Изобретение относится к огнеупорной промышленности, а именно: к способам производства углеродсодержащих огнеупоров, используемых для футеровки высокотемпературных агрегатов, преимущественно конвертеров, работающих по технологии газокислородной и комбинированной продувки, а также электроплавильных печей и агрегатов внепечной обработки стали.
Известен способ изготовления углеродсодержащих огнеупоров периклазового состава, согласно которому изделия изготавливают из массы, получаемой в смесителе перемешиванием со связкой фракционированных периклазовых порошков с максимальной крупностью зерна 3 мм, графита и тонкодисперсной смеси совместного помола периклазового порошка с антиокислительной добавкой. Формование изделий производят на гидравлических прессах в 1-2 ступени. (Изменение к разделу "Производство периклазоуглеродистых огнеупоров" ТИ 200-0-45-95 комбината "Магнезит" и технологическая карта формования).
Недостаток способа состоит в том, что он не обеспечивает пожаровзрывобезопасность производственного процесса из-за вероятности образования при совместном помоле периклазового порошка и антиоксиданта аэровзвеси со взрывоопасной концентрацией частиц последнего.
Кроме того, при принятой технологии формования изделий из шахты с высоким содержанием мелких фракций и максимальным размером зерна 3 мм затруднено удаление воздуха в процессе сжатия массы. Это снижает прочность и плотность огнеупора, а при определенных условиях (например, при формовании изделий большой толщины) приводит к повышенному выходу брака.
Наиболее близким к предлагаемому изобретению является способ изготовления периклазоуглеродистых огнеупоров, согласно которому крупнозернистый компонент шихты состоит из периклазосодержащего материала фракции 3-1 мм, который первоначально смешивают с жидким связующим, затем с периклазосодержащим материалом фракции 1-0 мм и углеродистым компонентом, в полученную смесь вводят предварительно подготовленную тонкодисперсную составляющую, включающую периклазосодержащий порошок, антиоксидант и связующее фенольное порошкообразное, формуют изделия и производят их термообработку (патент РФ N 2114799, 1998, C 04 B 35/035).
Недостатком известного технического решения является сравнительно слабое уплотнение и упрочнение массы при формовании. Связанно это с тем, что при максимальной крупности материала 3 мм из-за большой протяженности граница поверхности зерен весьма велико количество межзеренных пустот. При сжатии такого пресс-порошка затруднено удаление воздуха из прессовки через зазоры между штампом и пресс-формой, а при достижении определенной степени уплотнения массы этот процесс вообще прекращается. В результате, в изделие запрессовывается большое количество воздуха, который приводит к значительным внутренним напряжениям, а также снижает плотность и прочность и повышает открытую пористость огнеупоров за счет образования вокруг зерен материала воздушных оболочек, препятствующих контактированию (сцеплению) частиц. Это особенно негативно отражается на безобжиговых огнеупорах (в частности, периклазоуглеродистых), поскольку в отличие от обжиговых они подвергаются лишь низкотемпературной термической обработке, при которой не происходят процессы спекания. Кроме того, при запрессовке большого количества воздуха после снятия прессующего давления и выталкивания сырца из пресс-формы имеет место упругое его расширение, которое зачастую приводит к образованию дефектов строения.
Задача изобретения - повышение прочности, плотности и снижение пористости периклазоуглеродистых огнеупоров.
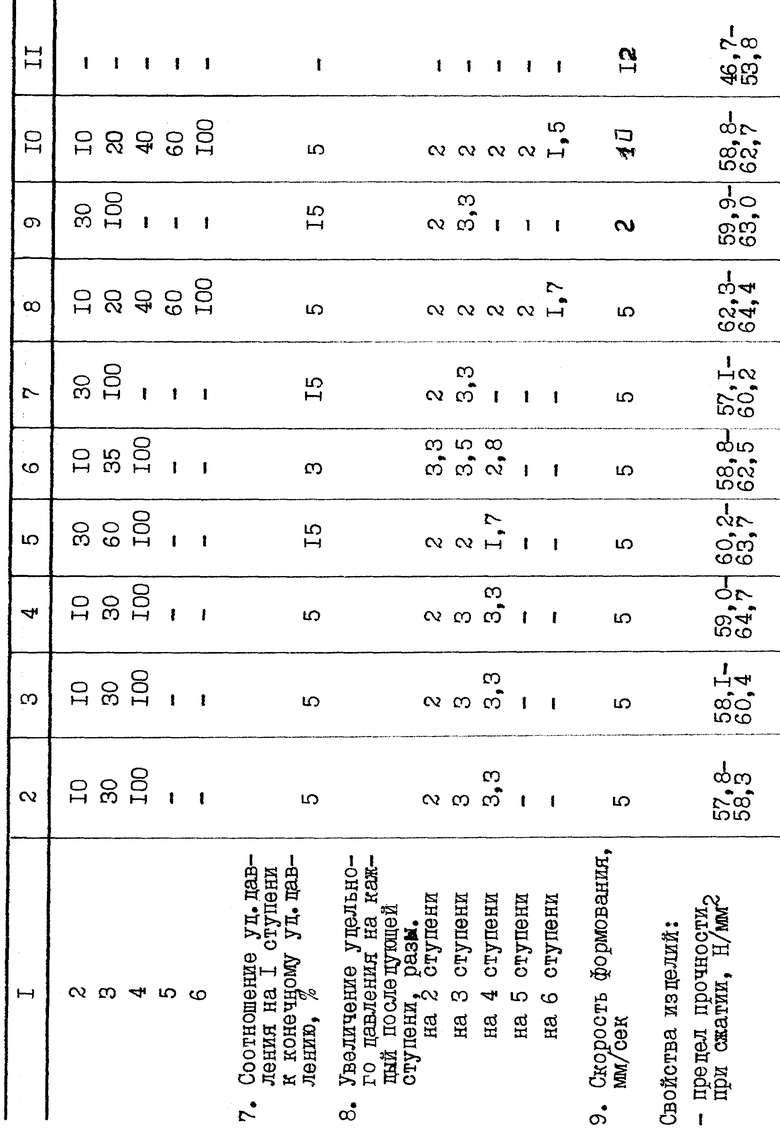
Задача решается за счет воздухоотделяющего режима формования массы в 3-6 ступеней при удельном давлении на первой ступени не более 15% от конечного, последовательного увеличения его из каждой последующей ступени не более, чем в 3,5 раза и скорости формования 2-10 мм/с с одновременным применением для изготовления изделий периклазосодержащего материала с крупностью зерна до 10 мм.
Трех-шести ступенчатое нарастание давления при его значении на первой ступени не более 15% от конечного и скорости формования от 2 до 10 мм/с, в сочетании с ограничением интенсивности прироста давления на каждой ступени (не более, чем в 3,5 раза) обеспечивает наиболее полное удаление воздуха из массы периклазоуглеродистого состава при любых принятых на практике типоразмерах прессуемого изделия.
Выход за границы указанных выше значений заявляемых параметров либо не дает достаточного технического эффекта, либо нецелесообразен из-за снижения производительности пресса.
Предложенный режим формования позволяет использовать для изготовления периклазоуглеродистых огнеупоров составы более грубозернистые в сравнении с прототипом. Применение таких составов снижает долю запрессованного воздуха по отношению к исходному его количеству (коэффициент уплотнения) за счет уменьшения объема межзеренных пустот, а также потребность в технологической связке, удаление которой при термообработке сопровождается образованием пустот (пор). Повышение предельной крупности зерна сверх 10 мм незначительно снижает коэффициент уплотнения, при этом ухудшается внешний вид изделия (целостность углов, четкость ребер и др.).
Совокупность заявляемых признаков: режима формования изделий и предельной крупности зерна периклазосодержащего материала - позволяет повысить плотность и прочность огнеупора и снизить его пористость.
Для изготовления периклазоуглеродистых огнеупоров по предложенному способу можно использовать в качестве периклазосодержащего компонента плавленый или спеченный периклазовый порошок, плавленую или спеченную алюмомагнезиальную шпинель и т.п.; в качестве углеродистого компонента - графит, пек, сажу, кокс и т.п.; в качестве твердой смолы - связующее фенольное порошкообразное; в качестве жидкой связки - синтетические новолачные и резольные фенолформальдегидные смолы, каменноугольную смолу, этиленгликоль и т.п.
При применении для изготовления огнеупорного материала антиоксиданта в качестве последнего может быть использован металлический алюминий, металлический кремний, сплавы Al-Si, Al-Mo, борсодержащие соединения и др.
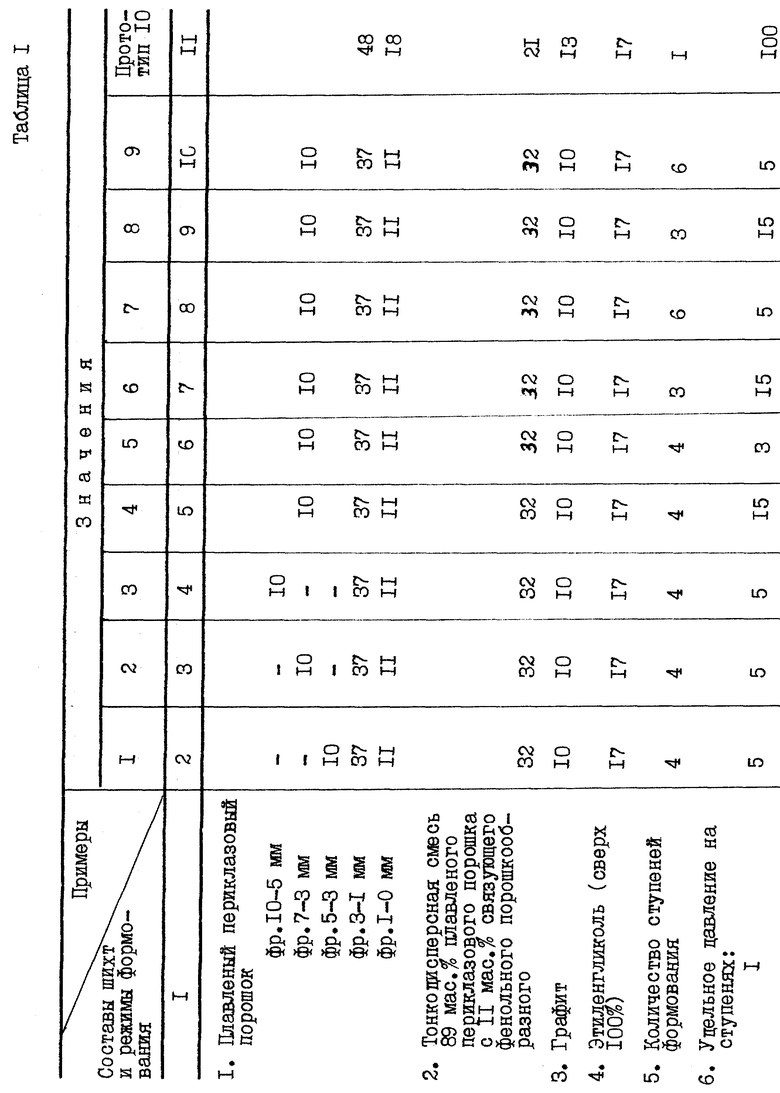
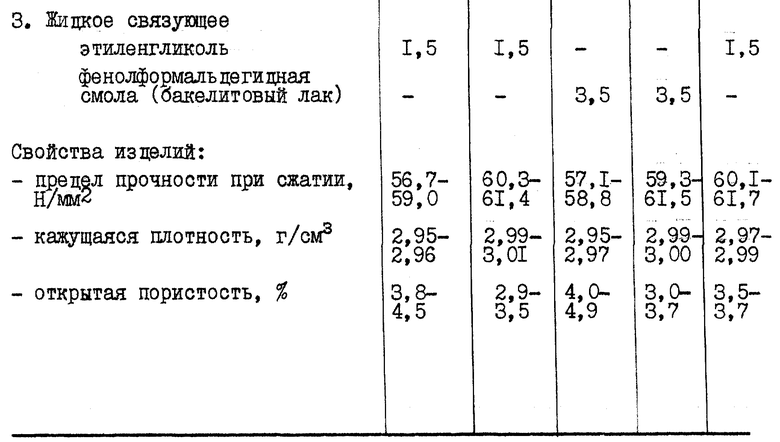
В табл. 1 приведены примеры осуществления заявляемого способа изготовления периклазоуглеродистых огнеупоров с применением плавленого периклазового порошка, графита, связующего фенольного порошкообразного и этиленгликоля и свойства изделий. Принятые в примерах составы шихт рассчитаны по формуле Фуллера для смесей с максимальным размером зерна 5, 7 и 10 мм и откорректированы с учетом результатов экспериментальных исследований и необходимости обеспечения технологичности процесса.
Пример 1.
Массу, содержащую 10 мас.% плавленого периклазового порошка фр. 5-3 мм, 37 мас. % плавленого периклазового порошка фр. 3-1 мм, 11 мас.% плавленого периклазового порошка фр. 1-0 мм, 32 мас.% тонкодисперсной (фр. мельче 0,063 мм) смеси плавленого периклазового порошка со связующим фенольным порошкообразным, 10 мас. % графита и 1,7 мас.% (сверх 100%) этиленгликоля, готовили следующим образом. Первоначально в двухкамерной шаровой мельнице измельчали плавленый периклаз фр. 1-0 мм до крупности зерна мельче 0,063 мм. Взвешивали 89 мас. % полученного порошка с 11 мас.% связующего фенольного порошкообразного и перемешивали 10 мин в лопастной мешалке периодического действия. Перемешивание всех компонентов огнеупорного материала производили в бегунах СМ-568, куда в количествах, соответствующих составу шихты, загружали периклаз фр. 5-3 и 3-1 мм, заливали 60% необходимого количества этиленгликоля, перемешивали 4 мин, вводили периклазовый порошок фр. 1-0 мм и одновременно графит, перемешивали 6 мин, заливали оставшееся количество этиленгликоля, перемешивали 5 мин, после чего подавали тонкодисперсную смесьа периклазового порошка со связующим фенольным порошкообразным и окончательно перемешивали все компоненты в течение 11 мин.
Из приготовленной массы на промышленном гидравлическом прессе "Лайс", оснащенном системами многоступенчатого нарастания давления и автоматического поддержания заданного режима, формовали изделия в 4 ступени при удельном давлении, соответственно, 5, 10, 30 и 100 Н/мм2, скорость формования составляла 5 мм/с. Сформованные изделия термообрабатывали в электропечи при температуре 200oC. От термообработанных изделий отрезали образцы, на которых стандартными методами определяли прочность при сжатии, кажущуюся плотность и открытую пористость.
Пример 2.
Для изготовления периклазоуглеродистого огнеупора принята шихта 2 (табл. 1). Последовательность изготовления массы, режим формования изделий и их термообработка как в примере 1.
Пример 3.
Для изготовления периклазоуглеродистого огнеупора принята шихта 3 (табл. 1). Последовательность изготовления массы, режим формования изделий и их термообработка как в примере 1.
Пример 4.
Для изготовления периклазоуглеродистого огнеупора принята шихта 4 (табл. 1). Массу готовили как в примере 1. Формование изделий на прессе "Лайс" производили в 4 ступени при удельном давлении, соответственно, 15, 30, 60, 100 Н/мм2 со скоростью 5 мм/с. Термообработку осуществляли как в пример 1.
Пример 6.
Для изготовления периклазоуглеродистого огнеупора принята шихта 6 (табл. 1). Массу готовили как в примере 1. Формование изделий на прессе "Лайс" производили в 3 ступени при удельном давлении, соответственно, 15, 30, 100 Н/мм2 со скоростью 5 мм/с. Термообработку осуществляли как в пример 1.
Пример 7.
Для изготовления периклазоуглеродистого огнеупора принята шихта 7 (табл. 1). Массу готовили как в примере 1. Формование изделий на прессе "Лайс" производили в 6 ступеней при удельном давлении 5, 10, 20, 40, 60, 100 Н/мм2 со скоростью 5 мм/с. Термообработку осуществляли как в пример 1.
Пример 8.
Для изготовления периклазоуглеродистого огнеупора принята шихта 8 (табл. 1). Массу готовили как в примере 1. Формование изделий на прессе "Лайс" производили в 3 ступени при удельном давлении, соответственно, 15, 30, 100 Н/мм2 со скоростью 2 мм/с. Термообработку осуществляли как в пример 1.
Пример 9.
Для изготовления периклазоуглеродистого огнеупора принята шихта 9 (табл. 1). Массу готовили как в примере 1. Формование изделий на прессе "Лайс" производили в 6 ступеней при удельном давлении, соответственно, 5, 10, 20, 40, 60, 100 Н/мм2 со скоростью 10 мм/с. Термообработку осуществляли как в пример 1.
Пример 10 (прототип).
Для изготовления периклазоуглеродистого огнеупора по известному способу принята шихта 10 (табл. 1). Массу готовили как в примере 1. Формование изделий на прессе "Лайс" производили в 1 ступень со скоростью 12 мм/с. Изделия термообрабатывали при температуре 200oC.
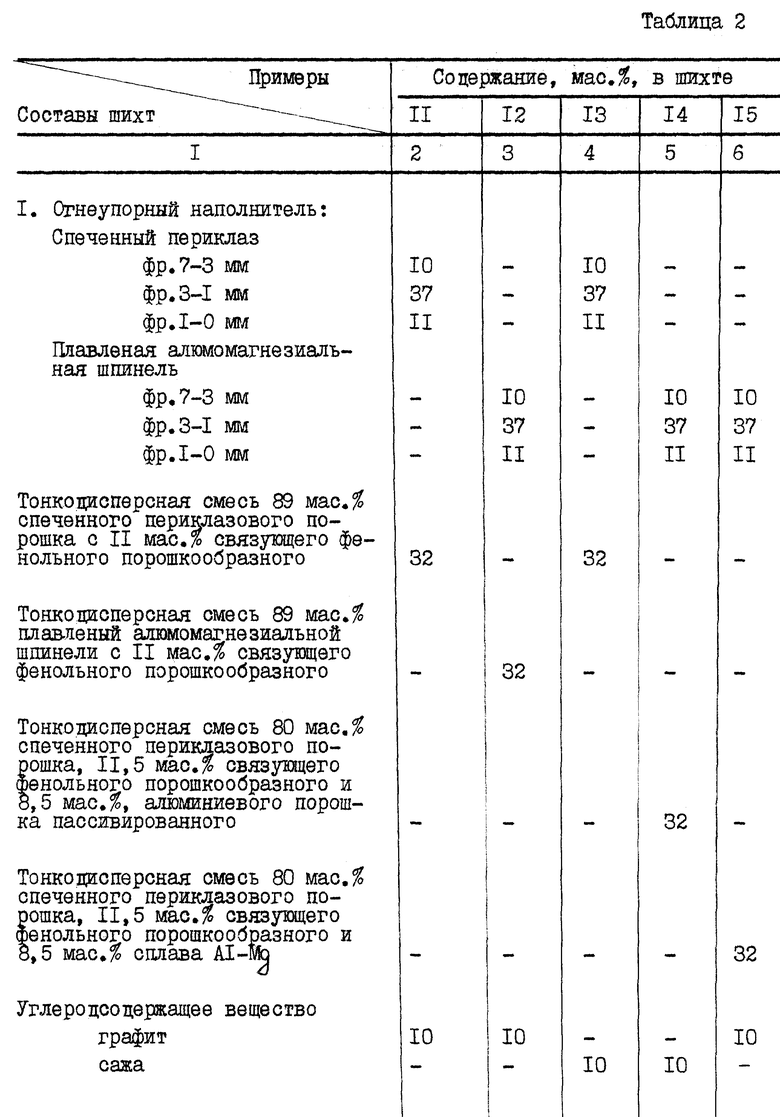
В таблице 2 приведены свойства периклазоуглеродистых огнеупоров, изготовленных из различных видов периклазосодержащих материалов, углеродсодержащих компонентов и жидкого связующего, а также с применением антиоксидантов. В примерах 11-15 приготовление масс и термообработка изделия производилась по примеру 1, а формование - по режиму примера 2.
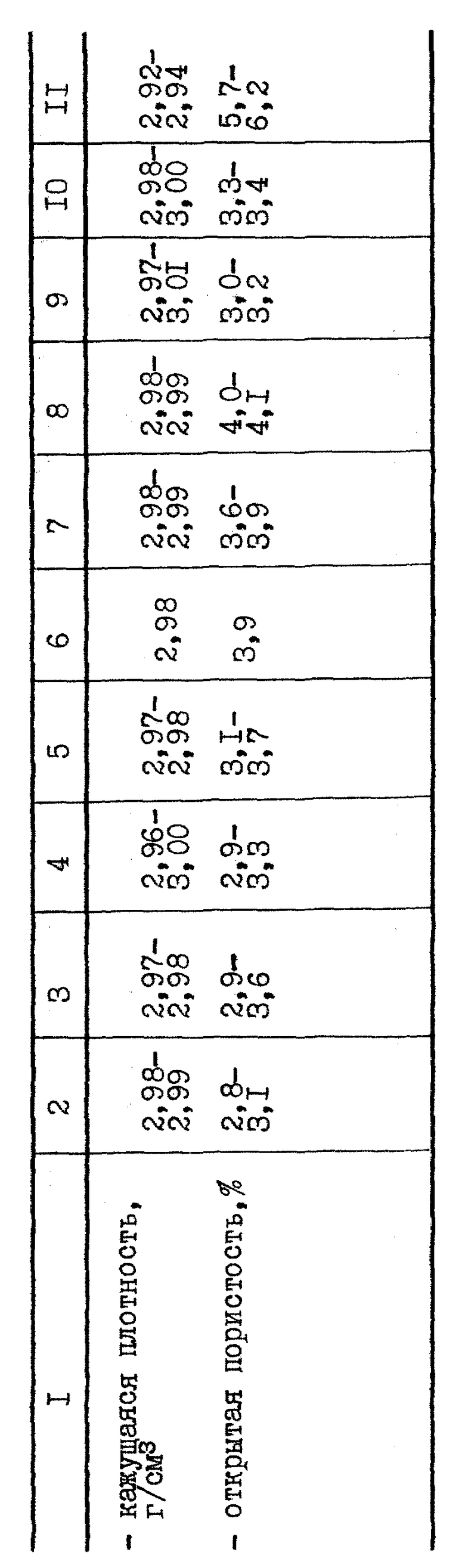
Данные таблиц 1 и 2 показывают, что периклазоуглеродистые огнеупоры, изготовленные предложенным способом, превосходят периклазоуглеродистые огнеупоры, изготовленные известным способом по пределу прочности при сжатии, кажущейся плотности и открытой пористости. При этом не прослеживается различий в значениях указанных свойств огнеупоров, изготовленных из различных видов сырья.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕРИКЛАЗОУГЛЕРОДИСТЫХ ОГНЕУПОРОВ | 1997 |
|
RU2114799C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОГНЕУПОРОВ | 1999 |
|
RU2155732C1 |
| ШПИНЕЛЬНО-ПЕРИКЛАЗОУГЛЕРОДИСТЫЙ ОГНЕУПОР | 1997 |
|
RU2148049C1 |
| ШПИНЕЛЬНОПЕРЕКЛАЗОУГЛЕРОДИСТЫЙ ОГНЕУПОР | 1996 |
|
RU2068823C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПЛОТНОГО УГЛЕРОДСОДЕРЖАЩЕГО ОГНЕУПОРА | 2000 |
|
RU2166488C1 |
| МАГНЕЗИАЛЬНО-УГЛЕРОДИСТЫЙ ОГНЕУПОР | 1997 |
|
RU2108991C1 |
| ПЕРИКЛАЗОШПИНЕЛЬНЫЕ ОГНЕУПОРНЫЕ ИЗДЕЛИЯ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2235701C1 |
| УГЛЕРОДСОДЕРЖАЩИЙ ОГНЕУПОР | 1997 |
|
RU2108311C1 |
| УГЛЕРОДСОДЕРЖАЩИЙ ОГНЕУПОР | 1996 |
|
RU2076849C1 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ ФОРСТЕРИТОВЫХ ОГНЕУПОРОВ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2161144C1 |
Изобретение относится к производству углеродсодержащих огнеупоров для футеровки высокотемпературных агрегатов. Технический результат изобретения: повышение прочности, плотности и снижение пористости периклазоуглеродистых огнеупоров за счет воздухоудаляющего режима формования. Способ включает смешивание крупнозернистого периклазсодержащего материала фр. до 10 мм с периклазсодержащим материалом фр. 1-0 мм, углеродистым компонентом и тонкодисперсной ее составляющей, включающей периклазсодержащий материал и фенольное порошкообразное связующее. Шихту увлажняют жидким связующим и формуют прессованием в 3-6 ступеней при удельном давлении на первой ступени не более 15% от конечного, с последующим увеличением его на каждой ступени не более чем в 3,5 раза и скорости формования 2-10 мм/с. Отформованные изделия термообрабатывают. 2 табл.
Способ изготовления периклазоуглеродистых огнеупоров путем смешивания периклазосодержащего материала фр. 3 - 1 мм с периклазосодержащим материалом фр. 1 - 0 мм, углеродистым компонентом и тонкодисперсной составляющей, включающей периклазосодержащий материал и связующее фенольное порошкообразное, увлажнение компонентов шихты жидким связующим, формования огнеупора и его термообработки, отличающийся тем, что формование огнеупора ведут с нарастанием давления в 3 - 6 ступеней при удельном давлении на первой ступени не более 15% от конечного, последовательным увеличением его на каждой ступени не более чем в 3,5 раза и скоростью формования 2 - 10 мм/с, а крупнозернистый периклазосодержащий материал дополнительно содержит фракцию от 3 до 10 мм.
| RU 214799 С1, 10.04.1998 | |||
| Огнеупорная масса | 1977 |
|
SU833839A1 |
| СПОСОБ ПРЕССОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2046704C1 |
| УГЛЕРОДСОДЕРЖАЩИЙ ОГНЕУПОР | 1993 |
|
RU2110499C1 |
| Способ получения силана | 1960 |
|
SU139311A1 |
| US 3676162 А, 11.07.1972. | |||

