Изобретение относится к установке для электрогальванического нанесения покрытия на полосы, проходящие через обогащенный металлом кислый электролит, с, по меньшей мере, одним расположенным параллельно полосе нерастворимым анодом, от которого ток течет к полосе, служащей в качестве катода, причем металл из электролита осаждается на поверхность полосы, а каждый анод параллельно направлению прохождения полосы разделен на изолированные друг относительно друга полосы, и каждая полоса индивидуально питается током.
Холоднокатаная полоса из обычной углеродистой стали должна быть снабжена защитным слоем для предотвращения, или, по меньшей мере, сильного замедления коррозии. Вид защитного слоя обуславливается целью применения и экономически целесообразными затратами.
Кроме того, к уровню техники относится цинкование. При цинковании коррозионная защита может быть достигнута путем металлического покрытия, наносимого электролитически.
Установки для одно- или двухстороннего нанесения слоев цинка такого типа толщиной, приблизительно, 2,5-15 мкм известны из уровня техники. Аноды располагаются параллельно полосе на минимальном расстоянии от 5 до 30 мм. Пространство между каждым анодом и полосой заполнено кислым электролитом, обогащенным металлом (цинком). Во время нанесения покрытия ток протекает от анодов к полосе, служащей в качестве катода, на поверхности которой осаждается цинк.
Как при одностороннем, так и при двухстороннем нанесении покрытия на обычных установках возникают проблемы. Плотность прохождения тока увеличивается к краям полосы. Вследствие этого возникает чрезвычайно высокая плотность тока на краях полосы, что приводит к усиленному осаждению цинка. Вследствие этого слой цинка в краевой зоне полосы, приблизительно, в 2-3 раза толще, чем по центру.
Помимо избыточного расхода металла и энергии это приводит к проблемам при намотке полос и во время последующих процессов обработки. Поэтому перед намоткой полосы должны сильно обрезаться по краям, что наряду со значительной потерей материала приводит к дополнительным трудозатратам.
Если с помощью такой установки нужно нанести покрытие на полосу только с одной стороны, то возникают другие проблемы. Если анод не полностью отделен от стороны полосы, не подлежащей покрытию, или заменен на фиктивный анод (например, пластмассовую пластину), это приводит не только к цинкованию на краях стороны, подлежащей покрытию, но и вследствие охвата протекаемым потоком также к цинкованию на краях стороны, не подлежащей покрытию.
Если анод на стороне, не подлежащей покрытию, только электрически отключен, то, помимо прочего, это приводит к тому, что на стороне полосы, не подлежащей покрытию, также осаждается металл. Причина этого заключается в том, что от более широких по сравнению с полосой анодов ток вне зоны полосы переходит через электролит на отключенный анод и создает в нем напряжение по отношению к полосе.
Для решения этих проблем известны, так называемые, кромочные формы, которые в качестве электрически изолированных пластин или пленок предотвращают протекание тока между обоими анодами рядом с полосой.
Кромки полосы охватывают U-образные профили, расположенные на торцевых сторонах электрически изолированных пластин. От глубины погружения кромок полосы в U-образные профили зависит степень цинкования кромок. При этом необходимо, чтобы U-образный профиль всегда подводился точно с прохождением полосы. Это требует измерения положения кромок полосы и необходимые для этого приводы для кромочных форм со сложной измерительной и регулирующей техникой.
Следующим недостатком кромочных форм является их подверженность повреждению. Например, не совсем гладкие кромки полосы или случайно возникающие колебания по ширине полосы могут повредить кромочные формы. Следствием этого являются дорогостоящие простои оборудования и ремонты.
Наконец, кромочные формы требуют минимального расстояния между анодами для достижения достаточной стабильности.
Кроме того, кромочные формы не решают проблему, заключающуюся в том, что толщина покрытия по ширине полосы является непосредственным отражением поперечного профиля. Если полоса имеет, например, поперечные изгибы или другие неплоскостности или асимметрию между анодами, то результатом этого является неравномерная толщина покрытия. Для исключения этого нежелательного эффекта, перед процессом нанесения покрытия согласно уровню техники включаются дорогостоящие установки для правки растяжением.
Из публикации CHEMOCAL ABSTRACTS, vol. 87, no. 26, 26. 12.1987. Dezember 1977 Columbus, Ohio, US; abstract 208626, TOYDA, TOSHIO et al.; "Control of the thickness during electroplating of metal strip" XP 002060382 & JP 52 018 649 A (Nippon Steel CORP., JAPAN) известна установка для электрогальванического цинкования стальной полосы, в которой для контроля толщины слоя в поперечном направлении стальной полосы аноды разделены в продольном направлении и индивидуально питаются током. Данная установка принята в качестве ближайшего аналога.
Исходя из этого уровня техники в основе изобретения лежит задача создания установки вышеупомянутого типа для элекрогальванического покрытия металлом, в которой надежно предотвращается колебание толщины слоя металла, осажденного на кромках, и одновременно исключаются недостатки установок с кромочными формами. В частности, должно гарантироваться равномерное нанесение металла независимо от возможных неплоскостностей полосы, не требуется удаления анода со стороны, не подлежащей покрытию, и не требуется подвижных элементов в зоне анодов.
Эта задача решается, в частности, в установке упомянутого типа за счет того, что между анодными полосами расположены диэлектрики, которые изолируют анодные полосы друг относительно друга и выступают в электролит, по меньшей мере, за поверхность каждого анода, обращенную к полосе.
Установка согласно изобретению позволяет в зависимости от соответствующей ширины подлежащей покрытию полосы подводить ток только к тем анодным полосам, которые находятся напротив полосы. Для этого можно определить необходимое положение полосы с помощью также имеющейся системы измерения полосы.
С помощью установки согласно изобретению предпочтительно покрывать, в частности, также неплоские полосы, при этом отключают снабжение током отдельных анодных полос, которые находятся ближе к поверхности полосы, чем это предусмотрено средним значением расстояний.
Вследствие эффекта рассеяния соседних анодных полос, полоса, хотя и продолжает покрываться, но уже в меньшем объеме. Это ослабление относится также к последующим полосам. Вследствие этого отключение отдельных анодных полос приводит к выравниванию покрытия.
Диэлектрики, расположенные между анодными полосами, которые выступают в электролит, по меньшей мере, за поверхность каждого анода, обращенную к полосе, предотвращают передачу тока от анодной полосы, снабжаемой током к полосе, не снабжаемой током. Этот эффект является предпочтительным в зоне кромки полосы, так как ток направлен непосредственно на поверхность полосы и предотвращается обычная в уровне техники высокая концентрация плотности тока. Отдельные анодные полосы изолированы, например, изолирующими полосами относительно друг друга, которые выступают в направлении электролита за поверхность анодов, образованных анодными полосами. Изолирующие полосы, выступающие только на несколько миллиметров в электролит, предотвращают кроме того пробои полосы.
Если анодные полосы являются достаточно узкими, то путем выбора покрытия кромок полосы сверху или снизу с помощью анодных полос, к которым подведен ток, можно также регулировать толщину покрытия, например, уменьшая ее в кромке полосы, поддерживая ее постоянной или увеличивая. Изолирующие полосы, выступающие за поверхность каждого анода, в случае достаточно тонких анодных полос, защищают анод от биений полосы, причиной которых могут быть чрезвычайно неплоские полосы или ослабление натяжения полосы. Соприкоснования полос, находящихся под напряжением, в обычных установках, приводящие к коротким замыканиям и к сильным повреждениям поверхности анодов, в этом выполнении изобретения надежно исключаются.
Для того чтобы более еще эффективно снизить риск, изолирующие полосы изготавливают, предпочтительно, из износостойкого и имеющего высокий запас прочности материала.
Другое основное преимущество изолирующих полос, выступающих за поверхность каждого анода, заключается в том, что электролит направляют параллельно в направлении движения полосы или против него. Регулируемая по ширине полоса, равномерная скорость потока способствует более равномерному осаждению металла, чем в известных установках, в которых могут возникать поперечные потоки, в частности, тогда, когда не очень точно осуществляют подвод или отвод потока электролита в зоне анодов.
В предпочтительном выполнении изобретения в продольном направлении полосы последовательно включено несколько анодов, согласно изобретению. На основе индивидуальных возможностей управления последовательно включенных анодов, посредством суммирования каждого покрываемого профиля, индивидуально управляемого каждым отдельным анодом, можно обеспечить постоянную равномерную толщину слоя.
Особенно эффективно можно регулировать профиль покрытия, если снабжать током анодные полосы с применением стабилизатора тока. Стабилизатор тока удерживает постоянной силу тока, желаемую для каждой анодной полосы. Так как согласно закону Кулона гальванически осаждаемая металлическая масса прямо пропорциональна сумме токов, то в связи с этим можно точно регулировать толщину покрытия (например, один грамм осаждения цинка требует 1,22 А/ч).
Альтернативно толщину покрытия можно регулировать за счет того, что анодные полосы каждого анода по своей длине разделены на несколько частей и каждая часть анодной полосы посредством, предпочтительно, одного выключателя, индивидуально питается током. Если анодная полоса разделена, например, на 4 части, то каждая анодная полоса нагружена силой тока 0, 25, 50, 75, 100%.
Таким образом, получают процентно адекватную структуру покрытия на полосе в зоне этой части анодной полосы.
Далее изобретение поясняется более подробно с помощью чертежей и диаграмм, относящихся к изобретению и уровню техники.
На фиг. 1 показана установка для электрогальванического покрытия полос согласно уровню техники без кромочных форм,
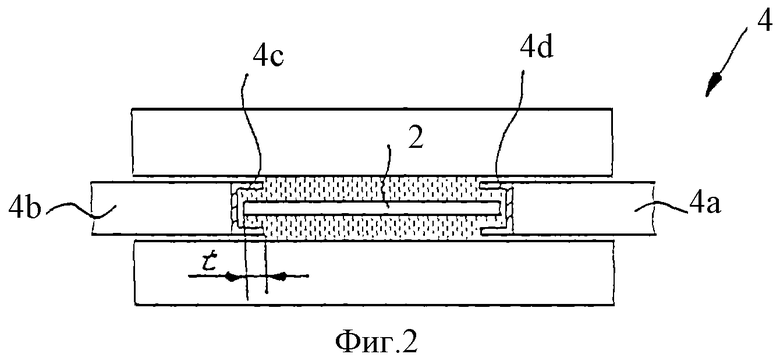
на фиг.2 - установка для электрогальванического покрытия полос согласно уровню техники с кромочными формами,
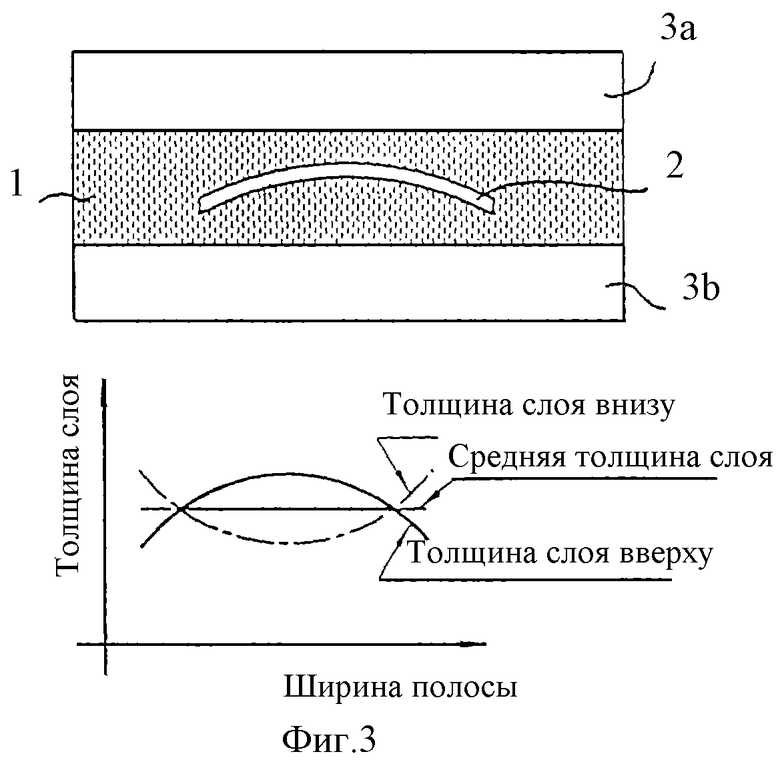
на фиг.3 - толщина покрытия в случае неплоских полос на примере полосы с поперечным изгибом,
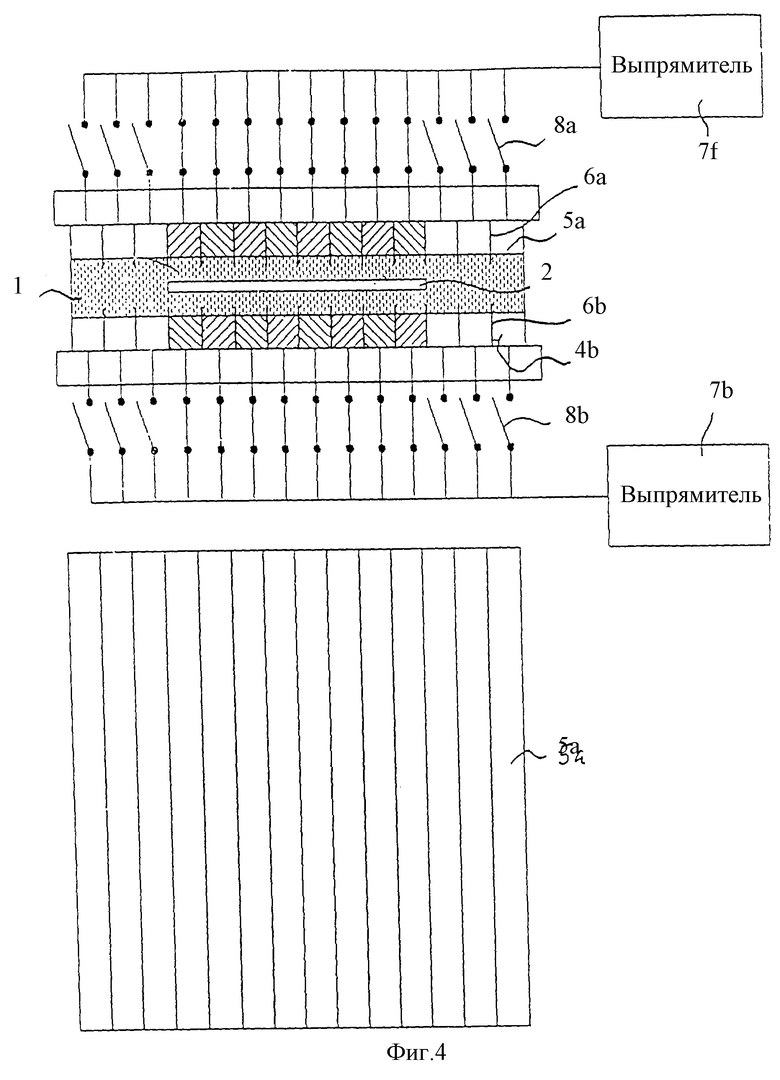
на фиг.4 - пример выполнения установки, согласно изобретению, для электрогальванического покрытия металлом,
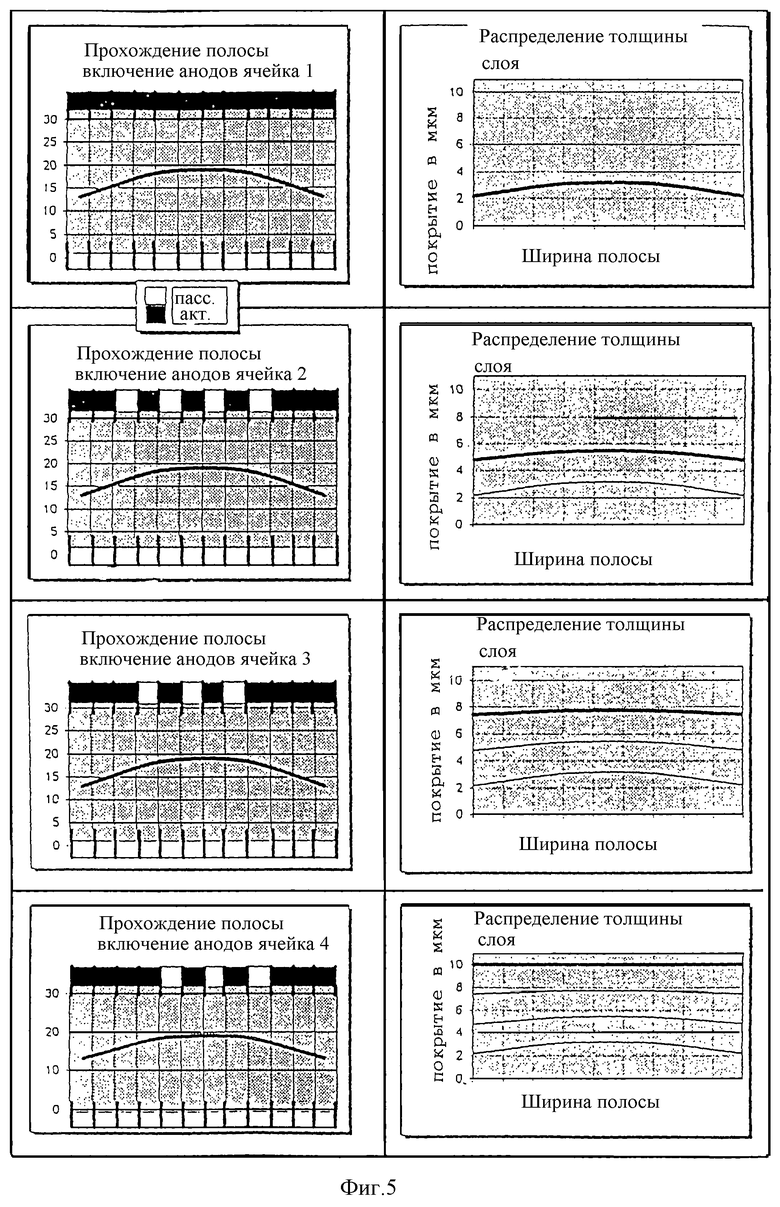
на фиг. 5 - регулирование толщины слоя покрытия с помощью установки, согласно изобретению, с четырьмя, включенными последовательно анодами, при одностороннем покрытии,
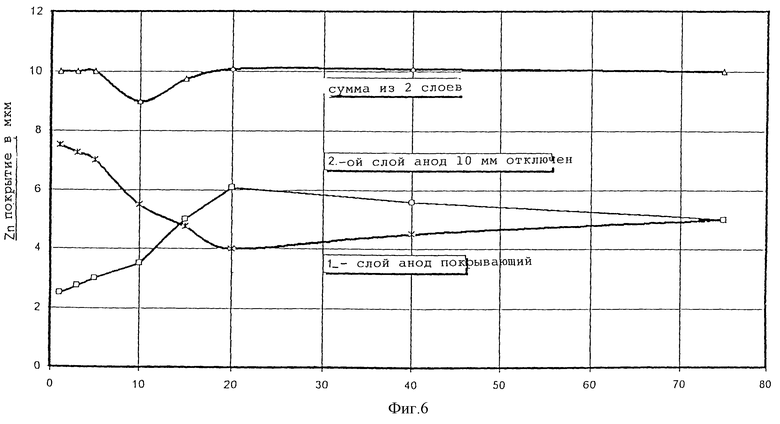
на фиг.6 - диаграмма для пояснения процесса выравнивания толщины покрытия в зоне кромок полосы.
На фиг.1 показана установка для электрогальванического нанесения покрытия на полосу 2, проходящую через электролит 1. Параллельно поверхностям 2а, 2b, полосы 2 на небольшом расстоянии расположены верхний и нижний аноды 3а, 3b. Ширина верхнего и нижнего анодов 3а и 3b определяются по самой большой ширине подлежащей покрытию полосы. При ширине полосы, например, 1850 мм ширина анодов может составлять 2050 мм.
Во время покрытия металлом ток протекает от анодов 3а, 3b к полосе 2, выполненной в качестве катода. Цинк из электролита 1 осаждается на поверхностях 2а, 2b.
Для предотвращения увеличения толщины слоя цинка на кромках 2с, 2d полосы 2 согласно уровню техники представлена так называемая установка с кромочными формами 4, как показано на фиг.2. Она состоит из изолированных пластин 4а, 4b и кромок 2с, 2d полосы, охватываемых U-образными профилями 4с, 4d.
От глубины погружения t кромок 2с, 2d полосы зависит величина цинкования. Не показанный на фиг.2 привод для кромочных форм 4 направляет U-образные профили 4с, 4d точно в соответствии с прохождением кромок 2с, 2d полосы. С этим связаны повышенные затраты на измерение и регулирование.
Установка как согласно фиг.1, так и согласно фиг.2, имеет недостаток, заключающийся в том, что толщина покрытия по ширине полосы является прямым отображением поперечного профиля полосы 2.
Фиг.3 поясняет эту взаимосвязь на примере полосы 2, изогнутой в поперечном сечении, введенной между одним верхним и одним нижним анодами 3а, 3b.
Установка, согласно изобретению, показанная на фиг.4, состоит из отдельных анодных полос 5а, 5b, которые в показанном примере выполнения расположены как над, так и под полосой 2. Отдельные анодные полосы 5а, 5b изолированы друг относительно друга изолирующими полосами 6а, 6b, которые выступают в направлении электролита 1 над поверхностью анодов, образованных полосами 5а, 5b.
Анодные полосы 5а, 5b образуют соответственно один нижний и один верхний, имеющий коробчатую форму анод, образующие не показанные на фиг.4 боковые отводы одновременно с каналом для протекания электролита 1.
Благодаря тому, что, по меньшей мере, один из боковых отводов канала для протекания электролита 1 выполнен отсоединяемым, посредством бокового смещения можно заменить всю установку с незначительной затратой времени на ремонтные работы и/или обслуживание. В такой установке нет необходимости в специальных ячейках для нанесения покрытия.
В примере выполнения каждая из отдельных анодных полос 5а, 5b соединена посредством индивидуального выключателя 8а, 8b с центральным выпрямителем 7а, 7b, питающим их током.
На фиг.4 можно видеть, что выключены только лишь те выключатели 8а, 8b, к которым присоединяются анодные полосы 5а, 5b, расположенные напротив поверхностей 2а, 2b полосы 2.
Вместо центральных выпрямителей 7а, 7b также является возможным присоединить к каждой отдельной анодной полосе индивидуальный выпрямитель, соединенный посредством выключателя или стабилизатора тока с анодной полосой.
Изолирующие полосы 6а, 6b, выступающие в электролит 1 лишь на несколько миллиметров, предотвращают биение полосы 2.
Пример выполнения согласно фиг.5 исходит из того, что 4 анода, выполненных согласно изобретению (фиг.4), расположены последовательно в направлении прохождения полосы. В примере выполнения осуществляется нанесение покрытия лишь на поверхность 2а полосы 2. Анодные полосы 5а нижнего анода полностью отключены.
В левой части фиг.5 можно видеть подключение отдельных анодных полос 5а; на соответствующей диаграмме справа можно видеть толщину слоя цинка, образованную по ширине полосы 2 на ее поверхности 2а.
При сравнении можно четко увидеть толщины слоя, нанесенные путем суммирования с помощью последовательно расположенных анодов.
Наконец, на фиг.6 показано сглаживание слоя цинка в зоне кромок при применении только двух, включенных последовательно, анодов, с различным подключением анодных полос 5а, 5b, в зоне кромок полосы 2.
Изобретение относится к установкам для нанесения электрогальванического покрытия на полосы. В предложенной установке для нанесения металлического покрытия на полосы, проходящие в кислом электролите, обогащенном металлом, содержащей по меньшей мере один нерастворимый анод, расположенный параллельно полосе, включенной в качестве катода, причем металл из электролита осаждается на поверхность полосы, а каждый анод параллельно направлению прохождения полосы разделен на анодные полосы, изолированные друг относительно друга, и каждая анодная полоса индивидуально питается током, согласно изобретению, между анодными полосами расположены диэлектрики, которые изолируют анодные полосы друг относительно друга и выступают в электролит, по меньшей мере, за поверхность каждого анода, обращенную к полосе. Обеспечивается равномерное нанесение металла и предотвращается колебание толщины слоя осажденного металла на краях. 7 з.п.ф-лы, 6 ил.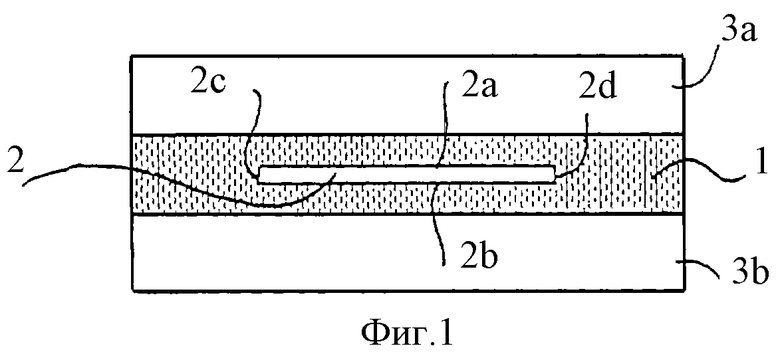
| Chem. | |||
| abstr., vol | |||
| Торфодобывающая машина с вращающимся измельчающим орудием | 1922 |
|
SU87A1 |
| (на английском языке) | |||
| Устройство для нанесения гальванического металлического покрытия на внутреннюю поверхность металлической бесконечной ленты | 1986 |
|
SU1426459A3 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХПОКРЫТИЙ | 0 |
|
SU354011A1 |
| Устройство для нанесения покрытия на длинномерные изделия (его варианты) | 1984 |
|
SU1203134A1 |
| SU 871552 A1, 27.01.1996 | |||
| US 4401523, 30.08.1983. | |||

