Настоящее изобретение относится к связанной детали, содержащей каучуковый элемент, присоединенной к второй подложке, к каучук-металлсвязанной детали, к демпферу торсионных вибраций, и к способу непосредственного связывания каучука, по меньшей мере, со второй подложкой, которая может быть металлической подложкой, и к способу присоединения промежуточного каучукового элемента, который, необязательно, может применяться в условиях сжатия, между двумя металлическими деталями, например, при производстве демпферов торсионных вибраций коленчатых валов.
Высокопрочное присоединение каучука к подложкам и, в частности, к металлическим подложкам является желательным для множества применений, включая производство композитных изделий из каучука, характеризуемых высокими и/или динамическими нагрузками, или экстремальными условиями окружающей среды, например покрышек, приводных ремней, валиков, уплотнений и гибких шлангов; и в тех применениях, которые включают в себя или требуют определенного уровня вибрационной изоляции и/или демпфирования ударных воздействий, например вибрационных изоляторов, таких как крепления двигателей, крепления с вибрационной изоляцией, вибрационные демпферы, соединительных муфт, втулок подвесов и уплотнений коробок передач и мостов.
Разнообразные способы исторически используются для удовлетворения требований того или иного аспекта соединения каучука с металлом, включая улучшения прочности адгезии, контроль уровня сжатия или усадки каучука и/или повышения эффективности производства, и тому подобное. Как правило, в особенности, в области вибрационных изоляторов и/или ударных демпферов, где кольцевой элемент из вулканизированного каучука располагается различными способами между двумя внешними металлическими подложками, только ограниченный уровень механического связывания может быть достигнут путем сжатия каучукового элемента между внешними металлическими деталями, и полагаясь на силы трения между каучуком и поверхностями металла. Высокая прочность связывания каучука с металлом, тем не менее, как правило, достигается путем адгезивного связывания полностью вулканизированного каучукового элемента, помещенного между двумя внешними металлическими деталями, посредством действия одного или нескольких адгезивов, нанесенных на границу раздела каучука и металла (далее "поствулканизационное связывание"). Преимущество поствулканизационного связывания при конструировании деталей, где каучуковый элемент располагается между двумя внешним металлическими поверхностями, заключается в том, что поскольку каучуковый элемент является полностью вулканизированным до его размещения между металлическими поверхностями, он не проявляет значительной усадки и, по этой причине, покоится под давлением между металлическими поверхностями при выдерживании до температур, более низких, чем его температура вулканизации.
Альтернативно невулканизированный эластомерный материал вводится между внешними металлическими деталями, на которые наносится адгезив для каучука и металла, а затем эластомерный материал полностью вулканизируется в контакте с металлической подложкой, покрытой адгезивом (далее "вулканизационное связывание"). В порядке обеспечения гомогенного и плотного продукта при осуществлении этого способа требуется высокий уровень регулирования процессом. В дополнение к этому, после смешивания каучука в соответствии с этим способом демпферы должны быть собраны относительно быстро, что понижает гибкость производства, и тем самым, эффективность производства. Дополнительный недостаток обычных технологий вулканизационного связывания при конструировании деталей, где каучуковый элемент располагается между двумя внешними металлическими подложками, заключается в том, что несмотря на то, что каучуковый элемент является полностью отвержденным, когда он находится в контакте с каждой из металлических поверхностей, он имеет тенденцию к проявлению, по меньшей мере, некоторой степени усадки после отверждения и таким образом находится в условиях напряжения между металлическими поверхностями, практически непосредственно после того, как температура выдерживания падает ниже температуры вулканизации, что отрицательно влияет на время жизни изделия.
В обоих этих способах силы сжатия также необязательно прикладываются для обеспечения дополнительной стабилизации сцепления каучука с металлом или для удаления напряжений, возникающих в результате усадки каучука.
Как правило, в каждом из трех обычных способов формования прессованием каучуковых узлов или же узлов из каучука, соединенного с металлом, примером чего является производство демпферов торсионных вибраций коленчатых валов в соответствии с технологиям либо вулканизационного, либо поствулканизационного связывания, то есть формования прессованием, литьевого формования и формования под давлением, проблемы, связываемые с адгезивами для каучука и металла, наносимыми на границу раздела между каучуком и металлом, остаются по существу одними и теми же. Первая проблема связана с окружающей средой; большая часть таких адгезивов содержит токсичные составляющие и, таким образом, они являются очень сложными и дорогими при манипуляциях с ними, при их хранении и утилизации. Перед нанесением адгезива для соединения каучука и металла соответствующая поверхность металла должна, в дополнение к этому, как правило, подвергнуться интенсивной очистке поверхности и подготовке для обеспечения адекватной прочности связывания. В дополнение к этому, из-за ее, как правило, летучей природы композиция адгезива для соединения каучука и металла может сублимироваться или испаряться при температурах вулканизации еще до точки, в которой достигается адекватный контакт между металлом и каучуком, тем самым понижая эффективность адгезива, потенциально вызывая дымы в прессе и/или приводя к износу формы. В дополнение к этому, в способах вулканизационного связывания существует проблема "касания формы", при этом, когда расплавленная резина поступает в полости формы до вулканизации, она протекает сквозь покрытый адгезивом металл, стремясь унести с собой при этом, по меньшей мере, часть адгезива и, таким образом, дополнительно понижая его эффективность.
Патент США №4889578, Kei et al. описывает способ изготовления каучукового вибрационного изолятора, включающий в себя стадии сцепления, посредством вулканизации в сочетании с адгезивом для металла на границе раздела каучука и металла, слоя невулканизированного каучука к наружной поверхности внутреннего металлического фитинга; сцепления путем вулканизации в сочетании с адгезивом для металла на другой границе раздела каучука с металлом, другого слоя невулканизированного каучука к внутренней поверхности внешней оболочки металлического фитинга; нанесения раствора соединения галогена на противоположные, несоединенные поверхности обоих слоев каучука; соединение под давлением внутреннего металлического фитинга, имеющего слой каучука, и внешней оболочки металлического фитинга, имеющей слой каучука, так что два слоя каучука образуют границу раздела между каучуком и каучуком с использованием смазывающего вещества или смазывающего адгезива, и осуществляя адгезию между вулканизированными слоями каучука путем нагрева описанных выше, соединенных вместе тел.
Это способ демонстрирует несколько недостатков. В частности, использование соединения галогена, например хлорированных или бромированных полимеров и гипохлорита натрия, или хлорированного раствора циануровой кислоты в качестве агента для предварительной обработки по-прежнему требуется для соединения соприкасающихся поверхностей вулканизированного каучука. Более того, этот способ характеризуется множеством трудоемких стадий, каждая из которых вызывает прирост стоимости процесса. В дополнение к этому, способ ни в коей степени не основывается на использовании адгезива для каучука и металла на поверхности металла перед нанесением на него каучука, в порядке достижения удовлетворительной адгезии каучука и металла.
Настоящее изобретение предусматривает соединенное изделие из каучука и металла, содержащее, по меньшей мере, первую внешнюю металлическую деталь, вторую внешнюю металлическую деталь и элемент из вулканизированного каучука, расположенный между, по меньшей мере, одной деталью из указанной первой металлической детали и указанной второй металлической детали и соединенный с ними, где указанный каучуковый элемент представляет собой продукт реакции, по меньшей мере, одного эластомера, по меньшей мере, одной адгезивной добавки для адгезии каучука и металла и, по меньшей мере, одного вулканизирующего вещества; и указанный каучуковый элемент сформован и расположен так, чтобы находиться между указанными металлическими деталями, по меньшей мере, в одном состоянии из нейтрального состояния и состояния сжатия, при температуре в пределах от около -20°С до около 120°С и указанное соединение каучукового элемента, по меньшей мере, с одной из указанных металлических деталей достигается, по существу, в отсутствие слоя адгезива между указанным каучуковым элементом и указанной, по меньшей мере, одной металлической деталью.
В дополнительном воплощении настоящее изобретение предусматривает способ производства соединенной детали, содержащей элемент из вулканизированного каучука, расположенный между первой внешней деталью и второй внешней деталью. Способ включает в себя стадии помещения невулканизированной композиции эластомера, содержащей эластомер, по меньшей мере, одно вулканизирующее вещество и, по меньшей мере, одну адгезивную добавку, в форму для формования, и вулканизацию композиции, по меньшей мере, в две стадии, при этом на первой стадии вулканизации композиция вулканизируется менее, чем полностью, и на второй стадии вулканизации, предпочтительно осуществляемой с частично вулканизированной эластомерной композицией в контакте, по меньшей мере, с одной поверхностью внешней детали, композиция эластомера, по меньшей мере, по существу полностью вулканизируется.
В соответствии с одним из воплощений настоящее изобретение позволяет исключить стадии нанесения одного или нескольких адгезивов на поверхность внешней детали, на соответствующую границу раздела, перед введением композиции эластомера.
В дополнительном воплощении невулканизированная композиция эластомера содержит, по меньшей мере, два вулканизирующих вещества, каждое из которых характеризуется различными условиями активирования вулканизации, включая температуру, период выдерживания и давление. В соответствии с этим воплощением первая стадия вулканизации предпочтительно осуществляется в форме для формования путем выбора, по меньшей мере, одного параметра из первой температуры, первого прикладываемого давления и первого периода выдерживания таким образом, чтобы активировать первое вулканизирующее вещество до точки, когда композиция эластомера частично вулканизируется; и после этого осуществляется вторая стадия вулканизации с композицией эластомера в контакте с поверхностью внешней детали, необязательно, при сжатии до около 50% посредством выбора, по меньшей мере, одного параметра из второй температуры, второго прикладываемого давления и второго периода выдерживания таким образом, чтобы активировать второе вулканизирующее вещество до точки, когда композиция эластомера, по меньшей мере, по существу полностью вулканизируется.
Другие цели и преимущества настоящего изобретения станут понятными из следующего далее описания и прилагаемых чертежей, в которых подобные цифровые обозначения обозначают подобные детали и
фиг.1 представляет собой общий вид с частичным вырывом демпфера торсионных вибраций коленчатого вала, изготовленного в соответствии с одним из воплощений настоящего изобретения;
фиг.2 представляет собой общий вид с частичным вырывом демпфера торсионных вибраций коленчатого вала, изготовленного в соответствии с другим воплощением настоящего изобретения;
фиг.3 представляет собой общий вид с частичным вырывом демпфера торсионных вибраций коленчатого вала, изготовленного в соответствии с другим воплощением настоящего изобретения;
фиг.4 представляет собой схематический вид сбоку конфигурации исследования, используемого при характеризации преимущества одного из воплощений настоящего изобретения;
фиг.5 представляет собой общий частичный вид демпфера торсионных вибраций коленчатого вала, как описывается выше для фиг.2, в сочетании с приводным ремнем как части узла привода двигателя.
Обращаясь к фиг.1, демпфер торсионных вибраций коленчатого вала 10, сконструированный в соответствии с одним из воплощений настоящего изобретения, представлен в общем виде. Демпфер 10 содержит кольцевую металлическую ступицу 12, расположенную коаксиально с инерционным элементом, изображенным на фиг.1, в виде металлического шкива 14. Кольцевой каучуковый элемент 16, имеющий внешнюю поверхность 28 и внутреннюю поверхность 34, наружный диаметр 60, толщину 62 и аксиальную ширину 64, расположен необязательно в условиях сжатия, в пределах до около 50%, между ступицей 12 и шкивом 14 и, как известно, обеспечивает характеристики демпфирования и/или вибрационной изоляции узла. В данном контексте термины "внутренний" и "внешний" не используются для описания конкретных абсолютных положений, но используются скорее для представления общей пространственной взаимосвязи между описываемыми деталями.
Ступица 12 содержит внешнюю поверхность 26 в адгезионном контакте с внутренней поверхностью 34 каучукового элемента и в дополнение к этому включает в себя центральную поперечную продолговатую трубку 18 для приема установочной оси (не показанной, но обычной), и имеющую отверстие 30 для приема установочного болта или опоры (не показанной, но обычной) в системе привода двигателя автомобиля. В изображенном воплощении интегральные соединительные элементы или спицы 32, простирающиеся, в целом, от трубки 18 по направлению к внешней периферии 33 ступицы 12, для соединения трубки 18 с оставшейся частью корпуса ступицы. Альтернативно, но менее предпочтительно из-за дополнительной стоимости и массы такой конфигурации, ступица 12 может включать в себя по существу твердый диск, имеющий центральное отверстие для поддержки ступицы внутри узла привода, или любую другую соответствующую конфигурацию, с помощью которой точка крепления ступицы, иллюстрируемая на фиг.1 в виде продолговатой трубки 18, находится в достаточном зацеплении или является соединенной с точкой контакта 26 со своим каучуковым элементом.
В представленном воплощении шкив 14 включает в себя внутреннюю поверхность 20 в адгезионном контакте с внешней поверхностью 28 каучукового элемента 16 и противоположную поверхность 22 для зацепления с элементом привода, характеризуемую в иллюстрируемом воплощении с помощью попеременного расположения выступов 21 и углублений 23, образующих бороздки, как показано, для приема и обеспечения ведущего зацепления с элементом привода соответствующей конфигурации, например с ремнем 35 со множеством V-образных ребер, как показано на фиг.5, в качестве части узла привода двигателя автомобиля.
В качестве ступицы 12 и шкива 14 может быть использован любой пригодный для использования и/или обычный материал, включая пластики, каучуки и металлы, такие как сталь, включая оцинкованную, фосфатированную и нержавеющую, литейный чугун, латунь, цинк или алюминий, но который предпочтительно представляет собой металл, такой как железо или сталь, и может, кроме того, содержать сплавы металлов, например хрома и никеля, вольфрама, молибдена, марганца, ванадия, хрома, кобальта и циркония, в обычных количествах, например, от 0 до около 25%. Эти компоненты могут быть сформированы с помощью любого обычного и/или пригодного для использования способа, такого как механическая обработка, центробежное литье, или путем иного формирования соответствующих конфигураций. В воплощении, связанном с описанием, приведенном ниже на фиг.1, как ступица 12, так и шкив 14 формируются из стали с помощью центробежного литья. Для других применений может быть предпочтительным, чтобы шкив 14 был получен из литейного чугуна, подвергнутого машинной обработке. В качестве каучукового элемента может быть использована любая пригодная для использования и/или обычная отвержденная эластомерная композиция, которая может быть выбрана специалистом в данной области как демонстрирующая пригодные для использования характеристики прочности, гибкости, сопротивления износу при изгибе, остаточной деформации при сжатии, демпфирования и/или изоляции и тому подобное, для данного применения. Материалы для использования в качестве каучукового элемента 16 в соответствии с примерными воплощениями настоящего изобретения подробно описываются ниже.
На фиг.2 изображен второй тип демпфера торсионных вибраций коленчатого вала 40. Демпфер 40 включает в себя ступицу 12, шкив 14 и каучуковый элемент 16, как приведено выше, в описании, приведенном на фиг.1, но в этом воплощении, поверхность 22 шкива для зацепления с элементом привода имеет альтернативную конфигурацию, характеризуемую отделением такой поверхности 22 от той поверхности шкива, которая находится в контакте с каучуковым элементом 16, с соединением поверхности 22 с оставшейся частью шкива 14 с помощью поперечного соединительного элемента 19, перпендикулярного к поверхности 22, для зацепления с элементом привода.
На фиг.3 представлен в общем виде третий тип демпфера 50 торсионных вибраций коленчатого вала. Демпфер 50 включает в себя ступицу 12, шкив 14 и каучуковый элемент 16, как приведено выше в описании, приведенном на фиг.1. Однако в этом воплощении поверхность 22 шкива для зацепления с элементом привода обладает еще одной альтернативной конфигурацией, характеризуемой первой поверхностью 52 для зацепления с ремнем, имеющей профиль с бороздками, как описывается выше на фиг.1, и вторую интегральную поверхность 54 для зацепления с ремнем, имеющую радиус, меньший, чем у первой поверхности 52, для зацепления с приводным ремнем, как показано, и имеющую V-образный профиль поперечного сечения, сформированный с помощью пары простирающихся наружу поверхностей 56, 58, для ведущего зацепления с ведущими поверхностями V-образного ремня соответствующих размеров. Специалист в данной области легко поймет, что соответствующая поверхность шкива точно также может иметь две поверхности с бороздками для зацепления с ремнями, предназначенные для зацепления с двумя ремнями со множеством V-образных ребер; две поверхности V-образной формы для зацепления с ремнями, предназначенные для зацепления с двумя V-образными ремнями, или любую иную комбинацию или конфигурацию, соответствующую конкретному предполагаемому приводу. В каждом случае описываемое здесь изобретение, которое связано с фиксацией каучукового элемента 16 между ступицей 12 и шкивом 14, на поверхности шкива, удаленной от поверхности (поверхностей) для зацепления с элементом привода, обеспечивало бы те же самые, по существу, преимущества. Альтернативные конфигурации, приведенные здесь, представляют собой только иллюстрации нескольких конфигураций демпфера, которые могут соответствовать тому или иному конкретному приводу, и не предназначены для ограничения рамок настоящего изобретения, как приведено в прилагаемой формуле изобретения.
В дополнение к этому, хотя любой из демпферов торсионных вибраций коленчатого вала, иллюстрируемых на нескольких чертежах, включает в себя плоские границы раздела каучука и металла, как показано на фиг.1, например, во взаимосвязи между внутренней поверхностью 20 шкива и внешней поверхностью 28 каучукового элемента, легко заметить, что как соответствующая для данного применения может быть использована любая пригодная для использования альтернативная конфигурация. Например, сам каучуковый элемент и одна или обе соответствующих поверхности ступицы и шкива, с которыми химически связывается каучуковый элемент, в соответствии с настоящим изобретением могут иметь одно или несколько искривлений или выступов. Эта технология может быть использована, например, для уменьшения изгибных вибраций коленчатого вала, или для внесения механического компонента в химическую связь, получаемую путем осуществления настоящего изобретения. Пример искривлений того типа, который может вносить вклад в одну или несколько таких характеристик, приведен в патенте США №5231893.
Более того, хотя примерные чертежи, приведенные здесь, иллюстрируют различные демпферы торсионных вибраций коленчатого вала, рассматриваемое изобретение не предполагается как ограниченное такими деталями, но является вместо этого применимым к любой связанной детали, где каучуковый элемент присоединяется, по меньшей мере, ко второй подложке, такой как деталь, из связанных каучука и металла, включая, например, вязкорезиновые демпферы для вибрационной изоляции и другие демпферы торсионных вибраций, включая двойные демпферы торсионных вибраций, демпферы торсионных вибраций кулачкового вала, демпферы торсионных вибраций приводного вала; демпферы валов, амортизационные ячейки, вибрационные изоляторы, крепления с вибрационной изоляцией, демпферы вибраций, соединительные муфты, втулки подвесов, уплотнения коробок передач и мостов, покрышки, приводные ремни, гибкие шланги и валики. Примеры таких изделий описаны в патентах США №№4477302, Leblanc et al., 5231893, Sisco et al., 4368807, McLean, 4223565, 5660256 и 5575869, Fujiwara et al. Неограничивающие примеры конструкций приводных ремней и способов для них описаны в патентах США №№2507852, 3078206, 3138962, 3250653, 3772929, 4066732, 4330287 и 4332576. Неограничивающие примеры конструкций гибких шлангов и способы для них описаны в патентах США №№3994761 и 4000759, Higbee. В каждом случае ожидается, что рассматриваемое изобретение обеспечило бы очень высокую степень химического связывания каучукового компонента с соответствующим металлом или с другой второй поверхностью необязательно в отсутствие отдельного адгезива для каучука и металла, наносимого на границу раздела каучука и металла.
В дополнение к этому, хотя описание, приведенное выше в связи с чертежами, направлено на соединенные детали из каучука и металла, рассматриваемое изобретение может, таким же образом, быть использовано в конструкции соединенных деталей, где вторая подложка, к которой присоединяется каучуковый элемент, формируется из материала, иного, чем металл. Такие материалы могут включать в себя, например, пластик, резину, включая невулканизированную, или частично вулканизированную резину, или термопластичный эластомер.
Обращаясь теперь к описанию материалов для использования при формировании каучукового элемента 16, в практике воплощения настоящего изобретения может быть использована любая пригодная для использования эластомерная композиция, которая содержит, по меньшей мере, один эластомер, по меньшей мере, одно вулканизирующее вещество и, по меньшей мере, одну адгезивную добавку или соагент, такой как адгезивная добавка, или соагент для адгезии каучука и металла. В настоящем контексте термины "эластомер" и "каучук" будут использованы взаимозаменяемо для обозначения любого природного или синтетического полимера с высокой молекулярной массой, имеющего свойства деформации и упругого восстановления при отверждении или вулканизации; и термины "вулканизирующее вещество", "отверждающий агент", "агент для поперечной сшивки" или "вулканизирующий агент" будут использоваться взаимозаменяемо, для обозначения вещества, которое способно преобразовывать эластомер из термопластичного в термоотвержденный, то есть такой, который способен к поперечной сшивке молекул эластомера. В настоящем контексте термины "адгезивная добавка для адгезии каучука и металла" (или "добавка") и "соагент для адгезии каучука и металла" (или "соагент") используются взаимозаменяемо для обозначения материала, который обеспечивает адгезию, способствует ей или вносит вклад в адгезию между ним самим и одним или несколькими другими материалами, или между двумя или более такими материалами посредством механического и/или химического связывания, последнее из которых может включать в себя любой тип, включая, но, не ограничиваясь этим, ковалентное связывание, ионное связывание, дипольные взаимодействия, такие как водородная связь, и тому подобное.
Соответствующие эластомеры, которые могут быть использованы для этой цели, включают в себя, например, этилен-альфа-олефиновые эластомеры (такие как сополимеры этилена и пропилена (ЕРМ), тройные сополимеры этилена пропилена и диена (EPDM), сополимеры этилена и октена (ЕОМ), сополимеры этилена и бутена (ЕВМ), тройные сополимеры этилена, октена (EODM); и тройные сополимеры этилена, бутена (EBDM)); этилен/акриловый эластомер (ЕАМ), полихлоропреновый каучук (CR), акрилонитрил бутадиеновый каучук (NBR), гидрированный NBR (HNBR), стирол-бутадиеновый каучук (SBR), алкилированный хлорсульфонированный полиэтилен (ACSM), эпихлоргидрин (ЕСО), полибутадиеновый каучук (BR), природный каучук (включая синтетический полиизопрен) (NR), хлорированный полиэтилен (СРЕ), сополимеры бромированного полиметилстирола-бутена, стирол-бутадиен-стироловые (S-B-S) и стирол-этилен-бутадиен-стироловые (S-E-B-S) блок-сополимеры, акриловый каучук (АСМ), этилен винил ацетатный эластомер (EVM) и силиконовый каучук, или сочетание любых двух или более из упомянутых выше. В одном из воплощений настоящего изобретения эластомер представляет собой этилен-альфа-олефиновый эластомер, такой как EPDM.
В настоящем контексте термины "связанный" и "склеенный", если специально не указано иного, используются взаимозаменяемо, как принято в данной области, для обозначения сильной или достаточной фиксации, получаемой с помощью химического взаимодействия. Это состояние характеризуется некоторым повышенным усилием, необходимым для разделения соответствующих подложек, по сравнению с усилием, требуемым для разделения подложек в отсутствие такого состояния. Прочность связывания при осуществлении настоящего изобретения может превосходить прочность каучука на разрыв, приводя к когезивному разрушению каучука, но когезивное разрушение не является необходимым для установления того обстоятельства, что в контексте настоящего изобретения достигается некоторое связывание.
При осуществлении одного из воплощений настоящего изобретения обнаружено, что такие свойства эластомерной композиции, как кристалличность, демпфирующая способность и вязкость или модуль сдвига эластомера, не оказывают какого-либо видимого воздействия на уровень адгезии, достигаемой между соответствующими поверхностями каучука и металла. Однако специалист в данной области заметит, что одно или несколько из таких свойств может регулироваться или выбираться для воздействия на общие рабочие характеристики или возможности, например, демпфера торсионных вибраций коленчатого вала, сконструированного в соответствии с воплощением настоящего изобретения, как это желательно для данной заявки. Таким образом, хотя это и не является необходимым при осуществлении настоящего изобретения, этилен-альфа-олефиновые эластомеры, имеющие содержание этилена в пределах от около 40 до около 80% массовых; более предпочтительно от около 50 до около 75% массовых, а наиболее предпочтительно от около 50 до около 62% массовых, предпочтительно использовать в качестве основного эластомера в соответствии с одним из воплощений настоящего изобретения. Как обнаружено, при вязкости по Муни такого эластомера от около 10 до около 100 при 125°С, более предпочтительно от около 20 до около 75 при 125°С, а наиболее предпочтительно от около 50 до около 75 при 125°С, в дополнение к этому достигаются хорошие результаты в соответствии с одним из воплощений настоящего изобретения.
Материалы EPDM, которые могут, например, быть использованы при осуществлении воплощений настоящего изобретения, включают в себя те, которые доступны под торговым наименованием KELTAN, от DSM Chemical Co.; силиконмодифицированные EPDM или смеси EPDM/силиконовый каучук, включая те, которые доступны под торговым наименованием ROYALTHERM, от Uniroyal Chemical Co., и те материалы EPDM, которые доступны под торговыми наименованиями VISTALON от Exxon, NORDEL от DuPont-Dow Elastomers, и ROYALENE от Uniroyal Chemical Co.
В соответствии с настоящим изобретением, кроме этого, композиция предпочтительно включает в себя, по меньшей мере, одну адгезивную добавку, и в одном из воплощений настоящего изобретения, включает в себя, по меньшей мере, одну адгезивную добавку для адгезии каучука и металла, предназначенное для обеспечения улучшения адгезии каучукового элемента с металлическими компонентами при его вулканизации в соответствии с одним из воплощений настоящего изобретения, подробно описанным ниже. Соответствующие адгезивные добавки включают в себя такие материалы, в целом, классифицируемые как соединения соагентов Типа I, представленные полярными материалами с относительно низкой молекулярной массой, такими как акрилаты, метакрилаты и определенные бисмалеимиды; и материалы, в целом, классифицируемые как соединения соагентов Типа II, представленные малеированными полибутадиенами низкой полярности, образующими сетки. Дополнительные примеры, характеристики и пригодные для использования количества соагентов Типа I и Типа II описываются в статье "1,2 Polybutadiene Coagents for Improved Elastomer Properties" by R.E.Drake et al., Ricon Resins, Inc., as presented at American Chemical Society Rubber Division Meeting in November 1992. В дополнение к этому соагенты Типа I и Типа II описаны в патенте США №5300569, Drake et al., US 5776294 Nagel и в качестве полифункциональных мономеров в патенте США №4857571, описания которых относительно примерных соагентов и их относительных пригодных для использования количеств в эластомерных композициях, включаются сюда в качестве конкретных ссылок. US 5776294 представляет примеры использования диакрилата цинка в качестве адгезивной добавки для облегчения связывания вулканизацией каучука с различными полярными основами, включающими металл и найлон. US 5300569 описывает, например, что α,β-ненасыщенные дикарбоновые кислоты и их ангидриды или эфиры, присоединенные к диеновым эластомерам, могут использоваться в качестве адгезивных добавок для связывания вулканизацией каучука к практически всем материалам основы, включая пластики, металлы, текстиль, стекло, минеральные вещества. В US 5300569 особо отмечается очень хорошая адгезия между NBR и тканым хлопком, найлоном и полиэфирными волокнами, а также алюминиевыми и стальными основами.
В сочетании с этилен-альфа-олефиновыми эластомерами, используемыми в примерных воплощениях настоящего изобретения, такие активизирующие вещества Типа II включают в себя, например, малеированные полибутадиены, такие как малеинизированные 1,2-полибутадиеновые смолы (70-90%), представленные материалом, доступным под торговой маркой RICOBOND 1756 от Ricon Resins; и соли металлов Типа I альфа-бета ненасыщенных органических кислот, например, в патенте США №5610271, Yarnell et al., содержание которого относительно таких солей и их полезного использования в таких эластомерных системах включается сюда в качестве конкретной ссылки. Такие соли включают в себя цинк диакрилат и цинк диметакрилат, включая те, которые доступны под торговыми марками SARET 633, SARET 634 и SARET 708, от The Sartomer Co. В частности, цинк диметакрилат может выгодно использоваться в количествах от около 1 до около 50 частей на сто частей массовых эластомера, более предпочтительно от около 10 до около 40 ч/сто мас. и наиболее предпочтительно от около 15 до около 30 ч/сто мас. Смолы на основе малеированного полибутадиена, когда они используются, могут быть успешно включены в эластомерные композиции в таких же или несколько меньших количествах, например от около 1 до 50 ч/сто мас.; более предпочтительно от около 5 до 40 ч/сто мас. и наиболее предпочтительно от около 10 до 30 ч/сто мас. В дополнение к этому, имидные соагенты, такие как те, которые представлены N,N'-м-фенилендималеимидом, доступным под торговой маркой HVA-2, от DuPont Chemical Co., могут быть использованы сами по себе в тех же, примерно, что и выше количествах, или могут, необязательно, но с преимуществами быть использованы в сочетании с одним или несколькими из указанных выше адгезивных добавок/соагентов в количествах от около 0,25 до около 5 ч/сто мас.; более предпочтительно от около 0,50 до около 2,5 ч/сто мас. и наиболее предпочтительно от около 0,75 до около 1,50 ч/сто мас.
Предполагается, что эти материалы, обычно классифицируемые как загустители, могут, кроме того, быть использованы, поодиночке или в сочетаниях из двух или более из них в качестве адгезивных добавок и могут, кроме того, использоваться в сочетании с одним или несколькими из упомянутых выше соагентов Типа I и/или Типа II при осуществлении настоящего изобретения. Такие материалы могут включать в себя, например, терпеновые смолы, терпен-фенольные смолы, канифоли, загустители на основе ароматических углеводородов, политерпеновые смолы, углеводородные смолы и предпочтительно те, которые доступны под торговыми наименованиями WINGTACK от Goodyear и RESINEX от Harwick. Эти материалы, когда они используются при осуществлении настоящего изобретения, могут браться в количествах от около 1 до около 100 ч/сто мас., более предпочтительно от около 10 до около 75 ч/сто мас. и наиболее предпочтительно от около 20 до около 60 ч/сто мас.
Для использования в одном из воплощений настоящего изобретения эластомерная композиция включает в себя, необязательно, но предпочтительно одну или несколько дополнительных обычных добавок к композициям каучуков, например наполнители, масла, вулканизирующие агенты, активаторы и ускорители; замедлители подвулканизации, загустители, технологические добавки и тому подобное в количествах, обычно используемых для формирования эластомерных материалов, пригодных для осуществления настоящего изобретения. Например, пригодные для использования наполнители могут быть армирующих, неармирующих, полуармирующих типов или представлять собой сочетания типов, упомянутых выше, и могут включать в себя сажи; окись кремния; глину; тальк и тому подобное. В частности, такие наполнители могут быть использованы при осуществлении настоящего изобретения в количествах от около 0 до около 200 ч/сто мас.; более предпочтительно от около 10 до около 150 ч/сто мас. и наиболее предпочтительно от около 25 до 100 ч/сто мас. В тех применениях, где является желательной статическая проводимость, например в конструкции различных вибрационных демпферов, включение соответствующей проводящей сажи может быть особенно желательным.
Эластомерные композиции в соответствии с одним из воплощений настоящего изобретения могут быть отверждены с использованием любой пригодной для использования и/или обычной системы отверждения или вулканизации, пригодной для использования вместе с основным эластомером, включая те, которые используют серу, органический пероксид или другой материал, вызывающий образование свободных радикалов, и сочетания двух или более из них, в количествах, эффективных для отверждения. В одном из воплощений эластомерная композиция отверждается, по меньшей мере, в две стадии с помощью эффективного при отверждении количества вулканизирующего вещества, выбранного из органических пероксидов, органических пероксидов в смеси с серой от около 0,01 до около 1,0 ч/сто мас., ионизирующего излучения и сочетаний из двух или более из факторов, упомянутых выше. Для использования вместе с этилен-альфа-олефиновыми эластомерами одного из воплощений настоящего изобретения предпочтительными являются пероксидные вулканизирующие вещества, присутствующие в эластомерной композиции при уровнях от около 0,5 до 25 ч/сто мас.; более предпочтительно от 1 до 20 ч/сто мас. и наиболее предпочтительно от около 2 до около 15 ч/сто мас.
В одном из воплощений настоящего изобретения, по меньшей мере, два отдельных вулканизирующих вещества или системы отверждения (то есть, когда система отверждения может включать в себя одно вулканизирующее вещество или различные виды смесей из двух или более индивидуальных вулканизирующих веществ) используются для отверждения эластомерной композиции. Такие вулканизирующие вещества могут в дополнение к этому выгодно выбираться таким образом, чтобы каждое из таких вулканизирующих веществ или систем отверждения обладало диапазоном температур активации, отличающимся от других. В дополнительном воплощении два таких вулканизирующих вещества используются в эластомерных композициях по настоящему изобретению, активация каждого из них запускается путем выдерживания для набора условий, включая температуру, давление и период выдерживания, отличающегося от других. Для одинаковых, по существу, периодов выдерживания и давлений могут использоваться температуры активации для двух таких вулканизирующих веществ в соответствии с одним из воплощений, которые отличаются друг от друга, по меньшей мере, на пять (5) градусов Цельсия; более предпочтительно, по меньшей мере, на пятнадцать (15) градусов Цельсия друг от друга и наиболее предпочтительно, по меньшей мере, на двадцать пять (25) градусов Цельсия друг от друга. Этот аспект данного воплощения настоящего изобретения дополнительно описывается ниже, в иллюстрациях. Примерные материалы, демонстрирующие соответствующие температуры активации, выгодные при осуществлении настоящего изобретения, включают в себя в качестве первого вулканизирующего вещества 1,1-ди-(трет-бутилперокси)-3,3,5-триметилциклогексан, такой как тот, который является доступным под торговой маркой VAROX 231XL, от R.T.Vanderbilt; и в качестве второго вулканизирующего вещества 2,5-диметил-2,5-ди-(трет-бутилперокси)3-гексин, такой как тот, который является доступным под торговой маркой VAROX 130XL, от R.T.Vanderbilt.
В соответствии с одним из воплощений настоящего изобретения это первое вулканизирующее вещество выгодно включать в эластомерные композиции в соответствии с этим воплощением в количестве от около 0,2 до около 20 ч/сто мас.; более предпочтительно от около 0,3 до около 15 ч/сто мас. и наиболее предпочтительно от около 0,4 до около 10 ч/сто мас. В соответствии с тем же самым воплощением это второе вулканизирующее вещество может быть включено в эластомерные композиции в количествах от около 0,05 ч/сто мас. до около 25 ч/сто мас.; более предпочтительно от около 0,1 до около 20 ч/сто мас. и наиболее предпочтительно от около 0,2 до около 15 ч/сто мас. Пригодные для использования отношения первого вулканизирующего вещества ко второму в эластомерных композициях в соответствии с этим воплощением настоящего изобретения могут составлять от около 1:20 до около 30:1; более предпочтительно от около 1:12 до около 20:1 и наиболее предпочтительно от около 1:7 до около 10:1.
Свойства эластомерной композиции, такие как модуль сдвига после первой стадии отверждения, уровень адгезии и прочность на разрыв, как обнаружено, изменяются как с отношением первого вулканизирующего вещества ко второму вулканизирующему веществу, так и с общим количеством каждого вулканизирующего вещества, присутствующего в эластомерной композиции. Специалист в данной области легко заметит, что могут быть достигнуты различные изменения как с положительным, так и с отрицательным воздействием на конечные свойства отвержденной эластомерной композиции путем варьирования отношений и количеств индивидуальных вулканизирующих веществ, как указывается в иллюстрациях, приведенных ниже, и он будет способен подобрать конкретные отношения и количества вулканизирующих веществ в рамках настоящего изобретения в соответствии с настоящей заявкой.
Как указано выше, дополнительные обычные добавки к каучукам могут быть использованы при формировании эластомерных композиций, пригодных при осуществлении настоящего изобретения, например могут быть использованы технологические добавки, такие как стеарат цинка, если это желательно, в обычных количествах, например до около 5 ч/сто мас. Пластификаторы и/или масла-заполнители, или другие технологические добавки могут необязательно использоваться в любом пригодном для использования количестве, например до около 300 ч/сто мас. и более предпочтительно от около 20 до около 100 ч/сто мас.; ускорители и/или замедлители вулканизации могут необязательно быть использованы в любом пригодном для использования количестве, например до около 10 ч/сто мас.; и системы антиоксидантов могут необязательно быть использованы в любом пригодном для использования количестве, например могут быть использованы, необязательно, до около 5 ч/сто мас.
В воплощении настоящего изобретения, где эластомер, используемый в эластомерной композиции, представляет собой этилен-альфа-олефиновый эластомер, например EPDM, имеющий относительно высокую молекулярную массу и/или узкое молекулярно-массовое распределение, эластомерная композиция необязательно дополнительно содержит соответствующее парафиновое или нафтеновое масло в качестве технологической добавки, при этом парафиновые масла являются более предпочтительными для использования вместе с таким эластомерами. Такие масла могут необязательно использоваться в количествах до около 300 ч/сто мас.; или от около 10 до около 250 ч/сто мас.; или от около 50 до около 150 ч/сто мас., для понижения вязкости соединения, если это необходимо для достижения соответствующего перемешивания составляющих композиции, или для подбора твердости соединения, или просто для понижения стоимости соединения. Соответствующие парафиновые масла включают в себя, например, те, которые доступны под торговыми наименованиями SUNPAR от Sun Refining Co.; и SHELLFLEX, от Shell Chemical Co. В дополнение к этому парафиновым маслом или определенной его порцией может быть снабжен путем добавления конкретный используемый эластомер. Например, эластомер EPDM, доступный под торговой маркой KELTAN К7441А от DSM, как предполагается, включает 75 ч/сто мас. парафинового масла на 100 ч/сто мас. полимера (и по этой причине включен в рецептуры, представленные ниже в таблицах 1 и 2, при значении 175 ч/сто мас., то есть 100 ч/сто мас. составляет порция эластомера, а остаток составляет масло).
В соответствии с одним из его воплощений настоящее изобретение предусматривает способ соединения каучука с металлом, который устраняет недостатки известных из уровня техники способов и включает в себя стадии помещения неотвержденной эластомерной композиции, содержащей, по меньшей мере, основной эластомер, по меньшей мере, одно активизирующее вещество для адгезии каучука и металла и, по меньшей мере, одно вулканизирующее вещество, как описывается выше, в форму для формования, типа используемого в любом пригодном для использования и/или обычном способе формования под давлением, например формовании под давлением, литьевом формовании и формовании прессованием; и приложения достаточной температуры в течение достаточного периода времени при достаточном давлении для отверждения по существу эластомерного материала. ASTM D3182 рекомендует давление по меньшей мере около 3,5 МПа (500 psi) на поперечное сечение каучука во время компрессионного формования. Посредством такого способа достигается достаточная адгезия между каучуковым элементом, формируемым таким образом, и металлической подложкой в отсутствие адгезива для каучука и металла, наносимого непосредственно на границу раздела каучука и металла, так что можно избежать использования таких потенциально вредных и/или дорогих адгезивов для металла в таком способе, не полагаясь полностью на какие-либо силы сжатия и трения, которые могут присутствовать, для удержания каучукового элемента на месте. Неожиданно обнаружено, что следуя стадиям этого способа, в соответствии с описанием, приведенным здесь, достигается надежная прочность адгезии, достаточная для того, чтобы сделать возможным использование этого способа в применениях с сильными вибрациями и/или ударами, представленных демпферами торсионных вибраций коленчатых валов автомобильных двигателей, как иллюстрируется на чертежах, описанных выше. Это явление описывается более полно ниже, в прилагаемых иллюстрациях.
В одном воплощении настоящего изобретения, особенно пригодном при производстве композитных структур из металла и каучука, представленных демпферами торсионных вибраций, где каучуковый элемент расположен, необязательно, в условиях сжатия, между двумя или более внешними металлическими поверхностями, способ предпочтительно включает в себя стадии вулканизации эластомерной композиции, по меньшей мере, в две стадии, где на первой стадии вулканизации, предпочтительно осуществляемой с невулканизированным эластомером в форме для формования, эластомер является менее чем полностью вулканизированным; и на второй стадии вулканизации, предпочтительно осуществляемой с менее чем полностью вулканизированной эластомерной композицией в контакте с соответствующей металлической поверхностью, эластомер, по меньшей мере, по существу полностью отверждается.
Давление на второй стадии вулканизации должно быть достаточным для обеспечения необходимого контакта между внешней металлической поверхностью или поверхностями и каучуковым элементом, и это давление может возникать только от давления каучукового элемента между поверхностями внешних элементов. Уровень адгезии, получаемый при соединении каучука с металлом, с использованием двухстадийного способа вулканизации по одному из воплощений настоящего изобретения, как обнаружено, находится, как правило, на уровне от около 10% до около 100%, от уровня адгезии, достигаемого с помощью одностадийного вулканизационного связывания, для идентичных, или по существу сравнимых композиций, и зависит, прежде всего, от уровня используемого соагента для адгезии с металлом.
Двустадийная вулканизация в соответствии с одним из воплощений рассматриваемого изобретения, как обнаружено, обеспечивает повышенное время жизни связанного каучукового элемента по сравнению со сравнимыми деталями, собираемыми с использованием технологий вулканизационного связывания. Специалист в данной области легко обнаружит, что при вулканизационном связывании невулканизированных эластомерных композиций непосредственно с металлом, по меньшей мере, некоторая усадка каучука происходит почти непосредственно, когда температуре материала дают упасть ниже его характерной высокой температуры вулканизации. В сборке из соединенных каучуковых и металлических деталей, представленной демпферами торсионных вибраций коленчатых валов, где каучуковый элемент располагается между двумя внешними металлическими поверхностями, когда вулканизированный узел доводится до комнатной температуры после вулканизации, подвергнутый такому воздействию каучуковый элемент проявляет некоторую степень усадки и, таким образом, растягивается между металлическими поверхностями, к которым он приклеен. Это приводит к тому, что каучук находится под действием механических напряжений между металлическими поверхностями. Эти напряжения приводят к распространению трещин и связанных с ними дефектов и, в конечном счете, к преждевременному отказу. Изгиб, которому демпфер или сравнимый узел, вероятно, подвергается при работе, дополнительно обостряет эту проблему в целом.
Двухстадийный способ вулканизации по одному из воплощений настоящего изобретения устраняет такие сложности. В частности, путем выдерживания эластомерной композиции для операции начальной частичной вулканизации, перед ее нанесением, по меньшей мере, на одну из связанных между собой металлических поверхностей, любая усадка, которая может произойти во время вулканизации на этой стадии, может быть учтена путем соответствующей модификации или выбора размеров формы. Впоследствии, когда частично вулканизированная сформированная эластомерная композиция помещается в условиях сжатия между обеими связанными между собой металлическими поверхностями, может быть осуществлена дополнительная операция вулканизации, достаточная для полной вулканизации эластомера и для присоединения его к металлу, не вызывая перехода эластомера в состояние напряжения.
Специалист в данной области легко заметит, что в дополнение к конкретным примерам, представленным здесь, целый ряд стадий или конфигураций способа может с тем же успехом быть применен к способу по настоящему изобретению в различных его воплощениях. Так, например, для тех соединенных деталей, которые содержат каучуковый элемент, связанный, по меньшей мере, с двумя внешними деталями, первая стадия частичного отверждения может осуществляться с невулканизированной эластомерной композицией в контакте с поверхностью, по меньшей мере, первой такой внешней детали, так что каучуковый элемент вулканизационно присоединяется к поверхности такой внешней детали, и вторая стадия вулканизации может осуществляться с частично отвержденной эластомерной композицией в контакте с поверхностью второй такой внешней детали. Такие изменения предполагаются в рамках настоящего изобретения, которое ограничивается только прилагаемой формулой изобретения.
Как указано выше, одно из преимуществ обычных технологий поствулканизационного соединения заключается в том, что поскольку каучуковый элемент является полностью вулканизованным перед его помещением между внешними металлическими поверхностями, он не проявляет значительной усадки. Такие параметры, как компрессионный обжим эластомера и уровень сжатия, прилагаемый к каучуку между металлическими деталями, может регулироваться таким способом, чтобы получить композицию, которая находится в нейтральном состоянии при данной температуре и выше которой она, как правило, находится в условиях сжатия. При осуществлении настоящего изобретения неожиданно обнаружено, что с помощью частичной вулканизации эластомерной композиции в операции формования, как описывается здесь, до состояния вулканизации, по меньшей мере, около 20%, предпочтительно от около 30% до около 99% и предпочтительно от около 50% до около 95%, как определяется в соответствии с ASTM D5289, и с использованием методик и устройств вибрационного реометра Монсанто с подвижной головкой, впоследствии может быть осуществлена вторая операция вулканизации, предпочтительно с эластомерной композицией в контакте с соответствующей металлической поверхностью (поверхностями) и с приложением силы, достаточной для достижения сжатия каучука от около 1% до 60%, или от около 5% до около 50%, или от около 10% до около 40%, для полного отверждения композиции с получением надежной прочности адгезии полностью вулканизированного каучукового элемента, в отсутствие дополнительных адгезивных композиций на границе раздела каучука и металла и с поддержанием каучукового элемента по существу в нейтральном, то есть ненапряженном состоянии, в предполагаемом диапазоне его рабочих температур, например от -20°С до около 120°С. При состояниях относительно низкой вулканизации, получаемых на первой стадии вулканизадии, могут быть установлены относительно более высокие уровни адгезии, которые могут быть желательными для таких применений, где сжатие каучука (или предотвращение перехода каучука в напряженное состояние при его ожидаемой рабочей температуре) не является необходимым.
В следующих далее иллюстрациях и примерах:
Keltan 7441A обозначает EPDM, доступный под этим торговым наименованием от DSM.
Keltan 55 обозначает EPDM, доступный под этим торговым наименованием от DSM.
Keltan 2340A обозначает EPDM, доступный под этим торговым наименованием от DSM.
Royaltherm 1411 обозначает смесь EPDM/силикон, модифицированную окисью кремния, доступную под этим торговым наименованием от Uniroyal Chemical Co.
Royalene 580 НТ обозначает EPDM, доступный под этим торговым наименованием от Uniroyal Chemical.
Exxon Butyl 268 обозначает изобутилен-изопреновый эластомер, доступный под этим торговым наименованием от Exxon Chemical Americas (или R.T.Vanderbilt).
Vistanex MM L-140 обозначает Polyisobutylene, доступный под этим торговым наименованием от Exxon Chemical Americas.
Vamac D обозначает этилен/акриловый эластомер, доступный под этим торговым наименованием от DuPont Chemical Co.
Hypalon 40S обозначает хлорсульфонированный полиэтилен, доступный под этим торговым наименованием от DuPont Chemical Co.
Tyrin CM обозначает обозначенный хлорированный полиэтилен, доступный под этим торговым наименованием от DuPont Dow Chemical Со.
Kraton G1652 обозначает смеси блок-сополимеров S-EB-S, доступные под этим торговым наименованием от Shell Chemical.
Kraton D1112P обозначает смеси блок-сополимеров S-B-S, доступные под этим торговым наименованием от Shell Chemical.
Kraton D1107 обозначает смеси блок-сополимеров S-B-S, доступные под этим торговым наименованием от Shell Chemical.
Trilene 65 DLCA обозначает 72% вулканизирующее вещество на основе пероксида или серы, на основе из силикатного порошка, доступное от Nastrochem.
N550 обозначает сажу N550.
N472 обозначает проводящую сажу N472 под торговым наименованием STERLING 30 ХС-72 от Cabot.
N293 обозначает проводящую сажу типа N293 под торговым наименованием STERLING С от Cabot.
HiSil 233 обозначает осажденную гидратированную аморфную окись кремния, доступную от PPG.
Maglite D обозначает оксид магния, доступный под этим торговым наименованием от СР Hall.
Franklin T-14 обозначает карбонат кальция от Franklin Industries.
Dixie 2.6 обозначает глину от R.T.Vanderbilt
Mistron Vapor Compac обозначает силикат магния (тальк), доступный под этим торговым наименованием от Luzenac America, Inc.
McNamee Clay обозначает каолиновую (мягкую) глину (гидратированный силикат алюминия), доступную под этим торговым наименованием от R.T.Vanderbilt.
HVA-2 обозначает N,N'-м-фенилендималеимид (имидный соагент), доступный под этим торговым наименованием от DuPont Dow Chemical Co.
SARET 633 обозначает цинк диакрилат, доступный под этим торговым наименованием от Sartomer Co.
SARET 634 обозначает цинк диметакрилат, доступный под этим торговым наименованием от Sartomer Co.
RICOBOND 1756HS обозначает малеированный полибутадиен, доступный под этим торговым наименованием от Ricon Resins, Inc.
CBS обозначает N-циклогексил-2-бензотиазилсульфенамид-N-трет-бутил 2-бензотиазол сульфенамид (ускоритель), доступный под этим торговым наименованием от Harwick.
VAROX 130XL обозначает 1,1-ди-(трет-бутилперокси)-3,3,5-триметилциклогексан, доступный под этим торговым наименованием от R.T. Vanderbilt Co.
VAROX 231 XL обозначает 2,5-диметил-2,5-ди-(трет-бутилперокси)3-гексин, доступный под этим торговым наименованием от RT Vanderbilt Co.
VULCUP 40 КЕ обозначает 2,2'-бис(трет-бутилпероксидиизопропилбензол) 40% на глине Burgess КЕ, доступный под этим торговым наименованием от Harwick.
Harmony AW-46 обозначает масло для гидравлических систем, доступное под этим торговым наименованием от Petro-Canada.
Ultima EP-220 обозначает масло для коробки передач, доступное под этим торговым наименованием от Petro-Canada.
Dascoway 68 обозначает масло Waylube, доступное под этим торговым наименованием от D.A. Start, Inc.
Drawsol 165 М обозначает соединение для вытяжки, доступное под этим торговым наименованием от D.A. Start, Inc.
S500-US 5% обозначает охлаждающую жидкость, доступную под этим торговым наименованием от Hangsterfer's Laboratories, Inc. при концентрации 5% в воде.
Хотя при осуществлении настоящего изобретения может быть использована любая обычная или пригодная для использования процедура смешивания эластомерной композиции, для каждой из следующих далее эластомерных композиций с номерами Е1-Е72 обработка осуществляется следующим образом. В каждом случае EPDM, или модифицированный полимер EPDM, или другой эластомер, или сочетание эластомеров сначала добавляется в смеситель Бенбери 1А, имеющий внутренний объем 16,027 см3, с перемешиванием при 40 об/мин (или в случае композиций Е4-Е26 в смеситель Бенбери В, имеющий внутренний объем 1573 см3 с перемешиванием при 70 об/мин). Примерно через одну минуту остальные ингредиенты за исключением вулканизирующих веществ и там, где они используются, добавляются ускорители, и полученная смесь перемешивается до тех пор, пока не будет достигнута температура 310-315°F (154-157°C), или в течение максимального времени 8 минут. Затем вулканизирующие вещества добавляются в двухвалковую мельницу при температуре смеси, меньшей чем 100°С, и смесь продолжает перемешиваться таким образом, что ее температура не превосходит 100°С. Для композиций Е18-Е22 в таблице 2, композиций Е27-Е30 в таблице 3, композиций Е46-Е49 в таблице 1 и для всех композиций в таблице 8 порядок добавления изменяется (исключая добавление вулканизирующего вещества и ускорителя) таким образом, что эластомерный компонент добавляется примерно через одну минуту после других порошкообразных ингредиентов. Если не указано иного количества компонентов, в таблицах и в следующих далее иллюстрациях для эластомерных композиций выражаются в терминах частей на сто частей массы эластомера ("ч/сто мас."). Там, где это указано в следующих далее примерах, композиции содержат в качестве необязательного составляющего парафиновое или нафтеновое технологическое масло, например Sunpar 150, 2280 или Plasthall 7050, в качестве пластифицирующей добавки и/или добавки, облегчающей смешивание. Те композиции, которые представлены в следующих далее иллюстрациях, как правило, дополнительно содержат одну или несколько технологических добавок (для того чтобы способствовать перемешиванию и/или высвобождению из мельницы), антиоксидантов или антиозонантов обычных типов для различных используемых эластомеров и в обычных количествах. Таким образом, например, композиции, использующие EPDM в качестве основного эластомера, как правило, дополнительно содержат в качестве необязательных составляющих 5 ч/сто мас. оксида цинка, 1,5 ч/сто мас. стеарата цинка, 0,6 ч/сто мас. 99% триэтаноламина и 1,5 ч/сто мас. антиоксиданта.
В ином случае и тогда до степени, указанной ниже другим образом, результаты исследования адгезионного соединения внахлест со сдвиговым усилием, приведенные в следующих далее таблицах, получены с использованием стальных планок 72, 74 с размерами 1 дюйм на 2,5 дюйма каждая и формованных брусков каучука 70 с размерами 3/16 дюйма в толщину на 1 квадратный дюйм, собранных в соответствии со способом ASTM D816 таким образом, что образец каучука по существу полностью закрывается на обеих соответствующих поверхностях металлическим бруском, как представлено на схематическом изображении фиг.4, под действием приложенной силы, достаточной для достижения 25% сжатия каучука. Для примеров, представленных в таблицах 1 и 2, стальные бруски подвергаются пескоструйной обработке и промывке в щелочи с использованием обычных технологий перед нанесением эластомерной композиции, и обычное смазывающее вещество для сборки наносится на поверхность эластомерных композиций после первой стадии вулканизации. Для остальных эластомерных композиций используются те же самые процедуры очистки в противоположном случае и до ограниченной степени, указанной в этом другом случае, с тем исключением, что стальные бруски не подвергаются пескоструйной обработке.
В противоположном случае и, если так, тогда до степени, специально предусмотренной в другом случае, первая стадия вулканизации, используемая при формовании под давлением или прессованием каучуковых брусков, в следующих далее иллюстрациях, как указано, осуществляется, как правило, в течение 4 или 5 минут при 160°С, но в каждом случае до получения частично вулканизированной эластомерной композиции, способной удерживать конфигурацию, придаваемую ей формой. Вторая стадия вулканизации, осуществляемая в воздушной печи с нагревом (то есть, как правило, при атмосферном давлении) с частично вулканизированными эластомерными брусками в контакте со стальными брусками и расположенными между ними, является достаточной для обеспечения реальной температуры каучука 190°С, по меньшей мере, в течение 10 минут, чтобы по существу полностью вулканизировать эластомерную композицию, как определяется с использованием методик и устройств вибрационного реометра Монсанто с подвижной головкой, и в соответствии с ASTM 5289. Образцы адгезионного соединения растягиваются со сдвиговым усилием со скоростью 0,5 дюйма в минуту на стандартном устройстве для исследования растяжения Instron™ до точки адгезивного или когезионного разрушения. Пиковая нагрузка, получаемая таким образом, в каждом случае приводится в таблицах в фунтах, или эквивалентно в соответствии с описанными выше размерами исследуемых образцов в фунтах на квадратный дюйм.
Как правило, для результатов исследований адгезионного соединения внахлест со сдвиговым усилием, приведенных в следующих далее таблицах, адгезионное разрушение, то есть разрушение на границе раздела каучука и металла, как правило, представляют собой тип разрушения для всех приводимых результатов примерно до 200 фунт/дюйм2 (1,38 МПа), в то время как практически для всех приводимых значений, больших чем около 200 фунт/дюйм2 (1,38 МПа), происходит, по меньшей мере, некоторый уровень когезионного разрушения, то есть, разрыва каучука.
Иллюстрация А
Примеры воздействий различных типов и уровней адгезивных добавок для адгезии каучука и металла и типа и уровня вулканизирующего вещества представлены в таблицах 1-3. Как и ожидалось, степень получаемой адгезии, как показано, в целом возрастает с увеличением в композициях количества адгезивной добавки для адгезии каучука и металла. Несколько примеров используют сочетание двух соагентов Типа I, а именно Saret 634 плюс HVA-2. E9 и Е10 иллюстрируют использование соагента для адгезии металла Типа II, то есть Ricobond 1756HS.
Использование одного пероксида и двухстадийной вулканизации в соответствии с одним из воплощений настоящего изобретения иллюстрируется в композициях Е1, и Е2, и Е3. Использование смешанных вулканизирующих веществ на основе пероксида и серы при двухстадийной вулканизации в соответствии с одним из воплощений настоящего изобретения иллюстрируется на композициях Е21 и Е22. Остальные примеры в таблицах 1-3 иллюстрируют широкий диапазон уровней пероксида, пригодный для двухстадийной вулканизации в соответствии с воплощениями настоящего изобретения.
Иллюстрация В
Примеры воздействий изменения уровней каждого из двух пероксидных соагентов, двух типов сажи и парафинового масла соответствующих эластомерных композиций в соответствии с воплощениями рассматриваемого изобретения иллюстрируются в таблице 4. В каждом случае невулканизованные эластомерные композиции готовят с использованием соответствующих составляющих, представленных в таблице 4, как описывается выше, и эластомерные бруски, как описывается выше, для исследования адгезионного соединения внахлест со сдвиговым усилием формируют из них путем формования прессованием индивидуальных образцов в условиях первой стадии вулканизации, 4 минуты при 160°С. Для каждой композиции, отмеченной ниже, полученные таким образом частично вулканизированные эластомерные бруски затем закладываются при 25% сжатии между двумя стальными брусками для исследования, каждый из которых имеет размеры, указанные выше, для металлических брусков, предназначенных для анализа адгезионного соединения внахлест со сдвиговым усилием. Для результатов пиковых нагрузок в таблице 4, отмеченных "СО СМАЗКОЙ Р80", тонкий слой смазочного масла Р80, доступного от International Products Corp., наносится на соответствующие металлические поверхности перед приложением частично вулканизированных эластомерных брусков. Этим сборкам, на которые нанесено смазочное масло, дают возможность оставаться в покое в течение 4 часов каждой. Затем для всех примеров проводится вторая стадия вулканизации в воздушной печи с нагревом до температуры 204°С в течение 40 минут. Анализ адгезионного соединения внахлест со сдвиговым усилием в соответствии с ASTM D816 затем осуществляется как при комнатной температуре (примерно 20°С), так и при 100°С со скоростью растяжения 0,5 дюйма в минуту, и регистрируются как достигнутая пиковая нагрузка, так и процент каучукового покрытия при разрыве. Процент каучукового покрытия указывает на уровень когезионного разрушения по сравнению с адгезивным, который осуществляется для исследуемых образцов, при этом нулевой процент каучукового покрытия на стальной поверхности указывает на адгезивный разрыв.
Результаты по адгезии, приведенные в таблице 4, указывают на то, что превосходная адгезия брусков вулканизированного эластомера и стали в соответствии с настоящим изобретением может быть достигнута при использовании различных обычных составляющих эластомерной композиции при различных количествах. Хотя, как указано выше, уровень активизирующего вещества для адгезии в эластомерной композиции оказывает наибольшее воздействие на уровень адгезии композиции и металла в соответствии с рассматриваемым изобретением является заметным, что путем изменения, например, типов и/или уровней армирования, или уровня пероксида, можно очень сильно воздействовать на конечную прочность адгезии. Это видно, например, в результатах, приведенных для композиций Е33, Е35 и Е37, каждая из которых содержит 30 ч/сто мас. активизирующего вещества для адгезии цинк диметаакрилата.
Илюстрация С
Воздействия изменения состояния вулканизации, достигаемого на первой стадии вулканизации, представлено в таблице 5. В каждом случае эластомерные бруски формируются путем формования под давлением с вулканизацией в течение 2 минут при 165°С. Эта первая стадия вулканизации затем продолжается, как указано в таблице 5, для индивидуальных примеров с целью достижения указанного уровня вулканизации, как определяется с использованием методик и устройств вибрационного реометра Монсанто с подвижной головкой в соответствии с ASTM D5289. Каждый из частично вулканизированных эластомерных брусков затем собирается для анализа адгезионного соединения внахлест со сдвиговым усилием, как описывается выше, прикладывая сжатие в 25% или 40%, как указано, и, используя условия второй стадии вулканизации, представленные ниже в таблице 5, их циклируют между -20°С и 120°С несколько раз для моделирования термических напряжений, которые демпфер испытывал бы при работе, а затем растягивают для определения уровня адгезионного соединения внахлест со сдвиговым усилием, как это проявляется в пиковой нагрузке, со скоростью 0,5 дюйма в минуту на устройстве для исследований Instron™. Время и температуры второй стадии вулканизации, в каждом случае, приводимые в таблице 5, выбираются для достижения в каждом случае по существу полностью вулканизированной композиции в соответствии с процедурой, приведенной выше.
Как указано, все примеры демонстрируют превосходные результаты по адгезии и, более того, проявляют некоторый уровень когезионного разрушения, указывая на то, что прочность химической связи, достигаемая при осуществлении настоящего изобретения, превосходит прочность каучука на разрыв в этих случаях. Результаты имеют оптимальный уровень адгезии примерно при 70-80% вулканизации на первой стадии, но даже при 95% вулканизации во время этой первой стадии достигаются превосходные результаты. Таким образом, настоящее изобретение дает возможность для частичной вулканизации эластомерных композиций на первой стадии, осуществляемой в форме для формования, например в форме для формования под давлением, литьевого формования или формования прессованием, до точки, в которой материал может легко извлекаться из формы, и с ним можно обращаться и манипулировать им без отрицательного влияния на форму или целостность сформированной таким образом детали. После этого сформованная деталь из частично вулканизированной эластомерной композиции в одном из воплощений настоящего изобретения может быть вставлена между соответствующими металлическими поверхностями или приложена к одной из них, а затем полностью вулканизирована на второй стадии, которая в дополнение к этому служит для химического связывания эластомерной композиции с металлической поверхностью (поверхностями) в отсутствие какого-либо дополнительного адгезива, наносимого на соответствующую границу раздела каучука и металла. Таким образом, стадия нанесения адгезива для каучука и металла на границу раздела каучука и металла может быть устранена, и эффективность и гибкость производства могут быть значительно улучшены. В дополнение к этому, в тех конструкциях, где тенденция каучукового элемента к переходу в напряженное состояние между внешними металлическими поверхностями является нежелательной, например в демпферах торсионных вибраций коленчатых валов, как описывается выше, в связи с прилагаемыми чертежами, настоящее изобретение в одном из его воплощений дает возможность для поддержания, по меньшей мере, некоторого уровня сжатия или нейтральности каучука в пределах предполагаемого диапазона рабочих температур.
Илюстрация D
Для иллюстрации эффективности способа по одному из воплощений настоящего изобретения в широком диапазоне температур вулканизации воздействие на уровень адгезии каучука и металла изменения условий второй стадии вулканизации в порядке достижения в каждом случае по существу вулканизированной эластомерной композиции иллюстрируется в таблице 6. В каждом случае эластомерные композиции смешиваются в соответствии с описанием, приведенным выше, и затем невулканизированные эластомерные образцы подвергаются литьевому формованию с помощью первой стадии вулканизации, 2 минуты при 165°С, для формирования образцов брусков частично вулканизированного эластомера. Эти частично вулканизированные образцы затем собираются в образцы для анализа адгезионного соединения внахлест со сдвиговым усилием, как описывается выше, при 25% сжатии и с использованием смазочного масла для узлов Р80, доступного от International Products Corp., наносимого в виде тонкого слоя на поверхности стальных брусков. В каждом случае образцам соединения внахлест дают возможность покоиться в течение 4 часов в контакте с брусками, покрытыми смазочным маслом, а затем вулканизируют, как указано в таблице 6, а впоследствии растягивают в соответствии с процедурой исследования адгезионного соединения внахлест со сдвиговым усилием, приведенной выше, со скоростью 0,5 дюйма в минуту, до точки разрушения. Как правило, вид разрушения во всех случаях, представленных в таблице 6, представляет собой когезивное разрушение. Заметим, что в последних двух примерах таблицы 6, как показано, используются в целом три стадии вулканизации. Как правило, результаты, полученные таким образом, показывают превосходные значения адгезии, но самые лучшие результаты достигаются при помощи самых низких температур вулканизации и самых длительных периодов выдерживания на второй стадии.
Иллюстрация Е
Результаты, приведенные в таблицах 7 и 8, иллюстрируют примеры широкого диапазона отдельных эластомеров и эластомерных смесей, которые могут использоваться с положительными результатами при осуществлении настоящего изобретения, в соответствии с его воплощениями. Как легко заметит специалист в данной области, различные эластомеры или смеси эластомеров повсеместно используются для придания вулканизированному каучуку различных сочетаний свойств, не достигаемых легко с помощью отдельного эластомера, или для улучшения определенных свойств, например низкотемпературных рабочих характеристик, или улучшения характеристик демпфирования. Как правило, эти, а также любые другие пригодные для использования и/или обычные эластомеры также могут быть использованы индивидуально или в сочетаниях из двух или более из них для осуществления рассматриваемого изобретения, если они объединяются с соответствующими уровнями соагентов для адгезии каучука и металла и вулканизирующих веществ, как описывается выше. Для примеров, приведенных в таблицах 7 и 8, за исключением примеров с номерами Е61-Е63, условия для первой стадии вулканизации представляют собой четыре минуты при 160°С с последующим выдерживанием частично вулканизированного эластомера в течение сорока минут при температуре 204°С для достижения в каждом случае температуры эластомера около 190°С, по меньшей мере, в течение 10 минут. Для примеров с номерами Е61, Е62 и Е63 условия для первой стадии вулканизации представляют собой четыре минуты при 150°С, а условия для второй стадии вулканизации представляют собой шестьдесят минут при 193°С для вулканизации, по существу, эластомерной композиции, как выше. Как отмечено выше, первая стадия вулканизации осуществляется в каждом случае в форме для формования с невулканизированным эластомером вне контакта с любым металлическим бруском, а вторая стадия вулканизации осуществляется с частично вулканизированным эластомером, расположенным между металлическими брусками. В каждом случае осуществляется анализ адгезионного соединения внахлест со сдвиговым усилием, как описывается выше, и результаты по пиковой нагрузке, получаемые таким образом, приведены ниже в таблицах 7 и 8. Как и для композиций, представленных выше в примерах, композиции, представленные в таблице 8, содержат в качестве необязательных составляющих парафиновые пластифицирующие масла, как показано, и дополнительно содержат в качестве необязательных составляющих до около 5 ч/сто мас. оксида цинка, до 1,5 ч/сто мас. стеарата цинка и/или стеариновой кислоты и до 10 ч/сто мас. обычного антиоксиданта и/или антиозонанта.
Иллюстрация F
Воздействия соединения с соответствующими эластомерными композициями на различные типы металлов в данном случае на сталь и алюминий в соответствии с одним из воплощений настоящего изобретения иллюстрируются в таблице 9. Невулканизированные эластомерные композиции приготавливаются с использованием соответствующих составляющих, представленных в таблице 9, как описывается выше, и эластомерные бруски, как описывается выше, для анализа адгезионного соединения внахлест со сдвиговым усилием формируются из них с помощью формования прессованием индивидуальных образцов в формах для формования прессованием соответствующих размеров при условиях для первой стадии вулканизации 4 минут при 160°С. Соответствующие поверхности этих частично вулканизированных эластомерных брусков затем протираются изопропиловым спиртом в соответствии с обычными способами приготовления каучука. Для каждой композиции, указанной ниже, приготовленные таким образом эластомерные бруски затем закладываются между двумя стальными брусками для исследования, а также между двумя алюминиевыми брусками, каждый из которых имеет размеры, указанные выше для металлических брусков, предназначенных для анализа адгезионного соединения внахлест со сдвиговым усилием с использованием смазочного масла Р80, нанесенного на металлическую поверхность, и с приложением силы, приводящей к 25% сжатию каучука. Этим сборкам дают возможность каждой покоиться в течение 4 час, а затем выдерживают в воздушной печи с нагревом при температуре 204°С в течение 40 минут для полной, по существу, вулканизации эластомерной композиции и достижения второй стадии вулканизации. Анализ адгезионного соединения внахлест со сдвиговым усилием в соответствии с ASTM D816, как описывается выше, затем осуществляется как при комнатной температуре, так и при 100°С со скоростью растяжения 0,5 дюйма в минуту и регистрируется как пиковая нагрузка, достигаемая перед разрушением, так и процент каучукового покрытия. Процент каучукового покрытия показывает уровень когезионного разрушения по сравнению с адгезивным, которое происходит для исследуемых образцов.
Результаты, представленные в таблице 9, демонстрируют превосходную адгезию всех образцов из стали как при комнатной температуре, так и при повышенных температурах, и подобным же образом доказывают некоторую степень адгезии с алюминием. Заметим, что композиции, представленные в таблице 10, создаются для адгезии на стальных поверхностях, и не предпринималось попыток оптимизации адгезии соответствующих композиций и алюминия для этой иллюстрации. Однако специалист в данной области легко заметит, что адгезия сравнимых эластомерных композиций на алюминии или любом другом металле может быть оптимизирована в рамках настоящего изобретения в соответствии с известными способами, такими как изменение одного или нескольких составляющих композиции или их относительных количеств в композиции, например активизирующего вещества для адгезии и/или вулканизирующего вещества.
Иллюстрация G
Воздействия присутствия обычных загрязняющих соединений на поверхности сборки из каучука и металла на соответствующую металлическую поверхность иллюстрируются в таблице 10. Загрязняющие вещества, перечисленные в таблице 10, являются представителями распространенных масел, смазочных веществ и охлаждающих жидкостей для механической обработки, обычно используемых при сборке соединенных деталей из каучука и металла, представленных демпферами торсионных вибраций коленчатых валов автомобильных двигателей. В каждом случае, образцы невулканизированного эластомера приготовляют в соответствии с протоколом смешивания каучука, представленном выше, и бруски для анализа адгезионного соединения внахлест со сдвиговым усилием, затем формируются с помощью технологий формования под давлением с первой вулканизацией при 165°С в течение периода выдерживания 2 минуты. В каждом случае соответствующие стальные бруски покрывают тонкой пленкой указанного загрязняющего вещества. Затем частично вулканизированные эластомерные бруски вводятся между обработанными стальными брусками, сборкам дают возможность постоять в течение примерно 4 часов, а затем сборки вулканизируются на второй стадии вулканизации, осуществляемой при приложенной температуре 204°С, в течение периода выдерживания 40 минут до полной, по существу, вулканизации эластомерной композиции. Образцы для анализа адгезионного соединения внахлест со сдвиговым усилием, сформированные таким образом, затем растягиваются в соответствии с ASTM D816, как описывается выше, со скоростью 0,5 дюйма в минуту.
Как указано выше, в данной области в целом принято, что соединение каучука и металла с использованием адгезива на границе раздела каучука и металла требует обширной и поэтому дорогой подготовки металлической поверхности. Как правило, металл должен быть чистым, не содержать никаких масел, смазочных веществ и других загрязняющих веществ. Тем не менее, результаты, приведенные в таблице 10, показывают, что адгезия каучука и металла в соответствии с одним из воплощений рассматриваемого изобретения является гораздо более гибкой и толерантной.
Неожиданно было обнаружено, что лучшие результаты по адгезии получаются, когда каучук выдерживается в контакте с металлом, покрытым загрязняющими веществами, в течение количества времени, достаточного для того, чтобы дать возможность загрязняющему веществу, по меньшей мере, частично проникнуть в каучук, например, от около 1 до 4 час.
Как указано выше, не предполагается, что настоящее изобретение ограничивается осуществлением демпферов торсионных вибраций коленчатых валов, но, наоборот, является применимым к любой конструкции, в которой применяется соединение каучука и второй подложки или каучука и металла. Так, например, при конструировании валиков, таких как те, которые могут быть использованы в связи с работой печатных прессов или копировальных машин, например, рассматриваемое изобретение подобным же образом обеспечило бы повышение гибкости производства, как описывается выше. В соответствии с обычной практикой валики собираются индивидуально путем сначала нанесения адгезива для каучука и металла на металлический вал, а затем в одной стадии вулканизации вулканизационного связывания невулканизированного эластомера и приготовленного вала, как правило, внутри формы соответствующей конфигурации для формования конечного профиля вулканизированного каучука. Этот способ является дорогим, поскольку валики должны собираться индивидуально каждый в отдельном процессе формования каучука. Однако в соответствии с рассматриваемым изобретением ожидается, что можно вместо осуществления обычных процессов формования каучука, например, экструзионным формования приготовить отрезок или трубку из частично вулканизированного эластомера, имеющую соответствующие размеры в поперечном сечении. Первая стадия вулканизации, достаточная для частичной вулканизации эластомера до точки, в которой с ним можно обращаться или манипулировать для целей хранения и/или дальнейшего производства без отрицательного воздействия на целостность размеров куска, может быть осуществлена при самом процессе формования. Впоследствии частично вулканизированная эластомерная трубка должна быть разрезана на соответствующие отрезки для соединения на последующей второй стадии вулканизации с соответствующим металлическим валом. Опять же, превосходная адгезия каучука и металла может быть достигнута с использованием такого способа в соответствии с настоящим изобретением и необходимость в отдельном адгезиве при адгезии каучука и металла была бы устранена. В дополнение к этому, любая небольшая усадка каучука, которая может произойти во время второй стадии вулканизации, обеспечила бы дополнительное усилие для удержания каучука на месте по отношению к металлическому валу.
В дополнительных неограничивающих примерах воплощений настоящего изобретения двустадийный способ вулканизации, описанный выше, мог бы быть использован с преимуществами при соединении соответствующего каучукового элемента и соответствующей металлической или пластиковой армирующей детали в конструкции соединенных каучуковых изделий, таких как армированный шланг и приводные ремни, такие как плоские ремни, зубчатые или синхронные ремни, V-образные ремни и ремни с множеством V-образных ребер. Неограничивающие примеры синхронных ремней относительно их формирования описываются в указанных выше патенте США №2507852, Case; патенте США №3250653, Geist et al. и патенте США №3078206, Skura, содержание которых по отношению к таким способам включается сюда в качестве ссылки.
В каждом таком случае соответствующий каучуковый элемент может соединяться с соответствующей подложкой, например с металлическим, или пластиковым, или текстильным армирующим элементом шланга, или с металлическим или синтетическим растянутым элементом ремня, с помощью вулканизации каучукового элемента в две стадии, где, по меньшей мере, вторая стадия вулканизации осуществлялась бы с частично вулканизированным каучуком в контакте с поверхностью такой соответствующей подложки.
В каждом случае использование способа в соответствии с одним из воплощений настоящего изобретения обеспечило бы возможность устранения адгезива или другого промежуточного покрытия на соответствующей границе раздела каучук:подложка, при этом, обеспечивая улучшение гибкости способа или производства, как описывается выше. Более того, ожидается, что в конструкции синхронных ремней, например, с помощью способа предварительного формирования зубьев, описанного в указанном выше патенте США №3250653, или с помощью непрерывного способа, описанного в указанном выше патенте США №3078206, использование способа в соответствии с одним из воплощений настоящего изобретения, обеспечило бы улучшенное регулирование положения растянутого корда во время процесса создания ремня. Это, в свою очередь, вероятно, улучшило бы пошаговую согласованность при производстве. Можно, например, частично вулканизировать эластомерное покрытие, нанесенное на поверхность растянутого корда ремня или армирующей ткани, на первой стадии вулканизации, тем самым обеспечивая улучшенную стабильность размеров корда, а затем приложить полученную таким образом сборку к оставшимся деталям компонентов ремня в соответствии с дополнительными стадиями изготовления ремня, например, предусмотренными, например, в способе предварительного формования или в непрерывном способе, а затем завершить вулканизацию покрытия на второй стадии вулканизации в порядке связывания растянутого корда или армирующей ткани с окружающими деталями - составляющими ремня.
В целом, настоящее изобретение предусматривает в своих воплощениях способ химического связывания каучука со второй поверхностью, включая металлическую поверхность, и связанную деталь I, формируемую при этом, что дает возможность для исключения нанесения адгезива на соответствующую границу раздела и в соответствии с одним из воплощений обеспечивает улучшенную гибкость производства по сравнению с обычными способами, при этом, давая возможность специалисту для варьирования рабочих свойств и характеристик эластомера таким образом, как это желательно для данного применения. Таким образом, например, две стадии вулканизации могут осуществляться путем регулирования времени и температуры вулканизации, с использованием одного вулканизирующего вещества или системы вулканизации, или альтернативно могут осуществляться с использованием двух отдельных вулканизирующих веществ, каждое из которых активируется на отдельной стадии, например путем регулирования температуры выдерживания. В дополнение к этому, концентрация двух вулканизирующих веществ внутри одной композиции может варьироваться в широких пределах, при этом, поддерживая очень высокий уровень адгезии с подложками, включая металл, с предсказуемыми, в целом, воздействиями на технологические и физические свойства каучука. Так, например, количество первого пероксидного вулканизирующего вещества может быть оптимизировано для получения очень высокой прочности на разрыв для простоты извлечения частично вулканизированного каучука из формы. Количество второго пероксидного вулканизирующего вещества в дополнение к этому может быть оптимизировано для получения низкой компрессионной остаточной деформации конечной детали. Хотя, как отмечено выше, настоящее изобретение обеспечивает способность длительного соединения каучука, например, с металлической подложкой в отсутствие отдельного адгезива или другого слоя покрытия, отсутствие такого слоя или композиции на соответствующей поверхности каучук:металл или каучук:подложка не является необходимым при осуществлении настоящего изобретения.
Хотя настоящее изобретение описывается подробно для целей иллюстрации, необходимо понять, что такие подробности предназначены только для этой цели и что изменения могут быть проделаны в нем специалистом в данной области без отклонения от духа или рамок настоящего изобретения, исключая то, как они могут быть ограничены прилагаемой формулой изобретения. Изобретение, описанное здесь, может быть осуществлено соответствующим образом в отсутствие любого элемента, не описанного в нем конкретно.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВУЛКАНИЗИРУЕМАЯ ТЕРМОПЛАСТИЧНАЯ ЭЛАСТОМЕРНАЯ СМЕСЬ, СПОСОБ ЕЕ ПОЛУЧЕНИЯ И ЕЕ ПРИМЕНЕНИЕ | 2003 |
|
RU2339661C2 |
| ЭКСТРУЗИЯ АДГЕЗИВА ДЛЯ ЛАМИНАТОВ ИЗ ДИНАМИЧЕСКИ ВУЛКАНИЗИРОВАННОГО ТЕРМОПЛАСТИЧНОГО ЭЛАСТОМЕРА | 2011 |
|
RU2569084C2 |
| ВУЛКАНИЗИРУЕМЫЕ ПЕРОКСИДОМ БУТИЛКАУЧУКОВЫЕ СОСТАВЫ, ПРИГОДНЫЕ ДЛЯ РЕЗИНОВЫХ ИЗДЕЛИЙ | 2005 |
|
RU2431645C2 |
| ДИНАМИЧЕСКИ ВУЛКАНИЗИРОВАННЫЕ ТЕРМОПЛАСТИЧНЫЕ ЭЛАСТОМЕРНЫЕ ЛАМИНАТЫ | 2011 |
|
RU2569089C2 |
| ЭЛАСТОМЕРНАЯ КОМПОЗИЦИЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2020 |
|
RU2755481C1 |
| ДИНАМИЧЕСКИ ВУЛКАНИЗИРОВАННАЯ ТЕРМОПЛАСТИЧНАЯ ЭЛАСТОМЕРНАЯ ПЛЕНКА | 2011 |
|
RU2571737C2 |
| ПРИВОДНОЙ РЕМЕНЬ С ЭЛЕМЕНТОМ, ПОЛУЧЕННЫМ ИЗ КЛЕЙКОГО КАУЧУКА С ВЫСОКИМ МОДУЛЕМ | 2001 |
|
RU2241159C2 |
| СПОСОБ НЕПРЕРЫВНОГО ПОЛУЧЕНИЯ ТЕРМОПЛАСТИЧНЫХ ЭЛАСТОМЕРНЫХ КОМПОЗИЦИЙ, НЕ СОДЕРЖАЩИХ ГАЛОГЕНЫ | 2012 |
|
RU2614277C2 |
| ОТВЕРЖДАЕМЫЕ ПЕРОКСИДНОЙ ВУЛКАНИЗАЦИЕЙ БУТИЛОВЫЕ КОМПОЗИЦИИ ДЛЯ РЕЗИНОВЫХ ИЗДЕЛИЙ | 2005 |
|
RU2431646C9 |
| РЕЗИНОВАЯ КОМПОЗИЦИЯ И ДЕМПФЕР ВИБРАЦИЙ С ИСПОЛЬЗОВАНИЕМ РЕЗИНОВОЙ КОМПОЗИЦИИ | 2005 |
|
RU2339658C2 |
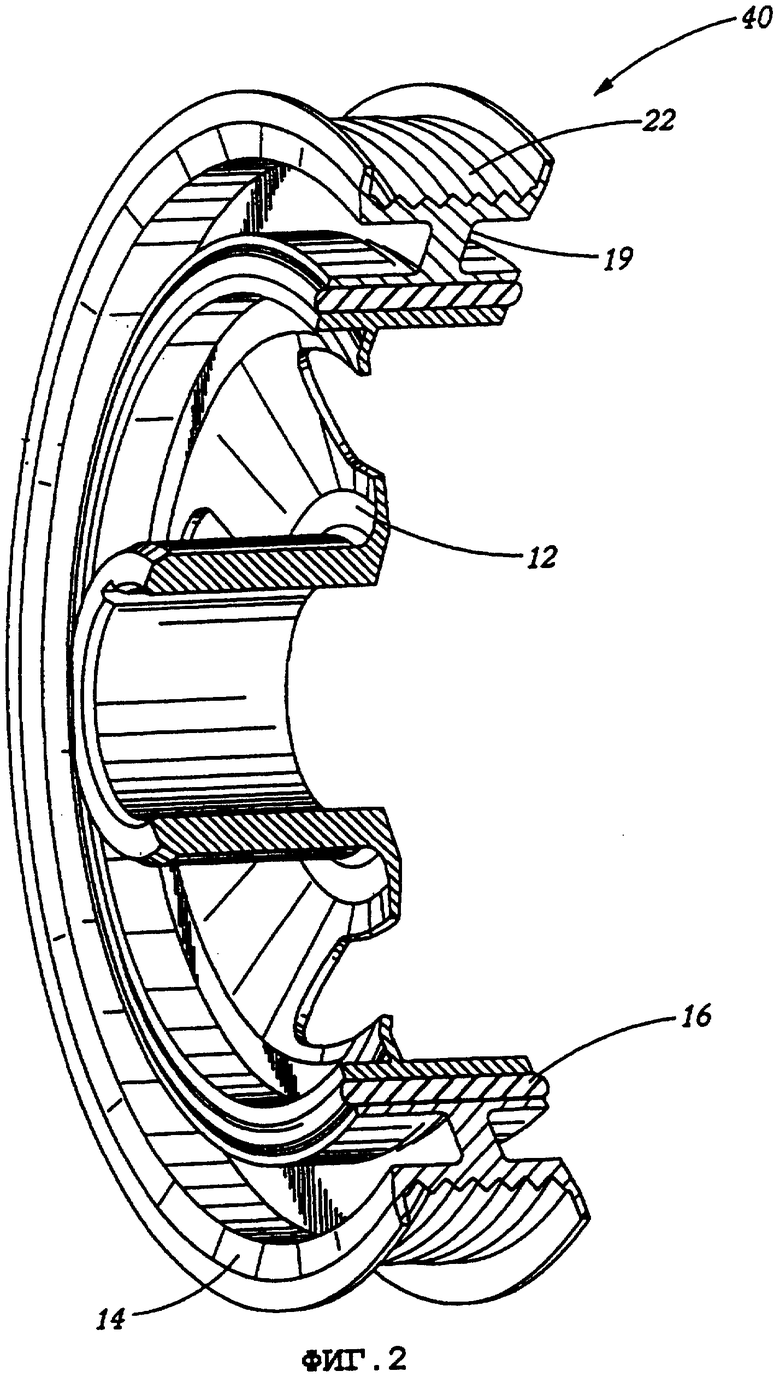
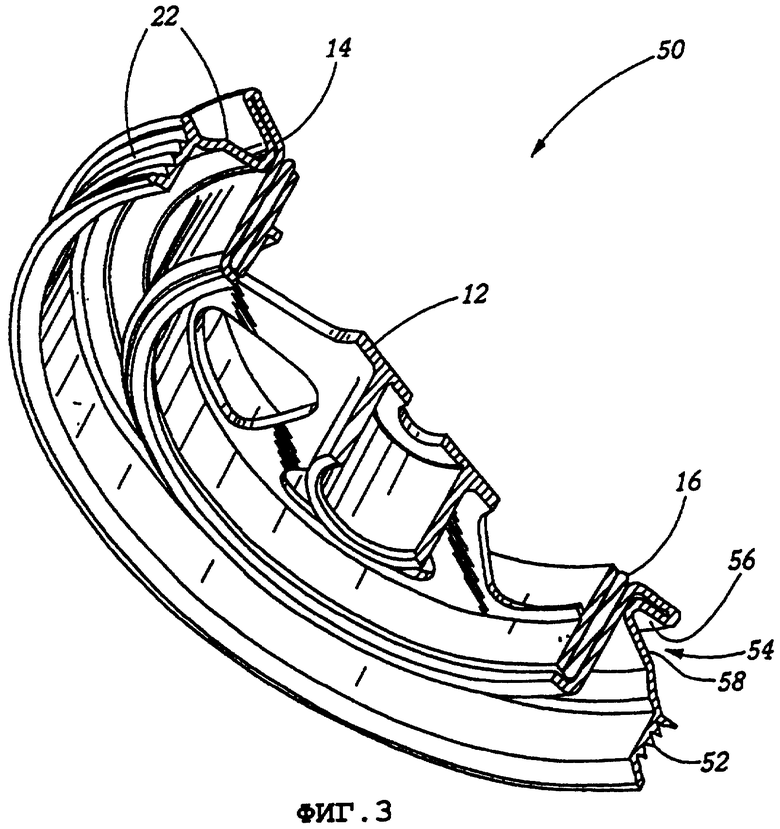
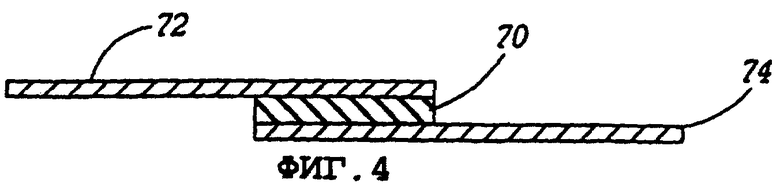
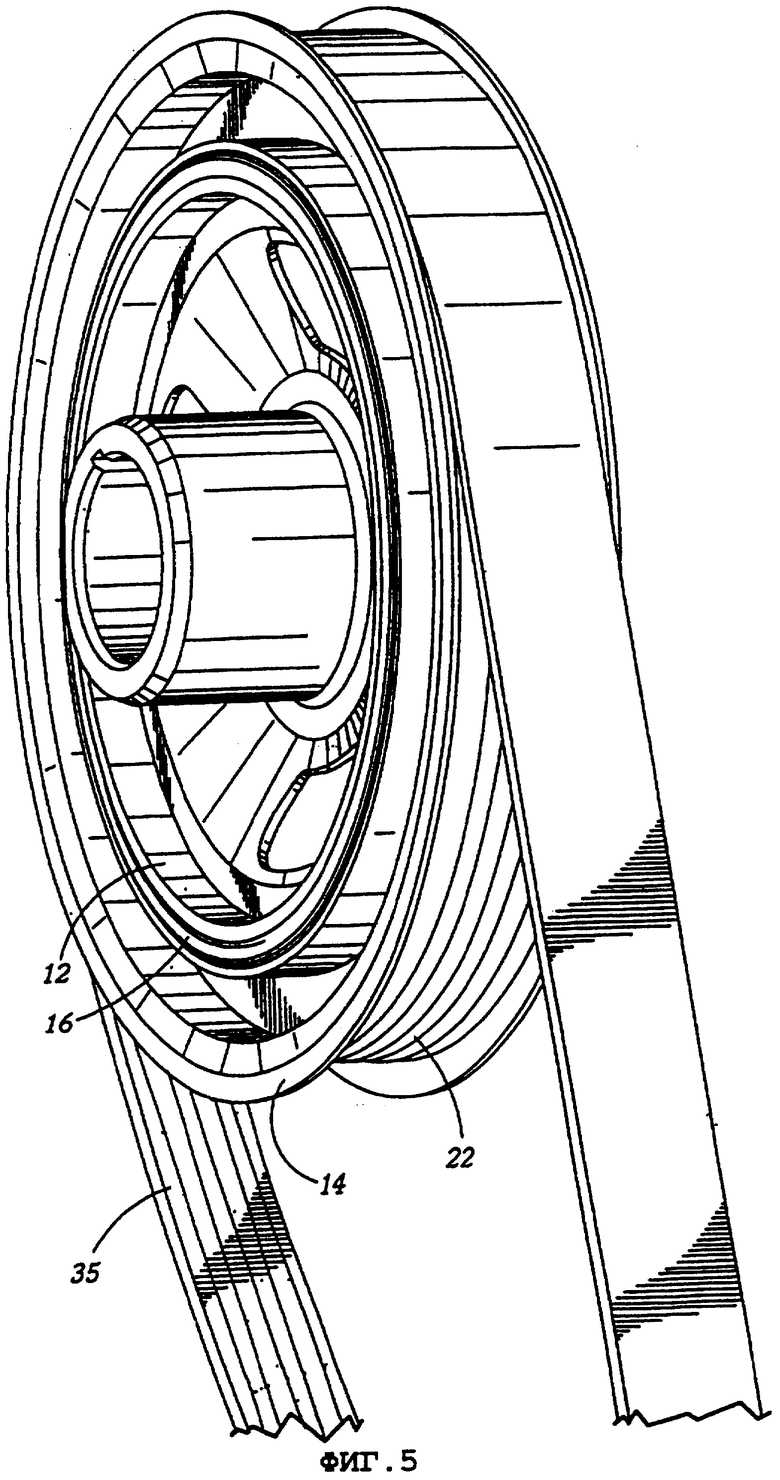
Изобретение относится к связанной детали, содержащей каучуковый элемент, присоединенной к второй подложке, например к демпферу торсионных вибраций, а также к способу непосредственного связывания каучука со второй подложкой. Получают соединенную деталь, содержащую каучуковый элемент и по меньшей мере одну из первой внешней детали и второй внешней детали в несколько стадий. Помещают эластомерную композицию с адгезивной добавкой и вулканизирующим веществом в форму для формования и вулканизации. Выдерживают композицию на первой стадии вулканизации, включающей первую температуру, первое давление и первый период выдерживания, достаточных для менее, чем полной вулканизации указанной композиции. Затем приводят сформованную и частично вулканизованную композицию в контакт с по меньшей мере одной и второй указанных внешних деталей. Выдерживают на второй стадии вулканизации до полной вулканизации. Технический результат состоит в снижении трудоемкости способа, в устранении стадии нанесения адгезива на поверхность внешней детали. 2 н. и 12 з.п. ф-лы, 10 табл., 5 ил.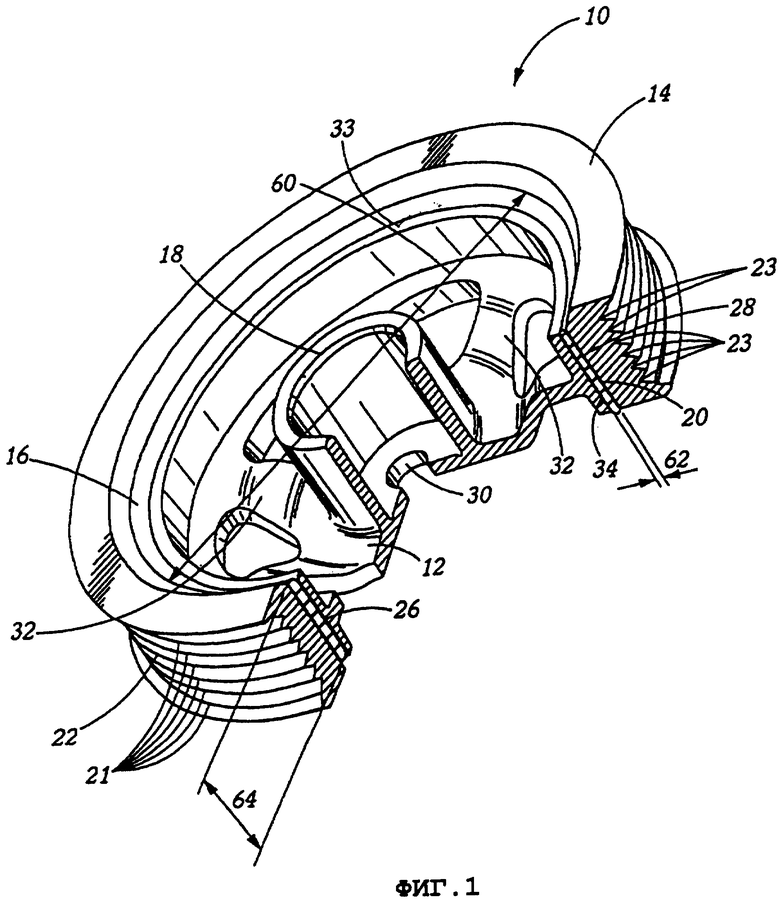
помещения невулканизированной эластомерной композиции, содержащей, по меньшей мере, один эластомер, по меньшей мере, одну адгезивную добавку, облегчающую связь между указанным каучуковым элементом и указанной по меньшей мере одной внешней деталью, и, по меньшей мере, одно вулканизирующее вещество, в форму для формования и вулканизации, отличающийся тем, что способ дополнительно включает стадии
выдерживания указанной эластомерной композиции на первой стадии вулканизации, включающей первую температуру, первое давление и первый период выдерживания, достаточных для менее чем полной вулканизации указанной эластомерной композиции, до точки, в которой указанная композиция способна к, по существу, сохранению формы, придаваемой ей указанной формой, когда она извлекается из нее;
приведения сформованной таким образом менее чем полностью вулканизированной эластомерной композиции в контакт с поверхностью, по меньшей мере, одной из указанной первой внешней детали и указанной второй внешней детали; и
выдерживания указанной менее чем полностью вулканизированной эластомерной композиции на второй стадии вулканизации, включающей вторую температуру, второе давление и второй период выдерживания, достаточных для полной, по существу, вулканизации указанной эластомерной композиции.
указанный каучуковый элемент сформован и расположен так, чтобы находиться между указанными металлическими деталями, по меньшей мере, в одном состоянии из нейтрального состояния и состояния сжатия, при температуре в пределах от около -20°С до около 120°С и указанное соединение каучукового элемента, по меньшей мере, с одной из указанных металлических деталей достигается, по существу, в отсутствие слоя адгезива между указанным каучуковым элементом и указанной, по меньшей мере, одной металлической деталью.
этиленальфаолефинового эластомера; этиленакриловового эластомера, полихлоропренового каучука, акрилонитрилбутадиенового каучука, гидрированного акрилонитрилбутадиенового каучука, стирол-бутадиенового каучука, алкилированного хлорсульфонированного полиэтилена, эпихлоргидрина, полибутадиенового каучука, природного каучука, хлорированного полиэтилена, бромированных сополимеров полиметилстиролбутена, стиролбутадиенстиролового блок-сополимера, стиролэтиленбутадиенстиролового блок-сополимера, акрилового каучука, этиленвинилацетатного эластомера, силиконового каучука и сочетания любых, по меньшей мере, двух веществ из упомянутых выше.
| US 5776924 А, 07.07.1998 | |||
| УСТРОЙСТВО ДЛЯ ОБОГАЩЕНИЯ ТОПЛИВОВОЗДУШНОЙ СМЕСИ ДВС | 2009 |
|
RU2409759C1 |
| СПОСОБ ОБРАБОТКИ СТАЛЬНОГО ТЕЛА, СПОСОБ ПРИКЛЕИВАНИЯ ТЕЛА, ИЗДЕЛИЕ | 1996 |
|
RU2162096C2 |

