Изобретение относится к устройству подборки и отделки нескольких бумажных полотен, а также к способу подборки и отделки нескольких бумажных полотен.
Под отделкой бумажного полотна в самом широком смысле понимается любой вид обработки, будь то печатание, нанесение слоев, нумерация страниц, перфорирование, высечка, либо нанесение или наложение (наклеивание) пластмассовых карточек, таких как кредитные карточки, пакетики с образцами, этикетки, либо изготовление адресных окон и их закрытие прозрачной пленкой.
Если отделывается одно единственное бесконечное бумажное полотно, то по причине синхронизации циклов его последующая обработка, например, фальцовка или резание в поперечном направлении, зависит единственно от корректного выдерживания скорости движения бумажного полотна. Это осуществляется, например, тем, что на бумажном полотне выполняются приводочные отверстия, за которые зацепляются игольчатые ленты, которые расположены вдоль участка обработки или отделки и обеспечивают тем самым синхронную подачу бумажного полотна. Однако недостаток этого вида продольной приводки состоит в том, что, с одной стороны, края этих перфорационных отверстий в устройстве последующей обработки должны быть в общем и целом удалены, а, с другой стороны, двухсторонняя перфорация означает расход высококачественного материала.
Этот недостаток устраняется в известном устройстве тем, что на бумажном полотне выполняются метки, которые регистрируются щупом бумажного полотна. Этот щуп установлен перед устройством последующей обработки. Тем самым за счет соответствующего блока управления обеспечивается последующая обработка с соблюдением приводки, например, печатание, тиснение, высечка или разрезание обработанного, например, предварительно запечатанного полотна. При этом блоком управления регулируется привод размоточных валиков размоточного механизма, за счет чего оказывается влияние на длину формата. Альтернативно этому при известных условиях можно осуществлять корректировку приводки синхронным электродвигателем, воздействующим на привод подающих валиков, установленных перед устройством последующей обработки.
Но совершенно иные обстоятельства складываются, если требуется выполнить отделку и последующую обработку не одного (требование, предъявляемое, например, при печатании газет), а нескольких полотен, при необходимости различным способом, имеются в виду, например, наклеенные пакетики с образцами или изымаемые карточки для ответов. До настоящего времени нет удовлетворительного решения. Разумеется, можно направлять все бумажные полотна по игольчатым лентам, но тем самым стала бы невозможной независимая обработка отдельных полотен. Другое вышеназванное устройство используется для обработки одного, а не нескольких полотен, которые подаются все вместе, т.е. положенными друг на друга, обрабатываются при известных условиях независимо и являются при известных условиях полотнами различного качества или различной отделки (например, наложение).
Поэтому задачей изобретения является создание устройства и способа, с помощью которых подбираются и отделываются - при необходимости независимо друг от друга - несколько бумажных полотен, которые все вместе будут подаваться с точной продольной приводкой в устройстве последующей обработки. Возможность решения этой задачи обеспечения признаками пунктов 1 и 7. Преимущественное выполнение описано в зависимых пунктах.
В изобретении под "бумажными полотнами" понимаются все материалы, которые имеют форму полотна, подвергаются при необходимости отделки, подбираются в каждом случае с другими полотнами, а затем вместе с другими полотнами подвергаются последующей обработке. К ним относятся, например, пленочные, тонкие картонные полотна, бумажное полотно различной толщины и качества.
Под "подборкой" отдельных бумажных полотен следует понимать расположение размотанных бумажных полотен относительно друг друга - при необходимости на удалении - перед их прохождением через участок обработки, где они при необходимости обрабатываются независимо друг от друга или вообще не обрабатываются, т.е. проходят по другим маршрутам. Так согласно изобретению возможно прохождение одного из полотен по участку обработки без обработки, в то время как другое полотно будет направляться направляющими валиками и подвергаться отделке. Но таким образом могут одновременно обрабатываться, например, гофрироваться или нумероваться, все полотна в устройстве обработки.
Средства конгруэнтной регулировки продольной приводки по меньшей мере двух бумажных полотен включают в себя средства создания по существу одинакового натяжения каждого из бумажных полотен по ширине, только после этого привлекается к использованию регистрация нанесенных на бумажные полотна меток щупами в их временной последовательности, и данные этой регистрации могут использоваться для регулировки продольной приводки по меньшей мере двух бумажных полотен. Только после того, как достигнуто определенное натяжение подобранных бумажных полотен, могут быть вновь устранены различия в продольной приводке, которые могут возникнуть, например, в отделке на участке обработки, и быть обнаружено щупами путем регистрации меток. Для этого через блок управления включается приводное или тормозное устройство, которое соединено с соответствующими вытяжными валиками, т.к. они, будучи ведомыми валиками, задают скорость движения полотна.
Для того, чтобы обеспечить при прохождении через отдельные устройства обработки обработку отдельных полотен с точной приводкой и их корректную совместную последующую обработку в устройстве последующей обработки, средства создания натяжения бумаги должны устанавливаться по меньшей мере между участком обработки и устройством последующей обработки, а в силу того, что полотна в устройстве последующей обработки в общем и целом более не находятся под натяжением, то по возможности непосредственно перед устройством последующей обработки.
Если средства создания натяжения бумаги предусмотрены в виде пары тянущих валиков в форме обрезиненных валиков, то по причине их сравнительно упругой поверхности давление, оказываемое на подобранные бумажные полотна, будет распределяться по ширине бумажного полотна более равномерно, нежели это имело бы место в случае, например, известных тянущих валиков, это главное требование к отделанным полотнам. Если на окружности таких обрезиненных валиков имеется определенный профиль, то отделанные изделия, положенные на бумажное(ые) полотно(а), при прохождении бумажных полотен по обрезиненным валикам будут захватываться в соответствующие выемки профиля, и тем самым давление на подобранные бумажные полотна останется одинаковым. В зависимости от качества использованной бумаги, от количества бумажных полотен, используемого на участке обработки, вместо одной единственной пары тянущих валиков можно установить несколько с тем, чтобы обеспечить достаточное силовое замыкание между отдельными бумажными полотнами и/или выдавить воздушные пузыри между бумажными полотнами, если таковые образуются.
Если щуп, регистрирующий метки на самом верхнем полотне, установлен в зоне тянущих валиков, а при наличии нескольких пар тянущих валиков - в особенности в зоне последней пары тянущих валиков в направлении транспортировки бумаги, то тем самым гарантируется проведение последующей обработки с точной продольной приводкой, особенно в том случае, когда устройство последующей обработки непосредственно примыкает к тянущим валикам. При этом регистрация меток на бумажных полотнах, направляемых под верхним полотном, осуществляется щупами, установленными перед участком обработки, в особенности непосредственно перед подборкой с верхним бумажным полотном, тем самым становится корректной продольная приводка, необходимая для отдельной обработки. Перед участком обработки можно установить также щуп для верхнего полотна, в результате чего в особенности в различных устройствах обработки на участке обработки будет иметься информация для корректной продольной приводки только верхнего полотна дополнительно к информации о приводке, получаемой от щупов, расположенных в зоне тянущих валиков, которая используется затем в частности только для корректной приводки агрегатов устройства последующей обработки и агрегатов устройства обработки.
Подробно изобретение описывается ниже на примере чертежей.
Фиг. 1 показывает размоточный механизм;
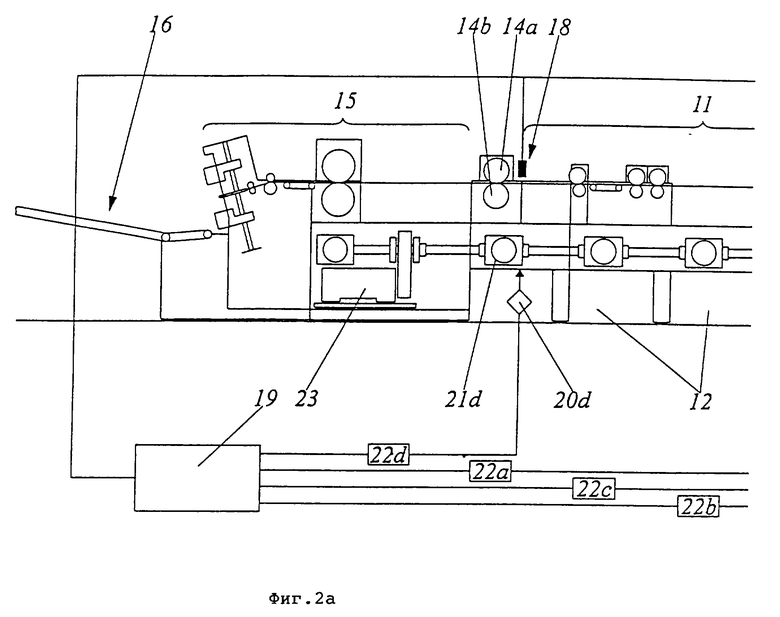
Фиг. 2 показывает вид сбоку устройства подборки и отделки трех бумажных полотен с тремя размоточными механизмами согласно изобретению и
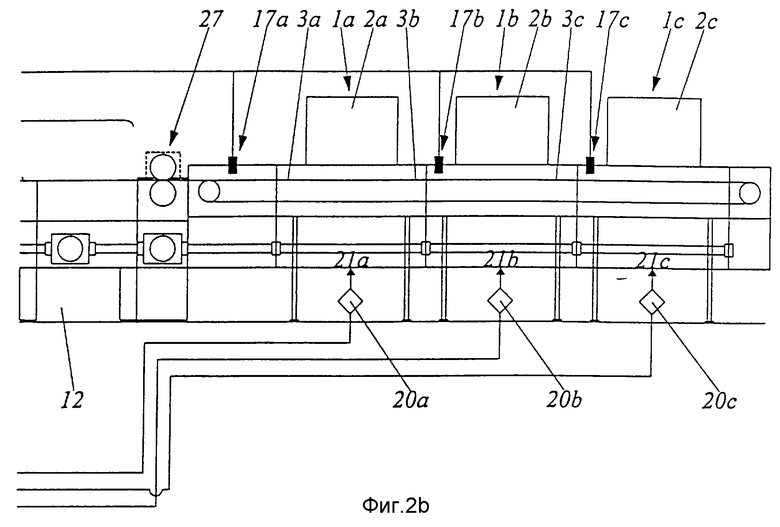
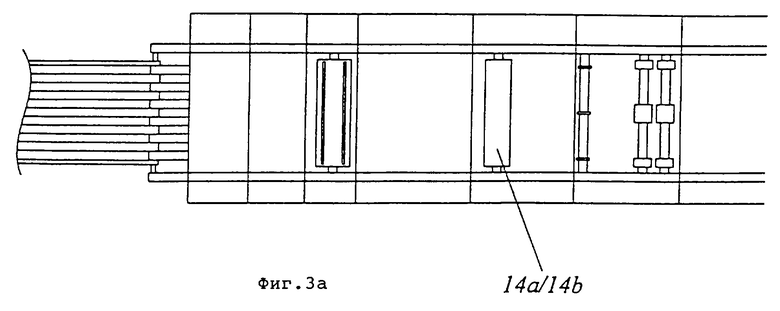
фиг. 3 показывает вид сверху устройства согласно фиг. 2.
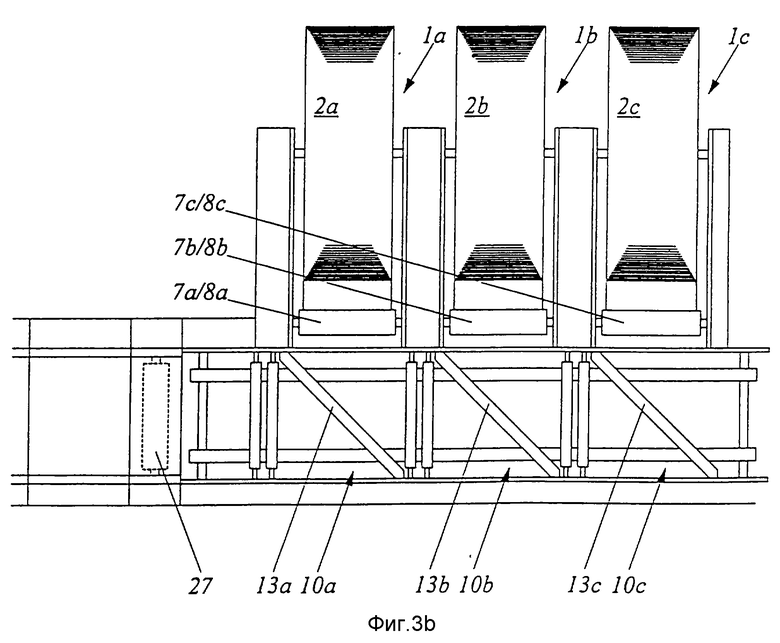
На фиг. 1 показан размоточный механизм 1, в котором бумажное полотно 3 сматывается с рулона 2. Для этого ось 4 рулона 2 установлена на наклонной направляющей 5 рулона, бумажное полотно 3 сматывается валиком 6, прилегающим к верхней поверхности рулона 3 /в общем и целом являющимся ведомым и действующим в качестве тормоза/, два вытяжных валика 7 и 8 с дифференциальной передачей вытягивают бумажное полотно 3 с определенной, избираемой или регулируемой скоростью. Таким образом устанавливается скорость движения полотна. С помощью считывающей головки 26 определяется приводка полотна, которая вводится в блок 19 управления в качестве опорного значения. Затем бумажное полотно 3 проходит через блок 9 управления положением бумажного полотна, который обеспечивает дальнейшую обработку бумажного полотна 3 с точной боковой приводкой.
Как видно из фиг. 2 и 3, с помощью нескольких таких размоточных механизмов 1a, 1b и 1c, которые установлены рядом друг с другом, сматываются бумажные или пленочные полотна 3a, 3b и 3c. Отдельные полотна проходят через поворотные крестовины 10a, 10b и 10c, где они направляются направляющими валиками 13a, 13b и 13c и каждое последующее полотно кладется под предыдущее(ие). Затем они подаются на участок 11 обработки.
В зависимости от требуемых технологических операций на участке 11 обработки затем обрабатываются три смотанных полотна 3a, 3b и 3c либо все вместе, либо независимо друг от друга. Так, например, могут быть установлены нумераторы, печатающие устройства (такие, как струйные печатающие устройства или лазерные принтеры), мультифлексные агрегаты, сшивающие, дыропробивные машины или ротационные наклады для укладки пачек. Для каждого из этих свободно размещаемых промежуточных модулей предусмотрены коробки 12 передач, которые имеют приводку 360o. На участке 11 обработки бумажные полотна не протягиваются игольчатыми лентами, как известно из уровня техники, а свободно натягиваются и при известных условиях в зависимости от предусмотренного промежуточного модуля направляются направляющими валиками. Но в силу того, что в устройстве обработки возможна независимая обработка отдельных полотен, тем не менее по меньшей мере для одного из бумажных полотен при необходимости можно предусмотреть направляющую игольчатую ленту.
Например, полотно, увлажняемое на участке обработки, будет в результате растягиваться. С целью компенсации этого эффекта полотно пропускается по промежуточным валикам или вокруг дополнительных цилиндров с тем, чтобы сохранить требуемое натяжение.
После прохождения участка 11 обработки полотна 3a, 3b и 3c пропускаются между двумя ведомыми обрезиненными валиками 14a и 14b и подаются в устройство 15 последующей обработки. В известных устройствах обработки и последующей обработки тянущие узлы, которые выполнены в общем и целом в виде механических прижимных роликов, прилегают к размоточному механизму. Другие тянущие узлы после участка обработки и перед устройством последующей обработки не предусматриваются. Установленные перед устройством последующей обработки и регулируемые при известных условиях направляющие валики служат в известном устройстве, как показано в начале, для корректировки приводки полотна, а не для создания определенного его натяжения.
Напротив, с помощью обрезиненных цилиндров 14a и 14b перед устройством 15 последующей обработки можно создать одинаковое натяжение бумаги по ее ширине и контролировать его. При этом на валики можно надеть резиновые оболочки различного профиля и тем самым приспособить их к различным технологическим операциям. Так, например, на этих обрезиненных цилиндрах можно сделать выемки, в которые с помощью установленного на участке обработки картораскладочного механизма приводятся пластиковые, наклеенные на одно из полотен карточки либо заготовленные пакетики с образцами. Тем самым в этом месте давление по ширине всех подобранных полотен будет равномерным. Эти обрезиненные цилиндры 14a и 14b приводятся в действие в основном синхронно с обкатыванием формы цилиндром. Следовательно, бумажные полотна вытягиваются и держатся в натянутом состоянии на участке 11 обработки. При этом обслуживающий персонал должен осуществлять основное позиционирование на базе данных контроля находящихся друг на друге бумажных полотен, текущая дополнительная корректировка в процессе обработки проводится затем с помощью рассмотренных ниже регулировочных устройств.
Можно установить также дополнительные пары тянущих валиков. Преимущество такой конструкции будет в том случае, если речь пойдет о многослойных продуктах, т.к. при подборке нескольких бумажных полотен между отдельными полотнами, в частности, находящимися внутри, остаются воздушные подушки, которые могут привести к нежелательной модуляции в отдельных приводках. Для этого необходимо установить друг за другом по меньшей мере две пары тянущих валиков, тем самым можно устранить изменения, вызываемые воздушными подушками. Дополнительно на участке обработки между определенными технологическими агрегатами или блоками можно было бы также предусмотреть пары тянущих валиков, что было бы предпочтительно особенно на длинных участках, чтобы держать натяжение на всем участке обработки стабильным.
В общем и целом в качестве тянущих валиков используются валики, имеющие стандартный периметр 24 дюйма (60,96 см3). Оба цилиндрических валика 14a, 14b пары тянущих валиков приводятся в действие синхронно, поэтому окружная скорость будет одинаковая. Оси обоих цилиндров 14a, 14b направлены точно друг на друга и вертикально к направлению транспортировки бумаги. Тем самым давление прижима пары тянущих валиков на находящиеся между ними бумажные полотна становится одинаковым, бумажные полотна будут транспортироваться прямолинейно без минимального угла обвивания.
Очевидно, что, например, в зависимости от материала или упругости оболочки тянущих валиков, окружная скорость этих тянущих валиков должна быть приведена в соответствие с толщиной протягиваемого(ых) бумажного(ых) полотна(ен).
На базе имеющейся информации о регистрации отдельных меток можно также изменить скорость вращения тянущего(их) валика(ов). Для этого блоком 19 осуществляется управление серворегулятором 22d с целью включения серводвигателя 20d, находящегося на редукторе 21d тянущих валиков, выполненных предпочтительно в виде обрезиненных цилиндров 14a и 14b. Тем самым обеспечивается возможность обработки бумажных полотен в примыкающем устройстве 15 последующей обработки с точной приводкой. Но таким образом можно также установить правильное положение агрегатов на участке 11 обработки. Соответствующим образом (не показано) блоком 19 можно осуществлять управление редукторами промежуточных модулей 12.
Главный привод 23 предназначен для приведения в действие вытяжных валиков 7 и 8, промежуточных модулей 12, обрезиненных цилиндров 14a и 14b и отдельных станций устройства 15 последующей обработки.
Устройством 11 последующей обработки может быть, например, режущее, перфорационное или сшивающее устройство. Зазор между обрезиненными цилиндрами 14a и 14b и устройством 15 последующей обработки должен быть в общем и целом минимальный, т. к. за обрезиненными цилиндрами 14a и 14b, если смотреть в направлении движения полотна, натяжение полотна более не сохраняется. Затем готовые изделия выкладываются на приемный стол 16 либо подаются при необходимости на дополнительную обработку, например, в переплетно-брошюровочную машину или фальцаппарат.
За поворотными крестовинами 10b или 10c, если смотреть в направлении движения полотна, для второго или третьего бумажного полотна предусмотрен соответственно щуп 17b или 17c, другой щуп 18 установлен непосредственно перед обрезиненными цилиндрами 14a и 14b. Такое расположение щупа 18 непосредственно перед цилиндрами 14a, 14b или перед последней парой тянущих валиков будет в общем и целом предпочтительно, т.к. бумажные полотна в следующем устройстве последующей обработки в силу проведенной обработки не находятся более под натяжением, склонны в известных случаях к неспокойному перемещению, а считывание приводочных меток становится ненадежным. Бумажные полотна 3a, 3b и 3c имеют метки, расположенные на определенном и одинаковом расстоянии. Вид отметки выбирается в зависимости от вида щупа, например, метки в виде штрихов, которые регистрируются фоточувствительными элементами.
Если щупом 18 регистрируется первая метка на первом и самом верхнем бумажном полотне 3a, то этим щупом 18 генерируется сигнал, который посылается в блок 19 управления.
Если обслуживающий персонал определит, что продольная приводка корректная, то это будет означать, что в распоряжении имеется опорное значение, которое воспроизводит требуемую скорость движения полотна и обеспечивает регулировку продольной приводки верхнего полотна относительно устройства 15 последующей обработки или относительно отдельных модулей участка 11 обработки (таким образом, временная последовательность сигналов, генерируемых щупом 18, является определяющей).
В силу того, что бумажное полотно 3a натягивается двумя обрезиненными цилиндрами 14a и 14b, то они должны постоянно вращаться с окружной скоростью, которая будет несколько выше требуемой скорости движения полотна. Для обеспечения необходимой продольной приводки сигналы, генерируемые щупом 18, непрерывно сопоставляются с опорным значением в блоке 19 управления.
При отклонении действительного значения блок 19 управления включает в известных случаях бесконтактно серворегулятор 22a с целью приведения в действие серводвигателя 20a, находящегося на дифференциальной передаче 21a вытяжных валиков 7a и 8a на размоточном механизме 1a. Тем самым можно несколько задержать, т.е. затормозить бумажное полотно 3a.
Таким образом двумя обрезиненными валиками 14a и 14b попеременно осуществляется натяжение бумаги, а также контроль.
Другие бумажные полотна 3b и 3c должны иметь также точную продольную приводку, а именно вместе с первым полотном 3a, т.к. эти три полотна независимо от их отличающейся в известных случаях обработки обрабатываются все вместе в устройстве 15 последующей обработки.
Если второе бумажное полотно 3b после прохождения через поворотную крестовину 10b проходит мимо щупа 17b, то он зарегистрирует метки и пошлет сигналы в блок 19 управления. Точная продольная приводка бумажного полотна 3b, а именно к верхнему бумажному полотну 3a имеется в том случае, когда в точке установки щупа 18 метки обоих бумажных полотен являются сравнимыми. С одной стороны, теперь известен пройденный вторым бумажным полотном 3b отрезок между щупом 17b и щупом 18, а, с другой стороны, на основе давления, оказываемого двумя обрезиненными цилиндрами 14a и 14b на оба бумажных полотна 3a и 3b, существует определенное растягивающее усилие, воздействующее на оба полотна. Таким образом, из временной последовательности сигналов, генерированных щупом 17b, можно определить, корректно ли приведено бумажное полотно 3b.
В соответствии с описанной регулировкой бумажного полотна 3a осуществляется также регулировка бумажного полотна 3b. Блоком 19 управления включается серворегулятор 22b с целью приведения в действие серводвигателя 20b, находящегося на дифференциальной передаче 21b вытяжных валиков 7b и 8b на размоточном механизме 1b.
Аналогичным образом регулируется точность продольной приводки третьего бумажного полотна 3c. Для этого предусмотрен щуп 17c, сигналом которого косвенно включается серворегулятор 22c с целью приведения в действие серводвигателя 20c, находящегося на дифференциальной передаче 21c вытяжных валиков 7c и 8c на размоточном механизме 1c.
После прохождения через обрезиненные цилиндры 14a и 14b осуществляется последующая обработка подобранных бумажных полотен 3a, 3b и 3c; в общем и целом бумажные полотна здесь не натянутые. Поэтому с целью достижения совмещения полотен устройство последующей обработки необходимо присоединить непосредственно к обрезиненным цилиндрам 14a и 14b.
На выбор можно предусмотреть подчиненный верхнему полотну щуп 17a, с помощью которого в известных случаях, как описывалось выше, возможен дополнительный или альтернативный контроль, или управление приводкой верхнего бумажного полотна 3a.
На участке 11 обработки известным образом можно было бы установить дополнительные средства контроля отдельных приводок.
К поворотным крестовинам 10a, 10b и 10c можно присоединить направляющие ролики 27 (на фиг. 2 и 3 показаны пунктирными линиями), которые также приводятся в действие в известных случаях и служат в основном для проводки, а не для зажима бумаги. В последнем случае с целью корректной приводки для каждого из полотен надо установить тянущий узел, в известных случаях в традиционном исполнении.
Изобретение относится к заключительной отделке бумажных материалов. Устройство подборки и отделки по меньшей мере двух бумажных или пленочных полотен включает в себя размоточные механизмы, в которых бумажное полотно, имеющее метки с периодическими интервалами, с помощью вытяжных валиков сматывается с рулона, направляется направляющими валиками, подбирается по крайней мере со вторым бумажным полоном и подается на участок обработки. На этом участке обработки по крайней мере два бумажных полотна пропускаются через независимые друг от друга устройства обработки и подаются в устройство последующей обработки. Предусмотрены средства конгруэнтной регулировки продольной приводки полотен, которые включают в себя средства создания в основном одинакового по ширине бумаги натяжения по крайней мере одного из двух бумажных полотен, щупы для регистрации временной последовательности меток на каждом бумажном полоне и блок управления приводом или тормозным устройством. В качестве средств создания натяжения бумаги предусмотрены тянущие валики, в частности в форме обрезиненных валиков, которые установлены после участка обработки и - предпочтительно непосредственно - перед устройством последующей обработки. Изобретение обеспечивает подборку и отделку, при необходимости, независимо друг от друга нескольких полотен, которые с точной продольной приводкой совместно подаются на последующую обработку. 2 с. и 7 з.п. ф-лы, 3 ил.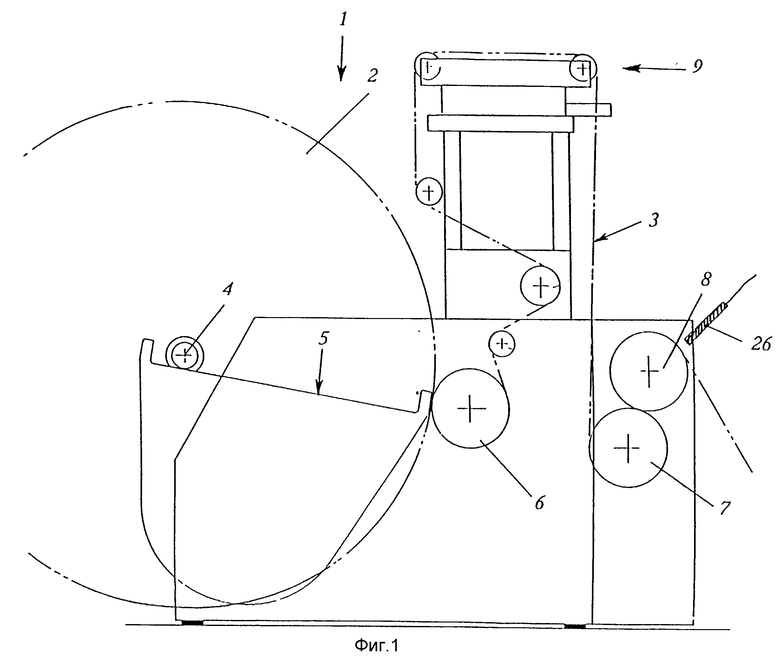
| US 3097844 A, 16.07.63 | |||
| DE 9313481 U1, 09.12.93 | |||
| 0 |
|
SU192223A1 | |
| Шестеренная гидромашина высокого давления | 1987 |
|
SU1465615A1 |
| СПОСОБ ПОЛУЧЕНИЯ С-С КАРБОНОВОЙ КИСЛОТЫ | 1997 |
|
RU2181118C2 |
| Пылеуловитель | 1977 |
|
SU637131A1 |
