Изобретение относится к области станкостроения, а именно к оборудованию для изготовления армированной колючей ленты.
Известно устройство Станок для изготовления спиралей, описание изобретения к патенту Российской Федерации 2077404, МПК7 В21F 25/00, опубл. 20.04.97, 11, авт. Месяц А.А., Малевич П.Я. (аналог). Станок для изготовления спиралей включает станину 1 с приводными клетями 2 для профилирования колючей ленты и отбжимными клетями 3 для завальцовки в колючую ленту 4 пружинной проволоки 5 и сигнального электропровода 6. Станок имеет размоточные устройства с катушками (бобинами) для колючей ленты 7, проволоки 8 и намоточное устройство с барабаном 9. На верхнем торце барабана 9 выполнены механизмы 10 для установки соединительных скоб в пяти местах по его окружности. К нижнему торцу барабана прикреплен контейнер-накопитель спирали 11. Привод станка осуществляется при помощи электродвигателя с понижающим редуктором, клиноременной (цепной) передачи и дистанционного пульта управления.
Недостатки: данное устройство громоздко, сложно в изготовлении, а также невозможно регулировать скорость подачи армированной колючей проволоки.
Известно устройство для армированной колючей ленты, описание изобретения к патенту Российской Федерации 2183526, МПК7 В21F 25/00, опубл. 20.06.2002, авт. Химичев В.А.. Губайдулин В.Х., Никифоров П.В. (прототип).
Устройство для армированной колючей ленты, содержащее бухтодержатель, барабан для намотки армированной колючей ленты, пару роликов, также содержит раму, вращающуюся на двух полых осях, через первую из которых пропущен армирующий сердечник, а через вторую - колючая лента и армирующий сердечник, рама и ролики соединены с приводом, ролики сжаты, а в одном из роликов выполнена канавка для армирования сердечника, барабан для намотки армированной колючей ленты снабжен механическим приводом и укладчиком витков спирали, а расстояние между вращающейся рамой и барабаном регулируется.
Недостатки: так как колючая лента навита на сердечник, то большой процент проволоки открыт, не завальцован, а это не дает достаточной жесткости и стойкости к перерезанию колючей проволоки.
Технический результат: повышение жесткости и стойкости к перерезанию армированной колючей ленты за счет обжатия проволоки колючей лентой, повышение производительности за счет совмещения операций, регулирования скорости движения колючей ленты в широких пределах.
Поставленная задача реализуется устройством за счет того, что в известном устройстве, содержащем бухтодержатель проволоки, катушку колючей ленты и барабан для намотки армированной колючей ленты, где между ними установлены ролики с пазом для проволоки, где ролики формирующие верхний и нижний и ролики обжимные верхний и нижний установлены вертикально один над другим, а между ними расположена поворотная направляющая в виде вывернутой ленты в поперечном направлении от горизонтальной плоскости до вертикальной, соответственно от роликов формующих до роликов обжимных, в сторону последних, и имеющая продольную канавку, причем ролики формующие верхний и нижний взаимосвязаны между собой посредством соответственно радиусных выступа и паза, выполненных по наружному диаметру, а у торцев роликов обжимных верхнего и нижнего по диаметру выполнены выточки и в месте смыкания роликов обжимных установлен перпендикулярно последним, ролик, расправляющий шипы армированной колючей ленты, при этом по наружному диаметру в нем выполнен радиусный выступ. Выход армированной колючей ленты из роликов формующих, где уже в колючей ленте отформовалась продольная канавка и в нее вошла проволока и затем, продвигаясь по поворотной направляющей, армированная колючая лента выворачивается в поперечном направлении и занимает вертикальное положение вместе с роликами обжимными.
В роликах обжимных происходит окончательная завальцовка проволоки в колючую ленту и одновременно расправление шипов роликом, расправляющим шипы у армированной колючей ленты. Такая конструкция и взаимосвязь между собой всех элементов ее позволит сократить время на изготовление армированной колючей ленты за счет совмещения операций - окончательное обжатие проволоки колючей ленты и формование шипов ее, а это сокращает время на изготовление армированной колючей ленты, что повышает производительность, а также эта конструкция позволяет регулировать скорость от начальной до трех метров в секунду. Обжатие проволоки со всех сторон повышает жесткость ее и стойкость к перерезанию (кусачками эту армированную колючую ленту невозможно перекусить). В прототипе колючая лента навита на проволоку и оголенные места проволоки являются слабым местом для перерезания ее, а это уменьшает ее жесткость и стойкость к перерезанию.
На фиг.1 показан вид сбоку на устройство;
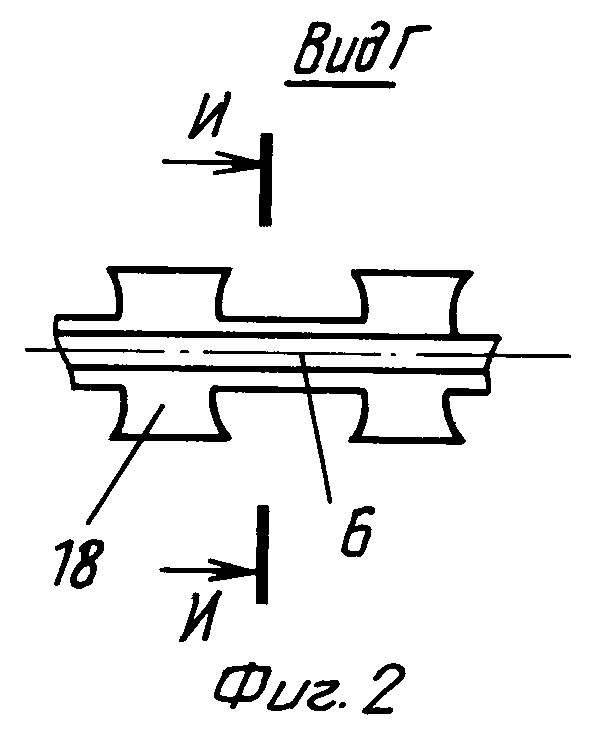
на фиг.2 - вид по стр."Г" на колючую ленту с проволокой сверху;
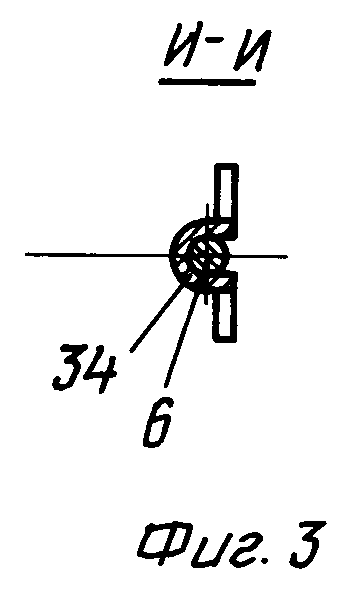
на фиг.3 показан разрез колючей ленты по "И-И";
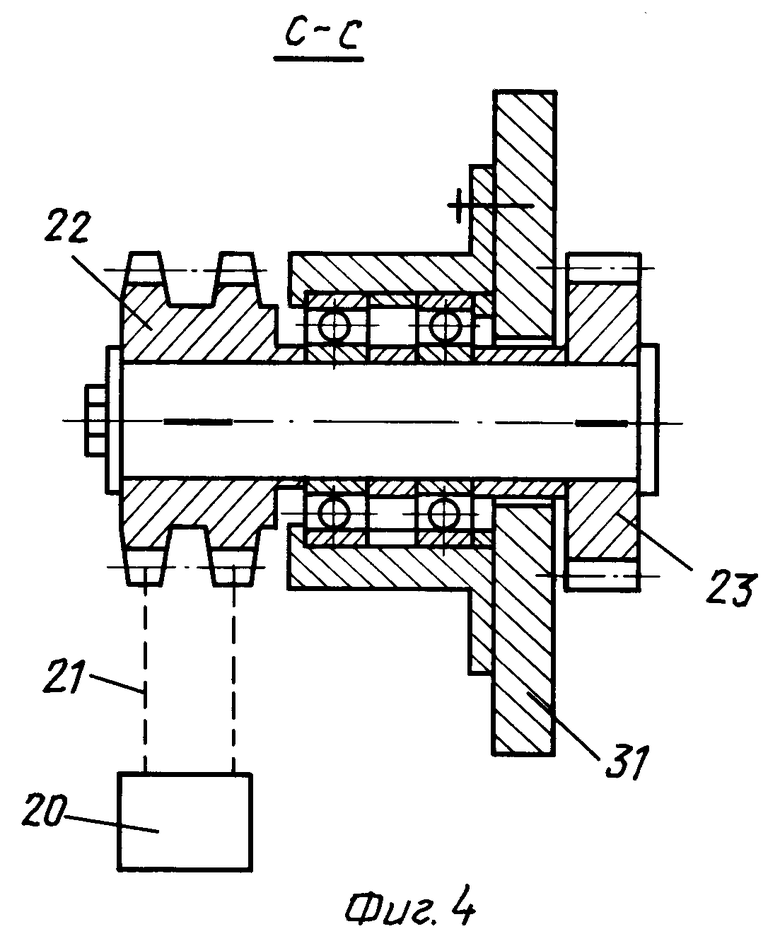
на фиг. 4 - разрез по "С-С", вид на ведущую шестерню, звездочку, электродвигатель;
на фиг. 5 - вид по стр."Д" на поворотную пластину, вывернутую в поперечном направлении от горизонтальной плоскости от роликов формующих до вертикальной до роликов обжимных в сторону последних;
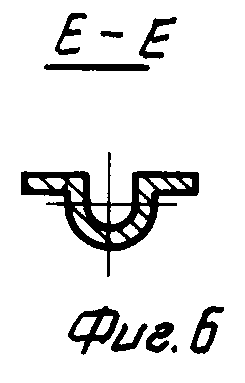
на фиг.6 - разрез "Е-Е" - изображено горизонтальное положение поворотной направляющей от роликов формующих;
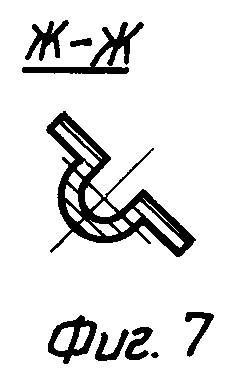
на фиг.7 - разрез по "Ж-Ж" - вид на поворотную пластину промежуточный;
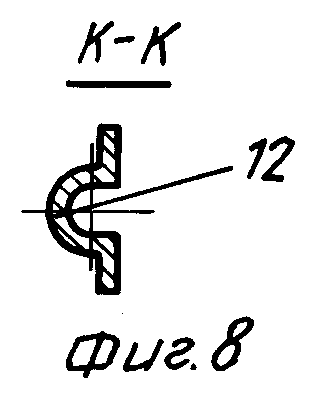
на фиг. 8 - разрез по "К-К" - вид на поворотную пластину в вертикальном положении у роликов обжимных;
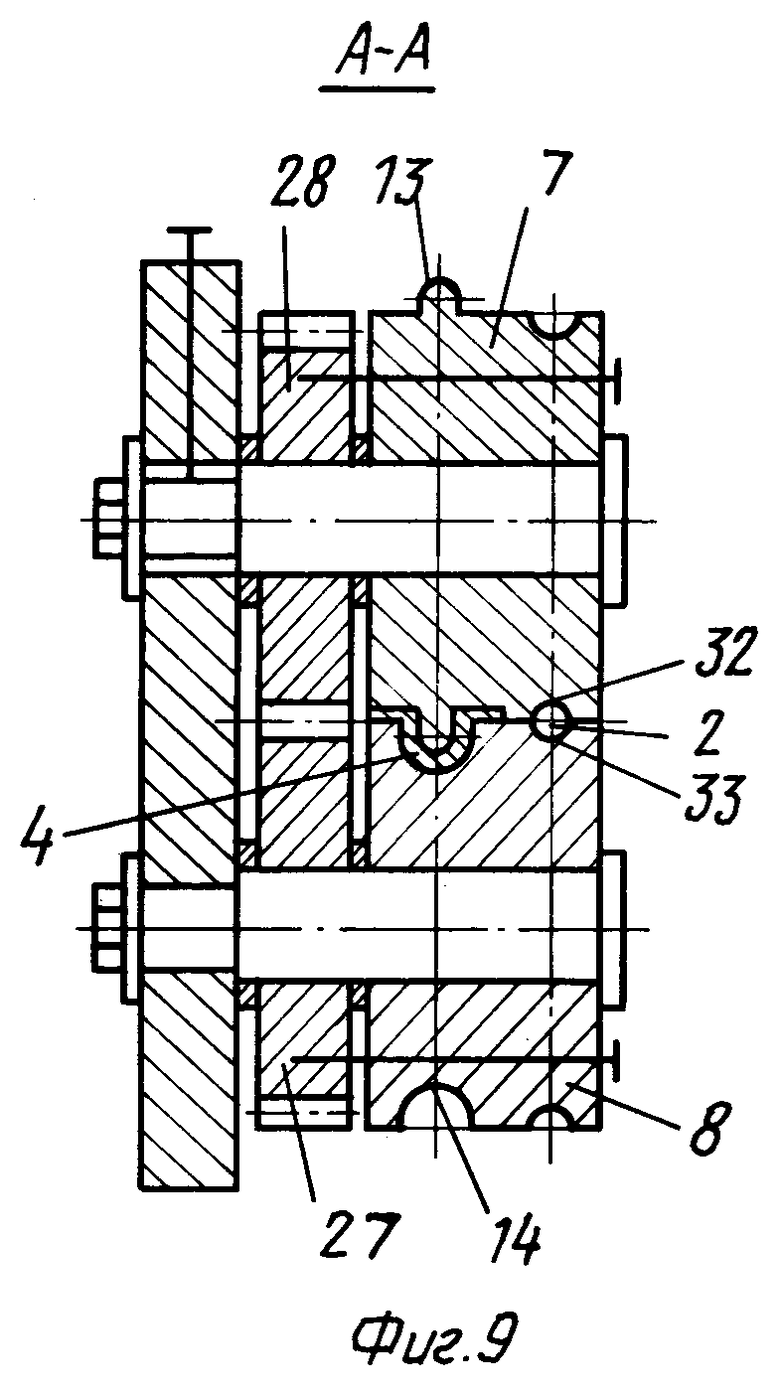
на фиг.9 - разрез по "А-А" - вид на ролики формующие;
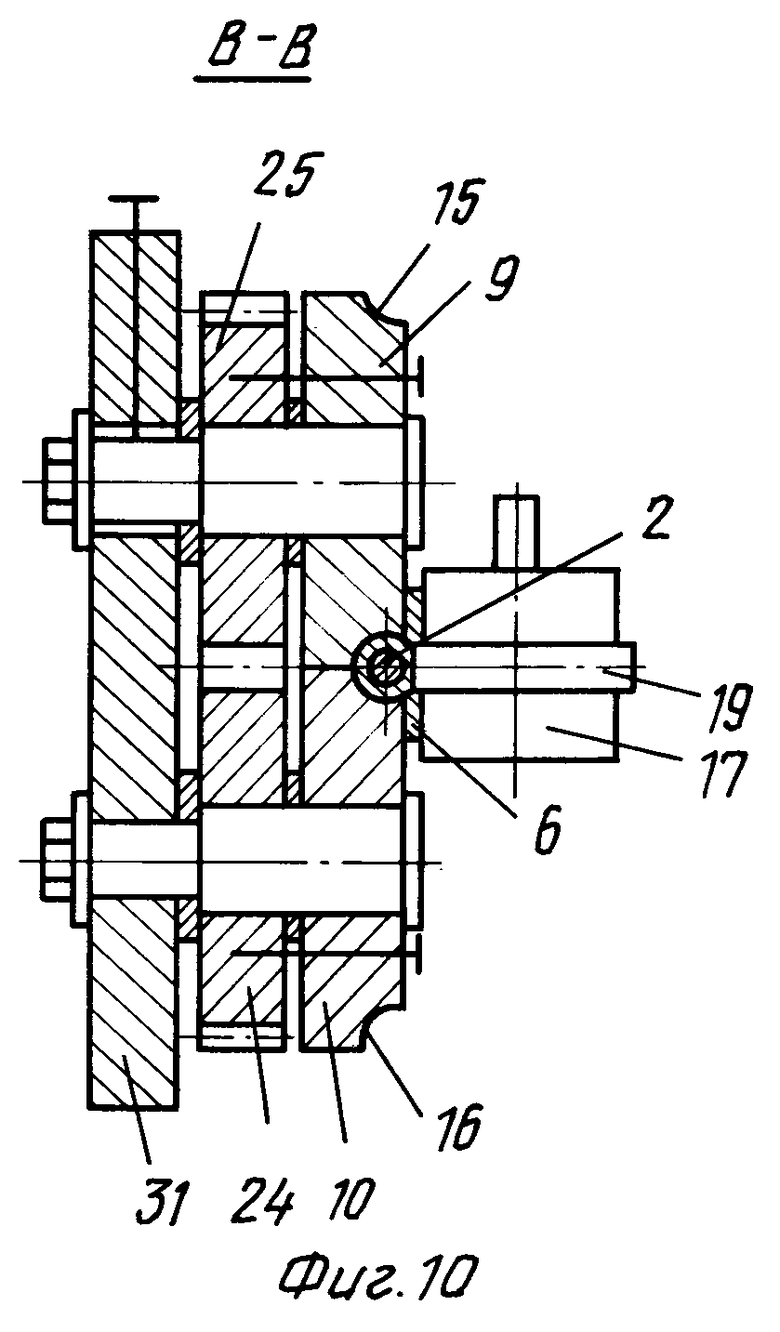
на фиг.10 - разрез по "В-В" - вид на ролики на ролики обжимные.
Устройство для изготовления армированной колючей ленты содержит бухтодержатель 1 проволоки 2, катушку 3 колючей ленты 4 и барабан 5 для намотки армированной колючей ленты 6, где между ними установлены ролики формующие верхний 7 и нижний 8, обжимные верхний 9 и нижний 10, которые расположены вертикально один над другим, а между ними в свою очередь установлена поворотная направляющая 11 в виде вывернутой ленты в поперечном направлении от горизонтальной плоскости до вертикальной, соответственно от роликов формующих до обжимных, и вывернута она в сторону обжимных роликов и имеет продольную канавку 12. Ролики формующие верхний и нижний взаимосвязаны между собой посредством соответственно радиусных выступа 13 и паза 14, выполненных по наружному диаметру роликов формующих. У торцев роликов обжимных верхнего и нижнего по диаметру выполнены выточки 15, 16, а в месте смыкания роликов обжимных установлен перпендикулярно им ролик 17, расправляющий шипы 18 армированной колючей ленты 6, при этом в ролике, расправляющем шипы по наружному диаметру, выполнен радиусный выступ 19 для окончательной завальцовки проволоки в колючую ленту. Устройство содержит электродвигатель 20, соединенный с цепью 21 и звездочкой 22, вращающий шестерню ведущую 23, шестерни 24, 25 роликов обжимных верхнего 9 и нижнего 10. Шестерня 24 взаимосвязана с шестернями промежуточными 26 и шестернями 27, 28, роликов формующих верхнего 7 и нижнего 8. Устройство содержит прижимные ролики 29 и прижимную пластину 30, между которыми продвигается колючая лента перед входом в ролики формующие. На основании 31 крепятся шестерня ведущая 23, шестерни 27, 28 роликов формующих, шестерни промежуточные 26 и шестерни 24, 25 роликов обжимных, прижимная пластина 30 и прижимные ролики 29. Формующие ролики верхний 7 и нижний 8 имеют пазы 32, 33 для проволоки. В колючей ленте 4 выполнена продольная канавка 34.
Пример работы устройства.
Стальная колючая лента из любой стали подается со свободно вращающейся катушки 3, а стальная проволока 2 - со свободно вращающегося бухтодержателя 1. Колючая лента 4 проходит между прижимной пластиной 30 и прижимными роликами 29, направляясь в ролики формующие верхний 7 и нижний 8, где в колючей ленте 4 формуется продольная канавка 34 посредством радиусного выступа 13 и радиусного паза 14 в роликах формующих, причем одновременно и параллельно ей рядом движется проволока 2, которая расположена между пазами 32, 33 в верхнем 7 и нижнем 8 роликах формующих. При выходе из роликов формующих проволока 2 попадает в сформованную в колючей ленте продольную канавку 34. Далее колючая лента 4, уже армированная проволокой 2, попадает на поворотную направляющую 11, которая имеет продольную канавку 12 под выступ, образованный продольной канавкой 34 в колючей ленте 4 под проволоку 2, т.к. она вывернута в поперечном направлении от горизонтальной плоскости до вертикальной, т.е. от роликов формующих до роликов обжимных в сторону последних. Ролики формующие и обжимные верхний и нижний установлены вертикально один над другим, где между ними установлена поворотная направляющая 11. Развернувшись на 90o, армированная колючая лента попадает в ролики обжимные, где происходит окончательное обжатие ленты вокруг проволоки и окончательное формование шипов 18, которые расправляются роликом 17, расправляющим шипы 18 и имеющим по наружному диаметру радиусный выступ 19, который окончательно завальцовывает проволоку в колючую ленту. Он установлен перпендикулярно ролику обжимному, в месте стыка верхнего и нижнего роликов обжимных. Далее готовая армированная колючая лента 6 наматывается на барабан 5.
Устройство работает от электродвигателя 20 и через цепь 21, звездочку 22, шестерню ведущую 23, шестерни 24, 25 передает движение роликам обжимным верхнему 9 и нижнему 10. Промежуточные шестерни 26 (их три) передают вращение шестерням 27, 28 и приводят в движение ролики формующие, где за ними расположена прижимная пластина 30 и прижимные ролики 29.
Таким образом проволока 2 и колючая лента 4 с бухтодержателя 1 и катушки 3 начинают свое продвижение. На основании 31 крепятся ролики формующие и обжимные, прижимные пластина и ролики.
Технико-экономические показатели.
В результате использования устройства увеличивается производительность на 75% и повышается жесткость и стойкость к перерезанию на 40% по сравнению с прототипом.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АРМИРОВАНИЯ КОЛЮЧЕЙ ЛЕНТЫ | 2001 |
|
RU2183526C1 |
| УСТАНОВКА И СПОСОБ АВТОМАТИЗИРОВАННОГО ПРОИЗВОДСТВА ЗАГРАЖДЕНИЙ | 2007 |
|
RU2355501C2 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЕЙ | 1993 |
|
RU2077404C1 |
| МОБИЛЬНОЕ ОГРАЖДЕНИЕ (2 варианта), СПОСОБ ЕГО МОНТАЖА И СПОСОБ ЕГО ДЕМОНТАЖА | 2016 |
|
RU2633004C1 |
| ИНЖЕНЕРНО-ЗАЩИТНАЯ СИСТЕМА "АНТИПИРАТ" ДЛЯ ЗАЩИТЫ МОРСКИХ СУДОВ | 2010 |
|
RU2431582C1 |
| КОНЦЕВОЕ СОЕДИНЕНИЕ ГИБКОЙ ПОЛИМЕРНО-АРМИРОВАННОЙ ТРУБЫ И СПОСОБ ПРИСОЕДИНЕНИЯ ШТУЦЕРА К НЕЙ | 2013 |
|
RU2535420C1 |
| Способ изготовления чешущего сегмента и устройство для его осуществления | 1990 |
|
SU1721133A1 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 2019 |
|
RU2715952C1 |
| Устройство для формированияиздЕлий "МюзлЕ | 1977 |
|
SU816637A1 |
| Устройство для изготовления плоской спиральной пружины | 1973 |
|
SU547259A1 |

Устройство относится к оборудованию для изготовления армированной колючей ленты. Устройство содержит бухтодержатель проволоки, катушку колючей ленты и барабан для намотки армированной колючей ленты, где между ними установлены ролики с пазом для проволоки. Ролики формующие верхний и нижний, ролики обжимные верхний и нижний установлены вертикально один над другим, а между ними расположена поворотная направляющая в виде вывернутой ленты в поперечном направлении от горизонтальной плоскости до вертикальной, соответственно от роликов формующих до роликов обжимных в сторону последних, и имеющая продольную канавку. Ролики формующие верхний и нижний взаимосвязаны между собой посредством соответственно радиусных выступа и паза, выполненных по наружному диаметру, а у торцов роликов обжимных верхнего и нижнего по диаметру выполнены выточки и в месте смыкания роликов обжимных установлен перпендикулярно последним ролик, расправляющий шипы армированной колючей ленты, при этом по наружному диаметру его выполнен радиусный выступ. Данное устройство отличается повышенной производительностью. 10 ил.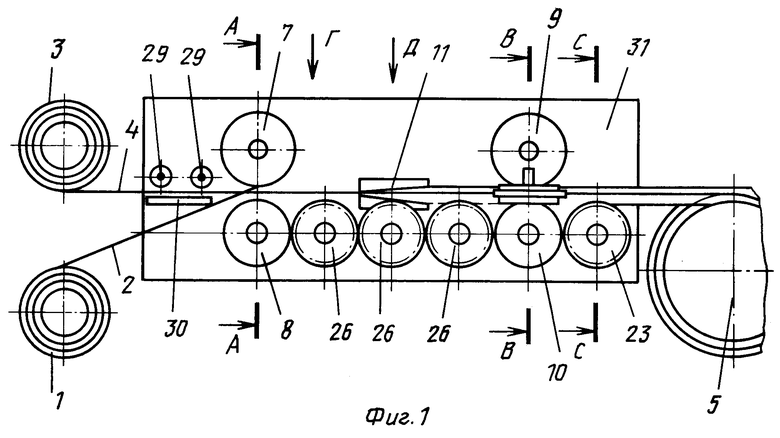
Устройство для изготовления армированной колючей ленты, содержащее бухтодержатель проволоки, катушку колючей ленты и барабан для намотки армированной колючей ленты, где между ними установлены ролики с пазом для проволоки, отличающееся тем, что ролики формующие, верхний и нижний, ролики обжимные, верхний и нижний, установлены вертикально один над другим, а между ними расположена поворотная направляющая в виде вывернутой ленты в поперечном направлении от горизонтальной плоскости до вертикальной, соответственно от роликов формующих до роликов обжимных в сторону последних и имеющая продольную канавку, причем ролики формующие, верхний и нижний, взаимосвязаны между собой посредством соответственно радиусных выступа и паза, выполненных по наружному диаметру, а у торцов роликов обжимных, верхнего и нижнего, по диаметру выполнены выточки и в месте смыкания роликов обжимных установлен перпендикулярно последний ролик, расправляющий шипы армированной колючей ленты, при этом по наружному диаметру его выполнен радиусный выступ.
| УСТРОЙСТВО ДЛЯ АРМИРОВАНИЯ КОЛЮЧЕЙ ЛЕНТЫ | 2001 |
|
RU2183526C1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЕЙ | 1993 |
|
RU2077404C1 |
| Устройство для разборки соединенных деталей | 1981 |
|
SU1144870A1 |
| DE 3819747 A1, 12.01.1989. | |||

