содержащихся в CuSO4 ), находится предпочтительно в диапазоне от около 40 до около 150 г/л, более предпочтительно от около 90 до около 110 г/л. Концентрация свободного хлорид-иона составляет предпочтительно до около 300 частей на миллион, более предпочтительно до около 150 частей на миллион, наиболее предпочтительнее до около 100 частей на миллион. В одном варианте концентрация свободного хлорид-иона составляет от около 40 до около 100 частей на миллион или от около 50 до около 100 частей на миллион. Степень чистоты находится предпочтительно на уровне не более чем 20 г/л и обычно в диапазоне от около 0.5 до около 10 г/л.
В одном варианте медный металлический порошок растворяют в серной кислоте для образования второго раствора электролита путем добавления порошка в автоклав периодическим или непрерывным способом. В автоклаве порошок смешивается с серной кислотой. Для повышения производительности автоклава и регулирования концентрации ионов меди медный порошок сохраняют в суспензии в виде пульпы в автоклаве. Это можно осуществить путем механического перемешивания или путем применения эрлифтной колонны. При применении эрлифтной колонны воздух принудительно нагнетают на дно автоклава. Воздух поднимается наверх через цилиндрическую вытяжную трубу, диаметр которой меньше автоклава и ось которой расположена концентрически по отношению оси автоклава. Пузырьки воздуха, поднимающиеся вверх через вытяжную трубу, вызывают перемешивание в автоклаве, которое поддерживает порошок во взвешенном состоянии в хорошо перемешанной пульпе, и способствуют более быстрому растворению медного порошка. Растворение медного порошка осуществляют путем добавления кислорода или кислорода в форме воздуха, который принудительно нагнетают на дно автоклава. Кислород, растворенный в электролите или содержащийся в пузырьках, поднимающихся наверх, контактирует с поверхностью меди и при взаимодействии с кислотой электролита растворяет медь. Электролит замкнуто циркулирует в автоклаве и перемешивается в сепаратор для разделения жидкого и твердого. В сепараторе осуществляют удаление нерастворенного медного порошка, который затем возвращают в автоклав.
В одном варианте прокаленный медный металлический порошок (например, оксид одновалентной меди, оксид двухвалентной меди или их смесь) растворяют в серной кислоте для образования второго раствора электролита путем добавления порошка в автоклав периодическим или непрерывным способом. Прокаленный порошок легко растворяется в серной кислоте. Электролит замкнуто циркулирует в автоклаве и перемещается в сепаратор для разделения жидкого и твердого. В сепараторе осуществляют удаление нерастворенного прокаленного порошка, который затем можно возвратить в автоклав.
В одном варианте прокаленный медный металлический порошок (например, оксид одновалентной меди, оксид двухвалентной меди или их смесь) растворяют в серной кислоте для образования второго раствора электролита путем добавления порошка в автоклав периодическим или непрерывным способом. Прокаленный порошок легко растворяется в серной кислоте. Электролит замкнуто циркулирует в автоклаве и перемещается в сепаратор для разделения жидкого и твердого. В сепараторе осуществляют удаление нерастворенного прокаленного порошка, который затем можно возвратить в автоклав.
Второй раствор электролита подают в электрическую ячейку, снабженную анодом и вращающимся катодом. Перед подачей в электролитическую ячейку раствор электролита можно подвергнуть процессу очистки или фильтрации для обеспечения того, чтобы электроосажденная фольга не имела разрушений или разрывов. При наложении напряжения между анодом и катодом на катоде происходит электроосаждение медной фольги. Электрический ток предпочтительно является постоянным током или переменным током с постоянной составляющей. Электроосажденную фольгу удаляют с катода, когда он вращается, в виде сплошного тонкого листа. Ее можно собрать в форме рулона. Вращающийся катод предпочтительно находится в виде цилиндрического сердечника. Однако альтернативно катод может быть в виде движущейся ленты. Обе из этих конструкций хорошо известны в данной области. Анод имеет изогнутую форму, соответствующую изогнутой форме катода, вследствие чего обеспечивается ровный зазор между анодом и катодом. Этот зазор предпочтительно составляет от около 0.3 до около 2 сантиметров.
Скорость потока раствора электролита через зазор между анодом и катодом в электролитической ячейке находится предпочтительно в диапазоне от около 0,2 до около 5 м/сек, более предпочтительно от около 1 до около 3 м/сек. Температура раствора электролита в электролитической ячейке находится предпочтительно в диапазоне от около 25oC до около 100oC, более предпочтительно от около 40oC до около 70oC. Плотность тока предпочтительно находится в диапазоне от около 100 до около 3000 А/фут2 (от 1075 А/м2 до 32257 А/м2), более предпочтительно от около 400 до около 1800 А/фут2 (от 4301 А/м2 до 19354 А/м2).
Во время электроосаждения фольги второй раствор электролита может необязательно содержать одно или несколько веществ, содержащих активную серу. Термин "вещество, содержащее активную серу" относится к веществам, характеризующимся обычно как вещества, содержащие атом двухвалентной серы, обе связи которой присоединены непосредственно к атому углерода вместе с одним или несколькими атомами азота, также непосредственно соединенными с атомом углерода. В этой группе соединений в некоторых случаях может существовать двойная связь или альтернативно она может быть между атомом серы или азота и атомом углерода. Пригодным материалом, содержащим активную серу, является тиомочевина. Пригодными являются тиомочевина, имеющая ядро и изотиоцианаты, имеющие группу S = С = N.
и изотиоцианаты, имеющие группу S = С = N.
Пригодными также являются тиосинамин (аллилтиомочевина) и тиосемикарбазид. Вещество, содержащее активную серу, должно быть растворимо во втором растворе электролита и должно быть совместимо с другими ингредиентами. Концентрация вещества, содержащего активную серу, в растворе электролита во время электроосаждения составляет предпочтительно до 20 частей на миллион, более предпочтительно в диапазоне от около 0.1 до 15 частей на миллион.
Второй раствор электролита, используемый при производстве фольги, может также необязательно содержать один или несколько желатинов. Желатины, которые являются пригодными здесь, представляют гетерогенные смеси водорастворимых протеинов, полученных из коллагена. Предпочтительным желатином является животный клей, потому что он относительно дешевый, коммерчески доступный и удобный в обращении. Концентрация желатина в растворе электролита составляет предпочтительно до 20 частей на миллион, более предпочтительно до 10 частей на миллион и предпочтительно она находится в диапазоне от 0.2 до около 10 частей на миллион.
Второй раствор электролита, используемый при производстве фольги, может также необязательно содержать другие добавки, известные в данной области, которые используют для регулирования свойств электроосажденной фольги. Примеры включают мелассу, гуаровую смолу, полиалкиленгликоли (например, полиэтиленгликоль, полипропиленгликоль, полиизопропиленгликоль и т.д.), дитиотреит, аминокислоты (например, пролин, оксипролин, цистеин и т.д.), акриламид, сульфопропилдисульфид, тетраэтилтиурамдисульфид, бензилхлорид, эпихлоргидрин, хлоргидроксилпропилсульфонат, алкиленоксиды (например, этиленоксид, пропиленоксид и т.д.) сульфонийалкансульфонаты, тиокарбамоилдисульфид, селеновую кислоту или смесь двух или нескольких из вышеприведенных веществ. Эти добавки предпочтительно используют при концентрациях до около 20 частей на миллион, более предпочтительно от около 1 до около 10 частей на миллион.
Во время стадии электроосаждения медной фольги предпочтительно поддерживать отношение приложенной плотности тока I к плотности тока, ограниченной диффузией, IL, на уровне около 0.4, или менее, более предпочтительно около 0.3 или менее. То есть I/IL составляет предпочтительно около 0.4 или менее, более предпочтительно около 0.3 или менее. В одном варианте при электроосаждении фольги являются пригодными следующие значения параметров: I (А/см2) - 1.0; n (экв/моль) - 2; D (см2/с) - 3,5•10-5; C* (моль/см3, Cu+2 (в виде CuSO4) - 1.49•10-3; температура (oC) - 60; свободная серная кислота (г/л) - 90; кинематическая вязкость (см2/с) - 0.0159; скорость потока (см/с) - 200.
Термин "необработанная", который используется здесь, применяется для обозначения исходной фольги или ее сырья, которые не подвергались последующей обработке с целью очистки или усиления свойств фольги. Термин "обработанная", который используется здесь, применяется для обозначения исходной фольги или ее сырья, которые подвергались такой обработке. Такая обработка является полностью традиционной и обычно включает применение различных обрабатывающих и прополаскивающих растворов. Так, например, в одном варианте, по меньшей мере, одну сторону фольги обрабатывают, по меньшей мере, одним шероховатым слоем меди или оксида меди. В другом варианте, по меньшей мере, одну сторону фольги обрабатывают, по меньшей мере, одним металлическим слоем, при этом металл в этом металлическом слое выбирают из группы, состоящей из индия, цинка, олова, никеля, кобальта, медноцинкового сплава и меднооловянного сплава. В другом варианте, по меньшей мере, одну сторону фольги обрабатывают, по меньшей мере, одним металлическим слоем, при этом металл в этом металлическом слое выбирают из группы, состоящей из олова, хрома и хромоцинкового сплава. В другом варианте, по меньшей мере, одну сторону фольги обрабатывают, по меньшей мере, одним шероховатым слоем меди или оксида меди, затем на шероховатый слой наносят, по меньшей мере, один металлический слой, при этом металл в металлическом слое выбирают из группы, состоящей из индия, цинка, олова, никеля, кобальта, медноцинкового сплава и меднооловянного сплава. В другом варианте, по меньшей мере, одну сторону фольги обрабатывают, по меньшей мере, одним шероховатым слоем меди или оксида меди, затем на шероховатый слой наносят, по меньшей мере, один металлический слой, при этом металл в металлическом слое выбирают из группы, состоящей из олова, хрома и хромоцинкового сплава. В другом варианте, по меньшей мере, одну сторону фольги обрабатывают, по меньшей мере, одним шероховатым слоем меди или оксида меди, затем на шероховатый слой наносят, по меньшей мере, один первый металлический слой, при этом металл в первом металлическом слое выбирают из группы, состоящей из индия, цинка, олова, никеля, кобальта, медноцинкового сплава и меднооловянного сплава, затем на первый металлический слой наносят, по меньшей мере, один второй металлический слой, при этом металл во втором металлическом слое выбирают из группы, состоящей из олова, хрома и хромоцинкового сплава. Такие методики обработки хорошо известны в данной области.
Медная фольга, полученная способом заявленного изобретения, имеет гладкую или блестящую сторону и шероховатую или матовую сторону (передняя сторона, на которой наращивается осадок меди). Такие виды фольги могут быть связаны с диэлектрическими подложками с целью придания ей размерной и структурной стабильности, и в этой связи предпочтительно связать с подложкой матовую сторону электроосажденной фольги для того, чтобы блестящая сторона фольги были обращена наружу от слоистого материала. Пригодные диэлектрические подложки могут быть получены путем пропитки материалов, армированных стекловолокном, с помощью частично отвержденных смол, обычно эпоксидных смол. Эти диэлектрические подложки иногда относят к препрегам.
При получении слоистых материалов необходимо, чтобы как препреговый материал, так и электроосажденная медная фольга были обеспечены в форме длинных тонких листов материала, свернутых в рулоны. Свернутые в рулоны материалы вытягивают из рулонов и разрезают на прямоугольные листы. Затем прямоугольные листы складывают или собирают в штабеля из комплектов. Каждый комплект может включать лист препрега с листом фольги на каждой его стороне, и в любом случае матовую сторону листа медной фольги располагают рядом с препрегом таким образом, чтобы блестящие стороны листов фольги были обращены наружу с каждой стороны комплекта.
Комплект может быть подвергнут обычным для формования слоистых материалов температурам и давлениям между плитами прессов для формования слоистого материала с целью получения пакетов с чередующимися слоями листов препрега между листами медной фольги.
Препреги могут состоять из ткани, армированной стекловолокном, пропитанной частично отвержденной в две стадии смолой. При применении нагрева и давления матовая сторона медной фольги плотно прижимается к препрегу и температура, которой подвергается комплект, активирует смолу, вызывая ее отверждение, т.е. сшивание смолы и вследствие этого плотное сцепление фольги с препреговой диэлектрической подложкой. В общем плане процесс получения слоистого материала включает применение давлений в диапазоне от около 250 фунтов/дюйм2 до около 750 фунтов/дюйм2 (от 17.58 кг/см2 до 52.73 кг/см2), температур в диапазоне от около 175oC до 235oC и периода образования слоистого материала от около 40 минут до около 2 часов. Конечный слоистый материал может быть затем использован для получения печатных плат (PCB).
Для получения печатных плат из слоистых материалов является пригодным множество способов изготовления. Кроме того, насчитывается множество возможных областей конечного применения печатных плат, включающих радио, телевидение, компьютеры и т.д. Эти способы и конечные применения хорошо известны в данной области.
На фиг. 1, которая представляет схему технологического процесса, иллюстрирующую один вариант заявленного способа, для получения медного металлического порошка, который собирают в бункерах 40, 42 и 44, в соответствии с заявленным способом подвергают обработке кучу 10 с целью выщелачивания меди. Способ включает применение отстойников 14, 15 и 16, сборника 17, смесителей 18, 20 и 22, электролизера 24, который включает катоды 26 и аноды 28, бесконечных конвейерных лент 30 и 46, фильтра 32, установки для промывки и обезвоживания 34, бункеров 36, 38, 40, 42 и 44, слива для распределения порошка 45, печи 48, камеры охлаждения 50, дробилки для агломерата 52, мельницы 54, сита 58 и желобов 60, 62, 64, 66, 68 и 70. В этом варианте стадию (A) заявленного способа осуществляют в выщелачиваемой куче 10. Стадии (B) и (C) осуществляют в две ступени с использованием смесителей 18 и 20 и отстойников 14 и 15. Стадии (D) и (Е) осуществляют с использованием смесителя 22 и отстойника 16. Стадии (F) и (G) осуществляют с использованием электролизера 24.
Водный выщелачивающий раствор с линии 70 распыляют на поверхность выщелачиваемой кучи 10. Выщелачивающий раствор представляет раствор серной кислоты, имеющий концентрацию серной кислоты в диапазоне от около 5 до около 50, более предпочтительно от около 5 до около 40 г/л, наиболее предпочтительно от около 10 до около 30 г/л. Выщелачивающий раствор просачивается вниз через кучу, растворяет медь в руде, протекает через кучное пространство 72 в виде обогащенного медью водного выщелачивающего раствора (который иногда относят к богатому выщелачивающему раствору), протекает через линию 74 в сборник 17 и оттуда его прокачивают через линию 76 в смеситель 20. Обогащенный медью водный выщелачивающий раствор, который прокачивают в смеситель 20, имеет предпочтительно концентрацию ионов меди в диапазоне от около 0.8 до около 5, более предпочтительно от около 1 до около 3 г/л; и концентрацию свободной серной кислоты в диапазоне от около 5 до около 30, более предпочтительно от около 10 до 20 г/л. В смесителе 20 обогащенный медью водный выщелачивающий раствор смешивают с медьсодержащим органическим раствором, который прокачивают в смеситель 20 из слива 78 отстойника 15 через линии 80, 82 и 84. Концентрация меди в медьсодержащем органическом растворе, который добавляют в смеситель 20, составляет приблизительно от около 0.5 до около 4 г/л экстрагента в органическом растворе, более предпочтительно от около 1 до около 2.4 г/л экстрагента в органическом растворе. Во время смешивания в смесителе 20 образуются и смешиваются органическая и водная фазы. Ионы меди переходят из водной фазы в органическую фазу. Смесь прокачивают из смесителя 20 через линию 86 в отстойник 14. В отстойнике 14 водная фаза и органическая фаза разделяются, при этом органическая фаза образует верхний слой и водная фаза образует нижний слой. Органическая фаза собирается в сливе 88 и ее прокачивают через линии 90, 92 и 94 в смеситель 22. Органическая фаза представляет обогащенный медью органический раствор (который можно отнести к нагруженной органической фазе). Обогащенный медью органический раствор имеет предпочтительно концентрацию меди в диапазоне от около 1 до около 6 г/л экстрагента в органическом растворе, более предпочтительно от около 2 до около 4 г/л экстрагента в органическом растворе.
Обогащенный медью органический раствор смешивают в смесителе 22 с обедненным медью десорбирующим раствором. Обедненный медью десорбирующий раствор (который может быть отнесен к бедному электролиту) получают в электролизере 24 и прокачивают через линии 96, 98, 100, 102, 104 и 106 в смеситель 22. Обедненный медью десорбирующий раствор имеет концентрацию свободной серной кислоты в диапазоне от около 80 до около 300, более предпочтительно от около 150 до около 250 г/л; и концентрацию иона меди в диапазоне предпочтительно от около 1 до около 50, более предпочтительно от около 4 до около 12 г/л. На линию 106 через линию 108 можно добавить свежий состав десорбирующего раствора. Обогащенный медью органический раствор и обедненный медью десорбирующий раствор смешивают в смесителе 22, в результате чего происходит образование органической фазы, смешанной с водной фазой. Ионы меди переходят из водной фазы в органическую фазу. Смесь прокачивают из смесителя 22 через линию 110 в отстойник 16. В отстойнике 16 органическая фаза отделяется от водной фазы, при этом органическую фазу собирают в сливе 112. Органическая фаза представляет обедненный медью органический раствор (который иногда относят к обедненной органической фазе). Обедненный медью органический раствор предпочтительно имеет концентрацию меди в диапазоне от около 0.5 до около 2 г/л экстрагента в органическом растворе, более предпочтительно от около 0.9 до около 1.5 г/л экстрагента в органическом растворе. Обедненный медью органический раствор прокачивают из отстойника 16 через линии 114, 116, 118 и 120 в смеситель 18. На линию 118 через линию 122 можно добавить свежий состав органического раствора.
Медьсодержащий водный выщелачивающий раствор прокачивают из отстойника 14 через линии 124, 126, 128 и 130 в смеситель 18. Этот медьсодержащий водный выщелачивающий раствор имеет обычно концентрацию ионов меди в диапазоне от около 0.4 до около 4, более предпочтительно от около 0.5 до около 2.4 г/л; и концентрацию свободной серной кислоты в диапазоне от около 5 до около 50, более предпочтительно от около 5 до около 30 г/л, наиболее предпочтительно от около 10 до около 20 г/л. В смесителе 18 образуются и смешиваются органическая и водная фазы, и ионы меди переходят из водной фазы в органическую фазу. Смесь перекачивают через линию 132 в отстойник 15. В отстойнике 15 органическая фаза отделяется от водной фазы, при этом органическую фазу собирают в сливе 78. Эту органическую фазу, которая представляет медьсодержащий органический раствор, прокачивают из отстойника 15 через линии 80, 82 и 84 в смеситель 20. Этот медьсодержащий органический раствор имеет предпочтительно концентрацию меди в диапазоне от около 0.5 до около 4 г/л экстрагента в органическом растворе, более предпочтительно от около 1 до около 2.4 г/л экстрагента в органическом растворе. Водная фаза в отстойнике 15 представляет обедненный медью водный выщелачивающий раствор, который прокачивают через линии 134, 136 и 138 на линию 70, где его распыляют на выщелачиваемую кучу 10. На линию 138 через линию 140 можно добавить свежий состав выщелачивающего раствора.
Водная фаза, которая отделяется в отстойнике 16, представляет обогащенный медью десорбирующий раствор. Его прокачивают из отстойника 16 через линии 142 и 144 в фильтр 32 и из фильтра 32 через линии 146 и 148 в электролизер 24. Обогащенный медью десорбирующий раствор предпочтительно имеет концентрацию ионов меди в диапазоне от около 2 до около 60, более предпочтительно от около 5 до около 15 г/л; и концентрацию свободной серной кислоты в диапазоне от около 70 до около 290, более предпочтительно от около 140 до около 240 г/л. Обогащенный медью десорбирующий раствор, поступающий в электролизер 24, можно также отнести к раствору электролита. Раствор электролита 150 в электролизере 24 имеет предпочтительно концентрацию ионов меди в диапазоне от около 1 до около 60 г/л, более предпочтительно от около 4 до около 15 г/л; и концентрацию свободной серной кислоты в диапазоне от около 70 до около 300, более предпочтительно от около 140 до около 250 г/л. Раствор электролита 150 протекает посредством естественной конвекции между катодами 26 и анодами 28. Когда между анодами 28 и катодами 26 прикладывают напряжение, на катодах происходит электроосаждение медного металлического порошка. Электроосажденный медный металлический порошок 152 удаляют с катодов 26 с использованием механического скребка (на рисунке не показан) и транспортируют по бесконечной конвейерной ленте 30 в установку для промывки и обезвоживания 34.
Раствор электролита 150 превращают в электролизере 24 в обедненный медью раствор электролита и удаляют из электролизера 24 через линию 96.
Обедненный медью раствор электролита на линии 96 имеет предпочтительно концентрацию ионов меди в диапазоне от около 1 до около 50 г/л, более предпочтительно от около 4 до около 12 г/л; и концентрацию свободной серной кислоты в диапазоне от около 80 до около 300, более предпочтительно от около 150 до около 250 г/л. Обедненный медью раствор электролита или:
1) рециркулируют через линии 96, 154, 156 и 148 обратно в электролизер 24; или
2) прокачивают через линии 96, 98, 100, 102, 104 и 106 в смеситель 22 в виде обедненного медью десорбирующего раствора.
Медный металлический порошок 152 транспортируют из электролизера 24 по бесконечной конвейерной ленте 30 в установку для промывки и обезвоживания 34. В установке 34 порошок 152 промывают и обезвоживают. Установкой для промывки и обезвоживания 34 может быть, например, ленточный вакуум-фильтр, снабженный верхними распылительными соплами для обрызгивания порошка водой. Порошок 152 транспортируют из установки 34 по бесконечной конвейерной ленте 30 на наклонный желоб 60 и в бункер 36. Порошок 152 транспортируют из бункера 36 через слив для распределения порошка 45 на бесконечную конвейерную ленту 46. Порошок распределяют на бесконечной конвейерной ленте 46 и продвигают в печь 48 и камеру охлаждения 50, где его сушат и спекают до образования агломерата. Во время стадии сушки и спекания оксиды, которые образуются в установке промывки и обезвоживания 34, восстанавливаются или устраняются. Агломерат транспортируют из камеры охлаждения 50 по бесконечной конвейерной ленте 46 в дробилку для агломерата 52 и затем осаждают в бункере 38. Размолотый агломерат подают из бункера 38 через желоб 62 в мельницу 54. В мельнице 54 размолотый агломерат дополнительно измельчают с помощью средств, предназначенных для дробления, например с помощью дробилки в виде зубчатой пилы. Раздробленные частицы можно затем дополнительно измельчить, например в молотковой мельнице или листопрокатном стане (на рисунке не показаны). Измельченные частицы подают из мельницы 54 через желоб 64 на сито 58, где их делят на три класса крупности. Частицы надрешетного продукта (плюсовую фракцию) подают через желоб 66 в бункер 40. Частицы подрешетного продукта (минусовую фракцию) подают через желоб 68 в бункер 42. Продукт, содержащий частицы среднего размера, подают через желоб 70 в бункер 44. Частицы надрешетного продукта можно возвратить на мельницу 54 для дальнейшего измельчения или их можно растворить в электролите 150. Частицы подрешетного продукта, находящиеся в бункере 42, можно или растворить в электролите 150, или смешать с частицами среднего размера, собранными в бункере 44. Хотя сито 58 изображено в виде сепаратора для разделения медного металлического продукта на три класса крупности, специалисты в данной области понимают, что без отклонения от сущности настоящего изобретения могут быть выделены дополнительные фракции (например, четыре, пять, шесть и т.д.).
Вариант, изображенный на фиг. 2, идентичен варианту, изображенному на фиг. 1, за исключением того, что медный металлический порошок 152, транспортируемый из установки для промывки и обезвоживания 34 по бесконечной конвейерной ленте 30, предпочтительно подают в автоклав 200, чем в бункер 36. Слив для распределения порошка 45, бесконечная конвейерная лента 46, печь 48, камера охлаждения 50, дробилка для агломерата 52, бункеры 36, 38, 40, 42 и 44, мельница 54, сито 58 и желобы 62, 64, 66, 68 и 70, изображенные на фиг. 1, заменены на фиг. 2 электролитической ячейкой 202, которая включает вращающийся цилиндрический катод 204, анод 206 и фильтр 208. Вместо получения медного порошка, который собирают в бункерах 40, 42 и 44 фиг. 1, вариант, изображенный на фиг. 2, включает получение медной фольги 210, которую собирают в виде рулона 210а.
В отношении фиг. 2 следует отметить, что описание, представленное выше для фиг. 1, также применимо к фиг. 2 до того момента, когда медный порошок 152 транспортируют по бесконечной конвейерной ленте 30 из установки для промывки и обезвоживания 34 в желоб 60. На фиг. 2 порошок 152 подают через желоб 60 в автоклав 200. В автоклаве 200 медный металлический порошок 152 растворяют в серной кислоте, которую добавляют в автоклав 200 через линию 212. В автоклав 200 необязательно дополнительно или вместо раствора серной кислоты, поступающего через линию 212, может быть добавлен отработанный электролит из электролизера 24 или электролитической ячейки 202. В автоклаве 200 образуется раствор электролита 214 и этот раствор электролита прокачивают из автоклава 200 через линии 216, 218, 220 и 222 в электролитическую ячейку 202. Раствор электролита 214 предпочтительно имеет концентрацию свободной серной кислоты в диапазоне от около 70 до около 170 г/л, более предпочтительно от около 80 до около 170 г/л; и концентрацию ионов меди предпочтительно в диапазоне от около 40 до около 150 г/л, более предпочтительно от около 90 до около 110 г/л. Раствор электролита 214 протекает в зазор 224 между вращающимся катодом 204 и анодом 206. Когда между анодом 206 и катодом 204 прикладывают напряжение, на поверхности 204а катода происходит электроосаждение меди. Электроосажденную медь удаляют с катода 204 в виде сплошного тонкого листа фольги 210 по мере вращения катода. Медную фольгу свертывают в виде рулона фольги 210а.
Раствор электролита 214 превращают в электролитической ячейке 202 в обедненный медью раствор электролита и удаляют из ячейки 202 через линию 226. Обедненный медью раствор электролита на линии 226 имеет предпочтительно концентрацию ионов меди в диапазоне от около 40 до около 120, более предпочтительно от около 80 до около 100 г/л, наиболее предпочтительно от около 90 до около 95 г/л; и концентрацию свободной серной кислоты в диапазоне от около 80 до около 170, более предпочтительно от около 90 до около 120 г/л. Обедненный медью электролит рециркулируют через линии 226, 228 и 230 на фильтр 208 и через фильтр 208 на линии 234, 238 и 222 и обратно в ячейку 202. К рециркулирующему на линии 230 раствору через линию 242 могут быть необязательно добавлены желатин и/или другие желательные добавки обсужденного выше типа. Вещество, содержащее активную серу, может быть добавлено к рециркулирующему на линии 222 раствору через линию 244.
В электролитической ячейке 202 для приложения электрического тока между анодом 206 и катодом 204 могут быть обеспечены электрические средства, хорошо известные в данной области. Ток предпочтительно является постоянным током или переменным током с постоянной составляющей. Ионы меди в растворе электролита 214 получают электроны на периферической поверхности 204а катода 204, вследствие чего металлическая медь выделяется в виде слоя фольги. Катод 204 непрерывно вращается вокруг своей оси 204b и с поверхности 204а катода непрерывно удаляется слой фольги в виде сплошного тонкого листа 210, который собирают в виде рулона 210а.
Процесс электроосаждения в электролитической ячейке 202 обедняет раствор электролита 214 по ионам меди и, если используют, по желатину и веществу, содержащему активную серу. Эти ингредиенты восполняют, причем ионы меди восполняют через линию 202, желатин восполняют через линию 242, и вещество, содержащее активную серу, восполняют через линию 93.
Хотя в вариантах, изображенных на фиг. 1 и фиг. 2, применяют двухступенчатые стадии экстракции растворителем с использованием смесителей 18 и 20 и отстойников 14 и 15, следует понимать, что в способе можно использовать дополнительные ступени экстракции без отклонения от сущности изобретения. Так, например, хотя на фиг. 1 и 2 представлены двухступенчатые стадии экстракции и предшествующее описание относится к одноступенчатой и двухступенчатой экстракции, изобретенный способ можно осуществлять с использованием трехступенчатой, четырехступенчатой, пятиступенчатой, шестиступенчатой и т. д. стадии экстракции. Подобно, хотя в вариантах, изображенных на фиг. 1 и 2, применяют одноступенчатые стадии десорбции с использованием смесителя 22 и отстойника 16, следует понимать, что в способе можно использовать дополнительные ступени десорбции без отклонения от сущности изобретения. Так, например, изобретенный способ можно осуществлять с использованием двухступенчатой, трехступенчатой, четырехступенчатой, пятиступенчатой, шестиступенчатой и т.д. стадии десорбции.
Последующие примеры представлены с целью иллюстрации изобретения. В последующих примерах, а также по всему описанию и в формуле изобретения, если не указано иным образом, все части и процентные содержания представлены по весу, все температуры в градусах Цельсия и все давления являются атмосферными.
Примеры 1-12. Медный металлический порошок получили с использованием способа, изображенного на фиг. 1, за исключением того, что электролизер 24, бесконечную конвейерную ленту 30, установку промывки и обезвоживания 34, бункеры 36, 38, 40, 42, и 44, желобы 60, 62, 64, 66, 68 и 70, слив для распределения порошка 45, печь 48, камеру охлаждения 50, дробилку для агломерата 52, мельницу 54 и сито 56 не использовали. Применяемый электролизер представлял ванну, изготовленную из полипропилена, содержащую три анода и два катода и имеющую размеры 54, 25x48x14 дюймов (137.79x121.92x35.56 см). В качестве анодов использовали аноды, изготовленные из свинцовокальциевооловянного сплава. Катоды были изготовлены из нержавеющей стали. Раствор электролита содержался в напорном баке. Раствор электролита подавали в электролизер самотеком.
Водный выщелачивающий раствор, разбрызгиваемый на выщелачиваемую кучу 10 с линии 70, представлял водный раствор серной кислоты, имеющий концентрацию свободной серной кислоты 20 г/л. Обогащенный медью водный выщелачивающий раствор, который прокачали в смеситель 20 через линию 76, имел концентрацию ионов меди 1.8 г/л и концентрацию свободной серной кислоты 12 г/л. Органический раствор представлял 7% по весу раствор LIX 984 в SX-7. Концентрация меди в медьсодержащем органическом растворе, который добавили в смеситель 20 из отстойника 15, составила 1.95 г/л LIX 984 в органическом растворе. Обогащенный медью органический раствор, который прокачали в смеситель 22 из отстойника 14, имел концентрацию меди 3 г/л LIX 984 в органическом растворе. Обедненный медью десорбирующий раствор, добавленный в смеситель 22 с линии 106, имел концентрацию свободной серной кислоты 170 г/л и концентрацию ионов меди 40 г/л (этот обедненный медью десорбирующий раствор прокачали через линию 106 в смеситель 22 из установки электрохимического извлечения, которая не является частью изобретенного способа). Обедненный медью органический раствор, который прокачали из отстойника 16 в смеситель 18, имел концентрацию меди 1.25 г/л LIX 984 в органическом растворе. Медьсодержащий водный выщелачивающий раствор, прокачанный из отстойника 14 в смеситель 18, имел концентрацию ионов меди 0.8 г/л и концентрацию свободной серной кислоты 12 г/л. Обедненный медью водный раствор, прокачанный из отстойника 15 через линию 134, имел концентрацию меди 0.15 г/л и концентрацию свободной серной кислоты 12 г/л. Обогащенный медью десорбирующий раствор, взятый из отстойника 16 для использования в электролизере, разбавили водой и серной кислотой с целью обеспечения концентрации ионов меди 5-15 г/л и концентрации свободной серной кислоты 150-200 г/л, которые указаны ниже в таблице 1. Обогащенный медью десорбирующий раствор в примере 9 не разбавляли.
Равновесного состояния электролизера достигли путем установления условий испытаний: 20 минут для плотностей тока 90 и 145 А/фут2 (ASF) (967.74 А/м2 и 1559.14 А/м2 40 минут для плотности тока 60 А/фут2 (645.16 А/м2) и 60 минут для плотности тока 30 А/фут2 (322.58 А/м2). Для каждого примера проводили три 45-минутных цикла. В конце каждого цикла катод соскребали с использованием скребка из углеродистой стали. Медный металлический порошок собрали в лотке из нержавеющей стали. Порошок промыли с использованием водопроводной воды в пластмассовом коробе и затем воду слили. Процедуру промывки повторили более четырех раз. Порошок обработали 1% по весу раствором бензотриазола в течение 1 часа и сушили. Порошок анализировали, полученные результаты представлены ниже в таблице 1. Процентное содержание меди в пробе определили путем взвешивания 1 г порошка, растворения пробы в HNO3и последующего ее анализа на содержание меди. Эффективность вычислили в пересчете на сухой вес. Общую эффективность вычислили исходя из чистоты всего продукта, процентного содержания меди и сухого веса.
Примеры 13-15. В примерах 13-15 использовали ту же самую методику, которую применяли в примерах 1-12, за исключением того, что: (1) вместо водопроводной воды для промывки проб использовали деионизированную воду; (2) два из трех циклов для каждого примера осуществляли с использованием устойчивого в размерах анода и один цикл проводили с применением свинцового анода, причем такое проведение было предпочтительнее, чем проведение всех трех циклов с использованием свинцовых анодов; и (3) вместо скребков из углеродистой стали применяли скребки из нержавеющей стали или пластмассовые скребки. Результаты также показаны в таблице 1.
Примеры 16-20. Электролизер для обеспечения медного порошка с насыпной плотностью и характеристиками текучести (т.е. временем течения через коронку Холла), указанными в таблице 2, работал при условиях, указанных в таблице 2.
Электролизер имел кубическую форму и площадь поперечного сечения 48x54 дюйма (121.92 x 137.16 см) глубину 52 дюйма (132.08 см) и коническое дно. Аноды и катоды имели прямоугольную форму и были расположены в электролизере вертикально. Электролизер был выполнен из стекловолокна сложного винилового эфира. Анод представлял устойчивый в размерах нерастворимый анод, имеющий титановую основу и покрытие из оксида иридия или слой, расположенный на титановой основе. Катод был изготовлен из титана 9 сорта или из нержавеющей стали, марка которой указана в таблице 2. Время электроосаждения в каждом примере составляло 30 минут. Концентрация бензотриазола (BTA) в растворе электролита показана в таблице 2. В таблице также приведена концентрация свободного хлорид-иона. Расстояние между анодами и катодами было равно 2 дюймам (5.08 см). Температура электролита была равна 100o F (37.78oC). Раствор электролита протекал через электролизер с донной части и перетекал через верхнюю часть боковых стенок. Среднее время пребывания раствора электролита в электролизере составило примерно 15 минут. Медный порошок соскребали с катодов с использованием скребка из нержавеющей стали, промывали и сушили на воздухе при 80oC.
Примеры 21-36. Примеры 21-36 осуществляли тем же самым способом, что и примеры 16-20, результаты представлены в таблице 3.
Катодом, используемым в каждом из этих примеров, был катод из нержавеющей стали марки 316SS. Все остальные методики и условия были теми же самыми за исключением тех, которые указаны в таблице 3.
Хотя изобретение было описано в отношении его предпочтительных вариантов, понятно, что при прочтении описания для специалистов данной области будут очевидны его различные модификации. Поэтому следует понимать, что представленным здесь изобретением намереваются перекрыть такие модификации, которые попадают в объем приложенной формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ МЕДНОЙ ПРОВОЛОКИ | 1995 |
|
RU2127332C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОГО ПОРОШКА, ОКСИДОВ МЕДИ И МЕДНОЙ ФОЛЬГИ | 1994 |
|
RU2126312C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕДНОЙ ПРОВОЛОКИ | 1998 |
|
RU2160793C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕДНОЙ ФОЛЬГИ | 1994 |
|
RU2123543C1 |
| Способ получения медного порошка | 1981 |
|
SU996102A1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕДИ ВЫСОКОЙ ЧИСТОТЫ | 2017 |
|
RU2667927C1 |
| Электрохимический способ получения медного порошка | 1979 |
|
SU876759A1 |
| Способ переработки медно-никелевых сульфидных материалов | 2019 |
|
RU2706400C1 |
| Способ извлечения меди из водных растворов, содержащих ион хлора | 1982 |
|
SU1734577A3 |
| СПОСОБ РЕГЕНЕРАЦИИ СОЛЯНОКИСЛОГО МЕДНО-ХЛОРИДНОГО РАСТВОРА ТРАВЛЕНИЯ МЕТОДОМ ЭЛЕКТРОЛИЗА | 2024 |
|
RU2824908C1 |
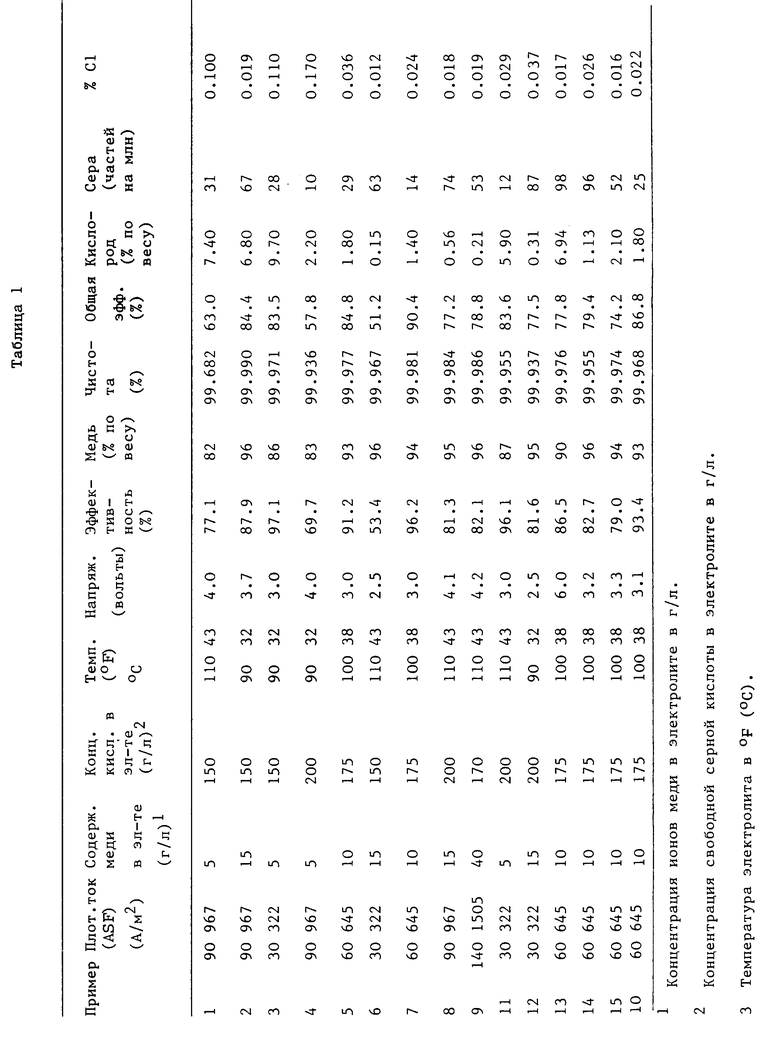
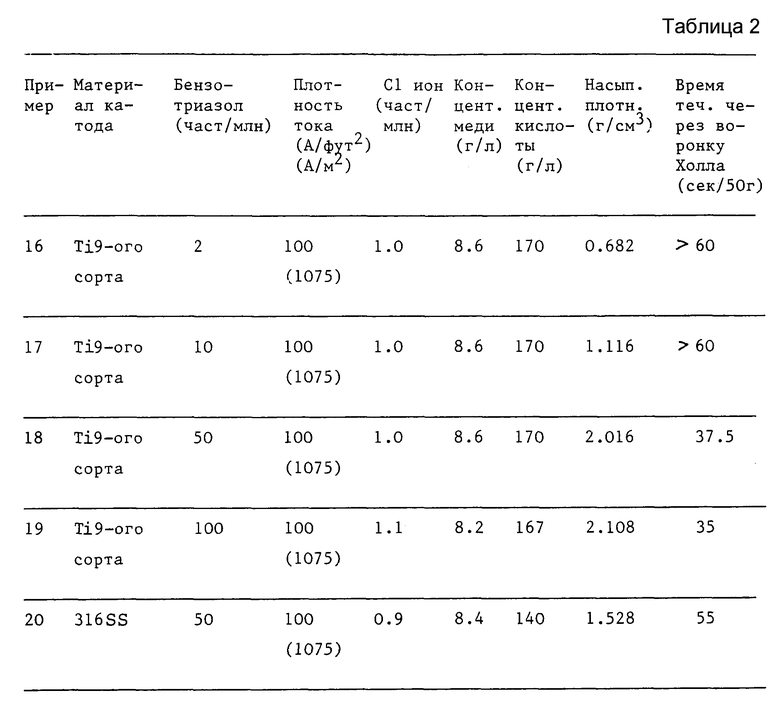
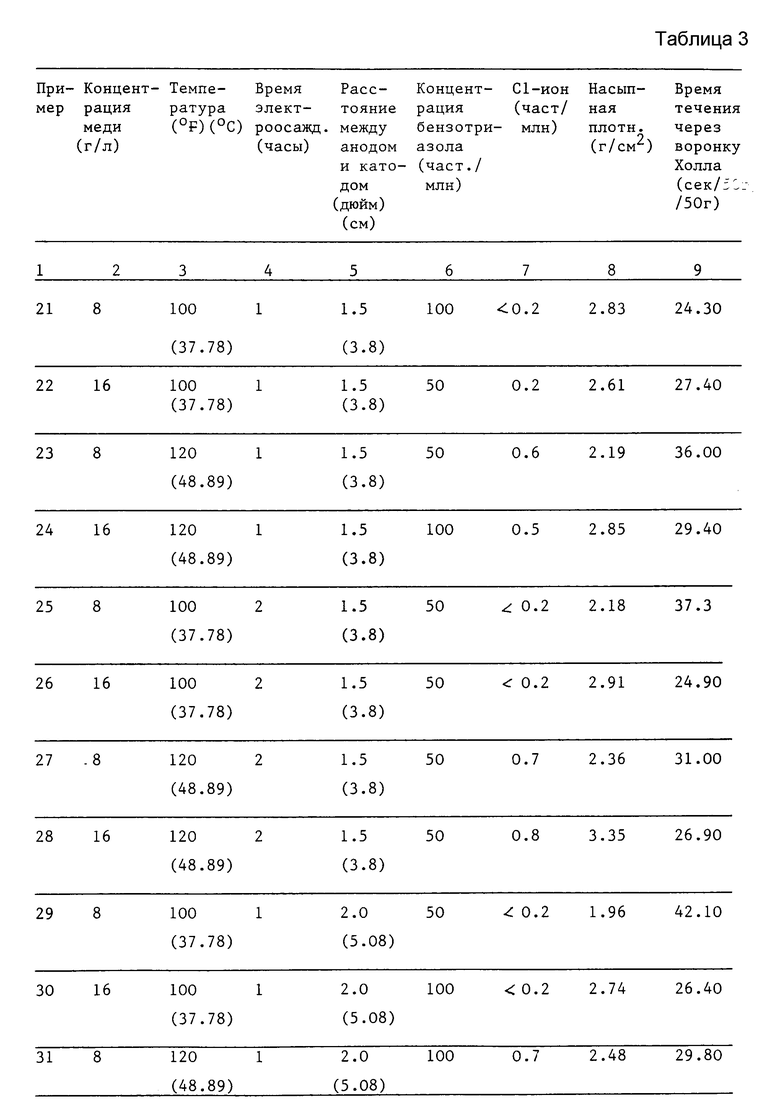
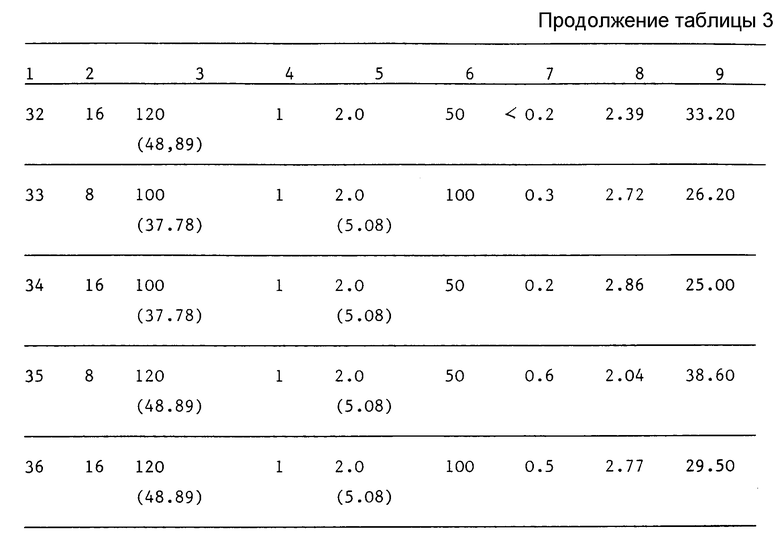
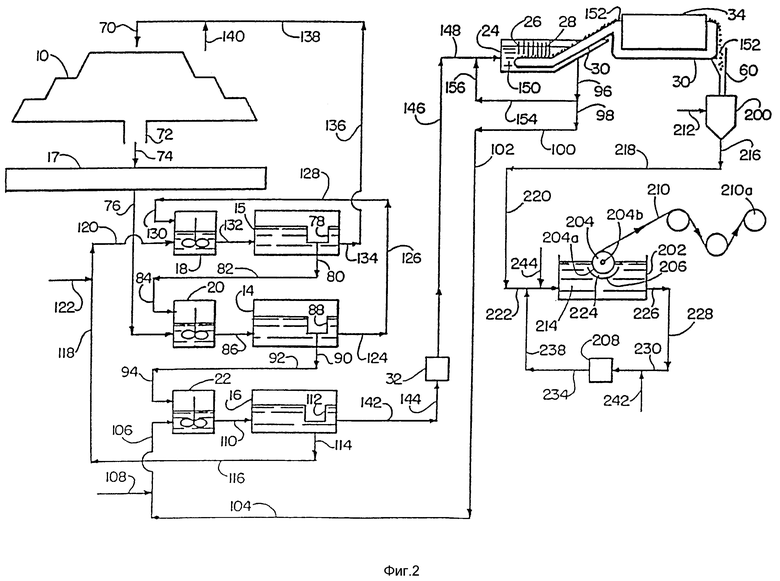
Предложен способ получения медного металлического порошка из медьсодержащего материала, включающий контактирование медьсодержащего материала с выщелачивающим раствором для растворения ионов меди и образования обогащенного медью выщелачивающего раствора, контактирование обогащенного медью выщелачивающего раствора с экстрагентом для образования обогащенного медью экстрагента и обедненного медью выщелачивающего раствора, разделение, контактирование обогащенного медью экстрагента с десорбирующим раствором для образования обогащенного медью десорбирующего раствора и обедненного медью экстрагента, разделение для образования первого электролита, приложение напряжения между анодами и катодами для осаждения на катоде медного металлического порошка. Электролит может иметь концентрацию хлорид-иона до около 5 млн-1. Электролит может содержать по меньшей мере один триазол. Медный металлический порошок можно превратить в медную фольгу, а также в оксиды меди. Оксиды меди можно использовать для получения медной фольги. 2 с. и 21 з.п. ф-лы, 2 ил., 3 табл.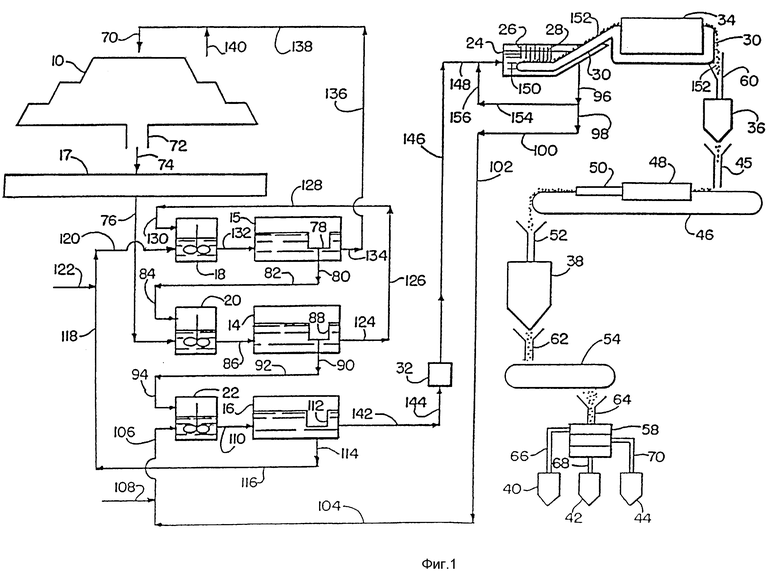
первого раствора электролита в электролизер, снабженный по меньшей мере одним первым анодом и по меньшей мере одним первым катодом, и приложение эффективного количества напряжения между первыми анодом и катодом для осаждения медного металлического порошка на первом катоде с последующим удалением медного металлического порошка с первого катода, отличающийся тем, что первый раствор электролита имеет концентрацию свободных хлоридных ионов до около 5 млн-1.
| US 5458746 A, 17.10.95 | |||
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ИЗВЛЕЧЕНИЯ МЕДИ ИЗ СЕРНОКИСЛЫХ ВОДНЫХ РАСТВОРОВ | 1992 |
|
RU2033481C1 |
| ENCHEV.I.D | |||
| Production of copper powder bythe method of electrolytic extraction using reversing current, sov | |||
| Powder Met | |||
| and Met | |||
| Ceramics, vol 13, N 9, September, p.p | |||
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| 0 |
|
SU161224A1 | |
