Изобретение касается подшипника, а в частности нового подшипника ранее неизвестной конструкции, предназначенного для использования в качестве несущей опоры смазываемого водой вала гребного винта, используемого на больших морских судах. Для этой цели наиболее пригодными являются подшипники с несущими элементами из эластомера из-за их превосходной способности противостоять воздействию коррозионных жидкостей и абразивному износу, являющемуся результатом воздействия посторонних частиц, взвешенных в морской воде, в которой работают вал и подшипник. Такие подшипники с несущими элементами из эластомера изготавливались и изготавливаются до сих пор с наружным суппортом или корпусом из коррозионностойкого материала со множеством находящихся внутри равномерно распределенных по окружности планок.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Данное изобретение направлено на создание ранее неизвестного подшипника, в котором применяются наружный корпус и множество распределенных по окружности несущих элементов, имеющих поперечные пазы или гидродинамические узоры, созданные в них, предназначенные для снижения момента трения в опоре, за счет чего повышается коэффициент полезного действия (к.п.д.) подшипника.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 - сечение подшипника по данному изобретению.
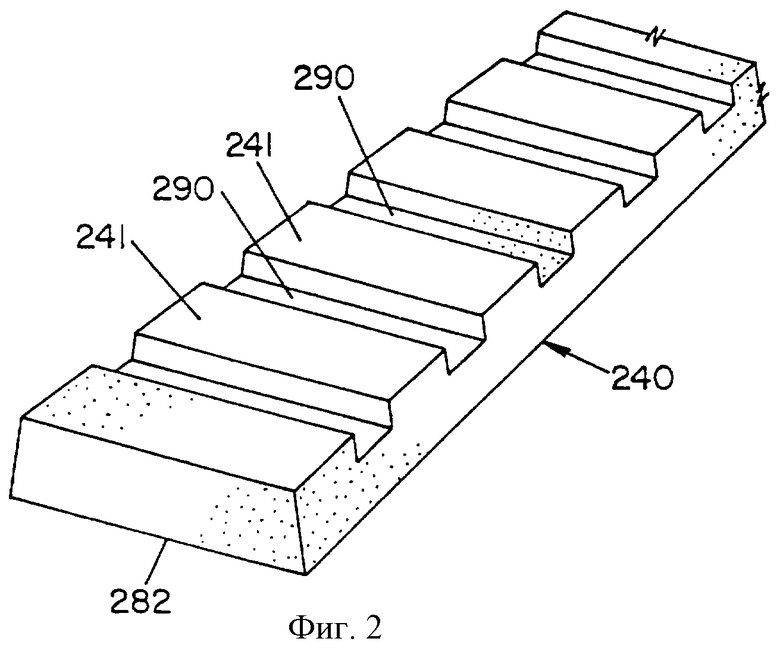
Фиг.2 - изометрический вид опорной планки по данному изобретению.
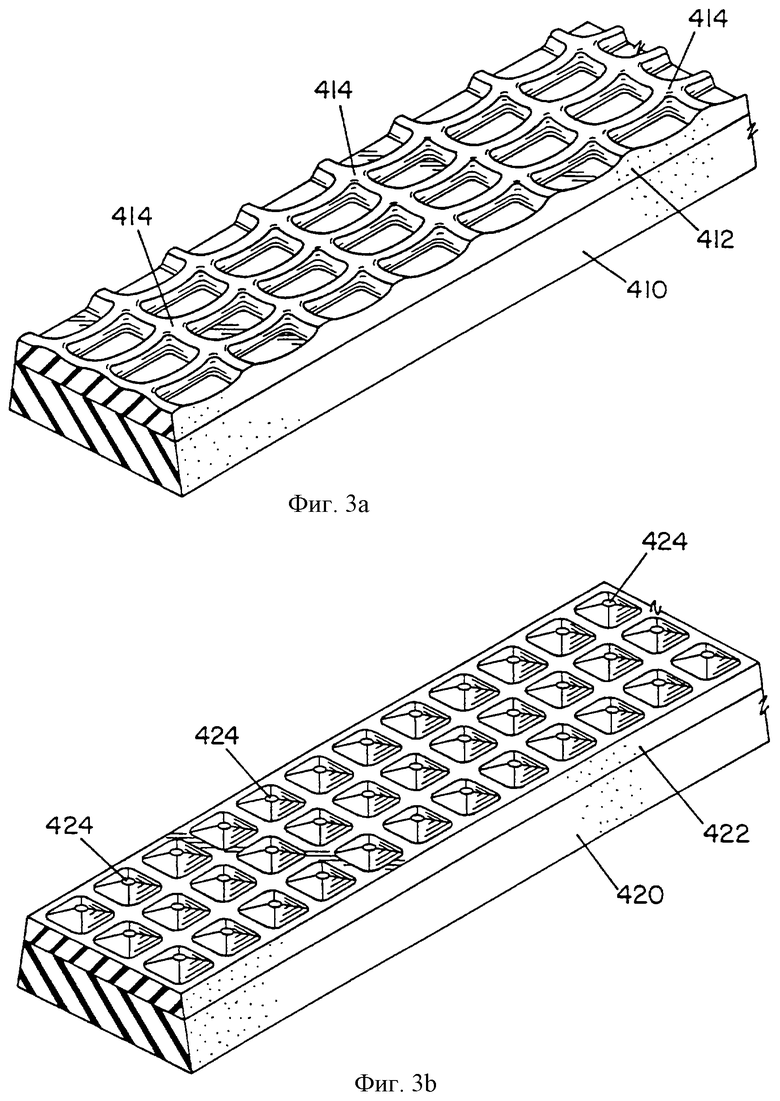
Фиг. 3а-3b - изометрический вид альтернативных реализаций материала опоры, предназначенного для использования в подшипнике по данному изобретению.
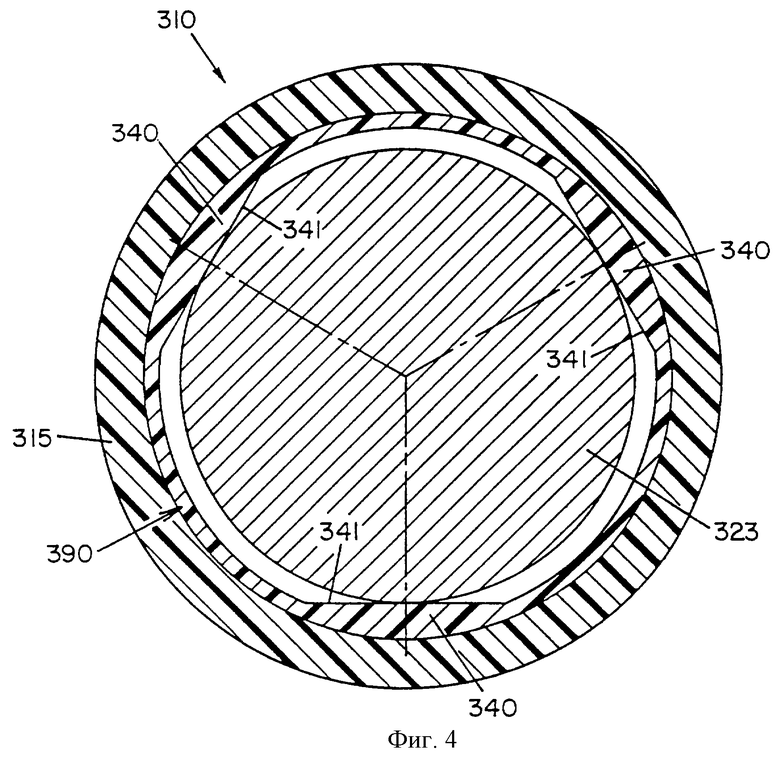
Фиг.4 - сечение второй реализации подшипника по данному изобретению.
ПОДРОБНОЕ ОПИСАНИЕ
Обратимся к фиг.1, на котором изображен подшипник 210 по данному изобретению, включающий корпус 215, имеющий три планки 240, установленные по его внутренней радиальной части. Каждая планка 240 удерживается на месте парой элементов 260 из эластомера. Сверху каждого элемента 260 из эластомера располагается жесткая пластина или брусок 264. Винт или болт 266 проходит сквозь каждый брусок 264 и элемент 260 из эластомера и ввинчивается в резьбовое отверстие 267 в корпусе 215. Затягивание винта 266 притягивает жесткую пластину 264 в направлении корпуса 215, за счет чего каждый эластомерный элемент 260 сжимается и деформируется, расширяясь в поперечном направлении, прикладывая давление к каждой планке 240 и удерживая их на месте.
Каждая планка 240 имеет опорную поверхность 241 с пазами, практически плоскую заднюю сторону 282 и удерживается прокладками или подушками 284, 286. Предпочтительней, чтобы задняя сторона 282 каждой планки контактировала с верхней прокладкой 284, состоящей из твердого материала (например, металла, композитного материала или другого твердого пластика) и опирающейся на нижнюю подушку 286, состоящую из эластичного или сжимаемого материала (например, мягкого пластика, резины или другого эластомера). Планки с плоской задней поверхностью экономически более выгодны в сравнении планками, имеющими округлую заднюю поверхность. Нижняя планка 240 поддерживает вал 223 привода, а две верхние планки 240 касаются вала 223 привода, совместно с нижней планкой предотвращая чрезмерный изгиб вала 223.
Предпочтительней корпус 215 изготавливать из металлического материала, например латуни, в виде пластикового кожуха или композитного неметаллического материала. Наиболее предпочтительно корпус 215 изготавливать из эпоксидной смолы, армированной стекловолокном, при содержании стекла порядка 70 весовых %.
Планки 240 предпочтительней изготавливать из композита эластомер/пластик, такого как, например, описан в общедоступном патенте США 3993371, или гомогенного скользкого полимерного сплава (СПС), такого как, например, описан в патентах США 4725151 и 4735982. Все указанные патенты включены здесь путем отсылки. СПС является соединением термопласта и термореактивного каучука с небольшим количеством смазочного материала. СПС является гетерогенной композицией, в которой термопласт находится в непрерывной фазе, а термореактивное вещество диспергировано в ней в виде дисперсной фазы. Другими словами, в отличие от смеси образуется термопластичное вяжущее вещество, имеющее термореактивное соединение и диспергированный в нем смазочный материал.
Термопластичным соединением может быть любой полимер, обладающий высокой ударной вязкостью, низким трением и хорошей износостойкостью. Особой группой таких полимеров являются многочисленные полиэтилены со сверхвысоким молекулярным весом (ПЭСВМВ), которые известны в технике и литературе. К полиэтиленам со сверхвысоким молекулярным весом обычно относят такие полиэтилены, которые при использовании метода измерения вязкости растворов имеют средний молекулярный вес более 2,5 миллионов, то есть от примерно 3,0 миллионов до примерно 7,0 миллионов. Желательный диапазон лежит от примерно 4 миллионов до примерно 6,5 миллионов, а предпочтительный - от примерно 5 миллионов до примерно 6 миллионов. Такой полиэтилен поставляется в торговлю фирмой Hoechst Celanese Corporation под названием GUR 413.
Полиэтилены со сверхвысоким молекулярным весом так же, как другие полимеры, в общем пригодные для использования в данном изобретении, обычно имеют низкие фрикционные характеристики, например, коэффициент статического трения при 0 об/мин составляет 0,25 или менее, желательно 0,20 или менее, а предпочтительней - 0,15 или менее. Желательный термопластичный материал по данному изобретению также имеет вязкость при испытаниях на ударную вязкость по Изоду (ASTM D256), составляющую 20 фут-фунт/дюйм или более, а предпочтительней - 30 или более. Тем не менее образцы для испытаний, не имеющие насечек, не выходили из строя. Термопластичный материал по данному изобретению также имеет хорошую стойкость к истиранию, измеренную при испытаниях на абразивное воздействие песчаным шламом. Испытание на абразивное воздействие песчаным шламом является тестом фирмы Hoechst Celanese Corporation, в котором обычно тестовый образец (1•3•1/4 дюйма) вращают при 1200 об/мин в течение 24-часового периода в шламе, содержащем 2 части воды и 3 части песка.
Используется эффективное количество полиэтилена со сверхвысоким молекулярным весом, который образует непрерывную фазу в СПС. Обычно количества термопластичного соединения достаточно для того, чтобы покрыть своим слоем соединение термореактивного каучука, которое обычно существует в форме частиц, а более желательно количество, превышающее это количество, требуемое для покрытия частиц каучука. Обычно, в зависимости от общего веса СПС, используемое количество термопластика находится в пределах от примерно 25 весовых % до около 90 весовых %, желательно - от примерно 40 весовых % до примерно 75 весовых %, а предпочтительней - от примерно 55 весовых % до примерно 65 весовых. %.
Термореактивное соединение является вулканизированным каучуковым соединением, которое обычно имеет низкое трение, а также хорошие масло- и водостойкость. Здесь под "низким трением" понимается, что каучуковые опоры в желательном диапазоне толщин при смывании водой создают гидродинамическую смазку при нормальных рабочих скоростях цапфы (вала). Тонкие каучуковые опоры, вследствие упруго-пластогидродинамического эффекта, создают гидродинамическое трение при скоростях вала, более низких, чем любой другой известный опорный материал. Гидродинамическая смазка является процессом развития пленки жидкости между опорой и вращающимся валом. Под термином "масло- и водостойкость" понимается, что эластомеру не наносится ущерба (он не растворяется или размягчается), а увеличение объема, вызванное разбуханием в воде, составляет менее 5%, а предпочтительней - менее 3%.
Как правило, может быть использовано любое каучуковое соединение, имеющее такие трение и водостойкость. Особую группу таких соединений составляют многочисленные нитриловые каучуки, известные в технике и в литературе. Например, могут использоваться многочисленные соединения в виде нитриловых каучуков Нусаr производства фирмы BFGoodrich Company. Как правило, предпочтение отдается многочисленным более твердым соединениям в виде нитриловых каучуков. Характерным примером такого каучука является соединение Н-201 (твердость А по Шору равна 85+/-5) производства фирмы BFGoodrich Company. Другим примером является более мягкий нитриловый каучук, например соединение Н-203, также производимое фирмой BFGoodrich Company, которое имеет твердость А по Шору примерно 65±5. Другие каучуки включают бутиловый каучук, ЭПДМ, который является каучуком, изготовленным из этилен-пропилендиеновых мономеров, фтор-эластомеры, в основе которых - сополимер винилиден фторида, и гексафторпропилен, имеющий, как считается, следующую повторяющуюся структуру -CF-CF-CF-CF(CF)-. Такие сополимеры продаются фирмой DuPont под товарным знаком "Viton". Хотя эти другие каучуковые соединения также могут использоваться, все же нитриловые каучуки являются весьма предпочтительными.
Важным аспектом данного изобретения является то, что каучуковое соединение может быть первоначально в сухом виде перемешано или смешано с термопластичным соединением перед образованием их сплава.
Таким образом, каучуковое соединение вулканизируют, а для того, чтобы смешать два компонента, его перемалывают. Можно использовать обычные методы измельчения, например механическое или криогенное измельчение. В большинстве случаев важен размер частиц вулканизированного каучукового соединения. Как правило, частицы имеют размер, меньший того размера, при котором они способны проходить через решето Тайлера (Tyler) с ячейками определенного размера. Так, обычно вулканизированные каучуковые соединения имеют размер частиц менее 35 меш, желательно - менее 65 меш, а предпочтительней - менее 100 меш. Количество вулканизированного каучука в СПС обычно составляет по весу от около 10% до около 70%, желательно - от около 12% до около 40%, а предпочтительней - от около 15% до около 30% от общего веса СПС.
Смазку обычно добавляют в виде твердого вещества, следовательно, - не в жидком виде. Для того чтобы гарантировать хорошее рассеивание, обычно смазка имеет вид порошка. Под термином порошок имеется в виду, что большинство, по крайней мере 70%, 80% или 90%, а более желательно по крайней мере 95%, частиц имеют размер, меньший размера ячейки решета Тайлера в 100 меш, то есть 150 микрон. Желательно, чтобы большинство частиц графитового порошка, как правило, 80%, 90% или даже 95%, были меньше 200 меш, то есть 75 микрон. Предпочтительней, чтобы большинство частиц графитового порошка, то есть 70%, 80% или 90%, были меньше 325 меш, то есть 44 микрон. Может использоваться любая смазка, известная в технике и литературе, которая придает СПС смазочные свойства. Под смазочными свойствами имеется в виду, что коэффициент трения поверхности из сформированного СПС понижен и составляет, например, порядка 10%, а более желательно по крайней мере 20% или 30% в начале износа. Смазка также должна быть неабразивной. Предпочтительной смазкой является графит. Примером специального графита является сорт 117-А производства фирмы Asbury Graphite Mills, Inc. Другой специальной смазкой является дисульфид молибдена. Хотя и не всегда предпочтительный, дисульфид молибдена желателен при использовании в случаях сухого трения, когда отсутствует влага, даже в виде паров атмосферной влаги. Также могут использоваться силиконовые масла в количестве от около 2% до около 10% по весу, а желательно - от около 3% до около 6% по весу от общего веса СПС. Примеры конкретных силиконовых масел включают 200 Fluid производства фирмы Dow Corning.
Обычно количество смазки составляет от около 0,5% или 3% по весу до около 20% по весу, желательно - от около 10% до около 20% по весу, а предпочтительней - от около 2% до около 10% по весу от общего веса СПС.
Было установлено, что для планок 240 важны определенные характеристики материала. Во-первых, предпочтителен гидрофобный материал. Во-вторых, твердость А эластомера по Шору должна быть около 70. В-третьих, отношение диаметра цапфы к наибольшей ширине планки должно быть от около 4 до около 7. В-четвертых, толщина эластомера должна быть от около 0,125 дюйма до около 0,312 дюйма. В-пятых, чистота поверхности планки должна быть меньше 10 микродюймов. В-шестых, более твердый материал места контакта в подшипнике из полимерного сплава, например, материал СПС, описанный выше, обеспечивает предпочтительные характеристики износа и трения.
Предпочтительно, чтобы эластомерные элементы 260 состояли из соединений натурального или нитрилового каучука и до сжатия имели ширину от 0,75 до 1,5 дюймов. Предпочтительно, чтобы жесткие пластины 264 состояли из металла, например нержавеющей стали, или твердого пластика, например эпоксидной смолы, армированной стекловолокном. Сжатые эластомерные элементы 260 расширяются, зажимая края планок 240. Они также деформируются вокруг торцов планок, обеспечивая сжатие в осевом направлении.
Нижние подушки 286 обеспечивают возможность выравнивания. Верхняя прокладка 284 используется для регулирования рабочего зазора между отверстием подшипника и валом 223 с целью устранения шлифования критической поверхности планки и упрощения процесса восстановительного ремонта и замены подшипников. Каждая планка в подшипнике с планками работает как отдельная и независимая опорная поверхность. Способность подшипника 210 изгибаться обеспечивает получение подшипника с нулевым зазором (ПНЗ). ПНЗ являются более стабильными из-за того, что, среди всего прочего, ненагруженные планки могут быть сжаты вращающимся валом 223, так как он развивает избыточное гидродинамическое давление отрыва на несущих нагрузку планках. Кроме того, износ планок водой с песком при ПНЗ будет значительно снижен благодаря тому, что процесс отбрасывания частиц обратным потоком наиболее эффективен тогда, когда вал (цапфа) находится в контакте со всеми планками (отсутствует пространство с ненагруженным зазором). В ПНЗ существует нулевой зазор между валом и всеми планками. В обычном подшипнике с планками, сконструированном с начальным зазором, боковые или верхние планки не нагружены, так как вал не касается их. Эффективность процесса отбрасывания частиц обратным потоком снижается при наличии какого-либо зазора, что вызывает износ поверхностей боковых или верхних планок. Частицы песка проходят через зазор вместо того, чтобы быть отброшенными обратно, из-за чего они проходят через пазы для воды.
Предпочтительней, чтобы три планки располагались примерно под углом 120o (угол А) так, чтобы две верхние планки располагались приблизительно на 30o (угол В) выше горизонтальной линии 280, а нижняя планка располагалась приблизительно на 90o ниже горизонтали 280.
Обратимся теперь к фиг. 2, где показана планка 240 подшипника 210, изображенного на фиг.1. Планки 240 имеют множество поперечных пазов 290, созданных в них и распределенных вдоль оси планки, за счет чего создается множество выступов 241, выступающих в направлении осевой центральной линии. Пазы могут быть либо отформованы, либо проточены в материале, причем механическая обработка является предпочтительной. Конкретные размеры планок будут отличаться в зависимости от конкретного применения. Для планки толщиной порядка 0,75 дюйма предпочтительней, чтобы пазы 290 имели глубину порядка 0,25 дюйма и ширину порядка 0,33 дюйма при промежутке между пазами порядка 1 дюйма. Механическая обработка пазов в планках повышает значение контактного давления между пазами. Размеры планок и размеры пазов должны быть выбраны таким образом, чтобы прикладываемая нагрузка была достаточно велика для обеспечения низких трения и износа, но показатель выпуклости планок также должен быть достаточно низким для обеспечения регулировки и образования кармана для удержания смазки.
Теперь обратимся к фиг.3а-3b, на которых показаны альтернативные реализации планок 240. Из материала, воспринимающего нагрузку, отлиты большие гибкие плиты. Материал отлит и отформован в виде пластины или грубой ткани со множеством выступающих площадок или точек контакта 414, 424, причем каждый выступ может являться гидродинамической несущей поверхностью при смазке жидкостью. Материал отлит и отформован в виде грубой ткани (фиг.3а) или пластины со множеством выступов. Отлитые планки состоят из композита, содержащего эластомер и пластик, такого, какой описан в общедоступном патенте США 3993371, или, что наиболее предпочтительно, из гомогенного скользкого полимерного сплава (СПС), такого, какой описан в патентах США 4725151 и 4735982. Все указанные патенты включены здесь путем отсылки. Предпочтительно, чтобы толщина слоя несущего материала СПС была порядка 0,125 дюйма. Затем, при вулканизации плиты, его приклеивают к листовой подкладке из нитрилового каучука. Подкладка из каучука делает плиту гибкой, а при износе ее легко приклеить к корпусу подшипника из металла или композита с использованием твердеющих при комнатной температуры связующих или контактного клея. Каучуковая подкладка быстро и легко шлифуется или полируется на станке для получения требуемой толщины всей плиты для конкретного размера подшипника. Слой клея добавляет примерно 0,001 дюйма к общей толщине стенки подшипника. Поэтому нет необходимости полировать или обрабатывать поверхность подшипника. Полировка поверхности подшипника повышает трение и износ. Предпочтительно, чтобы полная толщина планки составляла от 0,625 до 1,1 дюйма.
Следует отметить, что планки на фиг.3а-3b могут быть полностью изготовлены из указанного выше материала СПС. То есть планки 240 могут и не иметь нижний слой 410 и, поэтому, могли бы состоять из единственного слоя материала 412.
Теперь обратимся к фиг.3а. Альтернативный материал планки 240 может быть изготовлен за счет получения в литейной форме нижнего слоя 410, имеющего узоры и выполненного из эластомера. Предпочтительным эластомером является номер Н-201 по каталогу фирмы B.F.Goodrich Company. Затем на эластомер наносится верхний слой 412 скользкого полимерного сплава (СПС). СПС образует соединение из термопласта и термореактивного каучука с небольшим количеством смазки. СПС является гетерогенной композицией, в которой термопласт находится в непрерывной фазе, а термореактивное вещество диспергировано в ней в виде дисперсной фазы. Другими словами, в отличие от смеси образуется термопластичное вяжущее вещество, имеющее термореактивное соединение и диспергированный в нем смазочный матариал.
Термопластичным соединением может быть любой полимер, обладающий высокой ударной вязкостью, низким трением и хорошими свойствами износостойкости. Особой группой таких полимеров являются многочисленные полиэтилены со сверхвысоким молекулярным весом (ПЭСВМВ), которые известны в технике и литературе. К полиэтиленам со сверхвысоким молекулярным весом обычно относят такие полиэтилены, которые при использовании метода измерения вязкости растворов имеют средний молекулярный вес более 2,5 миллионов, то есть от примерно 3,0 миллионов до примерно 7,0 миллионов. Желательный диапазон лежит от примерно 4 миллионов до примерно 6,5 миллионов, а предпочтительный - от примерно 5 миллионов до примерно 6 миллионов. Такой полиэтилен поставляется в торговлю фирмой Hoechst Celanese Corporation под названием GUR 413.
Полиэтилены со сверхвысоким молекулярным весом так же, как другие полимеры, в общем пригодные для использования в данном изобретении, обычно имеют низкие фрикционные характеристики, например, коэффициент статического трения при 0 об/мин составляет 0,25 или менее, желательно 0,20 или менее, а предпочтительней - 0,15 или менее. Желательный термопластичный материал по данному изобретению также имеет вязкость при испытаниях на ударную вязкость по Изоду (ASTM D256), составляющую 20 фут-фунт/дюйм или более, а предпочтительней - 30 или более. Тем не менее образцы для испытаний, не имеющие насечек, не выходили из строя. Термопластичный материал по данному изобретению также имеет хорошую стойкость к истиранию, измеренную при испытаниях на абразивное воздействие песчаным шламом. Испытания на абразивное воздействие песчаным шламом являются тестом фирмы Hoechst Celanese Corporation, в котором обычно тестовый образец (1•3•1/4 дюйма) вращают при 1200 об/мин в течение 24-часового периода в шламе, содержащем 2 части воды и 3 части песка.
Используется эффективное количество полиэтилена со сверхвысоким молекулярным весом, которое образует непрерывную фазу в СПС. Обычно количества термопластичного соединения достаточно для того, чтобы покрыть своим слоем соединение термореактивного каучука, который обычно существует в форме частиц, а более желательно количество, превышающее то количество, которое требуется для покрытия частиц каучука. Обычно используемое количество термопластика, основанное на общем весе СПС, находится в пределах от примерно 25 весовых % до около 90 весовых %, желательно - от примерно 40 весовых % до примерно 75 весовых %, а предпочтительней - от примерно 55 весовых % до примерно 65 весовых %.
Термореактивное соединение является вулканизированным каучуковым соединением, которое обычно имеет низкое трение, а также хорошие масло- и водостойкость. Здесь под "низким трением" понимается, что каучуковые опоры в желательном диапазоне толщин при омывании водой создают гидродинамическую смазку при нормальных рабочих скоростях цапфы (вала). Тонкие каучуковые опоры, вследствие упруго-пластогидродинамического эффекта, создают гидродинамическое трение при скоростях вала, более низких, чем любой другой известный опорный материал. Гидродинамическая смазка является процессом развития пленки жидкости между опорой и вращающимся валом. Под термином "масло- и водостойкость" понимается, что эластомеру не наносится ущерба (он не растворяется или размягчается), а увеличение объема, вызванное разбуханием в воде, составляет менее 5%, а предпочтительней - менее 3%.
Как правило, может быть использовано любое каучуковое соединение, имеющее такие трение и водостойкость. Особую группу таких соединений составляют многочисленные нитриловые каучуки, известные в технике и в литературе. Например, могут использоваться многочисленные соединения в виде нитриловых каучуков Нусаr производства фирмы BFGoodrich Company. Как правило, предпочтение отдается многочисленным более твердым соединениям в виде нитриловых каучуков. Характерным примером такого каучука является соединение Н-201 (твердость А по Шору равна 85±5) производства фирмы BFGoodrich Company. Другим примером является более мягкий нитриловый каучук, например соединение Н-203, также производимое фирмой BFGoodrich Company, которое имеет твердость А по Шору примерно 65±5. Другие каучуки включают бутиловый каучук, ЭПДМ, который является, каучуком, изготовленным этилен-пропилендиеновых мономеров, и фтор-эластомеры, основанные на сополимере винилиден фторида, и гексафторпропилен, имеющий, как считается, следующую повторяющуюся структуру -CF-CF-CF-CF(CF)-. Такие сополимеры продаются фирмой DuPont под товарным знаком "Viton". Хотя эти другие каучуковые соединения также могут использоваться, все же нитриловые каучуки являются весьма предпочтительными.
Важным аспектом данного изобретения является то, что каучуковое соединение может быть первоначально в сухом виде перемешано или смешано с термопластичным соединением перед образованием их сплава.
Таким образом, каучуковое соединение вулканизируют, а для того, чтобы смешать два компонента, его перемалывают. Можно использовать обычные методы измельчения, например механическое или криогенное измельчение. В большинстве случаев важен размер частиц вулканизированного каучукового соединения. Как правило частицы имеют размер, меньший того размера, при котором они способны проходить через решето Тайлера (Tyler) с ячейками определенного размера. Так, обычно вулканизированные каучуковые соединения имеют размер частиц менее 35 меш, желательно - менее 65 меш, а предпочтительней - менее 100 меш. Количество вулканизированного каучука в СПС обычно составляет по весу от около 10% до около 70%, желательно - от около 12% до около 40%, а предпочтительней - от около 15% до около 30% от общего веса СПС.
Смазку обычно добавляют в виде твердого вещества, следовательно, не в жидком виде. Для того чтобы гарантировать хорошее рассеивание, смазка обычно имеет вид порошка. Под термином порошок имеется в виду, что большинство, по крайней мере 70%, 80% или 90%, а более желательно - по крайней мере 95%, частиц имеют размер, меньший размера ячейки решета Тайлера в 100 меш, то есть 150 микрон. Желательно, чтобы большинство частиц графитового порошка, как правило 80%, 90% или даже 95%, были меньше 200 меш, то есть 75 микрон. Предпочтительней, чтобы большинство частиц графитового порошка, то есть 70%, 80% или 90%, были меньше 325 меш, то есть 44 микрон. Может использоваться любая смазка, известная в технике и литературе, которая придает СПС смазочные свойства. Под смазочными свойствами имеется в виду, что коэффициент трения поверхности из сформированного СПС понижен, составляет, например, порядка 10%, а более желательно - по крайней мере 20% или 30% в начале износа. Смазка также должна быть неабразивной. Предпочтительной смазкой является графит. Примером специального графита является сорт 117-А производства фирмы Asbury Graphite Mills, Inc. Другой специальной смазкой является дисульфид молибдена. Хотя и не всегда предпочтительный, дисульфид молибдена желателен при использовании в случаях сухого трения, когда отсутствует влага, даже в виде паров атмосферной влаги. Также могут использоваться силиконовые масла в количестве от около 2% до около 10% по весу, а желательно - от около 3% до около 6% по весу от общего веса СПС. Примеры конкретных силиконовых масел включают 200 Fluid производства фирмы Dow Corning.
Обычно количество смазки составляет от около 0,5% или 3% по весу до около 25% по весу, желательно - от около 1,0% до около 20% по весу, а предпочтительней - от около 2% до около 10% по весу от общего веса СПС.
Затем на верхний слой несущей поверхности несущего материала 22 наносят узор. Предпочтительным методом нанесения этого узора является помещение листа полиэстера между куском сурового неплотного трикотажа или неплотной тканой материи, при котором лист полиэстера и ткань вдавливают в поверхность несущего материала СПС 22 перед плавлением и формованием. Предпочтительно, чтобы тканью была ткань 8708 по каталогу фирмы Georgia Duck. Желательно, чтобы в качестве листа полиэстера использовался материал марки Mylar толщиной 0,003 дюйма в несжатом состоянии. Лист полиэстера разглаживает получающийся слой СПС и скругляет кромки так, что каждый выступ, каждая площадка или точка контакта 414 может стать самостоятельной гидродинамической несущей поверхностью при смазке жидкостью. Следует отметить, что для гарантии того, что ткань можно будет извлечь после вулканизации, перед прессованием полиэстера и ткани в виде единого материала ткань способом, известным в технике, следует опрыскать веществом, облегчающим извлечение из формы, например, составoм 9110 производства фирмы Chem-Trend. После того, как ткань и лист полиэстера помещены поверх невулканизированной секции подшипника, ее следует сжать, например путем закрывания формы. Затем материал вулканизируют в течение приблизительно 4,5 часов под давлением, равным приблизительно от 1000 до 1500 фунтов на квадратный дюйм, и при температуре, равной приблизительно 350oА. После процесса вулканизации, поддерживая давление, дают возможность температуре формы вернуться до значения температуры окружающей среды. Форме следует дать возможность охлаждаться в течение приблизительно 1 часа после вулканизации. Было обнаружено, что охлаждение композита под давлением облегчает предотвращение деформации готового изделия. Нанесение воды снаружи формы также может быть использовано для снижения времени охлаждения формы до 1 часа с целью предотвращения деформации конечного продукта.
Теперь обратимся к фиг.3b. Можно изготовить другой опорный материал в соответствии с процедурой, предложенной для композита, представленного на фиг.3а, получая в результате композит, имеющий нижний слой 420 из эластомера и верхний слой 422 из СПС, имеющего созданные в нем граненые выступы, площадки или точки контакта. Выступы 424 выступают внутрь в направлении оси и каждый из них по отдельности может стать самостоятельной гидродинамической несущей поверхностью при смазке жидкостью. Однако граненый узор на верхнем слое 422 создается с использованием каучуковой формы, имеющей соответствующий оттиск или узор. Лист полиэстера, например марки Mylar, перед вулканизацией может быть помещен между каучуковой формой и СПС. Предпочтительней, чтобы лист полиэстера имел толщину порядка 0,003 дюйма. Лист полиэстера разглаживает получающийся слой СПС и скругляет углы выступов.
Следует отметить, что для того чтобы подшипник был гидродинамическим, в верхнем слое сплава могут быть созданы узоры не только конкретно описанные здесь, но и имеющие другую форму и размеры.
Теперь обратимся к фиг. 4, где показан подшипник 310 в соответствии с другой реализацией данного изобретения, в основном похожий на подшипники, показанные выше на предыдущих рисунках, и, поэтому, имеющий номера позиций, соответствующие рассмотренным выше, за исключением того, что используется "приставка" 300.
Корпус 315 имеет три планки 340, расположенные по радиальной внутренней части. Планки 340 отформованы в виде единой или цельной внутренней обоймы или облицовки 390, которую предпочтительней изготавливать из СПС композита эластомер/пластик, описанного выше. Корпус 315 предпочтительней изготавливать из материалов для корпуса, также описанных выше. Облицовку 390 предпочтительней изготавливать способом, описанным в патенте США 4735982, указанном выше, и вставлять в корпус 315 пока она еще нагрета в результате процесса формования. Предпочтительней облицовку 390 крепить к корпусу с использованием активатора адгезии и соединения, обеспечивающего поперечную связь, например, Vanchem HM-50 производства R.T.Vanderbilt Co. Главное преимущество этого клея перед другими заключается в его теплостойкости. Однако могут использоваться и другие средства крепления для фиксации облицовки в корпусе.
Требуемое по причинам износа и долговечности соотношение длины к диаметру (L/D) у подшипников с планками из эластомера, имеющими предварительно созданные площадки, имеет значение порядка четыре к одному. Подшипник 310 позволяет гораздо меньшее отношение L/D, возможно порядка два к одному или даже один к одному, за счет чего снижаются затраты на изготовление. Кроме того, облицовка 390 относительно проста в изготовлении и снимает потребность в механической шлифовке отверстия корпуса 315. Опорная поверхность 341 каждой планки 340 имеет либо пазы, либо узоры, созданные в ней аналогично планкам, показанным и описанным выше на фиг.2 и 3а-b.
Очевидно, что несмотря на то, что подробно были описаны конкретная реализация и некоторые модификации изобретения, изобретение не ограничивается конкретными проиллюстрированными конструкциями, так как могут быть сделаны варианты, не выходящие за пределы принципов изобретения.
Изобретение относится к подшипникам, предназначенным для использования в качестве смазываемых водой несущих опор валов гребных винтов. Подшипник включает наружный корпус, имеющий центральное отверстие с центральной осью и внутреннюю поверхность, задаваемую указанным центральным отверстием; и по крайней мере один несущий элемент, расположенный на указанной внутренней поверхности для обеспечения контакта и поддержки вала. Причем указанный несущий элемент является по меньшей мере одной несущей планкой, имеющей множество выступов, выступающих внутрь в направлении вала и распределенных вдоль оси планки, образуя прерывистую поверхность. При этом указанные выступы представляют собой контактные средства для контакта с валом, а промежутки между выступами вместе с валом образуют карманы для удержания смазки. Технический результат - снижение момента трения в опоре, повышение коэффициента полезного действия подшипника. 2 c. и 22 з.п. ф-лы, 4 ил.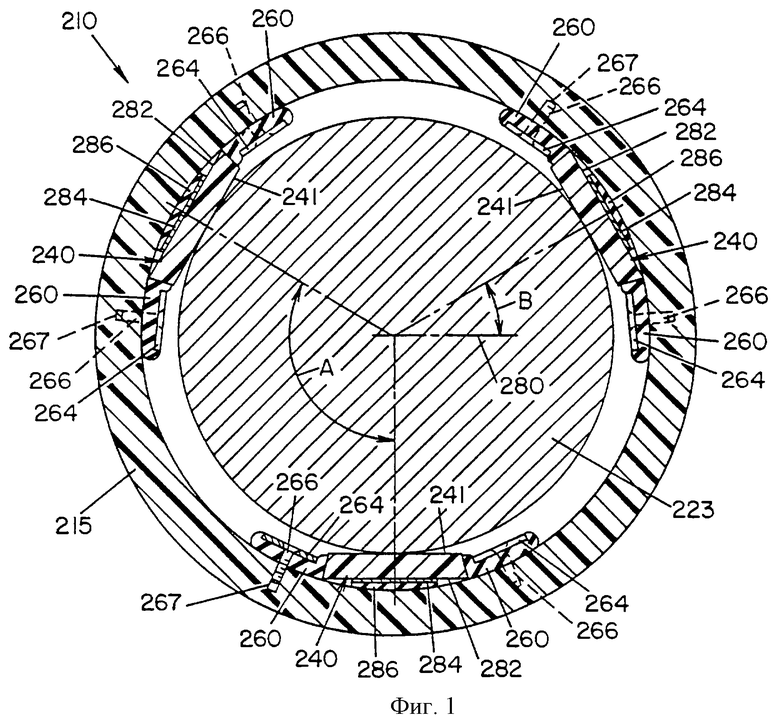
| US 4752151, 16.02.1988 | |||
| БЛОК РЕГИСТРАЦИИ ПОПЛАВКОВОГО УРОВНЕМЕРАЖИДКОСТИ | 0 |
|
SU298835A1 |
| US 3449028, 10.06.1969 | |||
| Опорный подшипниковый узел | 1990 |
|
SU1807268A1 |
