Изобретение относится к изготовлению стентов.
Стенты являются изделием, известным на современном уровне развития техники. Как правило, их изготавливают из цилиндрической металлической сетки, которая может расширяться при приложении давления изнутри. В альтернативном варианте, они могут быть получены из проволоки, свитой в цилиндрическую форму.
Известны устройство для изготовления стента (US 5314444, 24.05.1994, А 61 М 29/02)[1] и стент с продольной полостью (US 4776337, 11.10.1998, А 61 М 29/02)[2].
Однако указанные известные средства не позволяют получать стенты более изящных и/или сложных форм.
Краткое изложение сущности настоящего изобретения
По этой причине технической задачей, на решение которой направлены изобретения, является обеспечение способа изготовления стента, с помощью которого можно получать стенты, имеющие относительно сложные и/или тонкие рисунки.
Этот способ предусматривает изготовление сначала плоской версии требуемой заготовки стента из тонкого металлического листа. Плоский рисунок может быть получен с помощью любой приемлемой технологии, например травлением рисунка в металлическом листе или резанием очень тонким лазерным лучом, когда такие лазеры будут производиться на промышленной основе, или посредством какой-либо другой технологии.
После того, как металлический лист обработан резанием, его деформируют так, чтобы заставить его края соприкасаться (встретиться). Для создания цилиндрического стента из плоской, почти прямоугольной металлической заготовки, ее деформируют до тех пор, пока ее края не станут соприкасаться. Те места, где края соприкасаются, соединяют вместе, например, точечной сваркой. После этого стент подвергают либо механической, либо электрохимической полировке.
Технической задачей является обеспечение устройства для изготовления стента, содержащего
а) платформу, выполненную с возможностью позиционирования на ней плоской металлической листовой заготовки, предназначенной для формирования из нее стента, причем плоская металлическая заготовка имеет продольную ось, первую главную поверхность, вторую главную поверхность, первую длинную сторону и вторую длинную сторону, при этом эти первая и вторая длинные стороны по существу параллельны продольной оси;
б) оправку, имеющую по существу цилиндрическую наружную поверхность, первый конец и второй конец, ограничивающие продольную ось, при этом оправка имеет такие размеры, чтобы диаметр ее поперечного сечения был по существу равен или был меньше внутреннего диаметра изготавливаемого стента;
в) средство для фиксации оправки против главной поверхности плоской металлической заготовки;
г) средство для деформирования плоской металлической заготовки против наружной поверхности оправки для придания ей трубчатой формы, при этом средство для деформирования выполнено так, чтобы первая длинная сторона и вторая длинная сторона оставались по существу параллельными друг другу, когда плоской металлической заготовке путем ее деформирования придают цилиндрическую форму.
Другой технической задачей настоящего изобретения является обеспечение устройства для изготовления стента, содержащего
а) основание, имеющее платформу, выполненную с возможностью позиционирования на ней плоской металлической заготовки, предназначенной для формирования из нее стента, причем плоская металлическая заготовка имеет продольную ось, первую главную поверхность, вторую главную поверхность, первую длинную сторону и вторую длинную сторону, при этом первая и вторая длинные стороны по существу параллельны продольной оси листа;
б) оправку, имеющую по существу цилиндрическую наружную поверхность, первый конец и второй конец, ограничивающие продольную ось, при этом оправка имеет такие размеры, чтобы диаметр ее поперечного сечения был по существу равен или был меньше внутреннего диаметра изготавливаемого стента;
в) средство для фиксации оправки против главной поверхности плоской металлической заготовки;
г) множество деформирующих ножей, расположенных вокруг периферии оправки, предназначенных для деформирования плоской металлической заготовки против наружной поверхности оправки так, чтобы плоская заготовка при деформировании принимала по существу трубчатую форму, причем ножи расположены между первым концом оправки и вторым концом оправки, при этом каждый из деформирующих ножей установлен с возможностью независимого и избирательного перемещения в первом направлении к оправке и втором направлении от оправки так, чтобы избирательно прижиматься к оправке или к части заготовки, расположенной между оправкой и каждым из деформирующих ножей, каждый из деформирующих ножей дополнительно приспособлен к тому, чтобы первая длинная сторона и вторая длинная сторона оставались по существу параллельными друг другу, когда стент деформируется в процессе придания ему цилиндрической формы;
д) средство для избирательного перемещения каждого из деформирующих ножей в первом направлении к оправке и во втором направлении от правки; и
е) средство для крепления первой длинной стороны заготовки ко второй длинной стороне.
В дополнительном варианте осуществления технической задачей изобретения является обеспечение устройства для изготовления стента, содержащего средство для крепления первой длинной стороны заготовки ко второй длинной стороне.
В еще одном варианте осуществления технической задачей изобретения является обеспечение устройства для изготовления стента, содержащего
а) основание;
б) область для позиционирования заготовки, причем область приспособлена для позиционирования плоской металлической заготовки или формирования из нее стента, плоская металлическая заготовка имеет продольную ось, первую главную поверхность, вторую главную поверхность, первую длинную сторону и вторую длинную сторону, первая и вторая длинные стороны по существу параллельны продольной оси;
в) рычаг, имеющий первый конец и второй конец, причем первый конец рычага выполнен с возможностью избирательного удержания оправки, имеющей по существу цилиндрическую наружную поверхность, второй конец рычага шарнирно соединен с основанием и установлен с возможностью движения в первом направлении к основанию и во втором направлении от основания и дополнительно приспособлен фиксировать оправку против главной поверхности плоской металлической заготовки, расположенной в области для позиционирования, предусмотренной на основании, при этом оправка имеет диаметр поперечного сечения, который равен или меньше внутреннего диаметра поперечного сечения изготавливаемого стента;
г) средство для деформирования плоской металлической заготовки против наружной поверхности оправки так, чтобы заготовка при деформировании приобретала по существу цилиндрическую форму, соответствующую наружной поверхности оправки, имеющей первую длинную сторону и вторую длинную сторону, которые по существу параллельны друг другу.
Другой технической задачей настоящего изобретения является обеспечение зажимного приспособления для выравнивания и сварки стента, которое содержит
а) основание, имеющее первый конец и второй конец, первую стенку, имеющую первый конец, второй конец, первую главную поверхность и вторую главную поверхность; вторую стенку, имеющую первый конец, второй конец, первую главную поверхность и вторую главную поверхность, причем вторая главная поверхность первой стенки и первая главная поверхность второй стенки ограничивают продольный U-образный канал, имеющий продольную ось в основании, первая стенка предусмотрена с множеством пазов, ограничивающих множество основных зажимных частей, имеющих верхний конец, нижний конец, первую главную поверхность и вторую главную поверхность, каждая из основных зажимных частей предусмотрена с первым каналом, имеющим вогнутую поверхность, расположенным на верхнем конце второй главной поверхности основной зажимной части, и со вторым каналом, имеющим вогнутую поверхность, расположенным на нижнем конце второй главной поверхности основной зажимной части, первый и второй каналы, имеющие вогнутую поверхность, по существу параллельны продольной оси U-образного канала; первая стенка каждой из множества основных зажимных частей предусмотрена с компенсационной прорезью, расположенной между первым каналом, имеющим вогнутую поверхность, и вторым каналом, имеющим вогнутую поверхность, причем компенсационная прорезь по существу параллельна продольной оси U-образного канала;
б) множество вспомогательных зажимных частей, расположенных в U-образном канале между второй главной поверхностью первой стенки и первой главной поверхностью второй стенки, причем каждая из вспомогательных зажимных частей расположена во взаимодействии с одной из основных зажимных частей, каждая из вспомогательных зажимных частей имеет верхний конец, нижний конец, первую главную поверхность, вторую главную поверхность, первую вспомогательную поверхность, расположенную на верхнем конце, вторую вспомогательную поверхность, расположенную на нижнем конце, третью вспомогательную поверхность, расположенную между верхним концом и нижним концом, и четвертую вспомогательную поверхность, расположенную против третьей вспомогательной поверхности между верхним концом и нижним концом, каждая из вспомогательных зажимных частей предусмотрена с первым каналом, имеющим вогнутую поверхность, расположенным на верхнем конце первой главной поверхности вспомогательной зажимной части, и со вторым каналом, имеющим вогнутую поверхность, расположенным на нижнем конце первой главной поверхности вспомогательной зажимной части, первый и второй каналы, имеющие вогнутую поверхность, по существу параллельны продольной оси U-образного канала;
в) отклоняющее средство, расположенное между первой главной поверхностью второй стенки и второй главной поверхностью каждой из основных зажимных частей для отклонения первой главной поверхности каждой из вспомогательных зажимных частей против второй главной поверхности каждой из основных зажимных частей, которые расположены во взаимодействии друг с другом;
г) первый установочный штифт опорного рычага оправки, выступающий из третьей вспомогательной поверхности, и второй установочный штифт опорного рычага оправки, выступающий из четвертой вспомогательной поверхности каждой из вспомогательных зажимных частей, причем установочные штифты опорного рычага оправки по существу параллельны продольной оси U-образного канала;
д) средство для регулирования отклонения, предназначенное для избирательного регулирования расстояния между второй главной поверхностью каждой из основных зажимных частей и первой главной поверхностью каждой из вспомогательных зажимных частей;
е) удерживаемую оправку, расположенную во втором канале, имеющем вогнутую поверхность, первой стенки и во втором канале, имеющем вогнутую поверхность, в каждой из вспомогательных зажимных частей;
ж) опорный рычаг оправки для поддержания стента в процессе совмещения первой длинной стороны заготовки со второй длинной стороной заготовки, причем рычаг предусмотрен с первой опорной канавкой (для поддержания оправки), предназначенной для поддержания первого конца оправки, и со второй опорной канавкой (для поддерживания оправки) для поддержания второго конца оправки, при этом, когда опорный рычаг оправки расположен на второй стенке, поверхность для контактного взаимодействия с первым установочным штифтом опорного рычага оправки имеет контакт с первым установочным штифтом опорного рычага оправки, а поверхность для контактного взаимодействия со вторым установочным штифтом опорного рычага оправки имеет контакт со вторым установочным штифтом опорного рычага оправки.
Другой задачей настоящего изобретения является обеспечение способа изготовления стента, который предусматривает
а) обеспечение множества заготовок стента в плоском металлическом листе, причем каждая из заготовок имеет первую длинную сторону и вторую длинную сторону, первая длинная сторона предусмотрена с множеством пар контактных элементов, вторая длинная сторона предусмотрена с множеством пар контактных элементов, множества пар контактных элементов расположены по существу против друг друга, контактные элементы имеют такие размеры и расположения, чтобы входить в контакт, когда заготовку деформируют для придания трубчатой формы, при этом каждая пара контактных элементов первой длинной стороны предусмотрена с перемычкой, расположенной между контактными элементами, составляющими пару, перемычка имеет ширину, которая меньше ширины других частей стента;
б) позиционирование оправки, имеющей по существу цилиндрическую наружную поверхность и продольную ось, между первой длинной стороной и второй длинной стороной заготовки, причем продольная ось по существу параллельна первой длинной стороне и второй длинной стороне;
в) деформирование заготовки стента для придания трубчатой формы так, чтобы пары контактных элементов первой длинной стороны входили в контакт с парами контактных элементов второй длинной стороны;
г) перерезание перемычки; и
д) соединение каждой из контактных элементов с соответствующим контактным элементом, с которым он имеет контакт, для образования стента, поддающегося расширению.
Еще одной технической задачей настоящего изобретения является обеспечение зажимного приспособления для электрополирования трубчатого стента, которое содержит стойку, имеющую первый конец и второй конец, причем указанная стойка предусмотрена с множеством держателей для электрополирования стента и каждый из указанных держателей имеет
а) основание;
б) электропроводный первый элемент, имеющий первый конец, соединенный с основанием, и второй конец, выполненный с возможностью получения избирательного контакта с наружной поверхностью трубчатого стента без повреждения этой наружной поверхности;
в) неэлектропроводный второй элемент, имеющий первый конец, соединенный с основанием, и второй конец, выполненный с возможностью быть избирательно устанавливаемым в продольном канале стента без повреждения этого продольного канала, причем первый элемент и второй элемент выполнены с дополнительной возможностью смещения второго конца второго элемента в направлении ко второму концу первого элемента на достаточное расстояние, необходимое для крепления стента между первым и вторым элементами.
Другой задачей настоящего изобретения является обеспечение способа электрополирования стента, предусматривающего
а) крепление стента на стойке, причем стойка имеет первый конец и второй конец и предусмотрена с множеством держателей для электрополирования стента, каждый из держателей имеет основание, электропроводный первый элемент, имеющий первый конец, соединенный с основанием, и второй конец, выполненный с возможностью иметь избирательный контакт с наружной поверхностью трубчатого стента без повреждения наружной поверхности, неэлектропроводный второй элемент, имеющий первый конец, соединенный с основанием, и второй конец, выполненный с возможностью быть избирательно устанавливаемым в продольном канале стента без повреждения поверхности продольного канала, при этом первый элемент и второй элемент также выполнены с возможностью отклонения второго конца второго элемента ко второму концу первого элемента на достаточное расстояние для крепления стента между первым и вторым элементами;
б) погружение стента в ванну для электрополирования и подачу электрического тока к первому элементу в течение заданного промежутка времени; и
в) изменение точки контакта второго конца первого элемента с наружной поверхностью стента до истечения заданного промежутка времени.
Еще одной технической задачей настоящего изобретения является обеспечение способа изготовления стента, предусматривающего
а) обеспечение множества заготовок стента в плоском металлическом листе, причем каждая из заготовок имеет первую длинную сторону и вторую длинную сторону, первая длинная сторона предусмотрена с множеством пар контактных элементов, вторая длинная сторона предусмотрена с множеством пар контактных элементов, множества пар контактных элементов расположены по существу против друг друга, контактные элементы имеют такие размеры и расположения, чтобы входить в контакт, когда заготовку деформируют для придания трубчатой формы, при этом каждая пара контактных элементов первой длинной стороны предусмотрена с перемычкой, расположенной между контактными элементами, составляющими пару, перемычка имеет ширину, которая меньше ширины других частей стента;
б) позиционирование оправки, имеющей по существу цилиндрическую наружную поверхность и продольную ось, между первой длинной стороной и второй длинной стороной листа, причем продольная ось по существу параллельна первой длинной стороне и второй длинной стороне;
в) деформирование заготовки для придания трубчатой формы так, чтобы пары контактных элементов первой длинной стороны входили в контакт с парами контактных элементов второй длинной стороны, позволяя части стента оставаться прикрепленной к металлическому листу;
г) перерезание перемычки;
д) соединение каждого из контактных элементов с соответствующим контактным элементом, с которым он имеет контакт, для образования стента;
е) присоединение электрода к металлическому листу;
ж) электрополирование стента; и
з) отделение стента от листа.
Другой задачей настоящего изобретения является обеспечение листа для изготовления стента, имеющего продольную полость, представляющего собой плоский металлический лист для получения множества заготовок стента, причем каждая из заготовок имеет первую длинную сторону и вторую длинную сторону, первая длинная сторона предусмотрена с множеством пар контактных элементов, вторая длинная сторона предусмотрена с множеством пар контактных элементов, множества пар контактных элементов расположены по существу против друг друга, контактные элементы имеют такие размеры и расположения, чтобы входить в контакт, когда рисунок деформируют и прокатывают для придания трубчатой формы, при этом каждая пара контактных элементов первой длинной стороны предусмотрена с перемычкой, расположенной между контактными элементами, составляющими пару, перемычка имеет ширину, которая меньше ширины других частей стента.
Еще одной задачей настоящего изобретения является обеспечение способа изготовления стента, имеющего продольную полость, предусматривающего
а.) изготовление устройства, содержащего
а) корпус лазера;
б) лазер, расположенный в корпусе лазера и установленный с возможностью избирательного перемещения в корпусе лазера;
в) подвижный стол, имеющий первый конец и второй конец и приспособленный для избирательного перемещения в и из корпуса лазера так, что, когда первый конец стола находится в корпусе лазера, второй конец стола находится вне корпуса, а когда второй конец стола находится в корпусе лазера, первый конец стола находится вне корпуса лазера;
г) множество гибочных машин стента, расположенных на первом конце стола, и множество гибочных машин стента, расположенных на втором конце стола, причем каждая из указанных гибочных машин стента содержит
а) основание, имеющее платформу, выполненную с возможностью позиционирования плоской металлической заготовки для образования стента, причем металлическая заготовка имеет продольную ось, первую главную поверхность, вторую главную поверхность, первую длинную сторону и вторую длинную сторону, при этом первая и вторая длинные стороны по существу параллельны продольной оси, заготовка предусмотрена с множеством установочных отверстий;
б) множество установочных штырей, выступающих из каждой платформы, причем установочные штыри имеют размер, который позволяет им входить в установочные отверстия и выравнивать заготовку на платформе;
в) оправка, имеющая по существу цилиндрическую наружную поверхность, первый конец, второй конец и продольную ось, причем оправка имеет диаметр поперечного сечения, который по существу равен или меньше внутреннего диаметра изготавливаемого стента, платформа предусмотрена с первой выемкой, имеющей вогнутую поверхность, выполненной с возможностью позиционирования первого конца оправки, и со второй выемкой, имеющей вогнутую поверхность, выполненной с возможностью позиционирования второго конца оправки;
г) шарнирно присоединенный рычаг, установленный с возможностью движения в первом направлении к платформе и во втором направлении от платформы для фиксации оправки против главной поверхности указанной плоской металлической заготовки;
д) первый деформирующий нож, предусмотренный с рабочей продольной кромкой первого деформирующего ножа; второй деформирующий нож, предусмотренный с рабочей продольной кромкой второго деформирующего ножа; третий деформирующий нож, предусмотренный с рабочей продольной кромкой третьего деформирующего ножа; четвертый деформирующий нож, предусмотренный с рабочей продольной кромкой четвертого деформирующего ножа; пятый деформирующий нож, предусмотренный с рабочей продольной кромкой пятого деформирующего ножа; и шестой деформирующий нож, предусмотренный с рабочей продольной кромкой шестого деформирующего ножа, причем ножи расположены вокруг наружной поверхности оправки, рабочие продольные кромки деформирующих ножей установлены с возможностью деформирования плоской металлической заготовки против наружной поверхности оправки так, чтобы заготовка при деформировании приобретала по существу трубчатую форму, соответствующую по существу наружной поверхности оправки, деформирующие ножи расположены между первым концом и вторым концом оправки, каждый из деформирующих ножей установлен с возможностью независимого и избирательного перемещения в первом направлении к оправке и во втором направлении от оправки так, чтобы избирательно прижимать рабочие продольные кромки деформирующих ножей к оправке или против части заготовки, расположенной между оправкой и каждым из рабочих продольных кромок деформирующих ножей, каждый из деформирующих ножей дополнительно установлен так, чтобы первая длинная сторона и вторая длинная сторона заготовки оставались по существу параллельными друг другу при деформировании для придания ей трубчатой формы, рабочие продольные кромки третьего и шестого ножей предусмотрены с множеством отверстий для лазерного луча, имеющих такие размеры и расположенных так, чтобы позволять рабочим продольным кромкам третьего и шестого деформирующих ножей фиксировать первую длинную сторону и вторую длинную сторону против наружной поверхности оправки, обеспечивая в то же самое время лазеру доступ к определенным частям первой длинной стороны и второй длинной стороны листа для того, чтобы приварить первую длинную сторону ко второй длинной стороне;
ж) первый двигатель, соединенный с первым деформирующим ножом; второй двигатель, соединенный со вторым деформирующим ножом; третий двигатель, соединенный с третьим деформирующим ножом; четвертый двигатель, соединенный с четвертым деформирующим ножом; пятый двигатель, соединенный с пятым деформирующим ножом; и шестой двигатель, соединенный с шестым деформирующим ножом, причем каждый из этих двигателей приспособлен для избирательного перемещения каждого из деформирующих ножей, с которым он соединен, в первом направлении к оправке и во втором направлении от оправки; и
з) компьютер, предназначенный для того, чтобы задавать последовательность, в которой первый конец стола и второй конец стола находятся в корпусе лазера; последовательность и усилие, с которым каждая из рабочих продольных кромок деформирующих ножей давит на оправку или часть заготовки, расположенную между оправкой и каждой из рабочих продольных кромок деформирующих ножей; и последовательность, конфигурацию, место приложения и величину мощности, которую лазер прикладывает к каждой из длинных (первой и второй) сторон каждого из листов, расположенных на каждой из множества гибочных машин;
б. ) вырезание в плоском металлическом листе множества заготовок стента, причем каждая заготовка имеет первую длинную сторону и вторую длинную сторону, первая длинная сторона предусмотрена с множеством пар контактных элементов, вторая длинная сторона предусмотрена с множеством пар контактных элементов, множества пар контактных элементов расположены по существу против друг друга, контактные элементы имеют такие размеры и расположения, чтобы входить в контакт, когда заготовку деформируют для придания трубчатой формы, при этом каждая пара контактных элементов первой длинной стороны предусмотрена с перемычкой, расположенной между контактными элементами, составляющими пару, перемычка имеет ширину, которая меньше ширины других частей стента, лист предусмотрен с множеством установочных отверстий, которые имеют такие размеры и расположены так, чтобы входить в установочные штыри на основании;
в. ) позиционирование заготовки на основании так, чтобы первая главная поверхность заготовки находилась в контакте с основанием;
г.) позиционирование оправки, имеющей по существу цилиндрическую наружную поверхность и продольную ось, против второй главной поверхности заготовки между первой длинной стороной и второй длинной стороной заготовки, причем продольная ось по существу параллельна первой длинной стороне и второй длинной стороне;
д.) деформирование заготовки для придания трубчатой формы так, чтобы пары контактных элементов первой длинной стороны входили в контакт с парами контактных элементов второй длинной стороны, предусматривающее
а) приведение в действие двигателя шестого деформирующего ножа так, чтобы двигатель шестого деформирующего ножа перемещал шестой деформирующий нож в первом направлении на расстояние, достаточное для того, чтобы рабочая продольная кромка шестого деформирующего ножа входила в контакт с наружной поверхностью оправки так, чтобы фиксировать оправку против заготовки;
б) приведение в действие двигателя первого деформирующего ножа так, чтобы двигатель первого деформирующего ножа перемещал первый деформирующий нож в первом направлении на расстояние, достаточное для того, чтобы рабочая продольная кромка первого деформирующего ножа входила в контакт с первой главной поверхностью заготовки и деформировала ее против наружной поверхности оправки;
в) приведение в действие двигателя второго деформирующего ножа так, чтобы двигатель второго деформирующего ножа перемещал второй деформирующий нож в первом направлении на расстояние, достаточное для того, чтобы рабочая продольная кромка второго деформирующего ножа входила в контакт с первой главной поверхностью заготовки и деформировала ее против наружной поверхности оправки;
г) приведение в действие двигателя третьего деформирующего ножа так, чтобы двигатель третьего деформирующего ножа перемещал третий деформирующий нож в первом направлении на расстояние, достаточное для того, чтобы рабочая продольная кромка третьего деформирующего ножа входила в контакт с первой главной поверхностью заготовки и деформировала ее против наружной поверхности оправки, приводя в то же самое время в действие двигатель шестого деформирующего ножа так, чтобы шестой деформирующий нож перемещался во втором направлении от указанной оправки;
д) приведение в действие двигателя четвертого деформирующего ножа так, чтобы двигатель четвертого деформирующего ножа перемещал четвертый деформирующий нож в первом направлении на расстояние, достаточное для того, чтобы рабочая продольная кромка четвертого деформирующего ножа входила в контакт с первой главной поверхностью заготовки и деформировала ее против наружной поверхности оправки;
е) приведение в действие двигателя пятого деформирующего ножа так, чтобы двигатель пятого деформирующего ножа перемещал пятый деформирующий нож в первом направлении на расстояние, достаточное для того, чтобы рабочая продольная кромка пятого деформирующего ножа входила в контакт с первой главной поверхностью заготовки и деформировала ее против наружной поверхности оправки;
ж) приведение в действие двигателя шестого деформирующего ножа так, чтобы двигатель шестого деформирующего ножа перемещал шестой деформирующий нож в первом направлении на расстояние, достаточное для того, чтобы рабочая продольная кромка шестого деформирующего ножа входила в контакт с первой главной поверхностью заготовки и деформировала ее против наружной поверхности оправки;
з) одновременное приведение в действие двигателей третьего и шестого деформирующих ножей так, чтобы двигатели третьего и шестого деформирующих ножей перемещали третий и шестой деформирующие ножи в первом направлении на расстояние, достаточное для того, чтобы рабочие продольные кромки третьего и шестого деформирующих ножей входили в контакт с первой главной поверхностью заготовки и деформировали ее против наружной поверхности оправки;
е.) перерезание перемычки с помощью лазера; и
ж. ) получение с помощью лазера сварных соединений каждого из контактных элементов с контактным элементом, с которым он находится в контакте для образования поддающегося расширению стента.
Другой задачей настоящего изобретения является обеспечение стента, имеющего продольную полость, содержащего первую длинную сторону и вторую длинную сторону, причем первая длинная сторона предусмотрена с множеством пар контактных элементов, вторая длинная сторона предусмотрена с множеством контактных элементов, при этом множество пар контактных элементов первой длинной стороны и множество пар контактных элементов второй длинной стороны расположены по существу против друг друга и соединены друг с другом посредством сварки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Настоящее изобретение станет более понятным и очевидным из приведенного ниже подробного описания, сделанного со ссылкой на сопроводительные чертежи, на которых
фиг. 1 - блок-схема, иллюстрирующая способ изготовления стента, соответствующий настоящему изобретению;
фиг.2А, 2В и 2С - иллюстрации трех альтернативных рисунков стента, полученных травлением плоского металлического листа в соответствии со способом, блок-схема которого приведена на фиг.1;
фиг. 3 - изометрическое изображение стента, подвергнутого деформации, способствующее пониманию способа, блок-схема которого приведена на фиг.1;
фиг. 4 - изометрическое изображение стента, полученного с помощью способа, блок-схема которого приведена на фиг.1;
фиг. 5А и 5В - виды стента сбоку и сверху, соответственно, на которых показано местоположение соединения стента, изометрическое изображение которого показано на фиг.4;
фиг. 6 - вид сбоку местоположения одного соединения стента, изометрическое изображение которого показано на фиг.4, посредством элемента, похожего на гвоздь;
фиг. 7 - металлический лист с множеством заготовок, полученных в соответствии с настоящим изобретением;
фиг. 8 - детальное изображение одного из рисунков заготовок, показанных на фиг.7;
фиг. 9 - детальное изображение пары контактных углублений, показанных на фиг.8;
фиг. 10 - детальное изображение пары контактных выступов, показанных на фиг.8;
фиг. 11 - контактные углубления и контактные выступы, иллюстрируемые на фиг.9 и 10, показанные в положении введения в контакт;
фиг.12 - проход при выполнении сварного соединения, применяемого в соответствии с настоящим изобретением;
фиг. 13 - детальное изображение прохода сварного соединения, показанного на фиг.12;
фиг.14 - детальное изображение ячейки стента, изготовленного в соответствии с настоящим изобретением;
фиг.15 - детальное изображение ячейки, полученной в соответствии с настоящим изобретением;
фиг. 16 - ячейка стента, изготовленного в соответствии с настоящим изобретением;
фиг.17 - увеличенное изображение ячейки, показанной на фиг.16;
фиг. 18 - поперечное сечение продольного элемента стента, изготовленного в соответствии с настоящим изобретением;
фиг. 19 - поперечное сечение стента, изготовленного в соответствии с настоящим изобретением;
фиг. 20 - изометрическое изображение стента, изготовленного в соответствии с настоящим изобретением;
фиг.21 - поперечное сечение вида спереди нерасширенного (неразвернутого) стента, изготовленного в соответствии с настоящим изобретением;
фиг. 22 - поперечное сечение вида спереди стента, показанного на фиг.21, после того, как он был расширен (развернут);
фиг. 23 - поперечное сечение вида спереди нерасширенного стента, изготовленного вырезанием рисунка в трубке;
фиг. 24 - поперечное сечение вида спереди стента, показанного на фиг.23, после расширения;
фиг. 25 - устройство для изготовления стента, получаемого в соответствии с настоящим изобретением;
фиг. 26 - устройство для изготовления стента, получаемого в соответствии с настоящим изобретением;
фиг. 27 - увеличенное изображение части устройства, показанного на фиг. 26;
фиг.28 - контактные элементы, создаваемые в соответствии с настоящим изобретением;
фиг.29 - контактные элементы, создаваемые в соответствии с настоящим изобретением;
фиг. 30А-30I - последовательность изготовления стента при использовании устройства, показанного на фиг.25 и 26;
фиг. 31 - элементы V-образной канавки и зазора, образуемого в соответствии с настоящим изобретением;
фиг. 32 - элементы двух продольных рабочих кромок деформирующих ножей, изготавливаемых в соответствии с настоящим изобретением;
фиг. 33 - альтернативный вариант воплощения контакта контактных элементов, получаемых в соответствии с настоящим изобретением;
фиг.34 - альтернативный вариант воплощения контактных элементов, получаемых в соответствии с настоящим изобретением;
фиг.35 - оправка, применяемая в соответствии с настоящим изобретением;
фиг.36 - поверхность для позиционирования оправки в соответствии с настоящим изобретением;
фиг. 37 - альтернативный вариант воплощения устройства, изготовленного в соответствии с настоящим изобретением;
фиг.38 - вид сверху устройства, показанного на фиг.37;
фиг. 39 - средство для деформирования металлического листа при изготовлении стента с помощью устройства, соответствующего варианту, показанному на фиг.37 и 38;
фиг.40 - вид сбоку деформирующего средства, показанного на фиг.39;
фиг.41 - зажимное приспособление для выравнивания и сварки стента, изготовленное в соответствии с настоящим изобретением;
фиг.42 - опорный рычаг оправки;
фиг.43 - вид спереди зажимного приспособления, показанного на фиг.41;
фиг.44 - вид сверху зажимного приспособления, показанного на фиг.43;
фиг. 45 - опорный рычаг оправки, показанный на фиг.42, расположенный на зажимном приспособлении, показанном на фиг.41;
фиг.46 - держатель для электрополировки стента;
фиг. 47 - держатель, показанный на фиг.46, со стентом, перемещенным в продольном направлении;
фиг.48 - стойка для электрополировки стента с добавочным материалом, располагаемым на концах;
фиг. 49 - стент, который еще прикреплен к металлическому листу для электрополировки посредством крепления электрода к листу; и
фиг. 50 - вид сбоку устройства, иллюстрируемого на фиг. 49, на котором показан стент и оставшаяся часть листа.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНОГО ВАРИАНТА ОСУЩЕСТВЛЕНИЯ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Сначала будут рассмотрены фиг.1, на которой поясняется способ изготовления стента, соответствующий настоящему изобретению, и фиг. 2А, 2В, 2С, 3 и 4, которые поясняют способ, блок-схема которого приведена на фиг.1.
В способе изготовления стента, соответствующем настоящему изобретению, конструктор стента сначала изготавливает чертеж требуемого рисунка стента в плоском формате (операция 10).
На фиг. 2А, 2В и 2С иллюстрируются три чертежа рисунка стента, выбранных в качестве примера. Рисунок, показанный на фиг.2А, имеет два типа секций 20 и 22. Каждая секция 20 имеет два противостоящих периодических элемента рисунка, а каждая секция 22 имеет множество соединительных линий 24. Рисунок, иллюстрируемый на фиг. 2А, может быть сформирован любого размера, причем предпочтительная ширина каждой секции 20 должна быть в диапазоне 1-6 мм и предпочтительная длина соединительных линий 24 каждой секции 22 должна быть в диапазоне 1-6 мм. При требовании таких размеров рисунок, иллюстрируемый на фиг.2А, не может быть получен посредством лазерного резания.
Рисунок, иллюстрируемый на фиг.2В, аналогичен рисунку, показанному на фиг. 2А, в том отношении, что он также имеет секции 20, состоящие из противостоящих периодических элементов рисунка. Рисунок, иллюстрируемый на фиг. 2В, также имеет соединительные секции, указанные ссылочным номером 30, которые имеют Z-образную форму.
Рисунок, иллюстрируемый на фиг.2С, не имеет соединительных секций. Вместо них он имеет ряды чередующихся элементов рисунка, указанных ссылочными номерами 32 и 34.
Рисунки, иллюстрируемые на фиг. 2А, 2В и 2С, могут также иметь множество небольших выступов 38, которые полезны при образовании стента, как будет описано ниже.
Как следует из фиг.1, в процессе выполнения операции 12 в плоской металлической заготовке ("металлическом листе") вырезают рисунок стента. В качестве металла может быть выбран любой биосовместимый материал, например нержавеющая сталь, или материал с гальваническим покрытием из биосовместимого материала. Операция резания может быть выполнена любым из ряда способов, например травлением или лазерным резанием посредством тонкого лазерного луча или очень тонкого лазерного луча, когда соответствующие лазеры будут выпускаться на промышленной основе.
Если операцию 12 выполняют с помощью травления, то этот процесс должен обеспечивать прорезание металлического листа. Такой процесс известен, однако для полноты описания настоящего изобретения он будет кратко изложен ниже.
Чертеж рисунка редуцируют и печатают на прозрачной пленке, получив таким образом фотошаблон. Поскольку требуется полное прорезание (протравливание) металла, этот чертеж печатают на двух пленках, которые соединяют вместе в нескольких местах вдоль краев пленки. Обе стороны металлического листа покрывают слоем фоторезиста, и лист позиционируют между двумя прозрачными пленками с печатным изображением, называемыми фотошаблонами. Эту многослойную структуру экспонируют при соответствующем освещении с обеих сторон, что приводит к засветке участков фоторезиста (соответствующих промежуткам на рисунке, например промежуткам 26, показанным на фиг.2А), изменяющей их свойства.
Металлический лист помещают в кислоту, которая стравливает те участки фоторезиста, которые изменили свойства. После этого металлический лист помещают в раствор травителя, который вытравливает весь материал на тех участках, с которых был стравлен фоторезист, как указано выше, оставляя металл, имеющий требуемый рисунок стента.
При выполнении операции 14 металлический рисунок деформируют так, чтобы заставить его длинные стороны (указанные на фиг. 2А, 2В и 2С ссылочным номером 28) соприкоснуться (встретиться) друг с другом. На фиг.3 поясняется способ деформации. Как показано, для цилиндрических стентов способом деформации является прокатка.
Если были получены выступы 38, то после деформации металлического рисунка выступы 38 выступают поверх края 28, к которому они не присоединены. Это иллюстрируется на фиг.5А.
В процессе осуществления операции 16 края 28 соединяют вместе любым приемлемым способом, например точечной сваркой. Если были сделаны выступы 38, то эти выступы 38 соединяют с противоположным краем 28 либо сваркой, либо адгезивом, либо, как иллюстрируется на фиг.6, с помощью элемента 40, похожего на гвоздь. На фиг.5В иллюстрируется соединение выступа с противоположным краем 28. Поскольку выступ 38, как правило, конструируют так, чтобы он перекрывал ширину одной петли 39, не выступая за нее, рисунок не искажается. Это очевидно из фиг.5В.
В альтернативном варианте края 28 могут быть приведены в контакт друг с другом (сведены вместе) и соединены в соответствующих местах.
На фиг.4 иллюстрируется стент 31, образованный в процессе осуществления операций 10-16, имеющий рисунок, показанный на фиг.2А. Следует отметить, что такой стент имеет соединительные точки 32, образованные соединением точек 30.
Наконец, стент 31 полируют для удаления каких-либо излишков материала, должным образом не удаленного в процессе резания (травления) (операция 12). Полировка может быть выполнена механически посредством трения полировального инструмента, имеющего алмазный порошок на наружной поверхности, внутри стента 31. В альтернативном варианте может быть использована электрополировка.
На фиг. 7 показан альтернативный вариант осуществления настоящего изобретения, в котором вытравливают множество рисунков 120 и режут на металлические листы 121, как было описано выше. На фиг.8 приведено увеличенное изображение одного из множества рисунков 120, показанных на фиг.7.
На фиг.9 иллюстрируется увеличенное изображение одной пары 127 из множества контактных углублений 128 и 129, показанного на фиг.8. На фиг.10 иллюстрируется увеличенное изображение одной пары 130 из множества контактных выступов 131 и 132, показанного на фиг.8. Металлический лист 121 и каждый из рисунков 120 предусмотрен с множеством установочных отверстий 122 и 122', выполненных с возможностью позиционирования зубцов звездочек (не показано), предназначенных для точного перемещения и обеспечения точного совмещения металлического листа 121 и рисунков 120 в процессе выполнения различных операций производственного процесса. Каждый рисунок 120 имеет первую длинную сторону 123 и вторую длинную сторону 124, первую короткую сторону 125 и вторую короткую сторону 126. Первая длинная сторона 123 предусмотрена с множеством пар 127, 127' и 127" контактных углублений 128 и 129 (более детально показанных на фиг.9). Каждая пара 127, 127' и 127" контактных углублений имеет первое контактное углубление 128 и второе контактное углубление 129. Вторая длинная сторона 124 предусмотрена с множеством пар 130, 130' и 130" контактных выступов (более детально показанных на фиг.10). Каждая пара 130, 130' и 130" предусмотрена с первым контактным выступом 131 и вторым контактным выступом 132. Пары контактных выступов 130, 130' и 130" расположены по существу напротив пар контактных углублений 127, 127' и 127".
Контактные углубления 128 и 129 расположены и выполнены с возможностью позиционирования и вхождения в контакт с контактными выступами 131 и 132 так, чтобы совмещение стента сохранялось, когда деформируют рисунок 120, а плоский металлический лист прокатывают так, чтобы первая длинная сторона 123 и вторая длинная сторона соприкоснулись (встретились) друг с другом для образования трубчатой формы, как показано на фиг.19 и 20.
Перемычка 133 расположена между каждой парой 127, 127' и 127" контактных углублений 128 и 129. Эта перемычка 133 придает дополнительную стабильность и облегчает совмещение в процессе производства, а также придает дополнительную прочность сварным соединениям конечного стента, как будет описано ниже.
После того как листу в процессе прокатки была придана трубчатая форма и контактные выступы 131 и 132 вошли в контактные углубления 128 и 129, используют средства (не показаны) для сохранения совмещения, а перемычку 133 режут на две по существу равные части. Перемычка 133 может быть разрезана с помощью множества способов, хорошо известных квалифицированным специалистам в этой области техники, однако в предпочтительном варианте осуществления настоящего изобретения необходимо использовать лазерную резку. Контактное углубление 128 приваривают к контактному выступу 131, а контактное углубление 129 приваривают к контактному выступу 132, как показано на фиг.12 и 13. Это может быть сделано с помощью множества способов, хорошо известных квалифицированным специалистам в этой области техники, однако в предпочтительном варианте осуществления настоящего изобретения применяют множество сварных точек. Как показано на фиг.12 и 13, в особенно предпочтительном варианте осуществления в каждом проходе при выполнении сварного соединения используют приблизительно пять сварных точек. Тепло, выделяемое в процессе сварки, плавит материал разрезанной перемычки 133, и этот материал перемещается к контактному углублению 128 или 129, к которому этот материал присоединяется, и втягивается в область сварки между контактным углублением и контактным выступом, где дополнительный материал перемычки становится частью сварного соединения и придает ему дополнительную прочность. После этого стент может быть подвергнут финишной обработке, как было описано выше.
На фиг. 13 приведено увеличенное изображение области сварки, показанной на фиг. 12. В предпочтительном варианте осуществления проход при выполнении сварного соединения смещен от точки, где контактное углубление и контактный выступ вступают в контакт друг с другом. В особенно предпочтительном варианте осуществления проход при выполнении сварного соединения смещен приблизительно на 0,01 мм.
На фиг.14 приведено детальное изображение рисунка, показанного на фиг.8. Как показано на фиг.14 и 20, настоящее изобретение может быть также описано как поддающийся расширению стент, ограничивающий продольное отверстие 80, имеющее продольную ось 79 и ось 105, относящуюся к окружности, имеющий множество гибких соединенных между собой ячеек 50, причем каждая из гибких ячеек 50 имеет первый продольный конец 77 и второй продольный конец 78. Каждая ячейка 50 предусмотрена также с первой продольной вершиной 100, расположенной на первом продольном конце 77, и со второй продольной вершиной 104, расположенной на втором продольном конце 78. Каждая ячейка 50 имеет также первый элемент 51, имеющий продольный компонент, предусмотренный с первым концом 52 и вторым концом 53; второй элемент 54, имеющий продольный компонент, предусмотренный с первым концом 55 и вторым концом 56; третий элемент 57, имеющий продольный компонент, предусмотренный с первым концом 58 и вторым концом 59; и четвертый элемент 60, имеющий продольный компонент, предусмотренный с первым концом 61 и вторым концом 62. Стент также имеет первую петлю 63, ограничивающую первый угол 64, расположенный между первым концом 52 первого элемента 51 и первым концом 55 второго элемента 54. Вторая петля 65, ограничивающая второй угол 66, расположена между вторым концом 59 третьего элемента 57 и вторым концом 62 четвертого элемента 60 и расположена, как правило, напротив первой петли 63. Первый гибкий компенсирующий элемент или гибкая связь 67, имеющий первый конец 68 и второй конец 69, расположен между первым элементом 51 и третьим элементом 57, причем первый конец 68 первого гибкого компенсирующего элемента или гибкой связи 67 сообщается со вторым концом 53 первого элемента 51, а второй конец 69 первого гибкого компенсирующего элемента или гибкой связи 67 сообщается с первым концом 58 третьего элемента 57. Первый конец 68 и второй конец 69 расположены на поддающемся изменению расстоянии 70 друг от друга. Второй гибкий компенсирующий элемент или гибкая связь 71, имеющий первый конец 72 и второй конец 73, расположен между вторым элементом 54 и четвертым элементом 60. Первый конец 72 второго гибкого компенсирующего элемента или гибкой связи 71 сообщается со вторым концом 56 второго элемента 54, а второй конец 73 второго гибкого компенсирующего элемента или гибкой связи 71 сообщается с первым концом 61 четвертого элемента 60. Первый конец 72 и второй конец 73 расположены на поддающемся изменению продольном расстоянии 74 друг от друга. В предпочтительном варианте осуществления первый и второй гибкие компенсирующие элементы или гибкие связи 67 и 71, соответственно, являются дугообразными. Первый и второй гибкие компенсирующие элементы или гибкие связи 67 и 71 поддаются разному расширению или сжатию, когда стент изгибается в криволинейном направлении от продольной оси 79 отверстия 80 (показано на фиг.20). Первый элемент 51, второй элемент 54, третий элемент 57 и четвертый элемент 60, а также первая петля 63, вторая петля 65, первый гибкий компенсирующий элемент или гибкая связь 67 и второй гибкий компенсирующий элемент или гибкая связь 71 расположены так, что, когда стент расширяют, расстояние между первым компенсирующим элементом или гибкой связью 67 и вторым гибким компенсирующим элементом или гибкой связью 71 увеличивается, а продольный компонент первого элемента 51, второй элемент 54, третий элемент 57 и четвертый элемент 60 уменьшаются, в то время как первая петля 63 и вторая петля 65 остаются, как правило, напротив друг друга, концы 68 и 69 первого гибкого компенсирующего элемента или гибкой связи 67, и концы 72 и 73 второго гибкого компенсирующего элемента или гибкой связи 71 открыты так, чтобы увеличивать поддающееся изменению продольное расстояние 70 между первым концом 68 и вторым концом 69 первого гибкого компенсирующего элемента или гибкой связи 67 и так, чтобы увеличивать, поддающееся изменению, продольное расстояние 74 между первым концом 72 и вторым концом 73 второго гибкого компенсирующего элемента или гибкой связи 71. Это компенсирует уменьшение продольного компонента первого элемента 51, второго элемента 54, третьего элемента 57 и четвертого элемента 60 и существенно уменьшает укорачивание стента при его расширении. При расширении первый гибкий компенсирующий элемент 67 и второй гибкий компенсирующий элемент 71 обеспечивают поддержку полости, подвергаемой терапии.
На фиг.15 приведены размеры особенно предпочтительного варианта осуществления настоящего изобретения. Места отклонения, то есть первая и вторая петли 63 и 65, а также первый и второй компенсирующие элементы 67 и 71, сделаны более широкими, чем первый, второй, третий и четвертый элементы 51, 54, 57 и 60, так, чтобы сила отклонения распределялась по более широкой площади при расширении стента. Места отклонения могут быть выполнены более широкими, чем первый, второй, третий и четвертый элементы, на разную величину так, чтобы отклонение имело место в более узких областях прежде всего вследствие уменьшенного сопротивления. В предпочтительном варианте осуществления первый и второй компенсирующие элементы шире первого, второго, третьего и четвертого элементов, а первая и вторая петли шире первого и второго компенсирующих элементов. Одним из преимуществ установления размеров первой и второй петель так, чтобы они были шире первого и второго компенсирующих элементов, является то, что стент будет существенно компенсировать укорачивание при расширении стента. В варианте осуществления, показанном на фиг.15, первый, второй, третий и четвертый элементы 51, 54, 57 и 60 имеют ширину приблизительно 0,1 мм. Первая и вторая петли 63 и 65 имеют ширину приблизительно 0,14 мм. Первый и второй компенсирующие элементы 67 и 71 предусмотрены с более толстыми частями 75 и 76, имеющими ширину приблизительно 0,12 мм. Таким образом, в этом особенно предпочтительном варианте осуществления первая и вторая петли имеют ширину, которая приблизительно на 40% больше, а первый и второй компенсирующие элементы имеют ширину, которая приблизительно на 20% больше ширины первого, второго, третьего и четвертого элементов.
На фиг. 16-20 показаны детали стента, изготовленного в соответствии с настоящим изобретением.
Еще одно преимущество настоящего изобретения показано на фиг.21-24. Для ясности, размеры и величина смещения компонентов стента, показанные на фиг. 21-24, умышленно преувеличены.
На фиг. 21 иллюстрируется поперечное сечение вида спереди, сделанное по линии А-А нерасширенного стента, изготовленного в соответствии с настоящим изобретением, который показан на фиг.20. Нерасширенный стент 200, показанный на фиг. 21, расположен в полости 202 кровеносного сосуда 201 перед расширением. Как было описано выше, этот стент изготовлен сначала вырезанием рисунка стента в плоской заготовке металлического листа и затем прокаткой металлического листа в трубку для образования трубчатого стента. Как показано на фиг. 21, после прокатки первый и второй гибкие компенсирующие элементы 67 и 71 нерасширенного стента имеют склонность "постепенно расширяться наружу" в направлении от продольной оси или полости стента. Таким образом, гибкие компенсирующие элементы 67 и 71 ограничивают наружные диаметры, которые больше наружных диаметров, ограниченных остальными частями стента. На фиг.22 иллюстрируется стент, показанный на фиг.21, после того как он был расширен в полости и против внутренней стенки кровеносного сосуда. Как показано на фиг. 22, при расширении поддающегося расширению стента по направлению к стенке кровеносного сосуда стенки кровеносного сосуда оказывают механическое воздействие на первый и второй гибкие компенсирующие элементы 67 и 71, и компенсирующие элементы перемещаются к продольной оси или полости стента до тех пор, пока они по существу не соединятся с остальной частью стента. Таким образом, полость расширенного стента становится по существу круглой в поперечном сечении, причем по существу ни одна из частей расширенного стента не выступает в полость или в направлении к продольной оси расширенного стента.
Фиг. 23 аналогична фиг.21 за исключением того, что рисунок был вырезан в трубчатом элементе при использовании обычных способов изготовления стентов. Как показано на фиг.23, гибкие компенсирующие элементы постепенно не расширяются к краю от продольной оси нерасширенного стента 203. При расширении стента, показанного на фиг.23, по направлению к стенке кровеносного сосуда 201 гибкие компенсирующие элементы 67' и 71' склонны "постепенно расширяться внутрь" и выступать в полость 204 расширенного стента 203.
На фиг.24 иллюстрируется стент 203, показанный на фиг.23, после того как он был расширен в полости 204 кровеносного сосуда 201. Гибкие компенсирующие элементы 67' и 71' не зафиксированы с остальными частями стента и ограничивают диаметр, который меньше диаметра остальных частей стента. Эти выступы в полости стента создают турбулентность потока жидкости, проходящей через эту полость вдоль продольной оси расширенного стента, и могут привести к образованию сгустка.
Настоящее изобретение относится также к устройству для изготовления стента, содержащему платформу, оправку и средство для дефомирования металлического листа вокруг оправки.
Платформа выполнена с возможностью позиционировать плоский металлический лист. В предпочтительном варианте осуществления настоящего изобретения плоский металлический лист предусмотрен с первым концом и вторым концом, ограничивающими продольную ось, первой главной поверхностью, второй главной поверхностью, первой длинной стороной, второй длинной стороной, причем указанные первая и вторая длинные стороны по существу параллельны продольной оси листа. Оправка имеет по существу цилиндрическую наружную поверхность, а также первый конец и второй конец, ограничивающие продольную ось. Оправку делают такого размера, чтобы диаметр ее поперечного сечения был по существу равен или меньше внутреннего диаметра изготавливаемого стента. Предусматривают средство для крепления оправки к главной поверхности плоского металлического листа. Предусматривают также средство для деформирования плоского металлического листа вокруг наружной поверхности оправки, предназначенное для придания плоскому металлическому листу по существу трубчатой формы, которая по существу соответствует наружной поверхности оправки. В предпочтительном варианте осуществления средство для деформирования листа выполнено так, чтобы первая длинная сторона и вторая длинная сторона листа оставались по существу параллельными друг другу, когда плоскому металлическому листу путем его деформации придают цилиндрическую форму. Такое средство как, например, сварочный аппарат, лазер, адгезив или винт применяют для соединения первой длинной стороны листа со второй длинной стороной листа.
В процессе осуществления предпочтительного варианта осуществления настоящего изобретения множество рисунков стента вырезают или вытравливают в плоской металлической заготовке. Каждый рисунок имеет первую длинную сторону и вторую длинную сторону, причем первая длинная сторона предусмотрена с множеством пар контактных элементов и вторая длинная сторона предусмотрена с множеством пар контактных элементов. Эти множества пар контактных элементов расположены по существу против друг друга и имеют такие размеры и координаты, чтобы входить в контакт, когда рисунок деформируют и прокатывают для придания заготовке трубчатой формы. Каждая пара контактных элементов первой длинной стороны обеспечена перемычкой, расположенной между ними, причем эта перемычка имеет ширину, которая меньше ширины других частей стента.
Оправку позиционируют между первой и второй длинными сторонами листа. Оправка имеет по существу цилиндрическую наружную поверхность и продольную ось, которая по существа параллельна первой длинной стороне и второй длинной стороне. Для придания трубчатой формы рисунок деформируют так, чтобы пары контактных элементов первой длинной стороны входили в контакт с парами контактных элементов второй длинной стороны.
Для образования поддающегося расширению стента перемычку перерезают и каждый из контактных элементов соединяют с контактным элементом, с которым он находится в контакте.
На фиг. 25-28 показан предпочтительный вариант осуществления устройства для изготовления стента, соответствующего настоящему изобретению. Устройство содержит корпус 300 лазера, лазер 301, подвижный стол 302 и множество гибочных машин 303 стента, расположенных на столе. Лазер 301 расположен в корпусе 300 и установлен с возможностью избирательного перемещения. Подвижный стол 302 имеет первый конец 304 и второй конец 305 и приспособлен для избирательного перемещения в и из корпуса 300 лазера. Стол 302 отрегулирован так, что, когда первый конец 304 стола 305 находится в корпусе 300 лазера, второй конец 305 стола 302 находится вне указанного корпуса 300, а когда указанный второй конец 305 стола 302 находится в корпусе 300 лазера, первый конец 304 стола 302 находится вне корпуса 300 лазера.
Множество гибочных машин 303 стента расположено на первом конце 304 стола и множество гибочных машин 303 стента расположено на втором конце 305 стола 302. Как показано на фиг.26 и 27, каждая из указанных гибочных машин стента содержит основание 306, имеющее платформу 307, выполненную с возможностью позиционировать плоский металлический лист 120, из которого формуют стент. Плоский металлический лист 123 имеет продольную ось, первую главную поверхность, вторую главную поверхность, первую длинную сторону и вторую длинную сторону, причем первая и вторая длинные стороны по существу параллельны продольной оси. Лист также обеспечен множеством установочных отверстий 122.
Множество установочных штырей 308 выступают из каждой платформы. Штыри 308 имеют размер, который позволяет им входить в установочные отверстия 122 и выравнивать лист на платформе 307.
Оправка 309 имеет по существу цилиндрическую наружную поверхность 310, первый конец 311, второй конец 312 и продольную ось 312, как показано на фиг. 35. Оправку 309 делают такого размера, чтобы диаметр D ее поперечного сечения был по существу равен или был меньше внутреннего диаметра изготавливаемого стента. Платформа 307 обеспечена первой выемкой 314, имеющей вогнутую поверхность, выполненной с возможностью позиционировать первый конец 311 оправки, и второй выемкой 315, имеющей вогнутую поверхность, выполненной с возможностью позиционировать второй конец 312 оправки 309, как показано на фиг.36.
Шарнирно соединенный рычаг 376 установлен с возможностью движения в первом направлении к платформе 307 и во втором направлении от платформы 307 для фиксации оправки 309 против главной поверхности указанного плоского металлического листа, когда он расположен на платформе.
Каждая гибочная машина 303 стента содержит первый деформирующий нож 316, предусмотренный с рабочей продольной кромкой 316' первого деформирующего ножа; второй деформирующий нож 317, предусмотренный с рабочей продольной кромкой 317' второго деформирующего ножа; третий деформирующий нож 318, предусмотренный с рабочей продольной кромкой 318' третьего деформирующего ножа; четвертый деформирующий нож 319, предусмотренный с рабочей продольной кромкой 319' четвертого деформирующего ножа; пятый деформирующий нож 320, предусмотренный с рабочей продольной кромкой 320' пятого деформирующего ножа; и шестой деформирующий нож 321, предусмотренный с рабочей продольной кромкой 321' шестого деформирующего ножа. Ножи расположены вокруг наружной поверхности 310 оправки 309 и установлены с возможностью деформировать плоский металлический лист против наружной поверхности 310 оправки 309 так, чтобы плоский металлический лист при деформировании приобретал по существу трубчатую форму, соответствующую по существу наружной поверхности 310 оправки 309. Деформирующие ножи расположены между первым концом 311 и вторым концом 312 оправки 309. Каждый из деформирующих ножей установлен с возможностью независимого и избирательного перемещения в первом направлении к оправке 309 и во втором направлении от оправки так, чтобы избирательно прижимать рабочие продольные кромки 316', 317', 318', 319', 320' и 321' деформирующих ножей к оправке или против части листа, расположенной между оправкой и каждой из рабочих продольных кромок деформирующих ножей. Каждый из деформирующих ножей установлен также так, чтобы первая длинная сторона и вторая длинная сторона листа оставались по существу параллельными друг другу, когда лист деформируют для придания ему трубчатой формы. Рабочие продольные кромки 318' и 321' третьего и шестого ножей предусмотрены с множеством отверстий 322 для лазерного луча, как показано на фиг.32, имеющих такие размеры и расположенные так, чтобы позволять рабочим продольным кромкам третьего и шестого деформирующих ножей закреплять первую длинную сторону и вторую длинную сторону против наружной поверхности оправки, обеспечивая в то же самое время лазеру 301 доступ к определенным частям первой длинной стороны листа для того, чтобы приварить первую длинную сторону ко второй длинной стороне.
Первый двигатель 323 соединен с первым деформирующим ножом; второй двигатель 324 соединен со вторым деформирующим ножом; третий двигатель 325 соединен с третьим деформирующим ножом; четвертый двигатель 326 соединен с четвертым деформирующим ножом; пятый двигатель 327 соединен с пятым деформирующим ножом; и шестой двигатель 328 соединен с шестым деформирующим ножом. Каждый из этих двигателей приспособлен для избирательного перемещения каждого из деформирующих ножей, с которым он соединен, в первом направлении к оправке и во втором направлении от оправки.
Компьютер 329 задает последовательность, в которой первый конец стола и второй конец стола находятся в корпусе лазера; последовательность и усилие, с которым каждая из рабочих продольных кромок деформирующих ножей давит на оправку или часть листа, расположенного между оправкой и каждой из рабочих продольных кромок деформирующих ножей; и последовательность, конфигурацию, место приложения и величину мощности, которую лазер прикладывает к каждой из длинных (первой и второй) сторон каждого из листов, расположенных на каждой из множества гибочных машин.
Каждая из рабочих продольных кромок деформирующих ножей имеет длину, которая по существу равна длине первой и второй длинных сторон плоского металлического листа, и в предпочтительном варианте осуществления настоящего изобретения рабочие продольные кромки деформирующих ножей имеют вогнутую поверхность, как показано на фиг.27.
В особенно предпочтительном варианте осуществления настоящего изобретения, как показано на фиг.27, рабочая продольная кромка третьего деформирующего ножа по существу идентична рабочей продольной кромке шестого деформирующего ножа; рабочая продольная кромка второго деформирующего ножа по существу идентична рабочей продольной кромке пятого деформирующего ножа; и рабочая продольная кромка первого деформирующего ножа по существу идентична рабочей продольной кромке четвертого деформирующего ножа.
Устройство, показанное на фиг.25-27 и подробно описанное выше, было использовано для изготовления стентов. Множество рисунков стентов вырезали в плоской металлической заготовке, причем каждый из рисунков имел первую главную поверхность и вторую главную поверхность, первую длинную сторону и вторую длинную сторону. Первая длинная сторона и вторая длинная сторона были предусмотрены с множеством пар контактных элементов 329, 330, 331 и 332, как показано на фиг. 28 и 29, расположенных по существу напротив друг друга и имеющих такие размеры и месторасположение, чтобы иметь контакт, когда рисунки деформированы и прокатаны в трубчатую форму. Каждая пара контактных элементов первой длинной стороны предусмотрена с перемычкой 333, расположенной между контактными элементами 329 и 330 первой длинной стороны, составляющими пару. Предпочтительно, чтобы перемычка 333 имела ширину, которая была бы меньше ширины других частей стента. Лист также обеспечен множеством установочных отверстий 122, имеющих размер и местоположение, соответствующие установочным штырям 308 на основании 306.
Лист позиционировали на основании так, чтобы первая главная поверхность листа находилась в контакте с основанием.
Оправку 309, имеющую по существу цилиндрическую наружную поверхность 310 и продольную ось 313, позиционировали против второй главной поверхности листа между первой длинной стороной и второй длинной стороной листа, причем продольная ось была по существу параллельна первой длинной стороне и второй длинной стороне, как показано на фиг.30А.
Для придания цилиндрической формы рисунки деформировали так, чтобы пары контактных элементов первой длинной стороны входили в контакт с парами контактных элементов второй длинной стороны, как показано на фиг.29. Операция деформирования предусматривала приведение в действие двигателя шестого деформирующего ножа так, чтобы двигатель шестого деформирующего ножа перемещал шестой деформирующий нож в первом направлении на расстояние, достаточное для того, чтобы рабочая продольная кромка шестого деформирующего ножа входила в контакт с наружной поверхностью оправки с целью фиксации оправки против указанного листа, как показано на фиг.30В.
Двигатель первого деформирующего ножа приводили в действие так, чтобы двигатель первого деформирующего ножа перемещал первый деформирующий нож в первом направлении на расстояние, достаточное для того, чтобы рабочая продольная кромка первого деформирующего ножа входила в контакт с первой главной поверхностью листа и деформировала лист против наружной поверхности оправки, как показано на фиг.30С.
Затем двигатель второго деформирующего ножа приводили в действие так, чтобы двигатель второго деформирующего ножа перемещал второй деформирующий нож в первом направлении на расстояние, достаточное для того, чтобы рабочая продольная кромка второго деформирующего ножа входила в контакт с первой главной поверхностью листа и деформировала лист против наружной поверхности оправки, как показано на фиг.30D.
После этого двигатель третьего деформирующего ножа приводили в действие так, чтобы двигатель третьего деформирующего ножа перемещал третий деформирующий нож в первом направлении на расстояние, достаточное для того, чтобы рабочая продольная кромка третьего деформирующего ножа входила в контакт с первой главной поверхностью листа и деформировала лист против наружной поверхности оправки, приводя в то же самое время в действие двигатель шестого деформирующего ножа так, чтобы шестой деформирующий нож перемещался во втором направлении от указанной оправки, как показано на фиг.30Е.
Затем двигатель четвертого деформирующего ножа приводили в действие так, чтобы двигатель четвертого деформирующего ножа перемещал четвертый деформирующий нож в первом направлении на расстояние, достаточное для того, чтобы рабочая продольная кромка четвертого деформирующего ножа входила в контакт с первой главной поверхностью листа и деформировала лист против наружной поверхности оправки, как показано на фиг.30F.
Затем двигатель пятого деформирующего ножа приводили в действие так, чтобы двигатель пятого деформирующего ножа перемещал пятый деформирующий нож в первом направлении на расстояние, достаточное для того, чтобы рабочая продольная кромка пятого деформирующего ножа входила в контакт с первой главной поверхностью листа и деформировала лист против наружной поверхности оправки, как показано на фиг.30G.
Затем двигатель шестого деформирующего ножа приводили в действие так, чтобы двигатель шестого деформирующего ножа перемещал шестой деформирующий нож в первом направлении на расстояние, достаточное для того, чтобы рабочая продольная кромка шестого деформирующего ножа входила в контакт с первой главной поверхностью листа и деформировала лист против наружной поверхности оправки, как показано на фиг.30Н.
После этого одновременно приводили в действие двигатели третьего и шестого деформирующих ножей так, чтобы двигатели третьего и шестого деформирующих ножей перемещали третий и шестой деформирующие ножи в первом направлении на расстояние, достаточное для того, чтобы рабочие продольные кромки третьего и шестого деформирующих ножей входили в контакт с первой главной поверхностью листа и деформировали лист против наружной поверхности оправки, как показано на фиг.30I.
Для перерезания перемычки использовали лазер. После этого для образования поддающегося расширению стента лазер использовали для приваривания каждого из контактных элементов к контактному элементу, с которым он находится в контакте.
В предпочтительном варианте осуществления настоящего изобретения перемычка имеет ширину, которая составляет приблизительно 25-50% ширины других частей стента и в особенно предпочтительном варианте осуществления равна 40 мкм.
Как показано на фиг.28 и 29, контактные элементы имеют соответствующие размеры и могут смещаться на достаточное расстояние для уменьшения вероятности возникновения механических напряжений материала в процессе циклов нагрева и охлаждения, имеющих место при сварке.
Как показано на фиг.31, для обеспечения более прочного сварного соединения при деформировании стента между первой длинной стороной и второй длинной стороной может быть образована V-образная канавка 334. Кроме того, в процессе осуществления операции деформирования, как показано на фиг.31, между контактными элементами и наружной поверхностью оправки 309 может быть предусмотрен зазор 335. Зазор 335 для сварки материала обеспечивает площадь большего размера, что позволяет увеличить прочность сварки и уменьшить рассеивание тепла в процессе сварки через оправку, уменьшая таким образом необходимую мощность сварки.
Дополнительный материал 336 для заполнения сварного соединения может быть предусмотрен сбоку от каждой из контактных элементов по существу против перемычки, как показано на фиг.33 и 34. Материал 336 для заполнения сварного соединения имеет такие размеры и расположен так, чтобы в процессе сварки он мог плавиться и втягиваться в точку сварки.
После того как лист деформировали, а контактные элементы привели в контактное взаимодействие друг с другом, с помощью лазера перерезают перемычку. Затем с помощью лазера соединяют первую и вторую боковые стороны, образуя сварное соединение, которое в предпочтительном варианте осуществления шире других частей стента. В особенно предпочтительном варианте осуществления настоящего изобретения сварное соединение приблизительно на 20% шире других частей стента и имеет ширину приблизительно 140 мкм. Длина сварного соединения предпочтительно проходит снаружи внутрь. В предпочтительном варианте осуществления используют множество проходов при получении сварного соединения, а в особенно предпочтительном варианте осуществления - два прохода при получении сварного соединения. Проход при получении сварного соединения может быть смещен относительно точки, в которой контактные элементы входят в контакт друг с другом.
Сварное соединение может быть сварной точкой, множеством сварных точек, а в предпочтительном варианте осуществления настоящего соединения сварное соединение содержит пять сварных точек.
В предпочтительном варианте осуществления настоящего изобретения рисунок прорезают в листе при использовании многоступенчатого травления и предусматривают операцию визуального контроля обеих сторон листа после травления и перед позиционированием листа на основании. В особенно предпочтительном варианте осуществления визуальный контроль проводят при использовании аппарата для автоматического оптического визуального контроля.
В особенно предпочтительном варианте осуществления настоящего изобретения стент имеет такой рисунок, чтобы при расширении стента против внутренней стенки сосуда по существу ни одна его часть не выступала в продольную полость стента. Изготовление стента может быть завершено операцией электрополировки.
На фиг.37-40 показан другой вариант осуществления устройства для изготовления стента, соответствующего настоящему изобретению.
На основании 401 предусмотрена область 402 для позиционирования листа, на которой может быть позиционирован плоский металлический лист, предназначенный для формования из него стента. В области 402 для позиционирования листа предусмотрена также канавка 409 для позиционирования оправки. В предпочтительном варианте осуществления плоская металлическая заготовка имеет продольную ось, первую главную поверхность, вторую главную поверхность, первую длинную сторону и вторую длинную сторону, причем первая и вторая длинные стороны параллельны продольной оси. Устройство содержит рычаг 403, имеющий первый конец 404 и второй конец 405.
Первый конец 404 рычага выполнен с возможностью избирательного удерживания оправки 406, имеющей по существу цилиндрическую наружную поверхность. Второй конец 405 рычага 403 шарнирно соединен с основанием 401 и установлен с возможностью движения в первом направлении к основанию 401 и во втором направлении от основания 401 для фиксации оправки 406 против главной поверхности плоского металлического листа. Оправка 406 имеет диаметр поперечного сечения, по существу равный или меньший внутреннего диаметра поперечного сечения изготавливаемого стента.
Средство 407 предусмотрено для деформирования плоской металлической заготовки против и вокруг наружной поверхности оправки так, чтобы плоский металлический лист при деформировании принимал по существу трубчатую форму, соответствующую наружной поверхности оправки, причем первая длинная сторона и вторая длинная сторона по существу параллельны друг другу. На фиг.39 показан вид сверху одного варианта осуществления, в котором средство 407 для деформирования является элементом, предусмотренным с деформирующей продольной рабочей кромкой 408, имеющей длину, которая по существу равна длине первой и второй длинных сторон металлического листа. В предпочтительном варианте осуществления деформирующая продольная рабочая кромка является вогнутой поверхностью, как показано на фиг.40.
Для изготовления стента лист устанавливают в области 402 для позиционирования листа. Оправку устанавливают в первом конце 404 рычага 403, а рычаг 403 перемещают в первом направлении так, чтобы оправка приходила в контакт с листом. Затем, как было описано выше, для деформирования листа вокруг оправки используют деформирующее средство. После этого рычаг 403 перемещают во втором направлении, а оправку 406 с листом, обернутым вокруг нее, удаляют из первого конца 404 рычага 403. Затем, как было описано ранее, соединяют первую и вторую длинные стороны (листа). В предпочтительном варианте осуществления настоящего изобретения оправку с листом, обернутым вокруг нее, переносят в зажимное приспособление для выравнивания и сварки стента, показанное на фиг.41-45.
Зажимное приспособление для выравнивания и сварки стента, показанное на фиг. 41-45, содержит основание 500, имеющее первый конец и второй конец, предусмотренные с первой стенкой 501, имеющей первый конец, второй конец, первую главную поверхность 502 и вторую главную поверхность 503, и со второй стенкой 504, имеющей первый конец, второй конец, первую главную поверхность 505 и вторую главную поверхность 506. Вторая главная поверхность 503 первой стенки 501 и первая главная поверхность 505 второй стенки 504 ограничивают продольный U-образный канал 507, имеющий продольную ось в основании 500. Первая стенка 501 предусмотрена с множеством пазов 508, ограничивающих множество основных зажимных частей 509, имеющих верхний конец 511, нижний конец 512, первую главную поверхность 502 и вторую главную поверхность 503. Каждая из основных зажимных частей 509 предусмотрена с первым каналом 510, имеющим вогнутую поверхность, расположенным на верхнем конце 511 второй главной поверхности 503 основной зажимной части 509, и со вторым каналом 513, имеющим вогнутую поверхность, расположенным на нижнем конце 512 второй главной поверхности 503 основной зажимной части 509. Первый и второй каналы 510 и 513, имеющие вогнутую поверхность, по существу параллельны продольной оси U-образного канала 507. Вторая главная поверхность 503 каждой из множества основных зажимных частей 509 также обеспечена компенсационной прорезью 514, расположенной между первым каналом 510, имеющим вогнутую поверхность, и вторым каналом 513, имеющим вогнутую поверхность, которая по существу параллельна продольной оси U-образного канала 507.
Множество вспомогательных зажимных частей 515 расположено в U-образном канале 507 между второй главной поверхностью 503 первой стенки 501 и первой главной поверхностью 505 второй стенки 504. Каждая из вспомогательных зажимных частей 515 расположена в соответствии с одной из основных зажимных частей 509. Каждая из вспомогательных зажимных частей 515 имеет верхний конец 516, нижний конец 517, первую главную поверхность 518, вторую главную поверхность 519, первую вспомогательную поверхность, расположенную на верхнем конце, вторую вспомогательную поверхность, расположенную на нижнем конце, третью вспомогательную поверхность, расположенную между верхним концом и нижним концом, и четвертую вспомогательную поверхность, расположенную против третьей вспомогательной поверхности между верхним концом 516 и нижним концом 517. Каждая из вспомогательных зажимных частей 515 предусмотрена с первым каналом 521, имеющим вогнутую поверхность, расположенным на верхнем конце 516 первой главной поверхности 518 вспомогательной зажимной части 515, и со вторым каналом 522, имеющим вогнутую поверхность, расположенным на нижнем конце 517 первой главной поверхности 518 вспомогательной зажимной части 515. Первый и второй каналы 521 и 522, имеющие вогнутую поверхность, по существу параллельны продольной оси U-образного канала 507.
Отклоняющее средство 523 расположено между первой главной поверхностью 505 второй стенки 504 и второй главной поверхностью 503 каждой из основных зажимных частей 509 для отклонения первой главной поверхности 518 каждой из вспомогательных зажимных частей 515 против второй главной поверхности 503 каждой из основных зажимных частей 509, которые расположены во взаимодействии друг с другом.
Первый установочный штифт 524 опорного рычага оправки выступает из третьей вспомогательной поверхности 520, а второй установочный штифт 521 опорного рычага оправки выступает из четвертой вспомогательной поверхности каждой из вспомогательных зажимных частей 515. Установочные штифты 524 и 521 опорного рычага оправки по существу параллельны продольной оси U-образного канала.
Средство 522 для регулирования отклонения избирательно регулирует расстояние между второй главной поверхностью 503 каждой из основных зажимных частей 509 и первой главной поверхностью 518 каждой из вспомогательных зажимных частей 515.
Удерживаемая оправка 523 расположена во втором канале 513, имеющем вогнутую поверхность, первой стенки 501 и во втором канале 522, имеющем вогнутую поверхность, в каждой из вспомогательных зажимных частей 515.
Опорный рычаг 534 оправки, как показано на фиг.42, поддерживает стент в процессе совмещения первой длинной стороны листа со второй длинной стороной листа. Рычаг 534 предусмотрен с первой опорной канавкой 524 (для поддержания оправки), предназначенной для поддержания первого конца оправки, и со второй опорной канавкой 526 (для поддерживания оправки) для поддержания второго конца оправки. Когда опорный рычаг оправки расположен на второй стенке 504, поверхность 527 для контактного взаимодействия с первым установочным штифтом опорного рычага оправки имеет контакт с первым установочным штифтом 524 опорного рычага оправки, а поверхность 528 для контактного взаимодействия со вторым установочным штифтом опорного рычага оправки имеет контакт со вторым установочным штифтом 521 опорного рычага оправки.
Очевидно, что для этой цели могут быть пригодны различные упругие материалы, которые хорошо известны специалистам в этой области техники, например материалы для пружин, однако в особенно предпочтительном варианте осуществления настоящего изобретения таким упругим материалом является резина.
В предпочтительном варианте осуществления средством 522 для регулирования отклонения является винт, расположенный в каждой из основных зажимных частей 509, причем каждый из винтов 522 сообщается с первой главной поверхностью 502 и второй главной поверхностью 503 каждой из основных зажимных частей 509. Винты 522 являются элементами, установленными с возможностью избирательного перемещения в направлении к и от первой главной поверхностью 518 вспомогательной зажимной части 515 для избирательного перемещения вспомогательной зажимной части 515 в направлении к и от основных зажимных частей 509 с целью избирательного изменения расстояния между второй главной поверхностью 503 каждой из основных зажимных частей 509 и первой главной поверхности 518 каждой из вспомогательных зажимных частей 515.
В процессе изготовления стента оправку с обернутым вокруг нее листом закрепляют в первых каналах 510 и 521, имеющих вогнутую поверхность. Средство 522 для регулирования отклонения, например винт, регулируют для крепления оправки в первых каналах, имеющих вогнутую поверхность, в то же время разрешая первой и второй длинным сторонам листа совмещаться так, чтобы контактные элементы совмещались требуемым образом. В предпочтительном варианте осуществления для поддержания оправки в процессе операции совмещения используют опорный рычаг оправки, показанный на фиг.42. Как показано на фиг.45, первая опорная канавка для поддержания оправки поддерживает первый конец оправки, а вторая опорная канавка для поддержания оправки поддерживает второй конец. Поверхность 527 для контактного взаимодействия с первым установочным штифтом опорного рычага оправки имеет контакт с первым установочным штифтом опорного рычага оправки, а поверхность 528 для контактного взаимодействия со вторым установочным штифтом опорного рычага оправки имеет контакт со вторым установочным штифтом 521 опорного рычага оправки так, чтобы регулировать положение опорного рычага 534 оправки, когда он поддерживает оправку.
На фиг. 46-48 показано зажимное приспособление 612 для электрополировки трубчатого стента, содержащее стойку 600, имеющую первый конец 601 и второй конец 602 и предусмотренную с множеством держателей 603 для электрополировки. Каждый из держателей 603 предусмотрен с основанием 604 и электропроводным первым элементом 605, имеющим первый конец 606, соединенный с основанием 604, и второй конец 607, выполненный с возможностью иметь избирательный контакт с наружной поверхностью трубчатого стента, предназначенного для электрополировки, без повреждения его наружной поверхности. Держатели 603 имеют также неэлектропроводный второй элемент 608, имеющий первый конец 609, соединенный с основанием, и второй конец 610, выполненный с возможностью быть избирательно устанавливаемым в продольном канале стента без повреждения поверхности, ограничивающей этот продольный канал. Первый элемент 605 и второй элемент 608 также выполнены с возможностью отклонения второго конца 610 второго элемента 608 ко второму концу 607 первого элемента 605 на достаточное расстояние, чтобы закреплять стент между указанными первым и вторым элементами 605 и 608. Преимущество держателя, изготовленного в соответствии с настоящим изобретением, заключается в том, что электропроводный элемент 605 имеет контакт с наружной поверхностью стента. Это уменьшает вероятность наличия шероховатостей и линий эрозии, имеющих место на поверхности, ограничивающей продольный канал. Такие линии эрозии часто имеют место в стентах, которые подвергали электрополировке при использовании обычных держателей, в которых электропроводный элемент устанавливают на поверхность, ограничивающую внутренний канал. Электрополировка стента при использовании держателя, соответствующего настоящему изобретению, уменьшает вероятность того, что продольная полость стента будет иметь шероховатую поверхность, которая может привести к образованию турбулентного потока жидкости, который в свою очередь может привести к образованию тромба или агрегации бляшек Бицеоцеро.
В предпочтительном способе электрополировки стент устанавливают на стойке, имеющей конструкцию, которая была описана выше. Этот способ предусматривает погружение стента в ванну для электрополировки и подачу электрического тока к первому элементу в течение заданного промежутка времени и изменение точки, в которой второй конец первого элемента имеет контакт с наружной поверхностью стента до истечения заданного промежутка времени. Изменение точки контакта минимизирует концентрацию шероховатостей или линий эрозии в любой точке на стенте вблизи точки контакта электропроводного элемента. Точка контакта может быть изменена вращением стента. В особенно предпочтительном варианте осуществления точку контакта изменяют изменением расстояния между стентом и основанием посредством продольного перемещения к основанию 604 или от него, как показано на фиг.46 и 47. Точку контакта изменяют приблизительно в середине заданного промежутка времени. В особенно предпочтительном варианте осуществления обработку прерывают перед истечением заданного промежутка времени, перед этим прерыванием оценивают эффект электрополировки и для компенсации каких-либо изменений количества материала, фактически удаленного перед прерыванием обработки, регулируют оставшийся период заданного времени. Обработку можно прерывать в любое время, однако предпочтительным является прерывание приблизительно в середине заданного промежутка времени.
Навески добавочного материала 611 могут быть дополнительно установлены на первом конце 601 и втором конце 602 стойки 600 для компенсации дополнительного материала, обычно удаляемого с поверхностей стентов, расположенных на первом конце и втором конце стойки, как показано на фиг.48. Этот добавочный материал выбирают и устанавливают в количестве, которого достаточно для уравновешивания по существу количества дополнительного материала, обычно удаляемого с поверхностей стентов, расположенных у первого и второго концов стойки.
В еще одном предпочтительном способе электрополировки стента, стент изготавливают так, как было описано выше, однако при деформировании рисунка для придания трубчатой формы так, чтобы пары контактных элементов первой длинной стороны входили в контакт с парами контактных элементов второй длинной стороны, части стента разрешают оставаться прикрепленной к металлическому листу, как показано на фиг.49 и 50 (которая является разрезом, сделанным по линии А-А, показанной на фиг.49.). Затем перерезают перемычку, для образования стента соединяют контактные элементы, стент подвергают электрополировке путем соединения электрода с листом и после этого стент отделяют от листа. Это уменьшает вероятность повреждения стента, поскольку может быть использован лист, к которому прикреплен стент. Этот способ обеспечивает также дополнительное преимущество, заключающееся в том, что используемый лист, к которому прикреплен стент, действует в качестве навески дополнительного материала, как было описано выше.
Квалифицированному в этой области техники специалисту будет очевидно, что настоящее изобретение не ограничено тем, что было показано на примерах и описано выше. Объем настоящего изобретения может быть определен только в соответствии с формулой изобретения, которая приведена ниже.
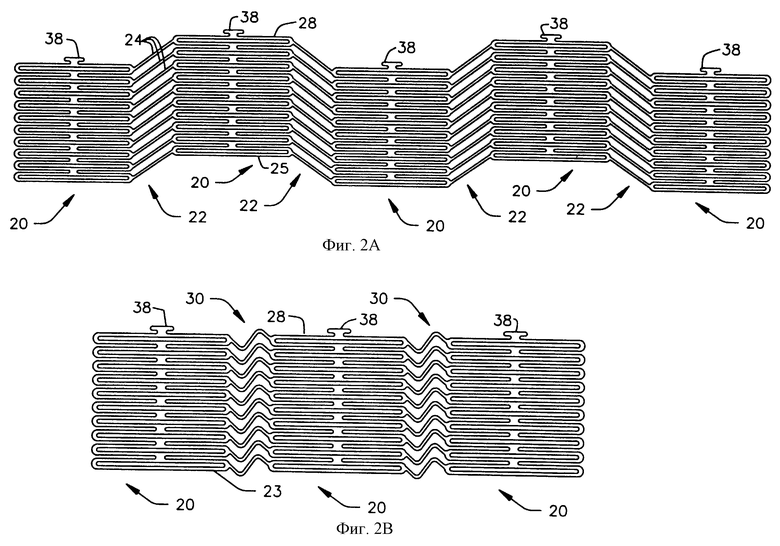
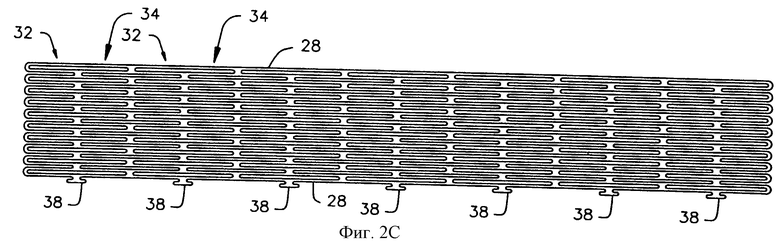
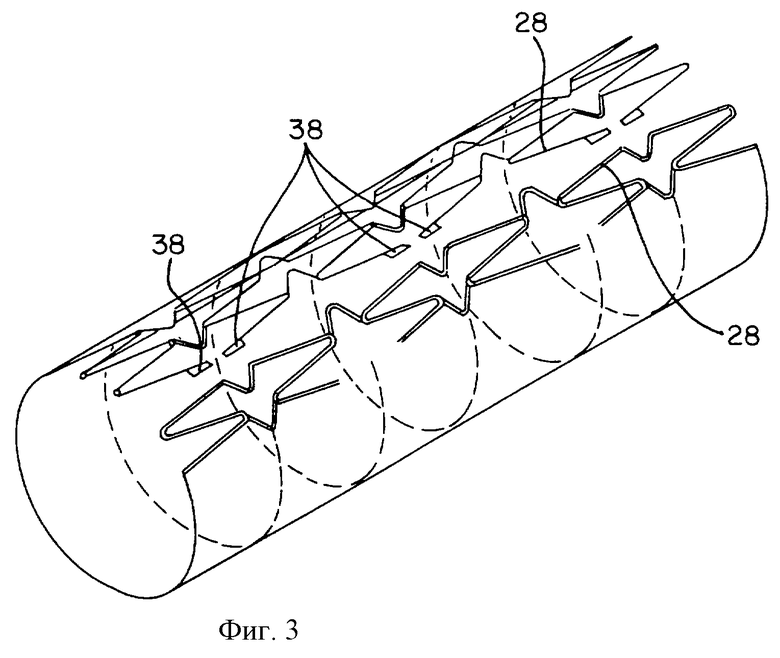
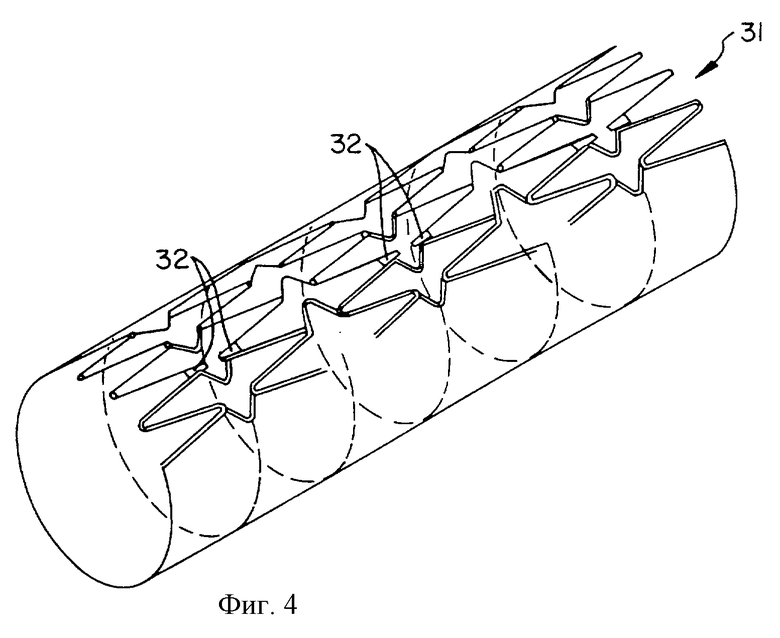
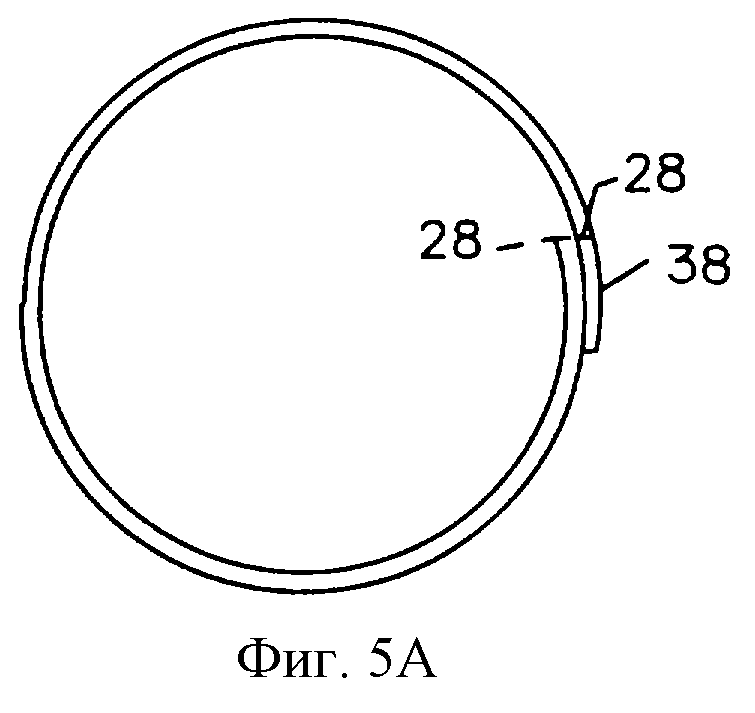
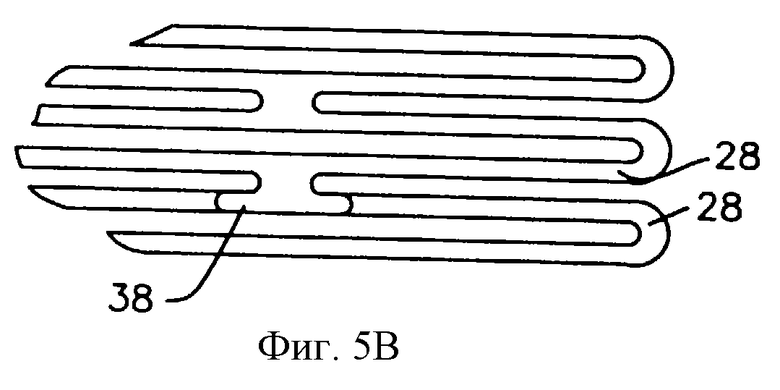
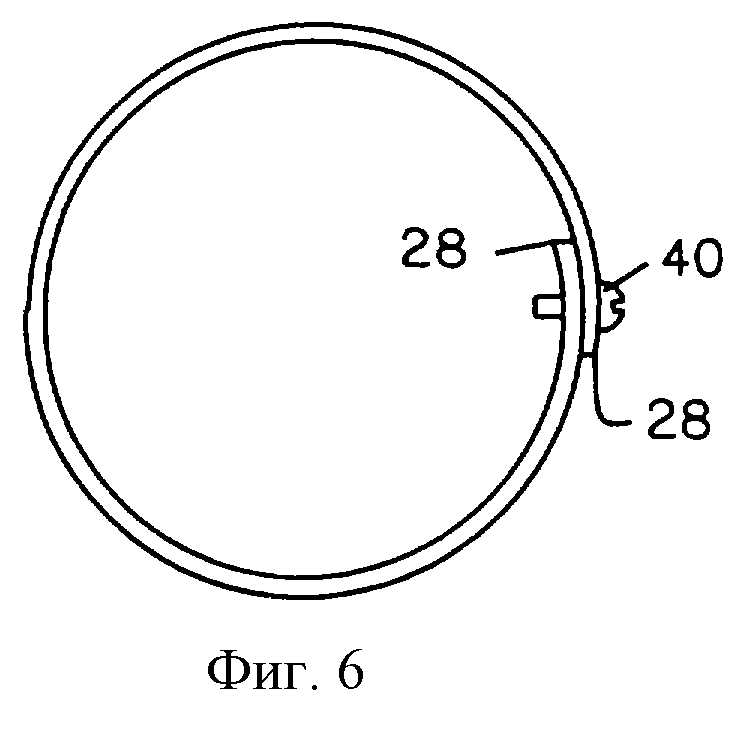

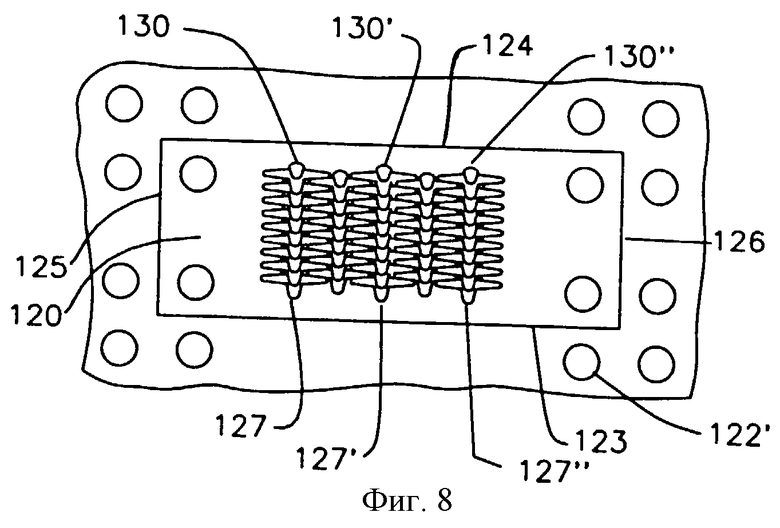

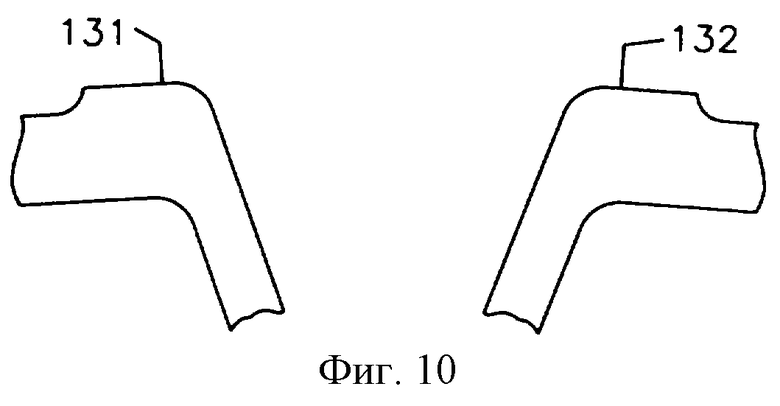

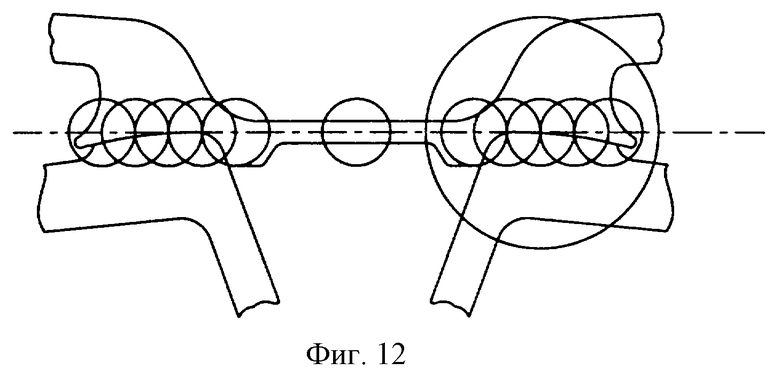
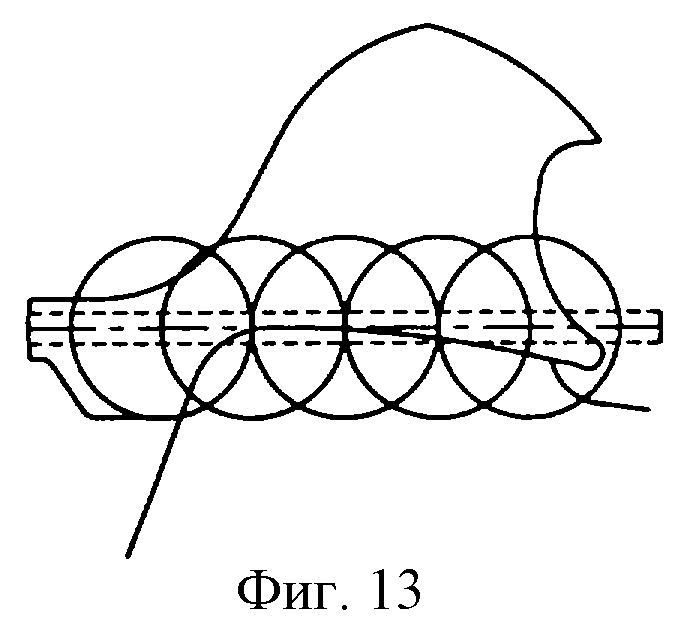
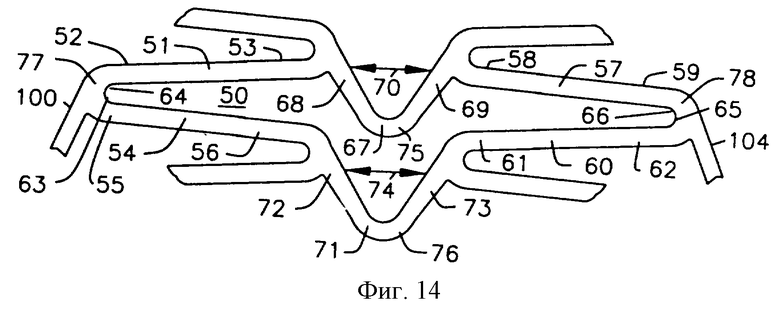
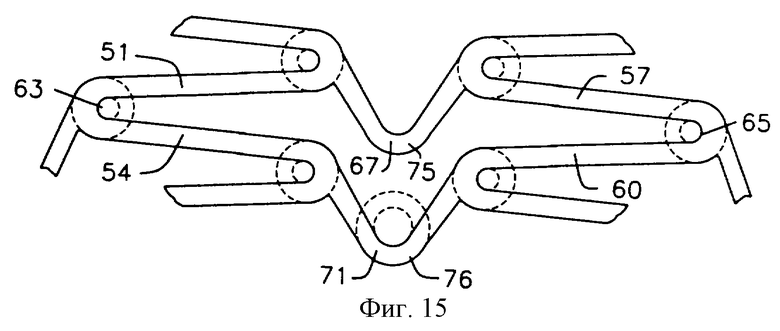
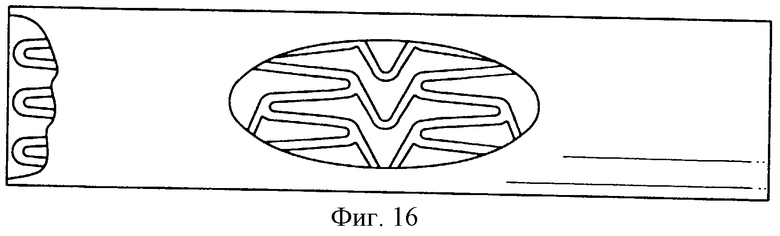
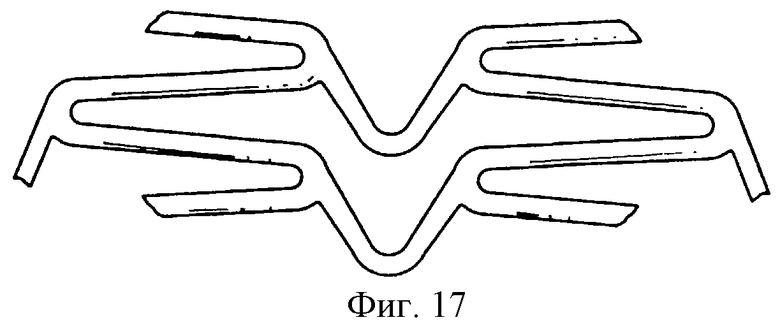

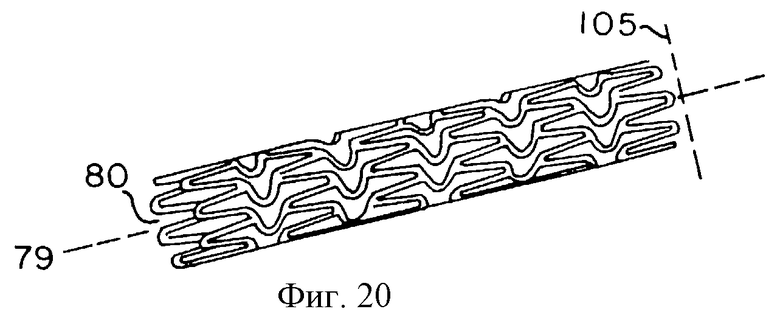

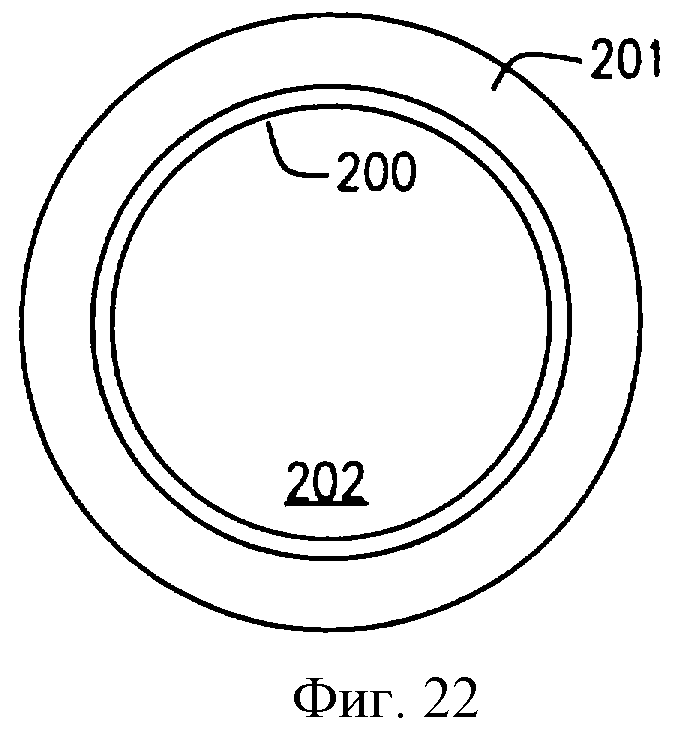

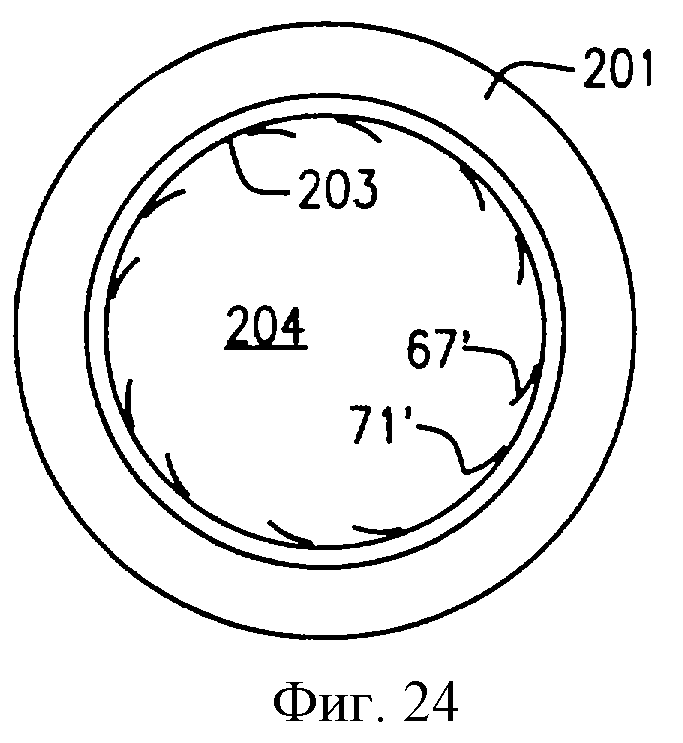
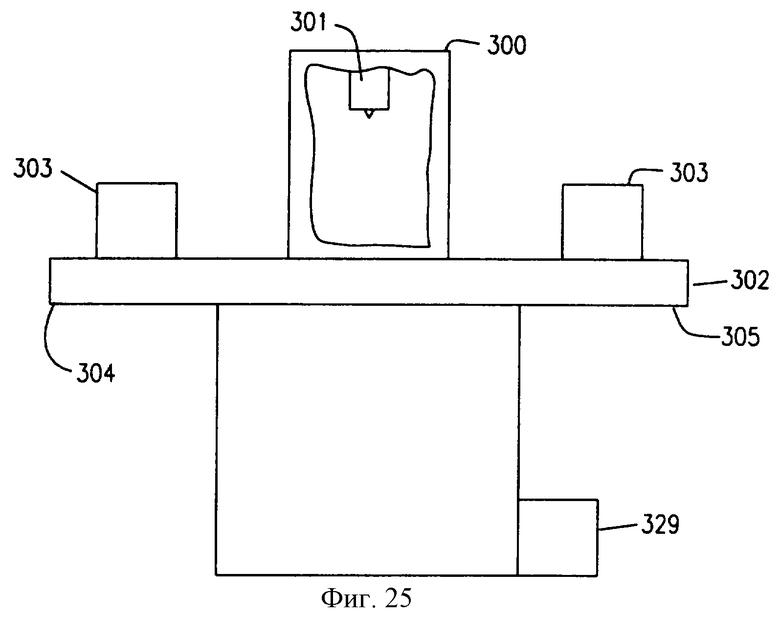

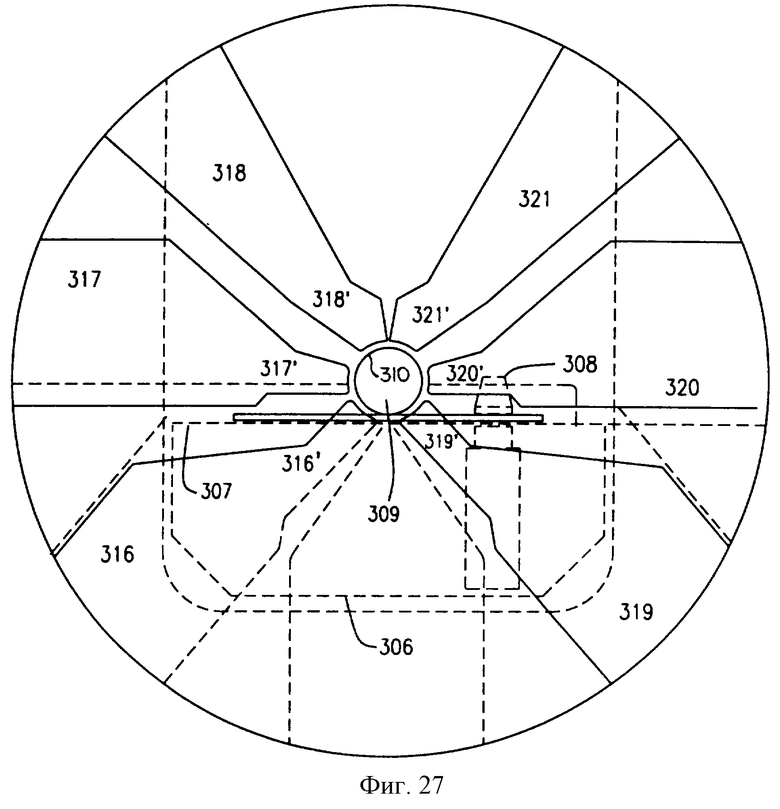

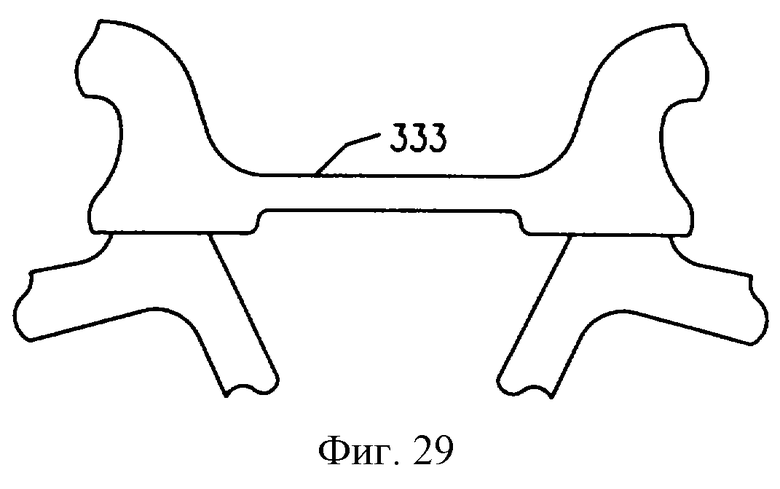
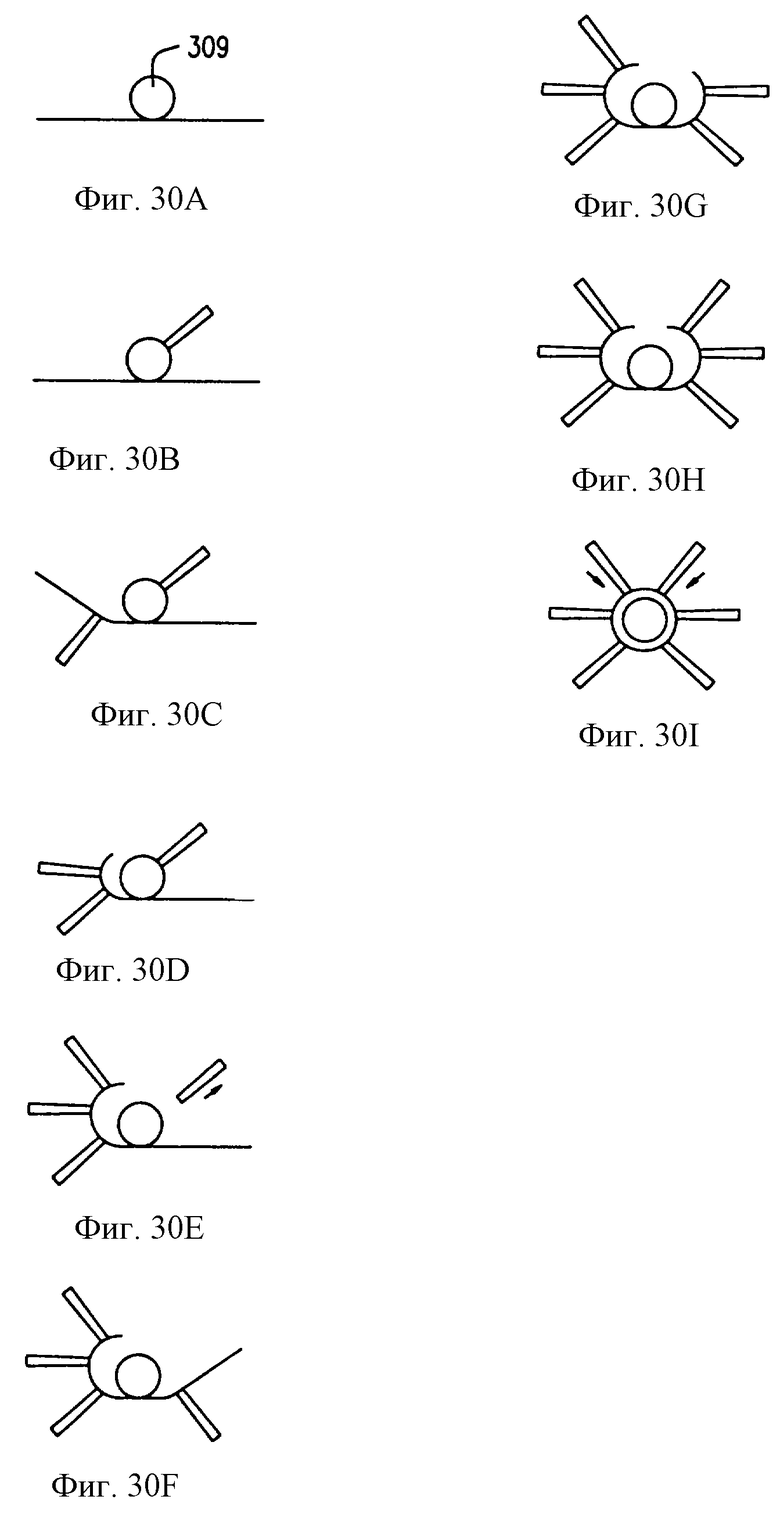


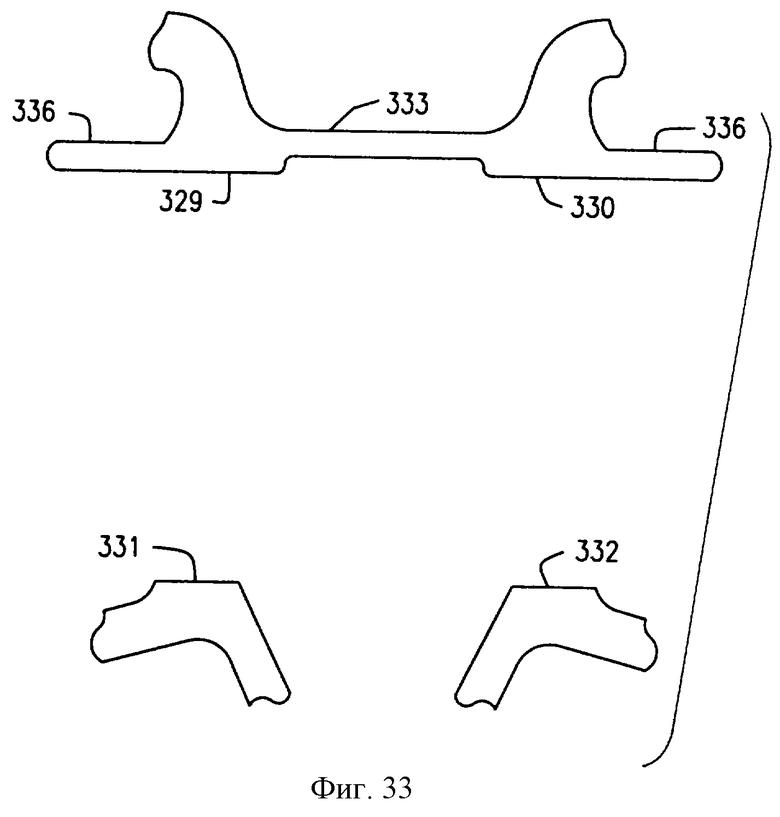


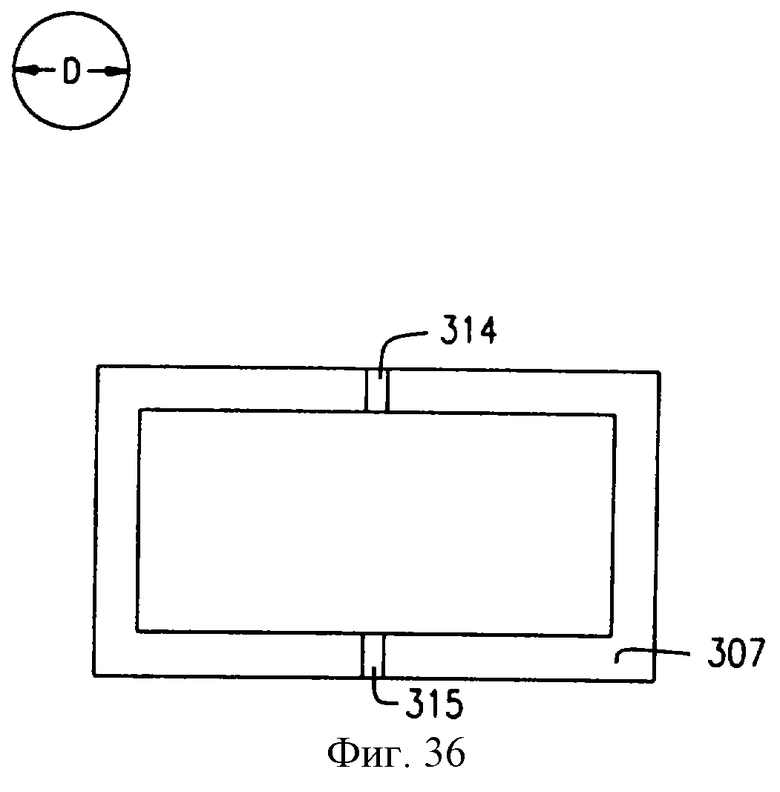
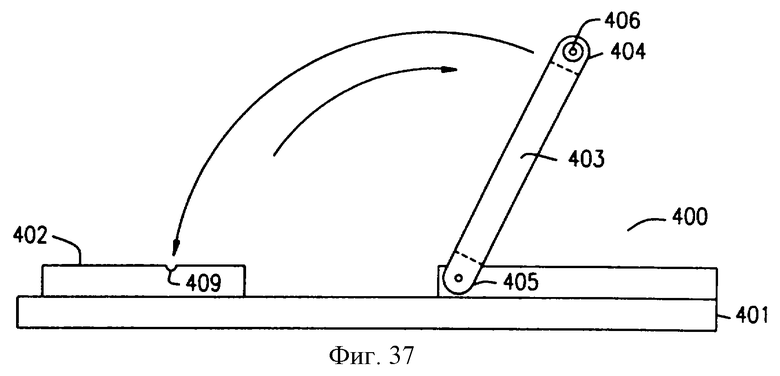
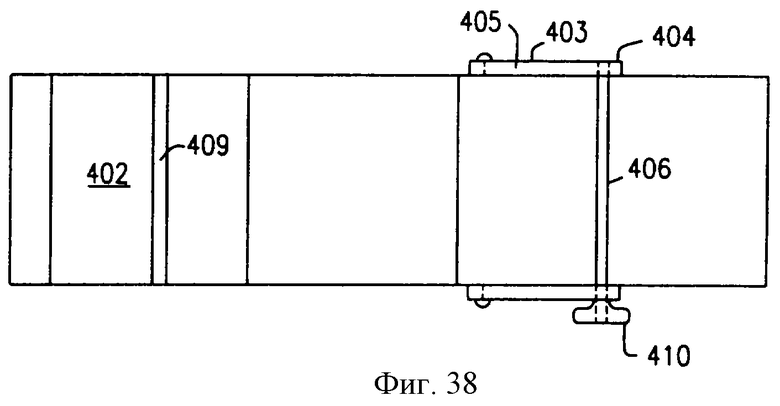
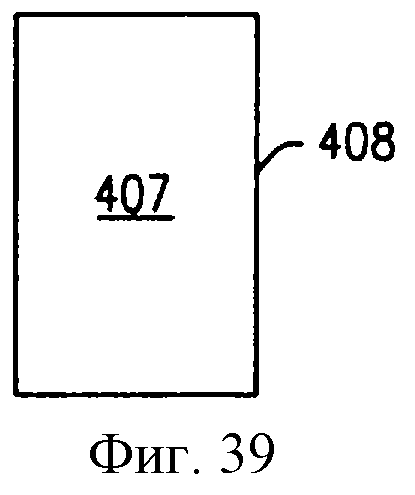
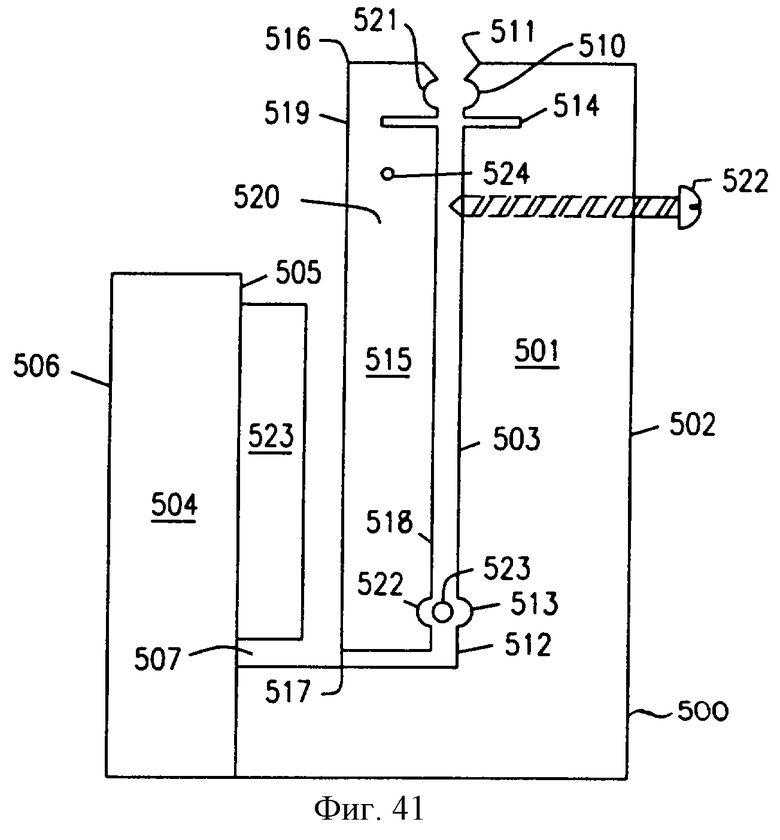
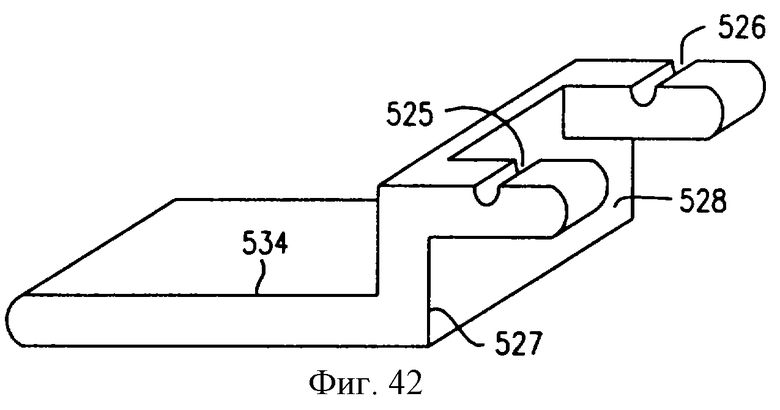





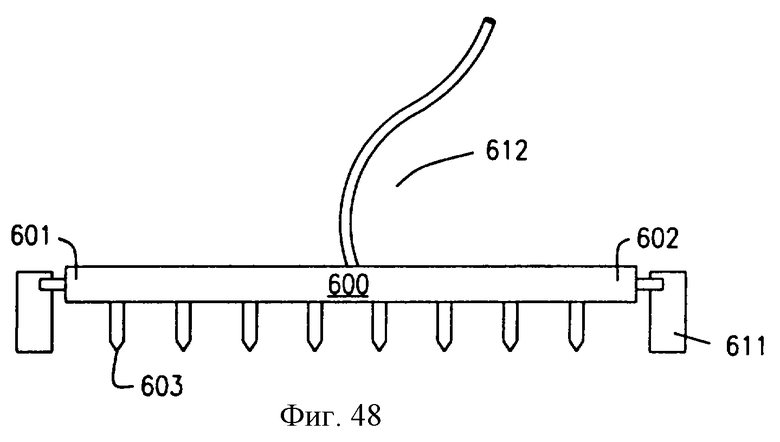

Изобретение относится к медицине и может быть использовано при изготовлении стентов. Стент, имеющий продольную полость, получают из плоского металлического листа, из которого вырезают множество заготовок. Заготовки деформируют с получением трубчатой формы до контакта предусмотренных на них контактных элементов. После этого осуществляют соединение контактных элементов между собой. В результате получают стент, в котором при его расширении относительно кровеносного сосуда исключено выступание частей в продольную полость. 12 с. и 121 з.п.ф-лы, 61 ил.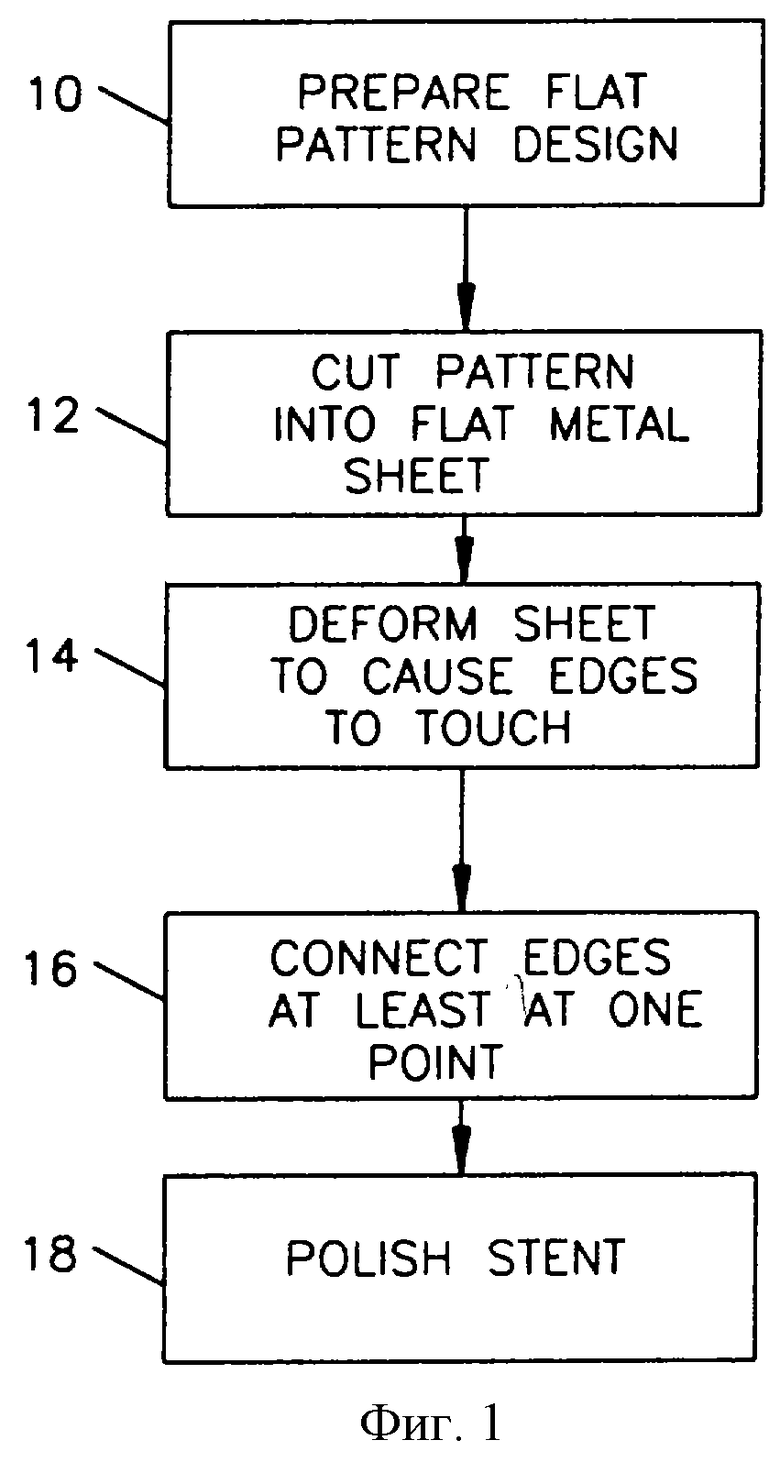
| US 5314444, 24.05.1994 | |||
| US 4776337, 11.10.1988 | |||
| ПРОТЕЗ ДЛЯ ЗАМЕЩЕНИЯ ТРУБЧАТЫХ ОРГАНОВ | 1990 |
|
RU2007969C1 |
| Устройство для сварки продольных швов обечаек | 1977 |
|
SU727385A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПРОДОЛЬНЫХ ШВОВ ТОНКОСТЕННЫХ ОБЕЧАЕК | 1992 |
|
RU2014194C1 |
| US 4638984, 27.01.1987 | |||
| Устройство для установки протеза в кровеносный сосуд | 1984 |
|
SU1318235A1 |
| Устройство для установки протеза в кровеносный сосуд | 1986 |
|
SU1389778A2 |
| RU 2053734 С1, 10.02.1996 | |||
| СОСУДИСТЫЙ ШУНТ, УДЕРЖИВАЮЩЕЕ ПРИСПОСОБЛЕНИЕ И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ШУНТА | 1991 |
|
RU2086209C1 |
| US 4969458, 13.11.1990 | |||
| DE 4104702 А1, 20.08.1992 | |||
| DE 4303181 А1, 11.08.1994 | |||
| Способ электрохимической размерной обработки гибких подвесов | 1972 |
|
SU450686A1 |
| Устройство для электрохимической обработки | 1979 |
|
SU895601A1 |
| US 5114548, 19.05.1992 | |||
| US 5028303, 02.07.1991 | |||
| Способ получения заготовок | 1983 |
|
SU1199360A1 |
| Способ поэлементной штамповки деталей из листовых заготовок и автоматическое устройство для его осуществления | 1988 |
|
SU1794547A1 |

