Изобретение относится к железнодорожному транспорту, в частности к изготовлению и ремонту пятников грузовых вагонов. Оно может быть использовано в вагоностроении и на вагоноремонтных предприятиях.
Известен способ изготовления несущих деталей с опорными поверхностями (RU 95122261 Al, B 23 K 28/00, 27.11.97 г.), при котором получение на опорной поверхности износостойкого слоя достигается осаживанием на ней при температуре ковки накладки из износостойкого железоуглеродистого сплава равномерно распределенной статической нагрузкой с последующим охлаждением и выдержкой при максимальной нагрузке до температуры 350-550oС, разгрузкой и приваркой накладки по линии ее сопряжения с опорной поверхностью.
Этот способ имеет следующие недостатки. Для осаживания износостойкой накладки, нагретой до температуры 1200oС, на опорной поверхности детали необходимо стационарное прессовое оборудование, которое отсутствует на вагоноремонтных предприятиях. Кроме этого, замена поврежденных в эксплуатации накладок тудоемка и требует механической обработки для устранения сварных швов.
Наиболее близким к заявляемому техническому решению является способ упрочнения подпятника надрессорной балки тележки вагона (патент RU 2126317, Бюллетень 5, 20.02.99 г.), при котором на опорной поверхности подпятника, расточенного с учетом допуска на натяг и нагретого до температуры 250-300oС, размещают износостойкую вставку, выполненную по форме подпятникового места, с плотным прилеганием к его плоской опорной поверхности и после остывания подпятника осуществляют защемление вставки по наружному контуру между буртами подпятника, при этом толщину вставки принимают равной 0,2...0,3 от толщины сопряженных стенок подпятника.
Недостатком этого способа является то, что он применим только к зонам деталей, опорные поверхности которых углублены внутрь этих зон, а натяг осуществляется в результате защемления вставки выступающими наружу сопряженными стенками.
Целью заявляемого изобретения является повышение срока службы и ремонтопригодности пятников грузовых вагонов.
Сущность изобретения заключается в том, что опорно-упорные поверхности пятника механически обрабатывают с удалением слоя металла на глубину 0,2... 0,4 толщины расположенной у них стенки, а накладку толщиной, соответствующей глубине механической обработки пятника, и внутренним диаметром, меньшим диаметра упорной поверхности пятника на величину необходимого натяга, нагревают до температуры отпуска после закалки стали, из которой она изготовлена, затем размещают на пятнике с плотным прилеганием к его опорной поверхности и после остывания осуществляют натяг по контуру упорной поверхности пятника.
Существенность отличительного признака, касающегося толщины накладки, обусловленной глубиной механической обработки опорно-упорных поверхностей пятника в интервале 0,2...0,4 толщины расположенной у них стенки, заключается в отличии работы этой детали от прототипа-подпятника. Пятник при боковой перевалке опирается на край опорной поверхности меньшей площадью, чем площадь внутренней поверхности находящейся с ним в контакте подпятниковой вставки. Поэтому максимальные контактные напряжения в краевом закруглении пятниковой накладки будут пропорционально выше по сравнению с максимальными напряжениями, возникающими в закруглении подпятниковой вставки, из-за меньшего радиуса сопряжения опорно-упорной поверхностей. Это различие напряженно-деформированного состояния в пятниковой накладке и подпятниковой вставке устраняется увеличением интервала изменения толщины первой до значений 0,2.. .0,4 от толщины прилегающей к ней стенке пятника.
Существенен также признак, касающийся нагрева пятниковой накладки до температуры отпуска стали, из которой она изготовлена. В прототипе нагрев подпятника до температуры 250...300oС производится исключительно для теплового расширения наружного бурта, охватывающего размещаемую затем в нем вставку. В заявленном техническом решении нагрев производится дополнительно для проведения отпуска закаленной вставки, поскольку она должна обладать, помимо износостойких свойств, еще высокой ударной вязкостью, которую можно обеспечить для рекомендуемых марок сталей при температуре отпуска не ниже 350oС.
Пример осуществления способа.
Упрочнение опорно-упорной поверхностей пятника при ремонте грузовых вагонов поясняется на чертеже.
Пятник 1, имеющий износ в пределах ремонтных размеров, механически обрабатывается с удалением слоя металла с рабочей поверхности на глубину 6 мм от номинальных размеров, причем цилиндрическая поверхность выполняется цилиндрической диаметром 288
Перед размещением на пятнике тарель после закалки подвергается отпуску с нагревом до температуры 350oС, после чего надевается с плотным прилеганием на механически обработанную поверхность.
После полного остывания детали осуществляется необходимый натяг износостойкой накладки.
Существенным преимуществом заявленного технического решения является то, что при поступлении пятника в следующий ремонт износостойкая накладка достаточно просто удаляется (без отъема пятника от вагона) нагревом его до температуры 350oС и ускоренным охлаждением со стороны, противоположной опорно-упорной поверхности, с устранением первоначального натяга либо специальным съемником. Поскольку механически обработанная поверхность пятника в эксплуатации не изнашивается, то замена поврежденной накладки производится без дополнительной обработки пятника и без отъемки его от вагона. Это обеспечивает повышение ремонтопригодности и производительности ремонта.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОДПЯТНИК НАДРЕССОРНОЙ БАЛКИ ВАГОННОЙ ТЕЛЕЖКИ | 2002 |
|
RU2240940C2 |
| ПОДПЯТНИКОВЫЙ УЗЕЛ ТЕЛЕЖКИ ГРУЗОВОГО ВАГОНА | 2000 |
|
RU2201879C2 |
| ПОДПЯТНИКОВАЯ ВСТАВКА НАДРЕССОРНОЙ БАЛКИ ТЕЛЕЖКИ ГРУЗОВОГО ВАГОНА | 2003 |
|
RU2258016C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОДПЯТНИКА НАДРЕССОРНОЙ БАЛКИ ТЕЛЕЖКИ ВАГОНА | 2001 |
|
RU2213651C2 |
| ПОДПЯТНИКОВАЯ ВСТАВКА НАДРЕССОРНОЙ БАЛКИ ТЕЛЕЖКИ ГРУЗОВОГО ВАГОНА | 2005 |
|
RU2286272C2 |
| СПОСОБ УПРОЧНЕНИЯ ПОДПЯТНИКА НАДРЕССОРНОЙ БАЛКИ ТЕЛЕЖКИ ВАГОНА | 1998 |
|
RU2126317C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЯТНИКОВ | 2005 |
|
RU2288085C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОДПЯТНИКОВОГО УЗЛА НАДРЕССОРНОЙ БАЛКИ | 2003 |
|
RU2247015C1 |
| ПОДПЯТНИКОВЫЙ УЗЕЛ ТЕЛЕЖКИ ВАГОНА | 2004 |
|
RU2263596C1 |
| ПЯТНИКОВЫЙ УЗЕЛ ОПОРЫ КУЗОВА НА ТЕЛЕЖКУ ГРУЗОВОГО ВАГОНА | 2011 |
|
RU2466892C1 |
Изобретение относится к области железнодорожного транспорта, в частности к изготовлению и ремонту пятников грузовых вагонов. На механически обработанную опорно-упорную поверхность пятника осуществляют горячую посадку сменной накладки из износостойкой стали с регламентированной твердостью, имеющей форму опорно-упорной поверхности пятника, равную разности между номинальными размерами поверхности и ее размерами после механической обработки с учетом допуска на натяг, и толщину 0,2-0,4 толщины их стенки. Накладку, нагретую до температуры отпуска стали, размещают на опорно-упорной поверхности с плотным прилеганием между ними и после остывания осуществляют натяг накладки по периметру опорной поверхности детали. Достигаемый технический результат: повышение ремонтоспособности и долговечности. 1 ил.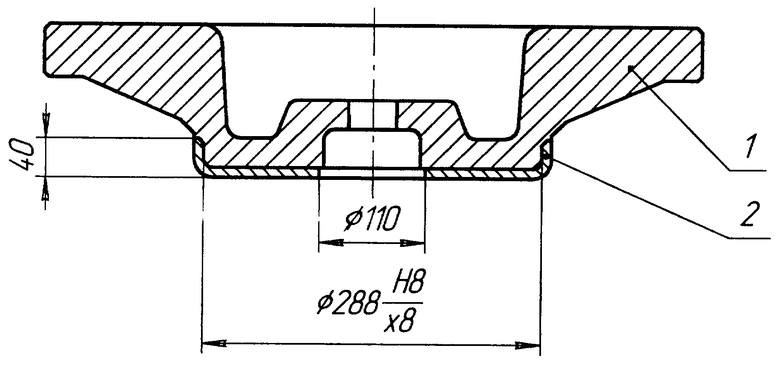
Способ упрочнения пятника грузового вагона, включающий горячую посадку на его механически обработанные опорно-упорные поверхности износостойкой накладки, выполненной по форме этих поверхностей, отличающийся тем, что опорно-упорные поверхности пятника механически обрабатывают с удалением слоя металла на глубину 0,2-0,4 толщины расположенной у них стенки, а накладку толщиной, соответствующей глубине механической обработки пятника, и внутренним диаметром, меньшем диаметра упорной поверхности пятника на величину необходимого натяга, нагревают до температуры отпуска после закалки стали, из которой она изготовлена, затем размещают на пятнике с плотным прилеганием к его опорной поверхности и после остывания осуществляют натяг по контуру упорной поверхности.
| СПОСОБ УПРОЧНЕНИЯ ПОДПЯТНИКА НАДРЕССОРНОЙ БАЛКИ ТЕЛЕЖКИ ВАГОНА | 1998 |
|
RU2126317C1 |
| RU 2056252 C1, 20.03.1996 | |||
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОДПЯТНИКА | 1996 |
|
RU2100159C1 |

