Изобретение относится к стентам, а более конкретно к разветвленным стентам и способам изготовления разветвленных стентов для введения в разветвленный сосуд.
Стенты являются устройствами, которые хорошо известны в этой области техники. Их, как правило, образуют из цилиндрической металлической сетки, которая может растягиваться при приложении давления изнутри. В альтернативном варианте они могут быть изготовлены из проволоки, свернутой в цилиндрическую конфигурацию, или из листов материала, которым придана цилиндрическая форма.
Стенты являются устройствами, которые обычно имплантируют в каналы тела, включающие в себя кровеносно-сосудистую систему, для усиления сжатых, частично закупоренных, ослабленных или ненормально расширенных участков кровеносного сосуда. До настоящего времени стенты также успешно имплантировали в другие области, например, в мочевые пути или желчные протоки, для усиления таких каналов тела.
В патенте США 4994071, выданном МакГрегору, описывается поддающийся расширению разветвленный стент, имеющий главную цилиндрическую решетчатую структуру, образованную из гибкой проволоки, имеющей межсоединения. Две дополнительные цилиндрические решетчатые структуры, имеющие меньший диаметр, чем главная решетчатая структура, получены аналогичным образом. Главная решетчатая структура содержит гибкую проволоку, соединяющую главную решетчатую структуру с одной из решетчатых структур. Вторая гибкая проволока соединяет главную решетчатую структуру с другой дополнительной решетчатой структурой. Гибкие проволоки образуют каркасы, которые проходят в осевом направлении вдоль длины главной решетчатой структуры и вдоль каждой из дополнительных решетчатых структур. Одним недостатком такого разветвленного стента является сложный характер межсоединения гибких проволок, образующих каркасы, с трикотажным переплетением каждой решетчатой структуры.
Настоящее изобретение решает эти и другие проблемы, связанные с недостатками устройств, соответствующих предшествующему уровню техники, путем обеспечения получения более технологичным путем разветвленных стентов и способов изготовления и развертывания разветвленных стентов, имеющих ствол и две ветви.
В первом варианте осуществления настоящего изобретения разветвленный стент получают путем изготовления трех листов, которым придают требуемую конфигурацию, причем два листа имеют по существу одинаковый размер, а третий лист шире каждого из первых двух листов. Каждый из листов свертывают в трубку путем загибания продольных краев и образования соединения посредством сварки. Больший лист образует трубку, которая выполняет роль ствола разветвленного стента, а другие листы образуют трубки, которые выполняют роль ветвей разветвленного стента. После этого, для образования разветвленного стента, ветви соединяют со стволом.
Во втором варианте осуществления настоящего изобретения раздвоенный стент получают путем изготовления двух листов стента. Для каждого листа продольные края части листа загибают и соединяют друг с другом для образования одной из двух ветвей разветвленного стента. После этого оставшиеся края каждого из двух листов соединяют для образования ствола стента.
В третьем варианте осуществления разветвленный стент содержит первую и вторую трубчатые части. Первая трубчатая часть имеет ближний конец, который образует ствол, и дальний конец, который образует одну из ветвей разветвленного стента. Апертуру ответвления располагают между ближним концом и дальним концом первой части. Вторую часть вводят в продольный канал ствола первой части и продвигают через апертуру ответвления так, чтобы она выступала за апертуру ответвления для образования второй ветви. При расширении второй части ближний конец второй части сцепляется с материалом, ограничивающим апертуру ответвления, так что вторая ветвь фиксируется в требуемом положении.
Задачей настоящего изобретения является обеспечение способа изготовления разветвленного стента, предусматривающего а) получение первого листа, имеющего первый край, второй край, третий край и четвертый край; б) получение второго листа, имеющего первый край, второй край, третий край и четвертый край; в) получение третьего листа, имеющего первый край, второй край, третий край и четвертый край; г) присоединение второго края первого листа к третьему краю первого листа для образования трубчатой части первой ветви, имеющей ближний конец и дальний конец; д) присоединение второго края второго листа к третьему краю второго листа для образования трубчатой части второй ветви, имеющей ближний конец и дальний конец; е) присоединение второго края третьего листа к третьему краю третьего листа для образования трубчатой части ствола, имеющей ближний конец и дальний конец; и ж) присоединение ближнего конца первой ветви и ближнего конца второй ветви к дальнему концу ствола.
Другой задачей настоящего изобретения является обеспечение способа изготовления разветвленного стента, предусматривающего а) получение первого листа, имеющего ближний конец и дальний конец; б) деформирование дальнего конца первого листа для образования первой ветви и деформирование ближнего конца первого листа для образования первой половины ствола; в) получение второго листа, имеющего ближний конец и дальний конец; г) деформирование дальнего конца второго листа для образования второй ветви и деформирование ближнего конца второго листа для образования второй половины ствола; и д) соединение первой половины ствола со второй половиной ствола для образования ствола.
Дополнительной задачей настоящего изобретения является обеспечение способа изготовления разветвленного стента, предусматривающего а) получение первого, поддающегося расширению, трубчатого элемента, имеющего ближний конец, дальний конец и продольный сквозной канал, причем первый трубчатый элемент предусмотрен с апертурой ответвления, расположенной между указанными ближним концом и дальним концом, при этом апертура ответвления сообщается с указанным продольным каналом и выполнена с возможностью введения и крепления второго, поддающегося расширению, трубчатого элемента; б) подачу первого, поддающегося расширению, трубчатого элемента к разветвленному сосуду, имеющему первую полость и вторую полость, так, чтобы первый, поддающийся расширению, элемент был расположен в первой полости, а апертура ответвления сообщалась со второй полостью; в) расширение первого, поддающегося расширению, элемента на величину, которой достаточно для крепления первого, поддающегося расширению, элемента в первой полости; г) получение второго, поддающегося расширению, трубчатого элемента, имеющего ближний конец, дальний конец и продольный сквозной канал; д) расширение апертуры ответвления; е) подачу второго, поддающегося расширению, трубчатого элемента в апертуру ответвления так, чтобы дальний конец второго, поддающегося расширению, трубчатого элемента был расположен во второй полости, а ближний конец второго, поддающегося расширению, трубчатого элемента был расположен в продольном канале первого продольного элемента; и ж) расширение второго, поддающегося расширению, трубчатого элемента на величину, которой достаточно для крепления второго, поддающегося расширению, трубчатого элемента во второй полости и в указанной апертуре ответвления.
Еще одной задачей настоящего изобретения является обеспечение способа изготовления разветвленного стента, предусматривающего
а) получение листа, имеющего ближний конец, дальний конец, продольную ось и периферическую ось, причем лист предусмотрен с
первой стороной, имеющей ближнюю часть, имеющую ближний конец и дальний конец, и дальнюю часть, имеющую ближний конец и дальний конец;
второй стороной, имеющей ближний конец и дальний конец, причем вторая сторона расположена между ближним концом листа и дальним концом листа;
третьей стороной, имеющей ближний конец и дальний конец, причем третья сторона расположена между дальним концом второй стороны и дальним концом листа;
четвертой стороной, расположенной между ближним концом ближней части первой стороны и ближним концом второй стороны;
пятой стороной, расположенной между дальним концом дальней части первой стороны и дальним концом третьей стороны, причем пятая сторона имеет длину, которая короче длины четвертой стороны; и
шестой стороной, расположенной между второй стороной и третьей стороной;
б) присоединение второй стороны к ближней части первой стороны и присоединение третьей стороны к дальней части первой стороны для образования первого, поддающегося расширению, трубчатого элемента, имеющего продольный канал, ограничивающий продольную ось, при этом четвертая сторона ограничивает ближнюю апертуру стента, сообщающуюся с продольным каналом, пятая сторона ограничивает дальнюю апертуру стента, сообщающуюся с продольным каналом, а шестая сторона, ближний конец третьей стороны и ближний конец дальней части первой стороны ограничивают апертуру бокового ответвления, сообщающуюся с продольным каналом, имеющую размеры и выполненную с возможностью введения и крепления второго, поддающегося расширению, трубчатого элемента;
в) подачу первого, поддающегося расширению, элемента в разветвленный сосуд, имеющий первую полость и вторую полость, так, чтобы первый, поддающийся расширению, трубчатый элемент был расположен в первой полости, а апертура ответвления сообщалась со второй полостью;
г) расширение первого, поддающегося расширению, трубчатого элемента на величину, которой достаточно для крепления первого, поддающегося расширению, трубчатого элемента в первой полости;
д) получение второго, поддающегося расширению, трубчатого элемента, имеющего ближний конец, дальний конец и продольный сквозной канал;
е) подачу второго, поддающегося расширению, трубчатого элемента в апертуру ответвления первого трубчатого элемента так, чтобы дальний конец второго, поддающегося расширению, трубчатого элемента был расположен во второй полости, а ближний конец второго, поддающегося расширению, трубчатого элемента был расположен в продольном канале первого трубчатого элемента; и
ж) расширение второго, поддающегося расширению, трубчатого элемента на величину, которой достаточно для крепления второго, поддающегося расширению, трубчатого элемента во второй полости и в апертуре ответвления.
Другой задачей настоящего изобретения является обеспечение разветвленного стента, содержащего
а) первый трубчатый элемент, имеющий ближний конец, дальний конец и сквозной продольный канал, ограничивающий продольную ось, причем первый трубчатый элемент состоит из листа, имеющего ближний конец, дальний конец, продольную ось и периферическую ось, при этом лист предусмотрен с
первой стороной, имеющей ближнюю часть, имеющую ближний конец и дальний конец, и дальнюю часть, имеющую ближний конец и дальний конец;
второй стороной, имеющей ближний конец и дальний конец, причем вторая сторона расположена между ближним концом листа и дальним концом листа;
третьей стороной, имеющей ближний конец и дальний конец, причем третья сторона расположена между дальним концом второй стороны и дальним концом листа;
четвертой стороной, расположенной между ближним концом ближней части первой стороны и ближним концом второй стороны;
пятой стороной, расположенной между дальним концом дальней части первой стороны и дальним концом третьей стороны, причем пятая сторона имеет длину, которая короче длины четвертой стороны; и
шестой стороной, расположенной между второй стороной и третьей стороной;
б) крепежное средство для присоединения второй стороны к ближней части первой стороны и третьей стороны к дальней части первой стороны так, чтобы четвертая сторона ограничивала ближнюю апертуру стента, сообщающуюся с продольным каналом, пятая сторона ограничивала дальнюю апертуру стента, сообщающуюся с продольным каналом, а шестая сторона и ближний конец третьей стороны и ближний конец дальней части первой стороны ограничивали апертуру бокового ответвления, сообщающуюся с продольным каналом, имеющую размеры и выполненную с возможностью введения и крепления второго трубчатого элемента; и
в) второй трубчатый элемент, имеющий ближний конец, дальний конец и продольный сквозной канал, причем второй трубчатый элемент расположен в апертуре ответвления так, чтобы ближний конец второго трубчатого элемента был расположен в продольном канале первого трубчатого элемента.
Дополнительной задачей настоящего изобретения является обеспечение способа изготовления разветвленного стента, предусматривающего
а) вырезание ближнего элемента из первой, поддающейся расширению, трубки, имеющей первый диаметр поперечного сечения, причем ближний элемент имеет ближний конец, дальний конец и продольный сквозной канал;
б) вырезание дальнего элемента из второй, поддающейся расширению, трубки, имеющей второй диаметр поперечного сечения, который меньше первого диаметра поперечного сечения первой трубки, при этом дальний элемент имеет ближний конец, дальний конец и продольный сквозной канал;
в) присоединение части дальнего конца ближнего элемента к части ближнего конца дальнего элемента так, чтобы продольный канал ближнего элемента сообщался с продольным каналом дальнего элемента для образования первого, поддающегося расширению, трубчатого элемента, имеющего ближний конец, дальний конец и сквозной продольный канал, причем неприсоединенная часть дальнего конца ближнего элемента и неприсоединенная часть ближнего конца дальнего элемента ограничивают апертуру бокового ответвления, сообщающуюся с продольным каналом первого трубчатого элемента и имеющую размеры и выполненную с возможностью введения и крепления второго, поддающегося расширению, трубчатого элемента;
г) подачу первого, поддающегося расширению, элемента в разветвленный сосуд, имеющий первую полость и вторую полость, так, чтобы первый, поддающийся расширению, трубчатый элемент был расположен в первой полости, а апертура ответвления сообщалась со второй полостью;
д) расширение первого, поддающегося расширению, трубчатого элемента на величину, которой достаточно для крепления первого, поддающегося расширению, трубчатого элемента в первой полости;
е) получение второго, поддающегося расширению, трубчатого элемента, имеющего ближний конец, дальний конец и продольный сквозной канал;
ж) подачу второго, поддающегося расширению, трубчатого элемента в апертуру ответвления первого трубчатого элемента так, чтобы дальний конец второго, поддающегося расширению, трубчатого элемента был расположен во второй полости, а ближний конец второго, поддающегося расширению, трубчатого элемента был расположен в продольном канале первого трубчатого элемента; и
з) расширение второго, поддающегося расширению, трубчатого элемента на величину, которой достаточно для крепления второго, поддающегося расширению, трубчатого элемента во второй полости и в апертуре ответвления.
Еще одной задачей настоящего изобретения является обеспечение разветвленного стента, содержащего
а) первый трубчатый элемент, имеющий ближний конец, дальний конец и продольный сквозной канал, причем первый трубчатый элемент состоит из ближнего элемента и дальнего элемента, при этом ближний элемент имеет первый диаметр поперечного сечения, ближний конец, дальний конец и продольный сквозной канал, а дальний элемент имеет второй диаметр поперечного сечения, который меньше первого диаметра, ближний конец, дальний конец и продольный сквозной канал;
б) крепежное средство для присоединения части дальнего конца ближнего элемента к части ближнего конца дальнего элемента так, чтобы продольный канал ближнего элемента сообщался с продольным каналом дальнего элемента для образования первого трубчатого элемента, причем неприсоединенная часть дальнего конца ближнего элемента и неприсоединенная часть ближнего конца дальнего элемента ограничивают апертуру бокового ответвления, сообщающуюся с продольным каналом первого трубчатого элемента и имеющую размеры и выполненную с возможностью введения и крепления второго, поддающегося расширению, трубчатого элемента; и
в) второй трубчатый элемент, имеющий ближний конец, дальний конец и продольный сквозной канал, причем второй трубчатый элемент расположен и закреплен в апертуре ответвления так, чтобы ближний конец второго трубчатого элемента был расположен в продольном канале первого трубчатого элемента.
Краткое описание чертеже
Фиг. 1 - разветвленный стент, изготовленный в соответствии с настоящим изобретением.
Фиг.2 - листы, используемые для образования ветвей и ствола стента, показанного на фиг.1.
Фиг. 3 - листы, показанные на фиг.2, после того, как они были скатаны в трубчатую конфигурацию.
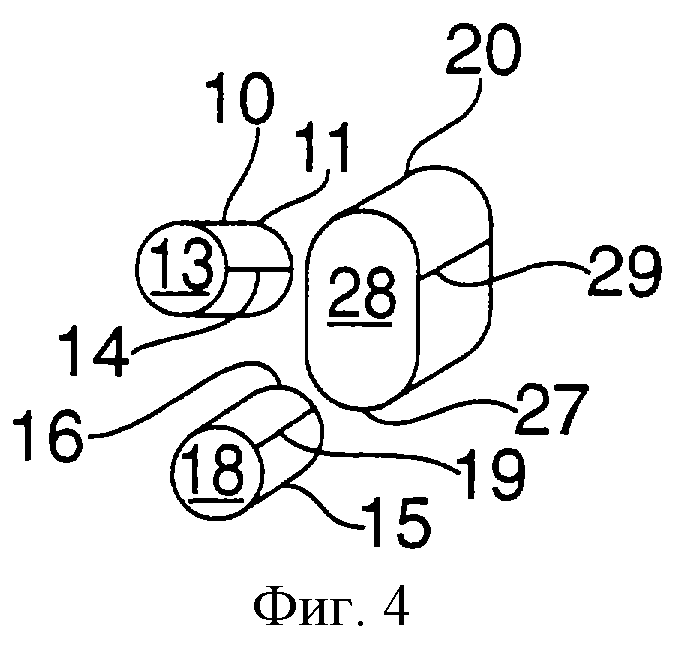
Фиг. 4 - изометрическое изображение трубок, показанных на фиг.3, перед сборкой.
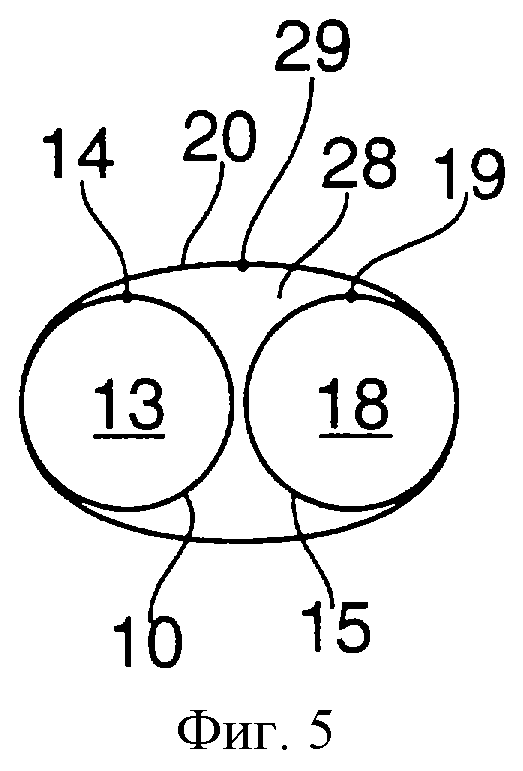
Фиг.5 - вид с торца трубок, показанных на фиг.3 и 4, после их сборки для образования стента.
Фиг.6 - вид сверху собранного устройства, показанного на фиг.5.
Фиг.7 - листы, используемые для получения другого варианта осуществления разветвленного стента, изготовленного в соответствии с настоящим изобретением.
Фиг. 7В - листы, используемые для получения другого варианта осуществления разветвленного стента, изготовленного в соответствии с настоящим изобретением.
Фиг.8 - листы, показанные на фиг.7, с демаркационными точками.
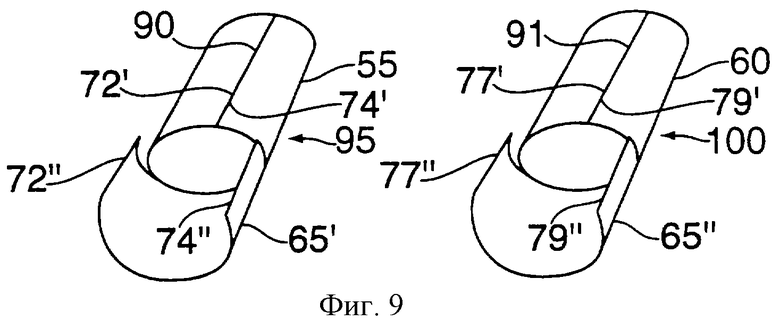
Фиг. 9 - листы, показанные на фиг.8, после того, как они были скатаны в трубчатую конфигурацию.
Фиг.9В - листы, показанные на фиг.7В, после того, как они были скатаны в трубчатую конфигурацию.
Фиг.10 - трубки, показанные на фиг.9, непосредственно перед сборкой.
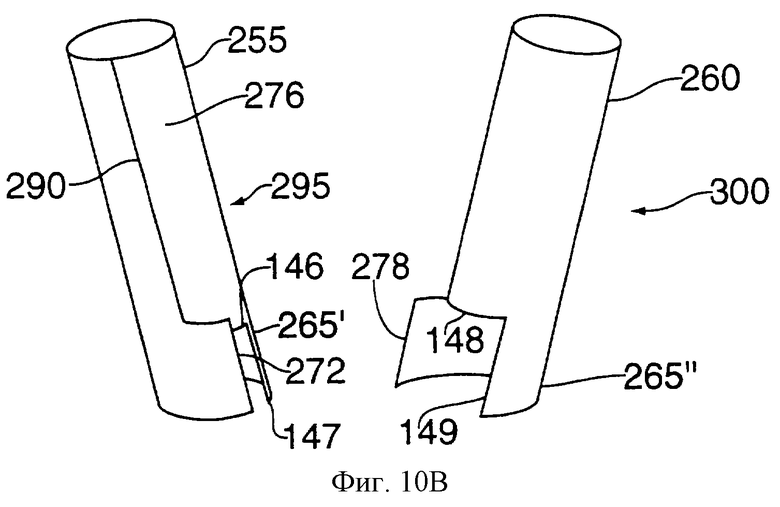
Фиг.10В - трубки, показанные на фиг.9В, непосредственно перед сборкой.
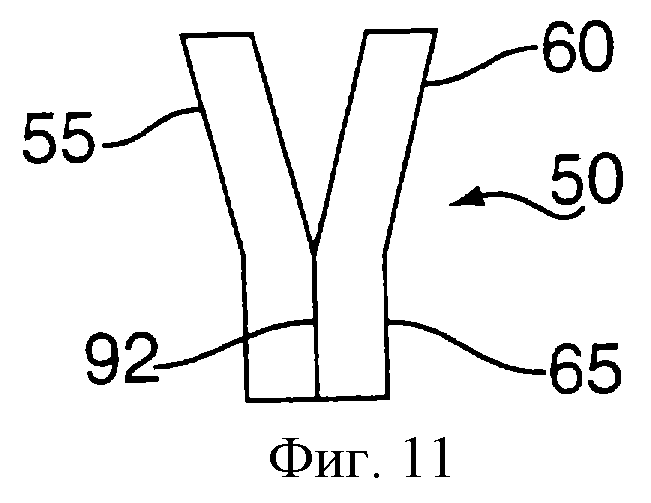
Фиг.11 - вид сбоку трубок, показанных на фиг.9 и фиг.10, после сборки.
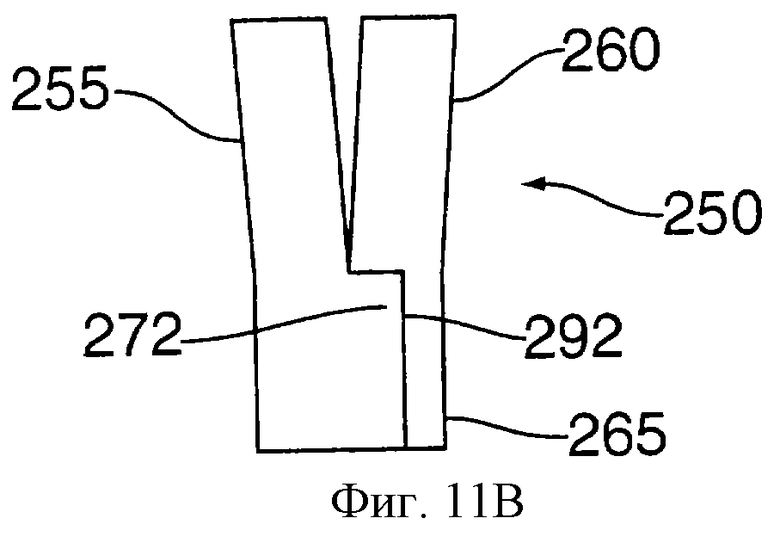
Фиг.11В - вид сбоку трубок, показанных на фиг.9В и 10В, после сборки.
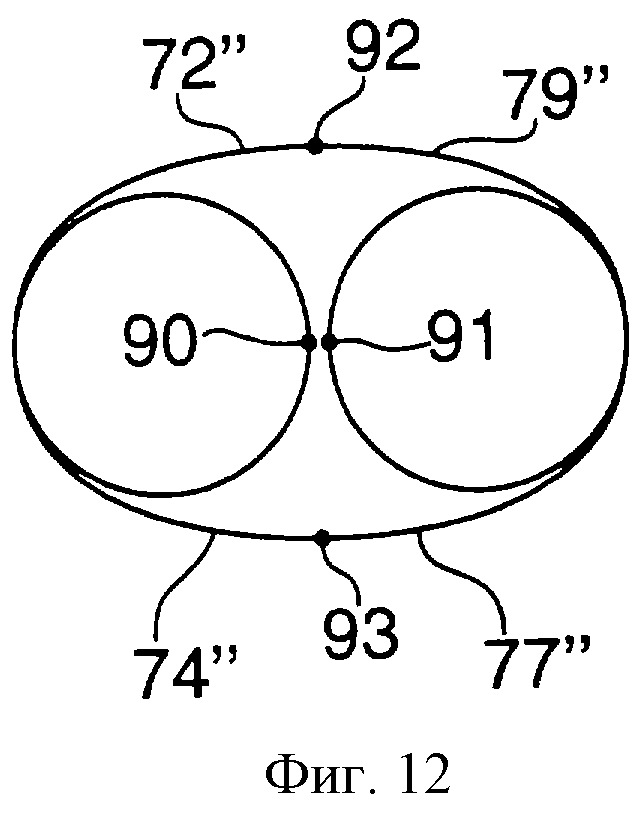
Фиг.12 - вид с торца собранного устройства, показанного на фиг.11.
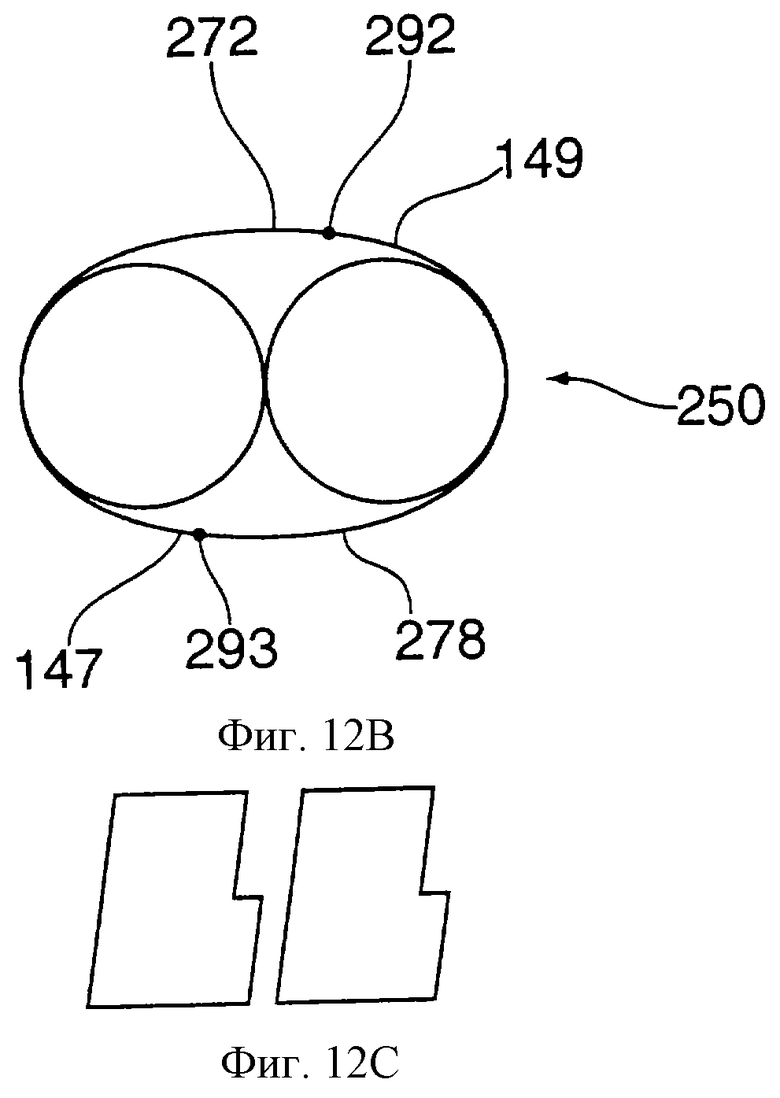
Фиг.12В - вид с торца собранного устройства, показанного на фиг.11В.
Фиг. 12С - альтернативная конфигурация, которая может быть использована вместо конфигураций, показанных на фиг.7 и 7В.
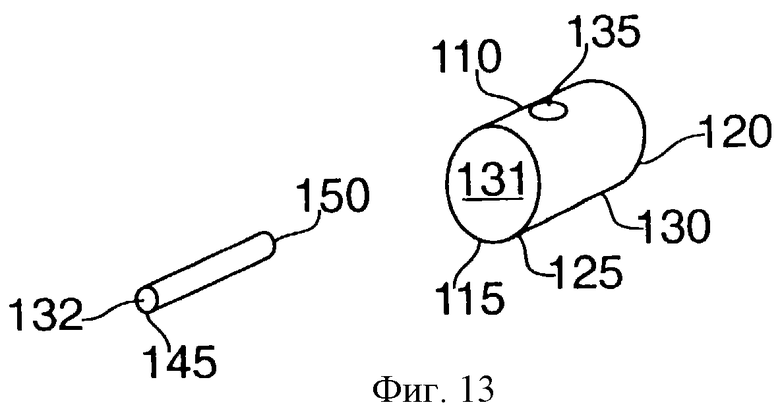
Фиг. 13 - ствол и первая и вторая ветви, используемые для получения другого варианта осуществления разветвленного стента, изготовленного в соответствии с настоящим изобретением.
Фиг.14 - проволочные направители, расположенные в полости ствола и полости ответвления, подвергаемых обработке.
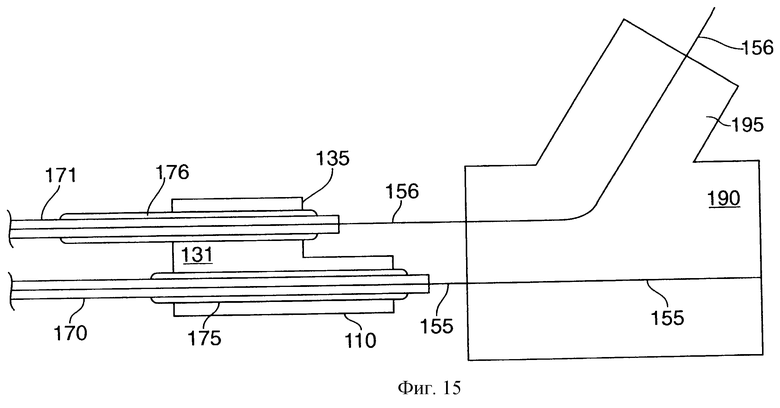
Фиг. 15 - ствол и первая ветвь, показанные на фиг.13, расположенные на катетерах и проволочных направителях перед введением в полость трубчатого органа, подвергаемую обработке.
Фиг.16 - ствол и первая ветвь, показанные на фиг.13, после того, как они были введены в разветвление, подвергаемое обработке, но перед его расширением.
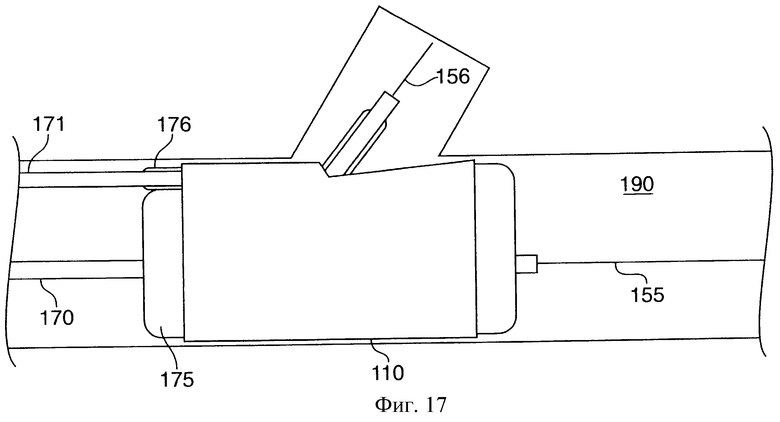
Фиг. 17 - вторая ветвь, показанная на фиг.16, после того, как она была расширена.
Фиг.18 - расширение апертуры ответвления.
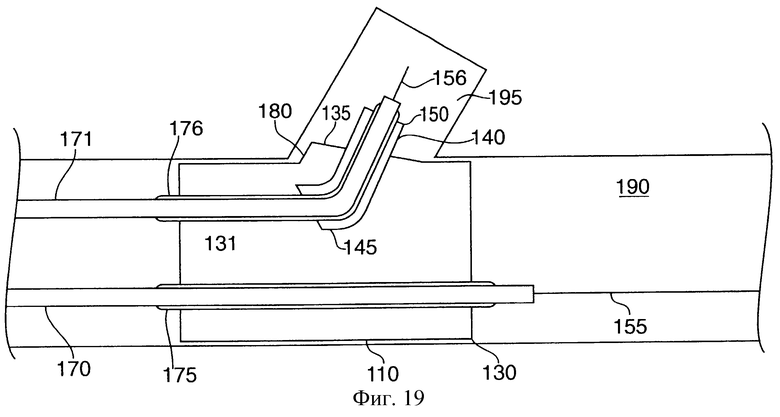
Фиг. 19 - нерасширенная вторая ветвь, расположенная в апертуре ответвления.
Фиг.20 - расширение второй ветви, показанной на фиг.19.
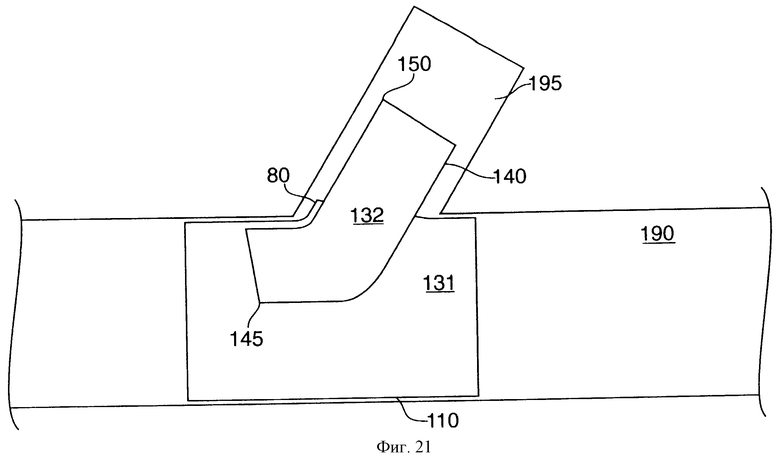
Фиг. 21 - собранный разветвленный стент, расположенный в разветвленной полости трубчатого органа, подвергаемого обработке.
Фиг. 22 - лист, используемый для образования первого, поддающегося расширению, трубчатого элемента.
Фиг. 23 - лист, показанный на фиг.22, после того, как он был свернут для образования первого, поддающегося расширению, трубчатого элемента.
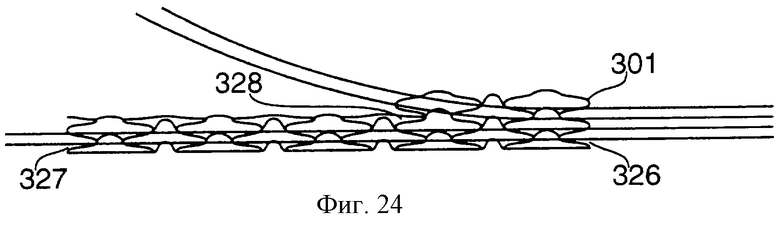
Фиг. 24 - первый, поддающийся расширению, трубчатый элемент, показанный на фиг. 23, с катетерами, введенными в продольный канал и апертуру бокового ответвления.
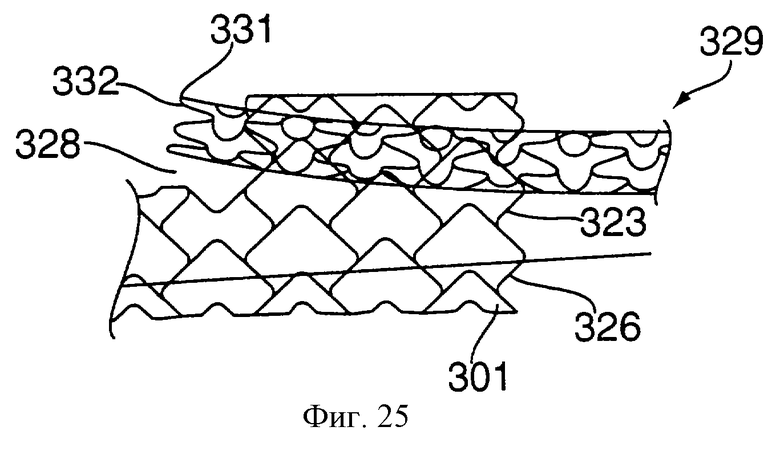
Фиг. 25 - первый, поддающийся расширению, трубчатый элемент, показанный на фиг.24, после расширения с нерасширенным вторым трубчатым элементом, вводимым в апертуру бокового ответвления.
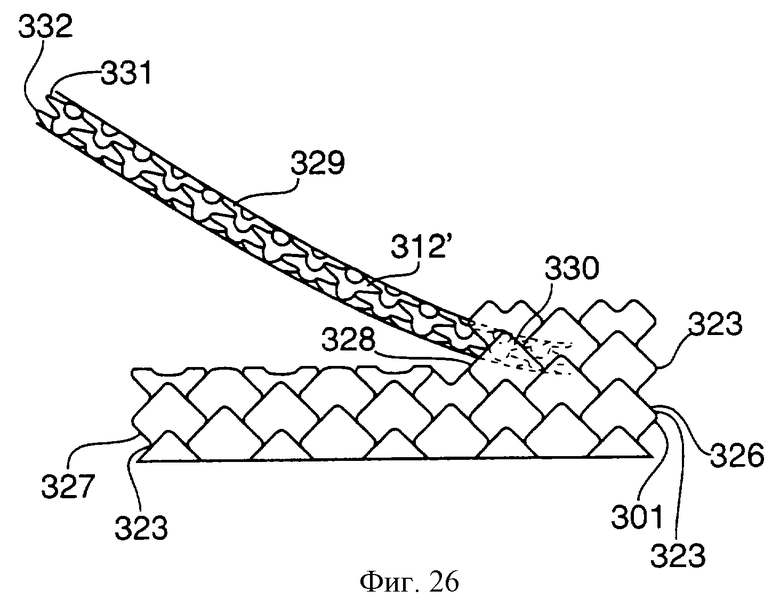
Фиг. 26 - первый, поддающийся расширению, трубчатый элемент, показанный на фиг. 24, после расширения с нерасширенным вторым трубчатым элементом, расположенным в апертуре бокового ответвления.
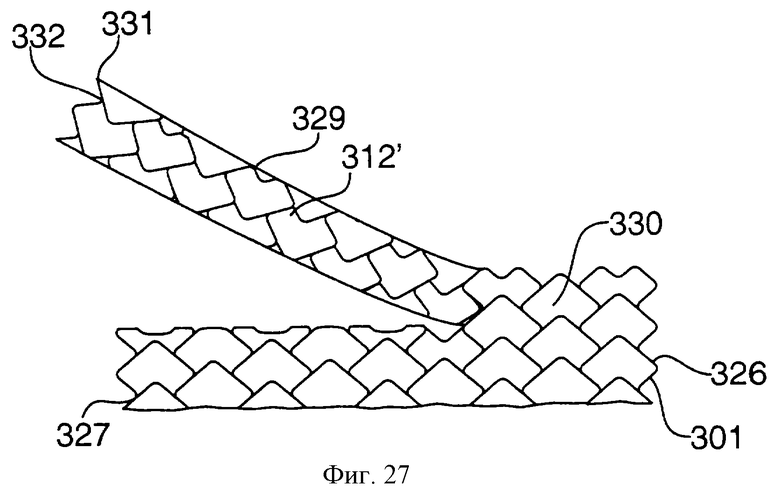
Фиг. 27 - второй трубчатый элемент, показанный на фиг.26, после его расширения.
Фиг. 28 - вид сбоку ближнего элемента и дальнего элемента, используемых для получения альтернативного варианта осуществления настоящего изобретения.
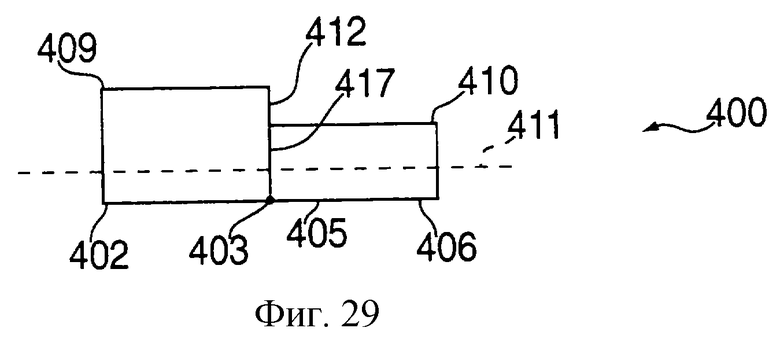
Фиг. 29 - ближний и дальний элементы, показанные на фиг.28, после того, как они были соединены для образования первого, поддающегося расширению, трубчатого элемента.
Фиг. 30 - вид с торца ближнего и дальнего элементов, показанных на фиг. 29.
Фиг. 30А - вид с торца ближнего и дальнего элементов, показанных на фиг. 29, иллюстрирующий альтернативный вариант осуществления, в котором часть ближнего элемента и часть дальнего элемента деформируют перед креплением.
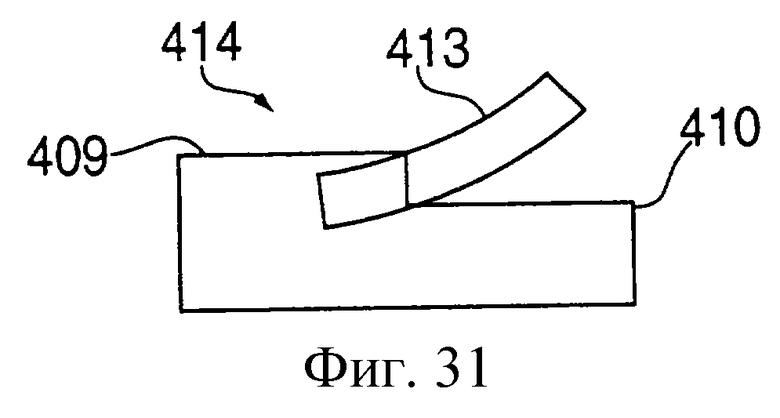
Фиг. 31 - первый, поддающийся расширению, трубчатый элемент, показанный на фиг. 29, со вторым, поддающимся расширению трубчатым элементом, расположенным в апертуре бокового ответвления.
В варианте осуществления, иллюстрируемом на фиг.1, разветвленный стент 5 содержит первую ветвь 10, вторую ветвь 15 и ствол 20. На фиг.2 показан первый лист 25, который используют для образования первой ветви 10, второй лист 30, который используют для образования второй ветви 15, и третий лист 35, который используют для образования ствола 20. Первый лист 25 и второй лист 30 являются по существу плоскими и имеют размеры, соответствующие заданной длине и ширине. Для многих случаев применения первый лист 25 и второй лист 30 будут иметь по существу одинаковые размеры для того, чтобы из них могли быть получены ветви 10 и 15 по существу одинакового размера, однако, ветви 10 и 15 и листы 25 и 30, используемые для их получения, для определенных случаев применения могут быть разных размеров. Стенты, соответствующие настоящему изобретению, могут иметь такие размеры, чтобы в собранном состоянии они имели свои конечные размеры, однако в предпочтительном варианте осуществления стенты выполнены с возможностью расширения и имеют размеры, которые выбраны с таким расчетом, чтобы они принимали свои конечные значения после расширения. Для получения требуемых элементов, поддающихся расширению, как указано ранее, листы 70 и 75 стента могут быть получены резанием или травлением с перфорациями, образующими множество конфигураций, соответствующих определенным случаям применения. Третий лист 35 имеет такие размеры, чтобы при скатывании его в трубку, ее внутреннее поперечное сечение могло бы вмещать наружные диаметры первой ветви 10 и второй ветви 15. Первый лист 25 имеет первый край 26, второй край 27, третий край 28 и четвертый край 29. Второй лист 30 имеет первый край 31, второй край 32, третий край 33 и четвертый край 34. Третий лист 35 имеет первый край 36, второй край 37, третий край 38 и четвертый край 39. После разрезания заготовки металлического листа на листы 25, 30 и 35 их деформируют и скатывают так, чтобы два противоположных края встретились и образовали цилиндр. В примере, показанном на фиг.2 и 3, для образования первой ветви 10 край 27 соединяют с краем 29 посредством прохода 14 основного сварного шва. Для образования второй ветви 15 край 32 соединяют с краем 34 посредством прохода 19 основного сварного шва. Для образования ствола 20 край 37 соединяют с краем 39 посредством прохода 29 основного сварного шва. Эти края могут быть соединены с помощью множества различных способов, пригодных для этой цели, которые хорошо известны квалифицированным специалистам в этой области техники, например, привинчиванием, обжатием, пайкой мягким припоем, однако в предпочтительном варианте осуществления применяют сварку. В особенно предпочтительном варианте осуществления применяют точечную сварку. Как показано на фиг.3, первая ветвь 10 имеет ближний конец 11, дальний конец 12 и ограничивает продольный канал 13. Вторая ветвь 15 имеет ближний конец 16, дальний конец 17 и ограничивает продольный канал 18. Ствол 20 имеет ближний конец 26, дальний конец 27 и ограничивает продольный канал 28. На фиг.4 показана первая ветвь 10, вторая ветвь 15 и ствол 20 непосредственно перед сборкой. Для образования разветвленного стента 5, ближний конец 11 первой ветви 10 и ближний конец 16 второй ветви 15 соединяют на дальнем конце 27 ствола 20 так, чтобы продольные каналы 13, 18 и 28 сообщались друг с другом. На фиг.5 и 6 соответственно представлены вид с торца и вид сбоку собранного устройства.
На фиг. 11 показан второй вариант осуществления разветвленного стента, соответствующего настоящему изобретению. Стент 50 предусмотрен с первой ветвью 55 и второй ветвью 60, прикрепленными к стволу 65. Разветвленный стент 50 образован из первого листа 70 и второго листа 75, как показано на фиг. 7. Листы 70 и 75 стента могут быть получены (резанием или травлением) с перфорациями, образующими множество конфигураций, соответствующих определенным случаям применения, для получения требуемых элементов поддающихся расширению, как указано ранее. Листы 70 и 75 являются по существу плоскими и имеют заданные длину и ширину. Первый лист 70 имеет первый край 71, второй край 72, третий край 73 и четвертый край 74. Второй лист 75 имеет первый край 76, второй край 77, третий край 78 и четвертый край 79. Для образования ветвей стента, часть края 72 скатывают к части края 74, а часть края 77 скатывают к части края 79. Как показано на фиг.8, на листах 70 и 75 выбирают демаркационные точки 80, 81, 82 и 83. Эти демаркационные точки 80, 81, 82 и 83 выбирают в соответствии с требованиями определенных случаев применения и могут быть отрегулированы в зависимости от требуемых длин ветвей 50 и 60 и ствола 65. Демаркационные точки 80 и 81, которые находятся на одинаковом расстоянии от краев 73 и 71, и демаркационные точки 82 и 83, которые находятся на одинаковом расстоянии от краев 76 и 78, обеспечивают получение стента, в котором ветви 55 и 60 имеют длину, которая по существу равна длине ствола 65. Если демаркационные точки выбирают ближе к краям 73 и 78, чем к краям 71 и 76, то ствол имеет длину, которая больше длины каждой из ветвей. Если демаркационные точки выбирают ближе к краям 71 и 76, чем к краям 73 и 78, то каждая из ветвей 60 и 65 будет иметь длину, которая больше длины ствола 65. Однако в предпочтительном варианте осуществления настоящего изобретения демаркационные точки 80, 81, 82 и 83 выбирают так, чтобы ближние края 72", 74", 77" и 79" находились приблизительно на трети длины краев 72, 74, 77 и 79. Как показано на фиг.8, демаркационная точка 80 делит край 72 приблизительно в средней точке на дальний край 72' и ближний край 72". Демаркационная точка 81 делит край 74 приблизительно в средней точке на дальний край 74' и ближний край 74". Демаркационная точка 82 делит край 77 приблизительно в средней точке на дальний край 77' и ближний край 77", а демаркационная точка 83 делит край 79 приблизительно в средней точке на дальний край 79' и ближний край 79".
Для образования стента край 72' соединяют с краем 74' посредством прохода 90 основного сварного шва для образования первого элемента 95, имеющую первую ветвь 55 и первую половину 65' ствола, как показано на фиг.9. Край 77' соединяют с краем 79' посредством прохода 91 основного сварного шва для образования второго элемента 100, имеющего вторую ветвь 60 и вторую половину 65" ствола. Как было указано ранее, края могут быть соединены с помощью множества различных способов, которые хорошо известны квалифицированным специалистам в этой области техники. На фиг.10 иллюстрируются первый элемент 95 и второй элемент 100, показанные на фиг.9 совмещенными непосредственно перед сборкой. Для получения разветвленного стента 50, показанного на фиг.11 и 12, край 72" соединяют с краем 77" посредством прохода 92 основного сварного шва, а край 74" соединяют с краем 77" посредством прохода 93 основного сварного шва так, чтобы первая половина 65' ствола и вторая половина 65" ствола образовывали ствол 65. На фиг.12 представлено поперечное сечение стента, показанного на фиг.11.
В варианте осуществления, показанном на фиг.7, листы 70 и 75 имеют форму квадратов или прямоугольников. Однако, как показано на фиг.7В, листы 70 и 75 могут иметь другую форму. На фиг.11В показан разветвленный стент, изготовленный при использовании листов 270 и 275, иллюстрируемых на фиг.7В. Стент 250 предусмотрен с первой ветвью 255 и второй ветвью 260, прикрепленными к стволу 265. Разветвленный стент 250 образуют из первого листа 270 и второго листа 275, как показано на фиг.7В. Размеры листов 270 и 275 стента могут быть получены резанием или травлением, как было указано ранее. Как показано на фиг. 7В, первый лист 270 имеет первый край 271, второй край 272, третий край 273, четвертый край 274, пятый край 275, шестой край 276, седьмой край 146 и восьмой край 147. Второй лист 275 имеет первый край 277, второй край 278, третий край 279, четвертый край 280, пятый край 281, шестой край 282, седьмой край 148 и восьмой край 149. Как показано на фиг.9В, край 274 соединяют с краем 276 посредством прохода 290 основного сварного шва для образования первого элемента 295, имеющего первую ветвь 255 и первую половину 265' ствола. Край 280 соединяют с краем 282 посредством прохода 291 основного сварного шва для образования второго элемента 300, имеющего вторую ветвь 260 и вторую половину 265" ствола. Как было указано ранее, эти края могут быть соединены множеством способов, которые хорошо известны квалифицированному специалисту в этой области техники. На фиг.10В иллюстрируются первый элемент 295 и второй элемент 300, показанные на фиг.9В, в совмещении непосредственно перед сборкой. Для получения разветвленного стента 250, показанного на фиг. 11В и 12В, край 272 соединяют с краем 149 посредством прохода 292 основного сварного шва, а край 278 соединяют с краем 147 посредством прохода 293 основного сварного шва так, чтобы первая половина 265' ствола и вторая половина 265" ствола образовывали ствол 265. На фиг.12В приведено поперечное сечение стента, показанного на фиг.11В. На фиг.12С показана альтернативная конфигурация, которая может быть использована вместо конфигураций, показанных на фиг.7 и 7В.
Третий вариант осуществления настоящего изобретения содержит две части, которые последовательно развертывают в два этапа и собирают в полости трубчатого органа пациента для образования разветвленного стента. На фиг.13 показан ствол и первая ветвь 110, предусмотренные с продольным каналом 131 и имеющие ближний конец 115, ограничивающий ствол 125, и дальний конец 120, ограничивающий первую ветвь 130. Вторая ветвь 140 предусмотрена с продольным каналом 132 и имеет ближний конец 145 и дальний конец 150. Ствол и первая ветвь 110 и вторая ветвь 140 могут иметь размеры, полученные резанием или травлением, как указано ранее. Апертура 135 ответвления расположена между ближним концом 115 и дальним концом 120 ствола и первой ветвью 110. Апертура 135 ответвления имеет такой размер, чтобы принимать вторую ветвь 140, и выполнена с возможностью сцепления и крепления второй ветви 140, когда она расширена, в апертуре 135 ответвления. Вторая ветвь 140 имеет такие размеры и выполнена так, чтобы при расширении сцепляться и крепиться в апертуре 135 ответвления. На фиг. 14-21 показано то, как разветвленный стент собирают в полости разветвленного трубчатого органа. Как показано на фиг.14-21, областью, подвергаемой обработке, является полость разветвленного трубчатого органа, имеющая первую полость или полость 190 ствола и вторую полость или полость 195 ответвления. Как показано на фиг.14, первый проволочный направитель 155 вводят в полость 190 ствола, а второй проволочный направитель 156 вводят в полость 195 ответвления. Как показано на фиг.15, ствол, поддающийся расширению надувным баллоном, вводимым в полость тела, и первая ветвь 110 расположены на конце первого баллонного катетера 170 так, чтобы надувной баллон 175, вводимый в полость тела, был расположен в продольном канале 131. После этого второй баллонный катетер 171 вводят в продольный канал 131 ствола и первую ветвь 110 и продвигают так, чтобы надувной баллон 176 располагался в апертуре 135. Первый катетер 170 монтируют на первом проволочном направителе 155, а второй катетер 171 - на втором проволочном направителе 156. Как показано на фиг.16, нерасширенные ствол и первую ветвь 110 направляют к области, подвергаемой обработке, так, чтобы первая ветвь 130 была расположена в полости 190 ствола трубчатого органа, а апертура 135 ответвления сообщалась с полостью 195 ответвления. Проволочный направитель 156 облегчает ориентирование апертуры 135 ответвления с полостью 195 ответвления. Размеры стандартных катетеров и надувных баллонов, вводимых в полость тела, показаны не в масштабе, и для простоты изображения на чертежах не приведены детали, хорошо известные квалифицированным специалистам в этой области техники. Как показано на фиг.17, посредством надувания баллона 175 ствол и ветвь 110 стента расширяют для закрепления их в требуемом положении. После расширения наружная стенка ствола и первой ветви 110 стента будут находиться в контактном взаимодействии с внутренними стенками полости 190 ствола трубчатого органа, однако, для ясности изображения намеренно оставлен зазор. Надувной баллон 175 на первом катетере 170 оставляют надутым, а затем надувают надувной баллон 176 на втором катетере 171 для расширения апертуры 135 ответвления, как показано на фиг.18. Когда апертура 135 ответвления расширена, часть стента, ограничивающую апертуру 135 ответвления, проталкивают в направлении наружу для образования фиксирующего выступа 180 ответвления.
Надувные баллоны 175 и 176 спускают, извлекают второй катетер 171, а второй проволочный направитель 156 оставляют на месте в полости 195 ответвления трубчатого органа. После этого ко второму катетеру 171 прикладывают вторую ветвь 140 стента так, чтобы надувной баллон 176 располагался в продольном канале 132, а затем ко второму проволочному направителю 156 прикладывают второй катетер 171. После этого направляют вторую ветвь 140 стента и вводят в продольный канал 131 ствола стента и первую ветвь 110 стента и продвигают и пропускают через апертуру 135 ответвления так, чтобы дальний конец 150 второй ветви 140 стента выступал в полость 195 ответвления трубчатого органа, а ближний конец 145 сообщался с продольным каналом 131 стента, как показано на фиг.19. Надувной баллон 176 на втором катетере 171 частично надут и после этого частично надувают надувной баллон 175 на первом катетере 170, причем давление в нем по существу равно давлению в баллоне 176. Затем оба надувных баллона 175 и 176 одновременно надувают по существу до одинаковых давлений. Как показано на фиг.20, надувание надувного баллона 176 на втором катетере 171 заставляет вторую ветвь 140 стента расширяться так, чтобы ее наружные стенки сцеплялись и закреплялись в области, окружающей апертуру 135 ответвления. Надувание надувного баллона 175 на первом катетере предотвращает схлопывание ствола и левой ветви 110 стента при надувании надувного баллона 176. После расширения наружные стенки второй ветви 140 стента будут находиться в контактном взаимодействии с внутренней стенкой полости 195 трубчатого органа, однако, для ясности изображения на чертеже намеренно оставлен зазор. После этого надувные баллоны 175 и 176 спускают, катетеры 170 и 171 и проволочные направители 155 и 156 извлекают, а собранный разветвленный стент 160 оставляют на месте, как показано на фиг.21.
На фиг. 22-31 иллюстрируется особенно предпочтительный способ изготовления разветвленного стента, соответствующего настоящему изобретению. На фиг. 22 показан лист 300, используемый для образования первого, поддающегося расширению, трубчатого элемента 301. Лист 300 имеет продольную ось 302, периферическую ось 303, ближний конец 304, дальний конец 305, первую сторону 306, вторую сторону 307, третью сторону 308, четвертую сторону 309, пятую сторону 310 и шестую сторону 311. Лист 300 может быть предусмотрен с множеством конфигураций, однако в предпочтительном варианте осуществления лист 300 предусмотрен с множеством поддающихся расширению ячеек 312, которые выполнены с возможностью быть по существу гибкими до расширения первого трубчатого элемента 301 и быть по существу жесткими после расширения первого трубчатого элемента 301. В особенно предпочтительном варианте осуществления настоящего изобретения, как показано на фиг.22, гибкие ячейки 312 листа 300 по существу одинаковы.
Первая сторона 306 листа 300 имеет ближнюю часть 313, имеющую ближний конец 314 и дальний конец 315. Первая сторона 306 имеет также дальнюю часть 316, имеющую ближний конец 317 и дальний конец 318.
Вторая сторона 307 листа 300 имеет ближний конец 319 и дальний конец 320 и расположена между ближним концом 304 листа 300 и дальним концом 305 листа 300.
Третья сторона 308 листа 300 имеет ближний конец 321 и дальний конец 322 и расположена между дальним концом 320 второй стороны 307 и дальним концом 305 листа 300.
Четвертая сторона 309 листа 300 расположена между ближним концом 314 ближней части 313 первой стороны 306 и ближним концом 319 второй стороны 307.
Пятая сторона 310 листа 300 расположена между дальним концом 318 дальней части 316 первой стороны 306 и дальним концом 322 третьей стороны 308 и имеет длину L1, которая меньше длины L2 четвертой стороны 309. В предпочтительном варианте осуществления длина L1 пятой стороны 310 и длина L2 четвертой стороны 309 находятся в соотношении 5:7, то есть пятая сторона 310 имеет длину L1, которая составляет приблизительно 70% длины L2 четвертой стороны 309. В особенно предпочтительном варианте осуществления лист 300 подвергают травлению для получения множества по существу одинаковых ячеек 312, как было указано ранее, и число ячеек, расположенных вдоль периферической оси 303 пятой стороны 310, и число ячеек, расположенных вдоль периферической оси 303 четвертой стороны 309, находятся в соотношении 5:7.
Шестая сторона 311 расположена между второй стороной 307 и третьей стороной 308. В особенно предпочтительном варианте осуществления первая сторона 306, вторая сторона 307 и третья сторона 308 по существу параллельны друг другу, и четвертая сторона 309, пятая сторона 310 и шестая сторона 311 по существу параллельны друг другу, а первая сторона 306, вторая сторона 307 и третья сторона 308 по существу перпендикулярны четвертой стороне 309, пятой стороне 310 и шестой стороне 311.
Для получения первого, поддающегося расширению, трубчатого элемента 301, вторую сторону 307 листа 300 крепят посредством крепежного средства к ближней части 313 первой стороны 306 листа 300, а третью сторону 308 листа 300 крепят посредством крепежного средства к дальней части 316 первой стороны 306 листа 300 для образования первого, поддающегося расширению, трубчатого элемента 301, имеющего продольный канал 323, ограничивающий продольную ось 324, как показано на фиг.23. Этап крепления может быть осуществлен с помощью множества крепежных средств, хорошо известных квалифицированным специалистам в этой области техники, пригодных для этой цели, однако, в предпочтительном варианте осуществления этап крепления осуществляют с помощью привинчивания, обжатия, пайки мягким припоем, сварки или точечной сварки.
В варианте осуществления настоящего изобретения, показанном на фиг.23, в качестве крепежного средства использована точечная сварка 325. После того как стороны соединены в соответствии с описанием, приведенным выше, четвертая сторона 309 ограничивает апертуру ближнего трубчатого элемента или апертуру 326 стента, сообщающуюся с продольным каналом 323, а пятая сторона 310 ограничивает апертуру дальнего трубчатого элемента или апертуру 327 стента, сообщающуюся с продольным каналом 323, как показано на фиг.23 и 26. Шестая сторона 311 и ближний конец 321 третьей стороны 308 и ближний конец 317 дальней части 316 первой стороны 306 ограничивают апертуру 328 бокового ответвления (как показано на фиг.23-26), имеющего размер и выполненного с возможностью приема и крепления второго, поддающегося расширению, трубчатого элемента 329 (показанного на фиг.26 и 27). Апертура 328 ответвления имеет диаметр D1, который больше диаметра D2 нерасширенного стента, то есть апертура 328 ответвления больше ближней и дальней апертур 326 и 327, соответственно, первого трубчатого элемента 301 перед и после расширения трубчатого элемента 301.
После этого первый, поддающийся расширению, трубчатый элемент 301 подают к разветвленному сосуду, имеющему первую полость и вторую полость, так, чтобы первый, поддающийся расширению, трубчатый элемент был расположен в первой полости, а апертура ответвления сообщалась со второй полостью. В предпочтительном варианте осуществления подачу осуществляют посредством баллонного катетера, как было указано ранее. После его позиционирования первый трубчатый элемент расширяют на величину, которой достаточно для крепления первого, поддающегося расширению, трубчатого элемента в первой полости.
После этого получают второй, поддающийся расширению, трубчатый элемент 329, имеющий ближний конец 330, дальний конец 331 и сквозной продольный канал 332. Второму, поддающемуся расширению, трубчатому элементу 329 (показанному на фиг. 25, 26 и 27) может быть придана конфигурация таким же способом, как указано ранее со ссылкой на лист 300. В предпочтительном варианте осуществления настоящего изобретения ячейки 312 листа 300, используемые для получения первого, поддающегося расширению, трубчатого элемента 301 и ячейки 312' второго, поддающегося расширению, трубчатого элемента 329, по существу одинаковы.
Второй, поддающийся расширению, трубчатый элемент 329 подают в продольный канал 323 первого трубчатого элемента 301, как показано на фиг.25, и продвигают в и за апертуру 328 ответвления, как показано на фиг.26, так, чтобы дальний конец 331 второго, поддающегося расширению, трубчатого элемента 329 был расположен во второй полости трубчатого органа, а ближний конец 330 второго, поддающегося расширению, трубчатого элемента 329 располагался в продольном канале 323 первого трубчатого элемента 301. После этого второй, поддающийся расширению, трубчатый элемент 329 расширяют на величину, которой достаточно для крепления второго, поддающегося расширению, трубчатого органа 329 во второй полости трубчатого органа и в апертуре 328 ответвления первого трубчатого элемента 301, как показано на фиг.27.
Среди преимуществ, которые обеспечивает этот вариант осуществления настоящего изобретения, основным является то, что этот стент обеспечивает получение большой апертуры ответвления, что облегчает введение второго трубчатого элемента в боковое ответвление или вторую полость трубчатого органа. Кроме того, этот стент особенно пригоден для выполнения последовательного поддержания разветвления, а также для поддержания вокруг бокового ответвления прежде, чем оно закупорится.
На фиг.28-31 иллюстрируется альтернативный вариант осуществления и альтернативный способ изготовления первого трубчатого элемента, показанного на фиг. 23-27. В соответствии с этим вариантом осуществления первый трубчатый элемент 400 (показанный на фиг.29) содержит ближний элемент 401, имеющий ближний конец 402 и дальний конец 403, и дальний элемент 404, имеющий ближний конец 405 и дальний конец 406, как показано на фиг.28. Ближний элемент 401 имеет продольный канал 415 и вырезан из второй трубки 407, имеющей первый диаметр D1 поперечного сечения. Дальний элемент 404 имеет продольный канал 416 и вырезан из второй трубки 408, имеющей второй диаметр D2 поперечного сечения. Диаметр D2 меньше диаметра D1. Конфигурации трубок 401 и 404 могут быть получены резанием или травлением, как было указано ранее, прежде, чем ближний элемент 401 и дальний элемент 404 вырежут из трубок 407 и 408. В альтернативном варианте конфигурации ближнего и дальнего элементов 401 и 404, соответственно, могут быть получены травлением или резанием после того, как ближний и дальний элементы 401 и 404, соответственно, были вырезаны из трубок 407 и 408. Для получения первого трубчатого элемента 400, часть дальнего конца 403 ближнего элемента 401 крепят посредством крепежного средства 417 к части ближнего конца 405 дальнего элемента 404 для образования первого трубчатого элемента 400, имеющего ближний конец 409 и дальний конец 410 и продольный сквозной канал 411, как показано на фиг.29. Элементы 401 и 404 могут быть прикреплены при использовании множества видов крепежных средств, однако в предпочтительном варианте осуществления настоящего изобретения в качестве крепежного средства используют сварку. В особенно предпочтительном варианте осуществления используют точечную сварку. Поскольку диаметр D2 меньше диаметра D1, неприкрепленная часть дальнего конца 403 ближней части 401 и неприкрепленная часть ближнего конца 405 дальней части 404 ограничивают апертуру 412 ответвления, как показано на фиг.29 и 30 (который представляет собой вид с торца изображения, показанного на фиг.29). В некоторых случаях применения может оказаться желательным, чтобы большая часть дальнего конца 403 ближнего элемента 401 и ближний конец 405 дальнего элемента 404 находились в контактном взаимодействии прежде, чем они будут соединены, для того, чтобы увеличить прочность первого трубчатого элемента 400. Это может быть выполнено, например, посредством деформирования, совмещения и контактного взаимодействия большей площади поверхности ближнего конца 405 дальнего элемента 404 перед креплением дальнего конца 403 с ближним концом 405. Фиг.30А представляет собой вид с торца этого варианта осуществления и показывает, что, по сравнению с вариантом осуществления, показанным на фиг.30, в этом случае большая площадь поверхности дальнего конца 403 присоединена к ближнему концу 405. На фиг.30А показано также то, что в этом варианте осуществления апертура 412' ответвления больше, чем апертура 412 ответвления, показанная на фиг.30. После этого трубчатый элемент 413 может быть введен в апертуру 412 и 412' ответвления и, как указано ранее, расширен и закреплен так, чтобы часть второго трубчатого элемента 413 сообщалась с продольным каналом 411 для образования разветвленного стента 414 (показанного на фиг.31).
















Изобретение относится к медицине, а именно к хирургии. Изобретение обеспечивает получение более технологичным путем разветвленных стентов и способов изготовления и развертывания разветвленных стентов. Разветвленный стент предназначен для введения в разветвленный сосуд, например кровеносный сосуд. В первом варианте осуществления из первого листа получают первую ветвь, из второго листа - вторую ветвь, из третьего листа - ствол, и обе ветви соединяют со стволом. Во втором варианте осуществления из первого листа получают элемент, имеющий первую ветвь и половину ствола, из второго листа получают второй элемент, имеющий вторую ветвь и половину ствола, и обе половины ствола соединяют для образования разветвленного стента. В третьем варианте осуществления стент содержит две секции, которые последовательно вводят и собирают в сосуде в месте разветвления, подвергаемого обработке. 6 с. и 50 з.п. ф-лы, 31 ил.
| Экономайзер | 0 |
|
SU94A1 |
| Многоканальный протез кровеносного сосуда | 1980 |
|
SU942736A1 |
| US 5824053 А, 20.10.1998. | |||

