Изобретение относится к гальваническому производству, а именно к нанесению на поверхность листового проката защитных покрытий электролитическим способом, и может быть применено в производстве луженого и оцинкованного стального листа.
Известен анод для электролитического осаждения покрытий, содержащий подвеску из титана, выполненную в виде корзины, анодный материал, помещенный в корзине, крюки для токоподвода и подвешивания корзины, изогнутая часть которых выполнена из более электропроводящего металла, металлургически соединенного твердофазным соединением [1].
Известен также анод для электролитического нанесения покрытий, содержащий перфорированный контейнер для анодного материала, и токоподвод, выполненный в виде крюков, в которых контейнер изготовлен из гибкого пружинного материала [2]. В другом варианте такой контейнер выполнен в виде короба с наклонными боковыми стенками, продольное сечение которого имеет переменную площадь, уменьшенную в сторону дна [3].
Известно также анодное устройство для электролитических ванн, содержащее держатель с прижимными элементами, несущими штангами, сочлененными с держателем, к которому по осевой линии с возможностью периодического поворота на 180° вокруг оси прикреплен растворимый анод [4]. К недостатками таких анодных устройств следует отнести периодичность их работы, связанную с удалением анодного шлама и очистку лома при использовании контейнеров и поворота анода на 180° в последнем устройстве, которое к тому же сложно в изготовлении. Кроме того, наличие перфорированных стенок у контейнеров, а также использование в качестве материала анода лома приводит к неравномерности анодного тока по всей рабочей поверхности контейнера, что повлияет на качество покрытия при работе с большими плотностями тока.
Перечисленные конструктивные и технологические недостатки анодных устройств не позволяют использовать их на современных высокоскоростных линиях нанесения защитных покрытий на непрерывно движущуюся стальную полосу, работающих на плотностях тока 20-50 А/дм2 и скорости движения полосы до 6 м/сек. В таких линиях для получения качественного покрытия необходимыми технологическими условиями являются равномерное растворение рабочей поверхности анода и поддержка равного расстояния между анодом и катодом - полосой при непрерывности процесса осаждения покрытия.
В существующих линиях покрытия используются литые аноды в виде стержней сечением 50×75 мм с утолщенной верхней частью, имеющей углубление в виде клина, служащего для подвески их на токоподводном траверзе [5].
Поддержание равного расстояния между полосой и анодами обеспечивается путем установки токопроводящей траверзы под углом к поверхности полосы и завески заправочного (строганого) комплекта анодов, соответствующего ширине полосы. В процессе работы ванны после прохождения определенного количества электричества на траверзу завешивается новый анод, и комплект анодов сдвигается в стороны сработанного анода, который затем извлекается из ванны.
К недостаткам таких анодов следует отнести малый коэффициент использования материала анода (~ 50% от исходного) и технологические недостатки, которые будут рассмотрены ниже.
Наиболее близким к изобретению техническим решением является сборный анод, состоящий из подвески и съемного рабочего элемента, электрический контакт между которыми осуществляется либо при помощи болтового соединения, либо прижимных элементов [6]. Такой анод применяется как в стационарных ваннах, так и в ваннах непрерывных линий.
К недостатку такого анода следует отнести низкий коэффициент использования его материала из-за того, что верхняя часть рабочего элемента, где размещен электрический контакт, выступает над поверхностью электролита на 200-250 мм и не растворяется в процессе нанесения покрытий. Отработанный рабочий элемент анода в этом случае представляет собой нерастворенную верхнюю часть и оставшуюся после растворения часть рабочего элемента, толщина которой зависит от условий электролиза и механических свойств материала анода, исключающих обрыв растворенной части. Наиболее опасное место, где возможен обрыв, находится в месте контакта рабочей части анода с поверхностью электролита. Кроме того, наличие нерастворенной части влияет на технологическое расстояние между катодом и анодом, а также на толщину используемых анодов.
В непрерывных линиях указанные недостатки частично устраняются путем завески анодов под углом к полосе с расстоянием большим у зеркала ванны, выбором оптимальной толщины анода и толщины растворенной рабочей части, что приводит к увеличению затрат на производство листа с покрытием, а именно затрат на сам процесс электролиза за счет принятия большего технологического расстояния между полосой и анодом, затрат на выплавку большего количества анодов и затрат на переплав отходов или сдачу их в лом.
Кроме того, к недостатку таких анодов следует отнести то, что в процессе электроосаждения покрытий участвуют их задние стенки, которые влияют на силовое поле ванны, путем создания дополнительных силовых линий, замыкающихся на кромках покрываемой полосы, что приводит к увеличению толщины покрытия на кромках.
Задача предлагаемого изобретения - повышение коэффициента использования материала рабочего элемента, снижение энергетических затрат в процессе нанесения покрытия и повышение равномерности покрытия.
Поставленная задача достигается тем, что в предлагаемом аноде для установок гальванического нанесения покрытий, содержащем съемный рабочий элемент и подвеску с элементом закрепления ее на токопроводящей траверзе ванны, подвеска имеет длину большую длины рабочего элемента и равную с ним ширину, оканчивается упором для рабочего элемента, а по бокам имеет направляющие, в которые вставлен своими пазами рабочий элемент, при этом внешняя поверхность подвески имеет изоляционное покрытие, а для обеспечения надежного электрического контакта по поверхности сочленения рабочего элемента с подвеской между ними вставлены упругие элементы. При работе такого анода его рабочий элемент должен быть полностью погружен в электролит.
Необходимо отметить, что поставленная задача достигается благодаря использованию в предлагаемом аноде одновременно всех новых по сравнению с прототипом признаков.
Исключение из новой совокупности признаков хотя бы одного признака не позволит достичь поставленной цели.
Если, например, исключить из конструкции предлагаемого анода упор для рабочего элемента, то для удержания рабочего элемента на подвеске необходимо значительно повысить усилия, создаваемые упругими элементами. Однако это не только усложнит сборку анода, но и потребует увеличить толщину отработанного рабочего элемента, чтобы он не прогнулся от усилий, создаваемых мощными упругими элементами. А это, в конечном итоге, приведет к снижению коэффициента использования материала рабочего элемента, т.е. не будет достигнута задача изобретения.
Если в предлагаемом аноде подвеску, имеющую изоляционное покрытие на внешней поверхности, выполнить большей или меньшей ширины, то это в первом случае приведет к увеличению неравномерности покрытия по всей ширине полосы, а во втором - к увеличению краевого эффекта и, соответственно, к увеличению толщины покрытия на кромках.
Если крепление рабочего элемента выполнить не с помощью боковых направляющих подвески, входящих в боковые пазы рабочего элемента, а с помощью, например, болтового соединения, то для надежного механического и электрического соединения рабочего элемента с подвеской необходимо в случае вворачивания болтов со стороны подвески в глухие резьбовые отверстия рабочего элемента увеличить толщину отработанного рабочего элемента, т.е. уменьшить коэффициент использования материала рабочего элемента.
Если же использовать болтовое соединение с установкой головок болтов в углубленные отверстия рабочего элемента, то наличие таких отверстий на рабочей поверхности анода приведет к неравномерности электрического поля в межэлектродном пространстве, которая будет увеличиваться по мере растворения рабочего элемента, что, соответственно, приведет и к увеличению неравномерности осаждаемого покрытия.
Предлагаемый анод удовлетворяет критерию изобретения «существенные отличия», так не обнаружено технического решения с существенными признаками, включающими совокупность новых признаков предлагаемого анода.
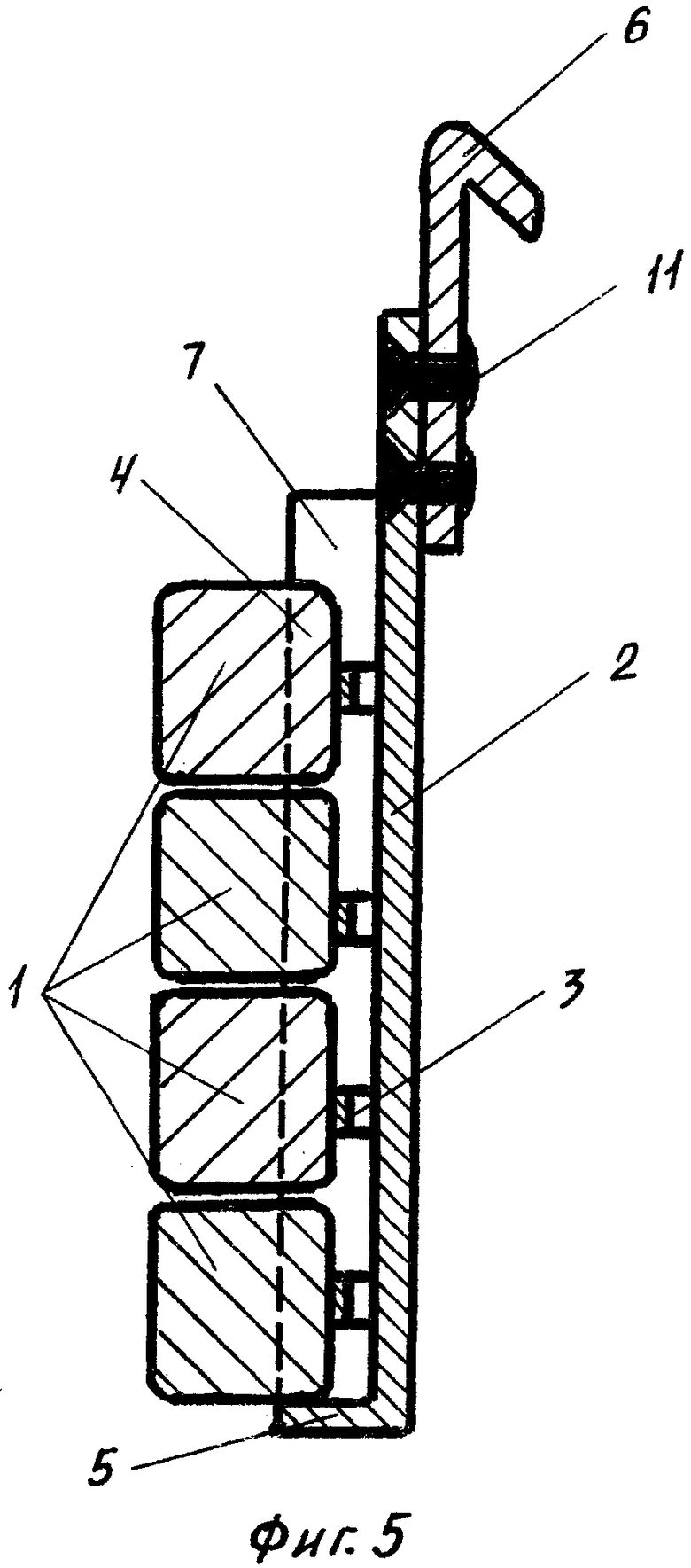
На фиг.1 изображено предлагаемое изобретение, общий вид, вариант 1; на фиг.2 - сечение А-А фиг.1; на фиг.3 - сечение по А-А фиг.1 по варианту 2 с гуммированной подвеской; на фиг.4 - общий вид, вариант 3 с составной подвеской; на фиг.5 - вариант 4 с составным рабочим элементом, общий вид.
Анод состоит из рабочего элемента 1, подвески 2 и пружинящих элементов 3, выполненных в форме скоб нагартованного листового титана. Рабочий элемент 1 изготовлен из материала покрытия в форме прямоугольного бруса с ласточкиным хвостом 4, простирающимся по всей его длине. Подвеска 2 по варианту 1 изготовлена из листового титана и по длине с одной стороны имеет упор 5, образованный загибом листа на угол 90°, а с другой - элемент закрепления 6, сформированный загибом на угол 135° и служащий для завески анода на токоведущей траверзе гальванической ванны (на фиг. не показано). Боковые стенки 7 подвески 2 загнуты таким образом, что образуют направляющие соединения типа ласточкин хвост и имеют длину, большую длины рабочего элемента 1. В стенках 7 выбраны соосные прямоугольные отверстия 8, служащие для установки пружинящих элементов 3.
В варианте 2 подвеска 2 выполнена из листовой латуни, погружная часть которой гуммирована по всей поверхности кислотостойкой резиной 9, а на внутренней стороне боковых стенок 7 наклеены электропроводным клеем и прикреплены с помощью титановых заклепок полосы 10 из титана, обеспечивающие электрический контакт рабочего элемента 1 с подвеской 2.
В варианте 3 подвеска 2 выполнена составной, где элемент закрепления 6 изготовлен из медных или латунных пластин и соединен с титановой частью с помощью заклепок 11 или другим способом, например болтов, электропроводного клея, сварки.
Собранный таким образом анод подается на гальваническую линию, где он подвешивается элементом закрепления 6 на токопроводящую траверзу гальванической ванны совместно с заправочным комплектом анодов, при этом его рабочий элемент 1 полностью погружен в электролит. Токоподводящая траверза в гальванической ванне установлена под углом к поверхности полосы, а рабочие элементы заправочного комплекта построены таким образом, что обеспечивают постоянство расстояния от их рабочих поверхностей до полосы по всей ширине.
Анод работает в непрерывном режиме следующим образом. Полоса непрерывно движется через ванну. На токоподводящую траверзу и полосу подается электрический ток, в результате чего происходит растворение анода и осаждение покрытия. После прохождения определенного количества ампер-часов на токоподводящую траверзу завешивается дополнительный (новый) анод, и весь комплект анодов сдвигается в сторону крайнего сработавшегося анода, который извлекается из ванны. В результате таких периодических перемещений анод, растворяясь, перемещается от одного края полосы до другого, где он снимается, при этом его рабочий элемент 1 растворен до ласточкиного хвоста 4. Оборотная же сторона ласточкина хвоста не растворяется и, следовательно, не участвует в работе анода благодаря хорошему экранирующему действию подвески. Изоляционное покрытие на подвеске, выполненной из листового титана, образуется в гальванической ванне в виде пассивной пленки сразу же после включения тока и сохраняется при многократном ее использовании.
Технический результат, достигаемый при использовании изобретения, заключается в повышении коэффициента использования материала рабочего элемента, снижении энергетических затрат при нанесении покрытия и повышении равномерности покрытия.
Повышение коэффициента использования материала рабочего элемента обеспечивается тем, что подвеска имеет длину большую длины рабочего элемента, по бокам снабжена направляющими, в которые вставлен своими сквозными пазами рабочий элемент и оканчивается упором для рабочего элемента, а для обеспечения надежного электрического контакта по поверхности сочленения рабочего элемента с подвеской между ними вставлены упругие элементы. Такая конструкция анода позволяет полностью погрузить рабочий элемент в электролите, обеспечить его равномерное растворение при нанесении покрытия, а также увеличить толщину рабочего элемента, не влияя на технологическое расстояние между анодом и катодом - полосой при непрерывном процессе нанесения покрытия. Кроме того, исключается возможность обрыва рабочего элемента при растворении его до малых толщин (~ 10 мм). Помимо этого, благодаря равномерности растворения рабочего элемента обеспечивается возможность уменьшения расстояния между рабочим элементом и непрерывно движущейся полосой, что позволяет снизить энергетические затраты при нанесении покрытия. Кроме того, благодаря ширине подвески, равной ширине рабочего элемента и наличию изоляционной пленки на ее внешней поверхности обеспечена возможность уменьшения «кромочного эффекта», что позволяет получить более равномерное покрытие.
Источники информации
1. Заявка №1458368, Англия, кл. С25Д 17/10, заявл. 22.06.73 г.
2. Авт.свид. №829733, кл. С25Д 17/10, заявл. 01.08.79 г.
3. Авт.свид. №1071670, кл. С25Д 17/10, заявл. 11.06.82 г.
4. Авт.свид. №1044684, кл. С25Д 17/10, заявл. 18.06.82 г.
5. Виткин А.И. Производство электролитически луженой жести, М., Металлургиздат, 1959, с. 240-241.
6. Вайнер Л.В., Дасоян М.А. Оборудование цехов электролитических покрытий, Л., Машиностроение, 1979, с. 147.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ НА МЕТАЛЛИЧЕСКУЮ ПОЛОСУ | 2014 |
|
RU2569344C1 |
| ГОРИЗОНТАЛЬНАЯ ЯЧЕЙКА С РАСТВОРИМЫМИ АНОДАМИ ДЛЯ НЕПРЕРЫВНОЙ ЭЛЕКТРОЛИТИЧЕСКОЙ ОБРАБОТКИ ПОЛОСЫ | 1991 |
|
RU2010894C1 |
| Анод для гальванического нанесения покрытий | 1990 |
|
SU1705421A1 |
| Устройство для нанесения гальва-НичЕСКОгО пОКРыТия HA пОлОСу | 1979 |
|
SU850757A1 |
| Анод для установок электролитического нанесения покрытий | 1989 |
|
SU1713991A1 |
| СПОСОБ ХИМИЧЕСКОЙ ОБРАБОТКИ И ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЕТАЛИ И АВТОМАТИЧЕСКАЯ КАМЕРА ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2021 |
|
RU2771126C1 |
| Плоский шлифовальный круг и способ его изготовления | 2016 |
|
RU2657669C2 |
| СПОСОБ НАНЕСЕНИЯ КОМПОЗИЦИОННЫХ ЭЛЕКТРОХИМИЧЕСКИХ ПОКРЫТИЙ | 2011 |
|
RU2482225C2 |
| Батареи биомедицинских устройств трубчатой формы с химически осаждаемым уплотнением | 2017 |
|
RU2672572C1 |
| АНОД ДЛЯ ЭЛЕКТРОЛИТИЧЕСКИХ ВАНН | 2018 |
|
RU2708725C1 |
Изобретение относится к области гальванотехники и может быть использовано для нанесения защитных покрытий на поверхность листового проката. Анод содержит съемный рабочий элемент и подвеску с элементом ее закрепления на токопроводящей траверзе гальванической ванны, при этом подвеска имеет длину, большую длины рабочего элемента, равную с ним ширину и на конце упор для рабочего элемента, а по бокам имеет направляющие, в которые вставлен своими пазами рабочий элемент, при этом на внешней поверхности подвеска имеет изоляционное покрытие, а для обеспечения надежного электрического контакта между поверхностями сочленения рабочего элемента с подвеской вставлены упругие элементы. Технический результат: повышение коэффициента использования анодного материала, снижение энергетических затрат в процессе нанесения покрытия и повышение равномерности покрытия. 4 з.п. ф-лы, 5 ил.
1. Анод для установки гальванического нанесения покрытий, содержащий съемный рабочий элемент и подвеску с элементом ее закрепления на токопроводящей траверзе гальванической ванны, отличающийся тем, что подвеска имеет длину, большую длины рабочего элемента, равную с ним ширину и на конце упор для рабочего элемента, а по бокам имеет направляющие, в которые вставлен своими пазами рабочий элемент, при этом на внешней поверхности подвеска имеет изоляционное покрытие, а для обеспечения надежного электрического контакта между поверхностями сочленения рабочего элемента с подвеской вставлены упругие элементы.
2. Анод по п.1, отличающийся тем, что рабочий элемент выполнен наборным и состоит по своей длине из нескольких участков равного сочленения.
3. Анод по п.1, отличающийся тем, что подвеска выполнена из титана или другого металла, пассивирующегося в электролите под действием электрического тока.
4. Анод по п.1, отличающийся тем, что подвеска выполнена составной, и элемент ее закрепления на токоподводящей траверзе гальванической ванны выполнен из более электропроводного материала относительно материала подвески, например меди или ее сплавов.
5. Анод по п.1, отличающийся тем, что подвеска выполнена из металла с диэлектрическим коррозионно-стойким покрытием в местах ее контакта с электролитом и имеет электропроводное коррозионно-стойкое покрытие в местах контакта ее с рабочим элементом.
| ВАЙНЕР Л.В | |||
| и др | |||
| Оборудование цехов электрохимических покрытий | |||
| Л., Машиностроение, 1979, с | |||
| Раздвижной паровозный золотник со скользящими по его скалке поршнями и упорными для них шайбами | 1922 |
|
SU147A1 |
| СПОСОБ И УСТАНОВКА ЭЛЕКТРОЛИТИЧЕСКОГО ЛУЖЕНИЯ НЕПРЕРЫВНО ДВИЖУЩЕЙСЯ СТАЛЬНОЙ ПОЛОСЫ В БЛОКЕ ЭЛЕКТРООСАЖДЕНИЯ | 2008 |
|
RU2476630C2 |
| Анод для установок электролитического нанесения покрытий | 1982 |
|
SU1071670A1 |
| Устройство для запаривания сырого саго из крахмала | 1927 |
|
SU19180A1 |

