Изобретение относится к области электролитического нанесения цветных металлов, таких как цинк, медь и т.д., в частности к конструкции катода, представляющего собой алюминиевую пластину и предназначенного для производства цинка.
В катодах вышеописанного типа алюминиевая пластина обычно ограничена вдоль верхней кромки стержнем, который толще и длиннее, чем указанная кромка. Выполненные таким образом катоды располагают в электролитических ваннах, причем алюминиевые листы устанавливают вертикально, а стержень служит для поддержания катода в ванне и для подсоединения управляющего им подъемного устройства.
Во время процесса электролиза цинк постепенно осаждается по всей поверхности алюминиевой пластины в той ее части, которая погружена в электролитическую ванну, и плотно прилегает к ней. Для производительного использования катодов слой осаждаемого цинка периодически снимают посредством отделителей, в частности ножей.
Известен катод, пластина которого имеет фиксированное покрытие, выполненное из изолирующего материала и начинающееся от одной из вертикальных кромок в области вхождения боковых отделителей в контакт с пластиной и их остановки. Наружные поверхности покрытия плоские и расположены в той же плоскости, что и пластина, для чего обе поверхности пластины снабжены выемками, форма и глубина которых определяет форму и толщину покрытия изолирующим материалом для каждой стороны пластины. Чтобы предотвратить отделение этого покрытия от катодной пластины, область, в которой выполнены выемки для фиксирования указанного покрытия, может быть снабжена сквозными отверстиями, через которые соединяются слои покрытия на каждой из поверхностей пластины (см. DE, патент, 3051150, кл. С 25 С 7/00, 1985).
Такое выполнение сложно в изготовлении из-за необходимости делать углубления на обеих поверхностях катодной пластины и сквозные отверстия между указанными углубленными областями, через которые должны соединяться покрытия на обеих поверхностях. Все это приводит к значительному удорожанию катодов.
Кроме того, воздействие боковых отделителей на изолирующее покрытие катода приводит к преждевременному разрушению перемычек между покрытиями на каждой из сторон, вызывающему отделение покрытия от пластины.
Более того, относительно уменьшается толщина изолирующего покрытия, а действие отделителей вызывает их преждевременное разрушение, обнажая часть пластины и вызывая образование неравномерных осадков цинка, затрудняющих действие отделителей. Это приводит к необходимости периодического осмотра катодов для возобновления на них изолирующих покрытий.
Известен катод для электролитического нанесения цветных металлов, содержащий основу в виде пластины из алюминия, алюминиевого сплава или подобного ему материала прямоугольной формы, одна из коротких сторон которой заканчивается поддерживающим стержнем, при этом обе длинные боковые кромки пластины, перпендикулярные к стержню, закрыты защитным диэлектрическим материалом, кроме того, в пластине выполнен сквозной паз, начинающийся, по крайней мере, на одной из длинных кромок и размещенный непосредственно у стержня на том же уровне, что и защитный диэлектрический материал, - вхождения в контакт с пластиной горизонтальных отделителей, осуществляющих отделение верхней кромки осажденных слоев цинка, в пазе, имеющем высоту большую, чем ширина отделителей, размещена вставка из кислотостойкого диэлектрического материала, наружные поверхности которой выполнены плоскими и компланарными с поверхностями пластины, а форма совпадает с формой паза, вставка и паз имеют средства, препятствующие перемещению вставки, в частности, паз имеет сужения, расположенные с обеих сторон от входа в паз, и шунтовое соединение кромок паза с противоположными кромками вставки (см. RU патент 2095490, кл. С 25 С 7/02, 11.10.1997).
Недостатком данной конструкции катода является низкая надежность соединения вставки из кислотостойкого диэлектрического материала с телом катода. Это обусловлено тем, что паз для размещения вставки выполнен сквозным, а вставка непосредственно запрессована в полость паза, что приводит к выпадению вставки из-за возможных перекосов алюминиевой пластины катода. Надо отметить, что катод имеет довольно значительные линейные размеры при относительно малой толщине листа, как следствие, перекосы неизбежно возникают при хранении, транспортировке и эксплуатации катода. Для устранения перекосов применяют рихтовку катода, в процессе которой вставки вылетают из сквозных пазов. Выпадение вставок или их разрушение возможно также при небольших неточностях заводки отделителей.
Кроме того, крепление вставок в сквозном пазу делает проблематичным повторное использование катода при выпадении вставок и их повторной установке, так как края сквозного паза при этом сминаются или разрушаются.
Все это снижает срок службы катода и удорожает производство.
Технической задачей изобретения является повышение срока службы катода для электролитического нанесения цветных металлов за счет более надежного соединения вставки с телом катода и возможности многократной замены вставок.
Для решения поставленной задачи в известном катоде для электролитического нанесения цветных металлов, содержащем основу в виде пластины из алюминия, алюминиевого сплава или подобного ему материала прямоугольной формы, одна из коротких сторон которой заканчивается поддерживающим стержнем, обе длинные боковые кромки пластины. перпендикулярные к стержню, закрыты защитным диэлектрическим материалом. в пластине выполнен паз, начинающийся, по крайней мере, на одной из длинных кромок и размещенный непосредственно у стержня на уровне защитного диэлектрического материала и вхождения в контакт с пластиной горизонтальных отделителей, осуществляющих отделение верхней кромки осажденных слоев цветных металлов, имеющий высоту большую, чем ширина отделителей, в пазе размещена вставка из кислотостойкого диэлектрического материала, наружные поверхности которой выполнены плоскими и компланарными с поверхностями пластины, а форма совпадает с формой паза, при этом пластина имеет средство, препятствующее перемещению вставки в пазу, согласно изобретению паз, начинающийся, по крайней мере, на одной из длинных кромок, представляет собой выемки с обеих боковых сторон пластины, а в качестве средства, препятствующего перемещению вставки в пазу пластины, установлена вставка П-образного сечения с выполнением ее боковых стенок под углом 1-5o по отношению к плоскости, перпендикулярной основанию вставки.
В частных случаях исполнения изобретение имеет следующие отличительные признаки.
Согласно изобретению боковые стенки вставки выполнены закругленными.
Согласно изобретению вставки установлены в пазу на клею.
Согласно изобретению катод предназначен для нанесения цинка.
Выполнение паза, начинающегося, по крайней мере, на одной из длинных кромок, в виде выемок с обеих боковых сторон пластины, а в качестве средства, препятствующего перемещению вставки в пазу пластины, установка вставки П-образного сечения с выполнением ее боковых стенок под углом 1-5o по отношению к плоскости, перпендикулярной основанию вставки, обеспечивает плотное поджатие боковых стенок вставки к стенкам паза, чем достигается расположение вставки в пазу практически без зазоров. При этом усилие поджатия вставки к поверхности катода таково, что выпадение такой вставки в результате перекосов пластины катода или неправильной заводки отделителей практически невозможно.
Выполнение стенок вставки закругленными является более предпочтительным с точки зрения надежности крепления.
Установка вставки в пазу на клею целесообразна при наличии небольших зазоров в соединении при недостаточно высокой точности изготовления деталей. Кроме того, при износе вставок возможно ее снятие и замена.
Все это обеспечивает повышение надежности соединения вставки с телом катода и увеличение срока службы катода.
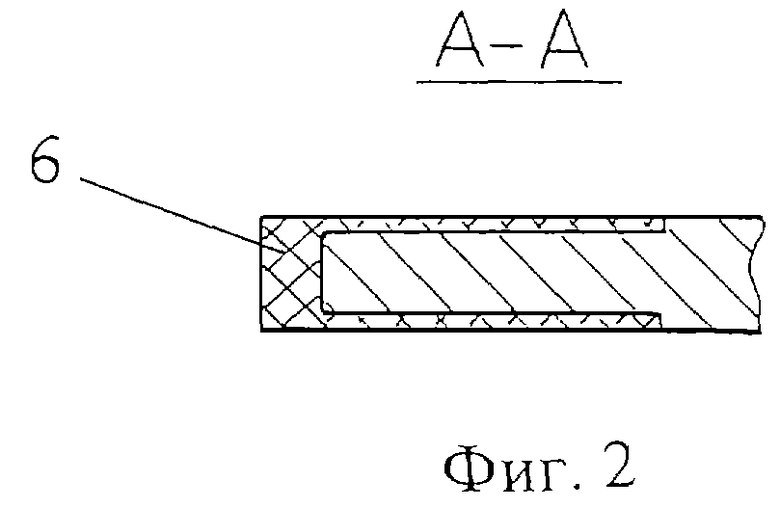
Сущность изобретения изображена на чертеже, где на фиг. 1 изображен катод, общий вид, на фиг. 2 - сечение по А-А на фиг 1.
Катод для электролитического нанесения цветных металлов содержит основу в виде пластины 1 из алюминия, алюминиевого сплава или подобного ему материала прямоугольной формы. Одна из коротких сторон пластины 1 заканчивается поддерживающим стержнем 2, большей ширины и длины. Этот стержень 2 представляет собой головку катода и используется для поддержания катода в электролитической ванне (ванна на чертеже не показана) и перемещения катода с помощью подъемного устройства (подъемное устройство на чертеже не показано), для чего головка снабжена сверху кольцами или крюками 3. Обе длинные боковые вертикальные кромки пластины 1, перпендикулярные к стержню 2, закрыты посредством планок 4 из защитного диэлектрического материала, которые предотвращают осаждение цинка вдоль этих защищенных кромок, так, чтобы слои цинка, осаждающиеся на поверхностях пластины 1, не соединялись вдоль этих вертикальных кромок. Таким образом, цинк на катоде осаждается на свободных поверхностях пластины 1, образуя два слоя, которые соединены только по их нижней кромке. В пластине 1 выполнен паз 5, начинающийся, по крайней мере, на одной из длинных кромок и размещенный непосредственно у стержня 2 на том же уровне, что и планка 4 из защитного диэлектрического материала, а именно на уровне вхождения в контакт с пластиной 1 горизонтальных отделителей (горизонтальные отделители на чертеже не показаны), осуществляющих отделение верхней кромки осажденных слоев цинка. Паз 5 имеет высоту большую, чем ширина отделителей, и представляет собой выемки с обеих боковых сторон пластины 1. В пазе 5 размещена вставка 6 из кислотостойкого диэлектрического материала, используемого в электролитических процессах. Вставка 6 имеет П-образное сечение, причем боковые стенки вставки 6 выполнены под углом 1-5o по отношению к плоскости, перпендикулярной основанию вставки 6, что обеспечивает ее плотную посадку и поджатие к поверхности паза 5. Наружные поверхности вставки 6 выполнены плоскими и компланарными с поверхностями пластины 1, а форма совпадает с формой паза 5, вставка 6 и паз 5 имеют средства, препятствующие перемещению вставки, а именно вставка может быть установлена в пазу 5 на клею. В частном случае исполнения боковые стенки вставки 6 и соответствующие поверхности паза 5 выполнены закругленными. Таким образом, вставка 6 надежно закреплена, лишена возможности перемещаться относительно катодной пластины 1 и застрахована от выпадения при перекосах пластины 1 и ударах. Пластина 1 может быть снабжена вставками 6 с двух сторон.
Горизонтальные отделители легко скользят по поверхности вставки 6 до тех пор, пока они не достигают слоев цинка, осажденных на поверхности пластины 1, осуществляя их отделение от указанной пластины 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАТОД ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО НАНЕСЕНИЯ ЦВЕТНЫХ МЕТАЛЛОВ | 1994 |
|
RU2095490C1 |
| Катод для электроэкстракции тяжелых цветных металлов | 1974 |
|
SU503940A1 |
| АНОД ДЛЯ УСТАНОВОК ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ НА НЕПРЕРЫВНО ДВИЖУЩУЮСЯ СТАЛЬНУЮ ПОЛОСУ | 2013 |
|
RU2523655C1 |
| Устройство для нанесения гальванических покрытий | 2018 |
|
RU2699216C1 |
| СПОСОБ ВОЗБУЖДЕНИЯ ЛЮМИНОФОРА И ЭЛЕМЕНТ ЦВЕТНОЙ ПЛАЗМЕННОЙ ПАНЕЛИ ПЕРЕМЕННОГО ТОКА | 2008 |
|
RU2426177C2 |
| КАТОДНЫЙ УЗЕЛ ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 2017 |
|
RU2744131C2 |
| Способ изготовления пустотелых отливок | 1980 |
|
SU944780A1 |
| КАТОДНЫЙ ТОКОПОДВОДЯЩИЙ СТЕРЖЕНЬ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2016 |
|
RU2657682C2 |
| Способ электролитического нанесенияпОКРыТия HA пОлОСу и уСТРОйСТВОдля ОСущЕСТВлЕНия СпОСОбА | 1978 |
|
SU802408A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ НА ПОЛОСЫ | 1998 |
|
RU2205252C2 |
Изобретение относится к электролитическому нанесению цветных металлов, таких как цинк, медь и другие, в частности к конструкции катода, представляющего собой алюминиевую пластину и предназначенного для производства цинка. Техническим результатом изобретения является повышение срока службы катода за счет более надежного соединения вставки с телом катода и возможности многократной замены вставок. Для достижения технического результата катод содержит основу в виде пластины из алюминия, алюминиевого сплава или подобного ему материала прямоугольной формы, одна из коротких сторон которой заканчивается поддерживающим стержнем, обе длинные боковые кромки пластины, перпендикулярные к стержню, закрыты защитным диэлектрическим материалом. В пластине выполнен паз, начинающийся, по крайней мере, на одной из длинных кромок и размещенный непосредственно у стержня на уровне защитного диэлектрического материала и вхождения в контакт с пластиной горизонтальных отделителей, осуществляющих отделение верхней кромки осажденных слоев цветных металлов, имеющий высоту большую, чем ширина отделителей. В пазе размещена вставка из кислотостойкого диэлектрического материала, наружные поверхности которой выполнены плоскими и компланарными с поверхностями пластины, а форма совпадает с формой паза. Пластина имеет средство, препятствующее перемещению вставки в пазу, в качестве которого установлена вставка П-образного сечения с выполнением ее боковых стенок под углом 1-5o по отношению к плоскости, перпендикулярной основанию вставки. Паз, начинающийся, по крайней мере, на одной из длинных кромок, представляет собой выемки с обеих боковых сторон пластины. Боковые стенки вставки выполнены закругленными. Вставки установлены в пазу на клею. Катод предназначен для нанесения цинка. 3 з.п.ф-лы, 2 ил.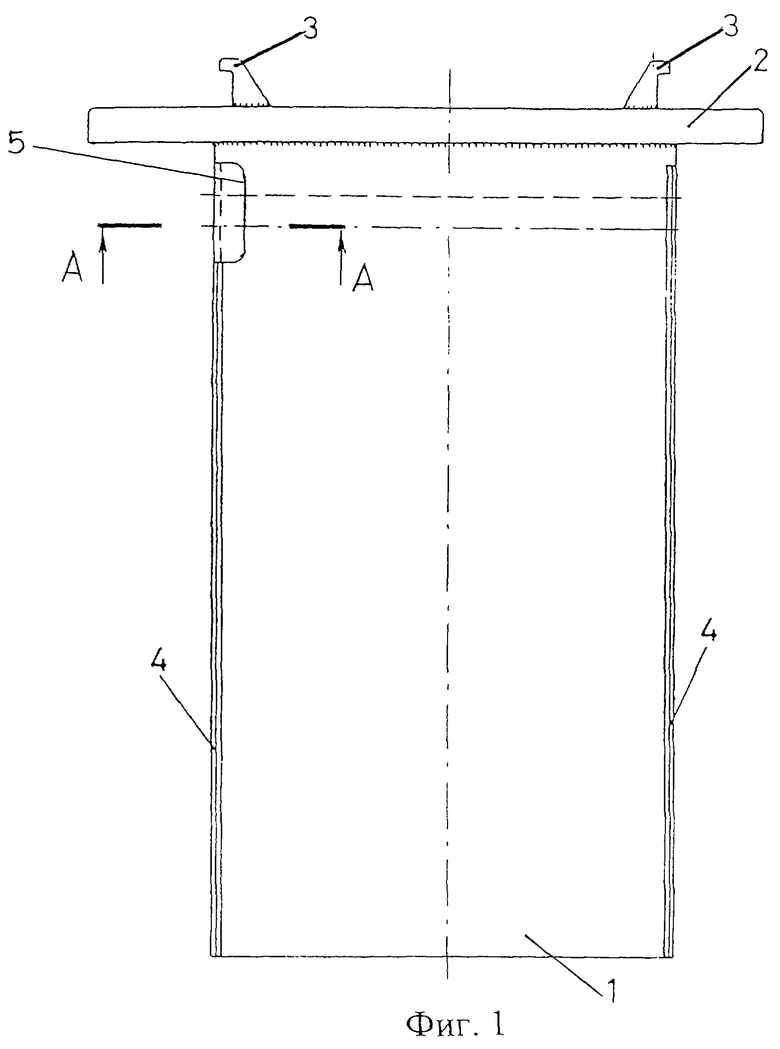
| КАТОД ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО НАНЕСЕНИЯ ЦВЕТНЫХ МЕТАЛЛОВ | 1994 |
|
RU2095490C1 |
| Матрица для электролитического осаждения металлов | 1975 |
|
SU584058A1 |
| Катод для получения хрома | 1985 |
|
SU1330214A1 |
| Способ автоматического управления разгрузкой центрифуг | 1972 |
|
SU454056A1 |

