Изобретение относится к области производства огнеупоров для высокотемпературных агрегатов черной и цветной металлургии, химической промышленности и может быть использовано, в частности, для забивки зазоров на стыке футеровок, например, в установках внепечной обработки и вакуумирования стали.
В установках внепечной обработки стали набивная футеровка находится в контакте с расплавленным металлом, имеющим температуру порядка 1600°С. Поэтому стойкость в службе набивной футеровки будет определяться качественными показателями, приобретаемыми ею в процессе эксплуатации при указанной температуре.
Известна масса, включающая огнеупорный заполнитель (например, плавленый периклаз), соль хромовой кислоты щелочного металла и соль хромовой кислоты щелочноземельного металла (Авт.св. СССР № 441250, опубл.30.08.1974, С 04 В 35/02).
Недостатком этой массы является наличие в ее составе токсичных компонентов - солей хромовой кислоты (1-й класс опасности по ГОСТ 12.1.005-88), а также интенсивное снижение механической прочности (разупрочнение), изготовленных из нее огнеупоров при цикличном изменении температуры.
Известна огнеупорная масса, содержащая, мас.%: плавленый периклаз фр. 3-1 мм - 35-40; плавленый периклаз фр. 1-0 мм - 25-30; плавленую шпинель фр. 0,1-0 мм - 25-30; щелочные фосфаты - 6-7 (Заявка Франции № 2617473, опубл. 01.01.1989, С 04 В 35/68).
Огнеупор из такой массы имеет недостаточно высокую температуру размягчения под нагрузкой (1510°С), а также характеризуется интенсивным снижением механической прочности при цикличном изменении температуры.
Наиболее близкой по составу (прототипом) является огнеупорная масса, содержащая, мас.%: плавленую алюмомагнезиальную шпинель - 4-20; сернокислый магний - 1-2,5; бихромат щелочного металла (натрия или калия) - 1-2,5; плавленый периклаз - остальное (Заявка РФ № 98101079, опубл. 10.11.1999, С 04 В 35/043).
Недостатком этой массы является наличие в ее составе токсичного компонента - бихромата щелочного металла, имеющего 1-й класс опасности по ГОСТ 12.1.005-88. Наличие в массе токсичного компонента существенно ограничивает возможность ее применения в промышленности, так как она представляет опасность для здоровья обслуживающего персонала.
Таким образом, необходимо исключить из состава массы токсичный компонент без ухудшения ее физико-технических показателей.
Указанная задача решается за счет того, что набивная огнеупорная масса основного состава, содержащая плавленый периклаз, алюмомагнезиальную шпинель, сернокислый магний и железный порошок фракции 0,5 - 0 мм, содержит эти компоненты при следующем соотношении, мас.%:
Алюмомагнезиальная шпинель фракции 3 - 0,5 мм 4,0 - 20,0
Сернокислый магний 1,3 - 4,5
Железный порошок фракции 0,5 - 0 мм 1,5 - 4,0
Плавленый периклаз Остальное
Алюмомагнезиальная шпинель может быть использована как плавленая, так и спеченная.
Обнаружено, что использование железного порошка фр. 0,5-0 мм в количестве 1,5 - 4,0 мас.% в композиции с плавленым периклазом, алюмомагнезиальной шпинелью фр. 3 - 0,5 мм и сернокислым магнием в заявляемом соотношении позволяет изготавливать огнеупоры, которые после обжига при температуре службы (1600°С) имеют открытую пористость, не превышающую открытую пористость прототипа, а также характеризуются значениями температуры размягчения под нагрузкой, предела прочности при сжатии до воздействия теплосмен и после 10 теплосмен в режиме 1300°С - воздух не ниже значений указанных показателей у прототипа. При этом заявляемая набивная масса в отличие от прототипа не содержит токсичного компонента.
Это явление может быть связано с тем, что используемый в набивной массе железный порошок фр. 0,5-0 мм в количестве 1,5 - 4,0 мас.% в сочетании с сернокислым магнием способствует спеканию огнеупорных образцов. После окисления железного порошка при высоких температурах образуется закись железа, которая растворяется в периклазе. В итоге обеспечивается низкая открытая пористость огнеупорных образцов, а также образуются прочные высокоогнеупорные связи между зернами материалов, что обеспечивает высокую температуру размягчения под нагрузкой. Наличие в образце алюмомагнезиальной шпинели фр. 3-0,5 мм в сочетании с эффективным спеканием компонентов образца и образованием прочных связей приводит к формированию специфической прочной фрагментарной структуры, что обеспечивает образцу устойчивость к напряжениям, возникающим при цикличных изменениях температуры. Однако это явление требует специального исследования.
Сведений о набивных огнеупорных массах, содержащих композицию из плавленого периклаза, алюмомагнезиальной шпинели фр. 3-0,5 мм, сернокислого магния и железного порошка фр. 0,5-0 мм в заявляемом соотношении не выявлено.
На основании этого считаем, что предлагаемое решение является новым и имеет изобретательский уровень.
Пример.
Для изготовления образцов использовали
- плавленый периклаз фр. 3-0 мм (мас.%: МgО - 95,6; СаО - 2,3; SiO2 -1,1; Al2О3-0,4; Fе2О3-0,5);
- плавленую алюмомагнезиальную шпинель фр. 3-0,5 мм (мас.%: Al2О3 - 64,2; МgО - 34,0; SiО2 - 0,7; Fе2О3- 0,8; СаО - 0,2);
- спеченную алюмомагнезиальную шпинель фр. 3-0,5 мм (мас.%: Al2О3 - 76,8; МgО - 22,6; SiО2 -0,1; Fе2О3 - 0,1; СаО - 0,3);
- сернокислый магний (МgSО4 • 7Н2О);
- железный порошок (молотая чугунная стружка) фр.0,5-0 мм;
- бихромат натрия (двухромовокислый натрий).
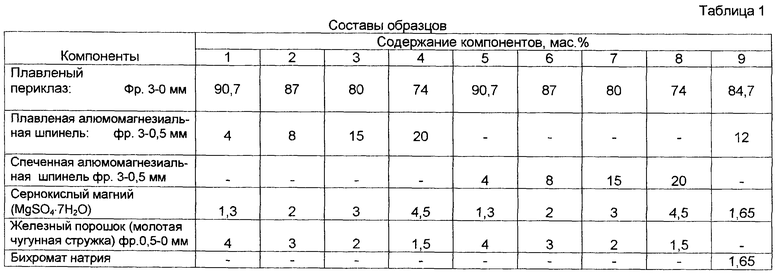
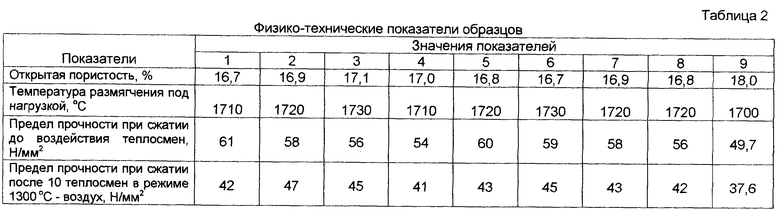
Указанные материалы смешивали в соотношениях, приведенных в таблице 1, затем смеси увлажняли водой в количестве 4% (сверх 100% сухой смеси) и перемешивали до однородного состояния. Из увлажненных масс прессовали образцы при удельном давлении 50 Н/мм2. Образцы имели форму цилиндров диаметром 36 мм, высотой 50 мм (для определения температуры размягчения под нагрузкой) и 40 мм (для определения предела прочности при сжатии). Отпрессованные образцы сушили при 105-110°С и обжигали в печи при 1600°С с выдержкой в течение 4 часов. После обжига определяли показатели образцов. Показатели образцов представлены в таблице 2.
Анализ данных, приведенных в таблицах 1 и 2, показывает, что применение железного порошка фр. 0,5-0 мм в количестве 1,5 - 4,0 мас.% в композиции с плавленым периклазом, алюмомагнезиальной шпинелью фр. 3-0,5 мм и сернокислым магнием позволяет получить набивную массу (составы 1-8) без токсичного компонента, которая не уступает по своим физико-техническим показателям прототипу (состав 9), содержащему токсичный компонент. Открытая пористость образцов составляет, соответственно, 16,7-17,1 и 18,0%, температура размягчения под нагрузкой -1710 - 1730 и 1700°С, предел прочности при сжатии - 54 - 61 и 49,7 Н/мм2 до воздействия теплосмен и 41-47 и 37,6 Н/мм2 после 10 теплосмен в режиме 1300°С - воздух.
Таким образом, предлагаемая набивная масса не содержит токсичного компонента и не уступает по физико-техническим показателям прототипу.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕРИКЛАЗОУГЛЕРОДИСТЫХ ОГНЕУПОРОВ | 1998 |
|
RU2155731C2 |
| ПЕРИКЛАЗОШПИНЕЛЬНЫЕ ОГНЕУПОРНЫЕ ИЗДЕЛИЯ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2235701C1 |
| КОРУНДОВАЯ ТОРКРЕТ-МАССА | 2002 |
|
RU2214983C1 |
| АЛЮМОСИЛИКАТНАЯ БЕТОННАЯ СМЕСЬ | 2000 |
|
RU2165907C1 |
| ШПИНЕЛЬСОДЕРЖАЩИЙ ОГНЕУПОР НА УГЛЕРОДИСТОЙ СВЯЗКЕ | 1998 |
|
RU2130440C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОГНЕУПОРОВ | 1999 |
|
RU2155732C1 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ МАСС И ИЗДЕЛИЙ ДЛЯ СТРУКТУРНО-СТАБИЛЬНЫХ ФУТЕРОВОК | 1997 |
|
RU2116275C1 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ МАСС И ИЗДЕЛИЙ ДЛЯ СТРУКТУРНО-СТАБИЛЬНЫХ ФУТЕРОВОК | 1996 |
|
RU2098385C1 |
| УГЛЕРОДСОДЕРЖАЩИЙ ОГНЕУПОР | 1997 |
|
RU2108311C1 |
| УГЛЕРОДСОДЕРЖАЩИЙ ОГНЕУПОР | 1996 |
|
RU2076849C1 |
Изобретение относится к области производства огнеупоров для высокотемпературных агрегатов черной и цветной металлургии, химической промышленности и может быть использовано, в частности, для забивки зазоров на стыке футеровок, например, в установках внепечной обработки и вакуумирования стали. Набивная огнеупорная масса основного состава включает, мас.%: алюмомагнезиальную шпинель фракции 3-0,5 мм 4,0-20,0; сернокислый магний 1,3-4,5; железный порошок фракции 0,5-0 мм 1,5-4,0 и плавленый периклаз остальное. Техническим результатом изобретения является повышение температуры размягчения под нагрузкой и уменьшение разупрочнения огнеупоров из набивной массы, которые эксплуатируются в условиях воздействия высоких температур, цикличных изменений температуры и механических напряжений. 2 табл.
Набивная огнеупорная масса основного состава, состоящая из плавленого периклаза, алюмомагнезиальной шпинели и сернокислого магния, отличающаяся тем, что количество вводимого в массу железного порошка фракции 0,5 - 0 мм составляет 1,5 - 4,0 мас.% при следующем соотношении компонентов, мас.%:
Алюмомагнезиальная шпинель фракции 3 - 0,5 мм 4,0 - 20,0
Сернокислый магний 1,3 - 4,5
Железный порошок фракции 0,5 - 0 мм 1,5 - 4,0
Плавленый периклаз Остальное
| RU 98101079 A, 10.11.1999 | |||
| Способ изготовления огнеупорного раствора | 1961 |
|
SU149704A1 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ БЕЗОБЖИГОВЫХ ОГНЕУПОРНЫХ ИЗДЕЛИИ | 0 |
|
SU313819A1 |
| УСТРОЙСТВО РЕНТГЕНОВСКОГО ФОРМИРОВАНИЯ ИЗОБРЕТЕНИЙ | 2011 |
|
RU2556712C2 |
| ПНЕВМАТИЧЕСКИЙ АМОРТИЗАТОР | 1988 |
|
RU2018739C1 |

