Изобретение относится к области техники печатания. Оно исходит из способа саморегулирующегося управления приводкой краски и линии резки в ротационных печатных машинах с отдельными или несколькими бумажными полотнами, причем транспортировку бумажного полотна осуществляют посредством отдельных приводов, отделенных друг от друга длинами отрезков бумажного полотна.
Изобретение применяется, в частности, преимущественно в безвальных ротационных печатных машинах. Безвальная ротационная печатная машина с соединенными попарно в группы офсетными или формными цилиндрами описана в DE 4344896 А1. Способ регулирования привода для транспортировки бумажного полотна печатной машины, пригодный, в частности, для безвальных ротационных печатных машин, описан в европейской заявке 98101727.0, не предшествующей данной. Согласно этому способу регулирование частоты вращения определяющих натяжение бумажного полотна элементов осуществляют в зависимости от нагрузочного крутящего момента в соответствии с нагрузочной характеристикой путем понижения или повышения частоты вращения, в результате чего привод устанавливает такие задающие параметры, как частота вращения и приводной момент или натяжение полотна, а управляющее заданное значение компенсируется в соответствии с нагрузочной характеристикой.
Существенное преимущество приводимых по отдельности ротационных печатных машин в том, что эти машины способны производить смену продукции во время работы. Способ, описанный в упомянутой выше европейской заявке, большей частью устраняет изменения натяжения полотна, обычно возникающие в результате необходимых при смене продукции включения и выключения натиска, а также при смене сорта бумаги при работающей машине. Достигаемая этим стабильность печатной машины в отношении транспортировки бумажного полотна высокая.
Несмотря на высокую стабильность в отношении транспортировки бумажного полотна не решается или решается лишь частично проблема, в частности, при смене продукции или сорта бумаги при работающей машине, заключающаяся в определяющем качество печати позиционировании устройств для приводки краски и линии обрезки.
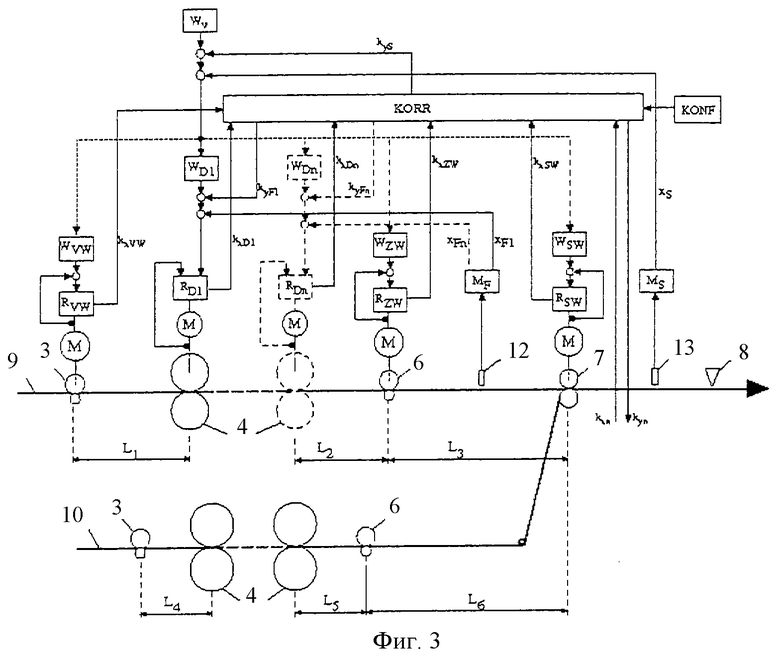
На приводку краски и линии обрезки в соответствии с уровнем техники на фиг.2 оказывают влияние посредством независимых измерительных звеньев, когда зарегистрированные измерительными звеньями регулируемые параметры подключаются к позиционирующим задающим параметрам, и тем самым они устанавливают отдельные исполнительные звенья в отношении приводки краски, а все вместе - в отношении приводки линии обрезки. У разделенных полотнищ приводку линии обрезки устанавливают (не показано) посредством дополнительных исполнительных звеньев (дополнительная приводка). Эти устройства обладают тем недостатком, что
- во время процессов запуска задающие параметры устанавливаются на постоянные опорные значения и за счет этого требуют зачастую ручного вмешательства операторов;
- измерительные звенья реагируют только на растяжение бумажного полотна;
- время реакции измерения вследствие мертвого времени при транспортировке полотна до измерительного звена, при анализе и передаче данных для управления составляет обычно 2 с, а качество зарегистрированных фактических значений зависит от плавного движения полотна;
- на условия натяжения или растяжения всей продукции с несколькими полотнами значительное влияние оказывает обратное действие проходящих по общему собирательному валику полотен между собой.
Вывод: согласно уровню техники в первый момент допускается неточность управления приводкой краски и линии обрезки, прежде чем на задающие параметры будет оказано воздействие с относительной инерцией с возможностью их корректировки посредством дополнительных измерительных звеньев.
Задачей изобретения является поэтому создание способа саморегулирующегося управления приводкой краски и линии обрезки в ротационных печатных машинах с несколькими полотнами, при котором влияющие на приводку краски и линии обрезки параметры, например смена сорта бумаги или содержания печатаемой продукции при работающей машине, сухая или влажная бумага, различное число мест натиска на каждое бумажное полотно, различные длины бумаги и т.д., во всех возможных режимах работы машины регистрируют в самом начале их возникновения и, управляя ими, воздействуют на заданные значения для приводки краски и линии обрезки. Каждый тянущий элемент бумажного полотна приводят при этом в движение предпочтительно посредством регулирующего устройства согласно упомянутой европейской заявке.
Сущность изобретения заключается в том, что поправочное значение вычисляют по рабочим точкам серводвигателей для тянущих элементов бумажного полотна, т.е., в частности, по действительной скорости вращения и крутящему моменту, и подключают к задающим параметрам с целью позиционирования устройств для приводки краски и линии обрезки. Рабочие точки серводвигателей реагируют предельно быстро на изменения свойств бумаги, за счет чего возникает высокая динамика с коротким временем реакции в отношении воздействия на приводочные устройства. Поскольку длины отрезков полотна между тянущими элементами бумажных полотен текущей продукции известны, можно по рабочим точкам приводов вычислить степень относительного растяжения бумаги на каждом отрезке и индивидуально подключить к приводочным устройствам в виде поправочной величины. Хотя конкретное воздействие этих поправочных величин на устройства для приводки краски и линии обрезки различно, способ остается, в принципе, одинаковым для обоих приводочных устройств.
При смене содержания печатаемой продукции при работающей машине известны как отрезки полотна текущей, так и отрезки полотна следующей продукции. Таким образом, воздействие новых отрезков полотна на приводочные устройства непосредственно при смене продукции может происходить способом согласно изобретению.
По сравнению с работой в соответствии с уровнем техники существенные преимущества, в частности, при смене сорта бумаги или содержания печатаемой продукции возникают за счет того, что
- благодаря управляемой корректировке всех приводок возникает, в целом, постоянный характер поведения бумажных полотен;
- приводку краски предварительно устанавливают с быстрой реакцией на основе управляемого воздействия;
- положение обрезки предварительно устанавливают с быстрой реакцией на основе управляемого воздействия на все определяющие положение обрезки тянущие элементы полотна;
- посредством улучшенного соблюдения приводки краски и линии обрезки на всех этапах работы образуется меньше макулатуры.
Процессом печатания тем самым, в целом, легче управлять. Другие предпочтительные формы выполнения приведены в соответствующих зависимых пунктах формулы изобретения.
Ниже изобретение более подробно поясняется с помощью примеров его выполнения с привлечением чертежей, на которых изображают:
фиг.1 - схематично ротационную печатную машину с несколькими полотнами и транспортирующими полотно элементами машины;
фиг. 2 - схематично регулирование краски и положения обрезки в соответствии с уровнем техники. При этом показаны только элементы одной стороны полотна; то же относится, естественно, к обратной стороне полотна;
фиг. 3 - схематично управление приводкой краски и линии обрезки в соответствии со способом согласно изобретению. При этом показаны только элементы одной стороны полотна; то же относится, естественно, к обратной стороне полотна и всем другим полотнам.
Использованные на чертежах ссылочные позиции и их значение приведены в перечне ссылочных позиций. В принципе, на фигурах одинаковые детали обозначены одинаковыми ссылочными позициями.
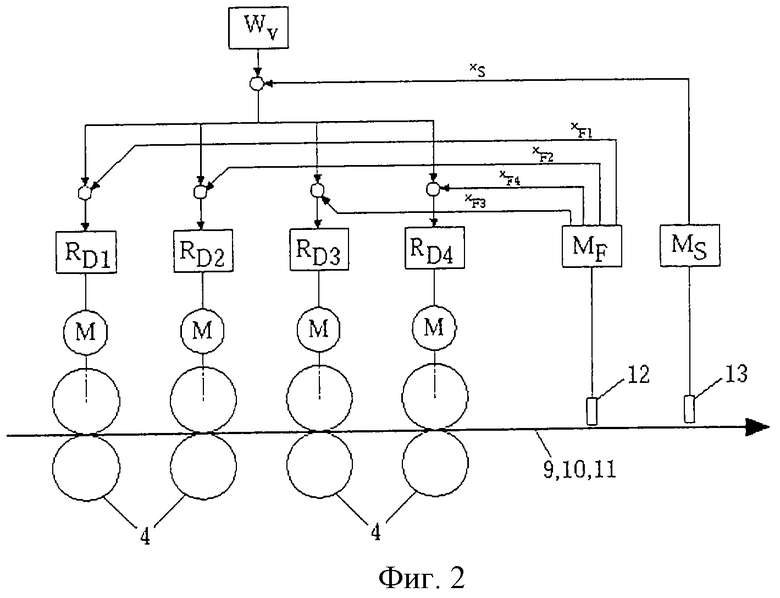
На фиг.1 схематично изображена ротационная печатная машина с несколькими полотнами и транспортирующими полотно элементами машины. В качестве направляющей для бумаги или бумажного полотна показана траектория, которую проходит запечатываемая бумага от позиции 1 смены рулонов по качающемуся валику 2 и механизму 3 предварительного натяжения, по произвольной комбинации включенных печатных аппаратов 4 или выключенных печатных аппаратов 5, по тянущему валику 6 и вороночному входному тянущему валику 7 до фальцевального ножа 8 в фальцаппарате. Механизм 3 предварительного натяжения контролирует натяжение и скорость полотна главным образом в пределах отрезка L1 и оказывает за счет этого опосредованное влияние на точность приводки краски включенных печатных аппаратов 4. Тянущий элемент 6 контролирует натяжение полотна и его скорость в основном на участке полотна L2 и за счет этого влияет опосредованно на положение обрезки. Вороночный входной тянущий валик 7 контролирует натяжение и скорость полотна главным образом в пределах сведенных отрезков L3, L6, L9 и оказывает за счет этого опосредованное влияние на положение обрезки. То же относится, само собой, к остальным полотнам и отрезкам L4-L7. Сведение полотен на вороночном входном тянущем валике имеет обратное действие; здесь сходящиеся полотна оказывают влияние друг на друга в отношении натяжения и скорости.
На фиг. 2 изображено регулирование приводки краски и обрезки согласно уровню техники. Главный задающий параметр Wv определяет через регулирующие устройства RDI, RD2, RD3, RD4 скорость вращения и положение всех включенных и выключенных печатных аппаратов 4. Регулирующие устройства включают в себя индивидуальные обратные связи для положения и частоты вращения (не показаны). Относительное положение каждой используемой краски регистрируют посредством измерительных датчиков 12 в системе МF измерения приводки краски и индивидуально подключают в качестве регулируемого параметра ХF1, ХF2, ХF3, ХF4 к заданным значениям отдельных печатных аппаратов. На фигуре изображены только устройства на одной стороне полотна 9, 10 или 11; то же относится, естественно, к обратной стороне полотна и ко всем полотнам. Положение обрезки регистрируют незадолго перед обрезкой посредством измерительного датчика 13, сигнал которого подают к системе Ms измерения приводки обрезки, которая определяет положение обрезки полотна относительно отпечатанного изображения либо по отпечатанным приводочным меткам, либо путем оценки положения отпечатанного изображения. Относительное положение обрезки становится поправочным регулируемым параметром Xs для главного задающего параметра Wv.
Способ, согласно изобретению, саморегулирующегося управления приводкой краски и линии обрезки в ротационных печатных машинах с несколькими полотнами более подробно поясняется ниже с помощью фиг.3. Устройства, используемые в способе, согласно изобретению обозначены KORR и KONF, а соответствующие сигналы k. Для наглядности на фиг.3 воздействия на обратную сторону полотна 9 и остальные полотна 10, 11 показаны лишь суммарно. Так, Кхn представляет рабочие точки серводвигателей, а Кyn - поправочные величины для регулирующих устройств всех остальных участвующих в транспортировке полотна элементов.
Из фиг.3 видно, что обычное регулирование приводки краски и линии обрезки осуществлялось аналогично фиг.2; его осуществление является опционным и необязательным.
При этом
- задающий параметр Wvw, регулятор Rvw и привод М образуют регулирующее устройство для механизма предварительного натяжения;
- задающий параметр WDI, регулятор RDI и привод М образуют регулирующее устройство для первого печатного аппарата;
- задающий параметр WDn, регулятор RDn и привод М образуют регулирующее устройство соответственно для всех остальных печатных аппаратов;
- задающий параметр Wzw, регулятор RDn и привод М образуют регулирующее устройство для тянущего валика;
- задающий параметр Wsw, регулятор Rsw и привод М образуют регулирующее устройство для вороночного входного тянущего валика;
- измерительный датчик 12 и система MF измерения приводки краски образуют измерительное звено для приводки краски;
- измерительный датчик 13 и система Ms измерения приводки линии обрезки образуют измерительное звено для приводки линии обрезки.
Эти обычные устройства дополнены устройствами, используемыми в способе согласно изобретению, за счет того, что к главному задающему параметру Wv подключают поправочную величину Куs в качестве позиционного офсета для приводки линии обрезки, а к отдельным печатным аппаратам подключают поправочную величину KyFl...KyFn в качестве позиционного офсета для приводки краски. Расчет поправочных величин происходит в модуле КORR по рабочим точкам всех приводов, т.е., в частности, по действительной скорости вращения и крутящему моменту тех приводов, которые участвуют в транспортировке полотен, т.е. привода механизма 3 предварительного натяжения, включенных печатных аппаратов 4, тянущего валика 6 и вороночного входного тянущего валика 7, а также, естественно, всех не показанных устройств обратной стороны полотна и остальных полотен 10, 11. Приводы реагируют с изменением частоты их вращения и натяжения полотна на изменения нагрузочного крутящего момента; тем самым устанавливается новая рабочая точка приводов на диаграмме частота вращения - натяжение полотна. Зарегистрированные таким образом рабочие точки KxVW, KxDl, KxDn, KxZW и KxSW показаны на фиг.3 для верхней стороны полотна 9; они регистрируются, естественно, для обратной стороны полотна и всех остальных полотен и обозначены как Кхn. Важное для характера приводки растяжение бумаги полотна соотносится, согласно определенной функции, с нагрузочным крутящим моментом и вычисляется вместе с длиной отрезка полотна до следующего привода непосредственно по рабочей точке серводвигателя. Соответствующая общая формула степени растяжения бумаги гласит
λ = σ•(L/E),
где λ - удлинение полотна в м;
σ - растягивающая нагрузка на полотно в дН/м=f (нагрузочные крутящие моменты);
L - длина отрезка полотна в м;
Е - модуль упругости в Н/м=f (нагрузочные крутящие моменты, скорости).
Определение степени растяжения бумаги происходит в модуле KORR; необходимые для этого длины отрезков полотна известны для каждой продукции и хранятся в модуле KONF. Долевое воздействие зарегистрированной степени относительного растяжения полотна на приводку краски и линии обрезки, т.е. определение поправочных величин KyFl...KyFn, Kys или Куn, происходит в модуле KORR с помощью хранящейся в модуле KONF конфигурации машины. Этот расчет отдельных поправочных величин происходит по общей формуле
Kym=f(KONF, Kxl,...,Кхm),
где Kym - m-я поправочная величина, т.е. KyFl...KyFn, KyS или Куn;
KONF - данные конфигурации продукции;
Кх1 - рабочая точка первого привода продукции;
Kxm - рабочая точка последнего привода продукции.
Вычисленные таким образом величины ясно показаны на фиг.3 для верхней стороны полотна 9; они вычисляются, естественно, для обратной стороны полотна и всех остальных полотен и обозначены как Куn.
Если применять этот способ ко всем приводящим бумажное полотно приводам, а также ко всем полотнам, то почти незамедлительно можно прийти к выводу об эффективных свойствах бумаги всех полотен и оказать корректировочное воздействие с помощью поправочных величин KyF1...КуFn, КуS или Куn на задающие параметры для приводки краски и линии обрезки.
В модуле KONF хранятся не только данные конфигурации машины для текущей, но и данные для следующей продукции. Применение способа согласно изобретению с учетом данных конфигурации машины для следующей продукции обеспечивает, таким образом, при смене продукции с изменяющимся сортом бумаги или конфигурацией мест натиска возможность подключения этого изменения одновременно в виде корректировки к важным задающим параметрам для приводки цвета и линии обрезки. Эта корректировка в отношении времени реакции происходит во много раз быстрее, чем регулирование приводки согласно уровню техники. Последнее служит лишь для того, чтобы компенсировать возможные остаточные погрешности. Таким образом, возникает общепринятое решение для всех режимов работы печатной машины в целях быстрого саморегулирующегося управления приводкой краски и линии обрезки.
Перечень ссылочных позиций
1 - позиция смены рулонов,
2 - качающийся валик,
3 - механизм предварительного натяжения,
4 - включенный печатный аппарат,
5 - выключенный печатный аппарат,
6 - тянущий валик,
7 - вороночный входной тянущий валик,
8 - фальцевальный нож в фальцаппарате,
9 - полотно А,
10 - полотно В,
11 - полотно С,
12 - измерительный датчик для регистрации приводки краски,
13 - измерительный датчик для регистрации положения обрезки,
L1...L-9 - отрезки полотна между двумя приводимыми элементами машины,
М - исполнительное звено у, состоящее из преобразователя и двигателя,
Wv - задающий параметр частота вращения машины/положение обрезки,
Wvw - задающий параметр частота вращения/положение механизма предварительного натяжения,
Rvw - регулятор для механизма предварительного натяжения,
WDI. ..WDn - задающий параметр частота вращения/положение соответственно для печатного механизма 1 и n,
RDI...RDn - регулятор соответственно для печатного механизма 1 и n,
Wzw - задающий параметр частота вращения/положение для тянущего валика,
Rzw - регулятор для тянущего валика,
Wsw - задающий параметр частота вращения/положение для вороночного входного тянущего валика,
Rsw - регулятор для вороночного входного тянущего валика,
KORR - модуль для расчета поправочных величин для приводки краски и линии обрезки,
KONF - данные конфигурации машины для текущей и следующей продукции,
KxVW - значение рабочей точки механизма предварительного натяжения,
KxDI...KxDn - значение рабочих точек соответственно печатного аппарата 1 и n,
KxZW - значение рабочей точки тянущего валика,
KxSW - значение рабочей точки вороночного входного тянущего валика,
Кхn - представительное значение рабочих точек всех приводимых элементов машины (не показаны),
KyS - поправочная величина положения обрезки,
KyFl. ..KyFn - поправочная величина соответственно приводки 1 и приводки n краски,
Куn - представительная поправочная величина для воздействия на все задающие параметры (не показаны),
MF - система измерения приводки краски,
Ms - система измерения приводки положения обрезки,
Xs - регулируемый параметр положения обрезки,
XF1...XFn - регулируемый параметр приводки краски,
λ - удлинение полотна в м,
σ - растягивающая нагрузка на полотно в дН/м=f (нагрузочные крутящие моменты),
L - длина отрезка полотна в м,
Е - модуль упругости в Н/м=f (нагрузочные крутящие моменты, скорости).
Изобретение относится к области техники печатания, а именно к способу саморегулирующегося управления приводкой краски и линии резки в ротационных печатных машинах с отдельными или несколькими бумажными полотнами. Способ характеризуется тем, что степень относительного растяжения полотна на отдельных его отрезках вычисляют по рабочим точкам приводящих полотно в движение приводов, а из зависимой от продукции комбинации всех значений растяжения выводят поправочные величины для приводки краски и линии обрезки. Влияющие на приводку краски и линию обрезки параметры, например сорт бумаги, ее влажность или качество материала печатной продукции, количество мест натиска, длина полотна и т.д., во всех возможных режимах работы машины регистрируют в самом начале процесса обработки. С учетом этого управляют приводными устройствами для приводки краски и линии обрезки, что обеспечивает повышение качества печатной продукции. 4 з.п. ф-лы, 3 ил.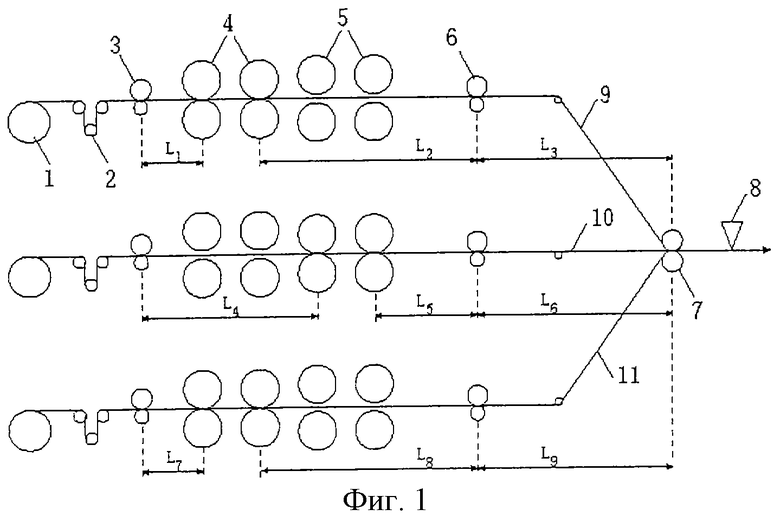
| Гидропривод режущего органа и протаскивающего механизма сучкорезной машины | 1973 |
|
SU452704A1 |
| US 5740054 А, 14.04.1998 | |||
| ЕР 0226166 А, 24.06.1987 | |||
| US 4264957 А, 28.04.1981 | |||
| WO 9407692А, 14.04.1994. | |||

