Изобретение относится к области упрочнения несущих деталей железнодорожного подвижного состава, преимущественно надрессорных балок тележек с подпятником.
Известен способ упрочнения несущих деталей грузовых вагонов по заявке №4814842/02 (а.с. №1765208, Бюллетень №36, 1992), при котором надрессорная балка нагружается по схеме поперечного изгиба от нагрузки прилагаемой к опорной поверхности подпятника при опирании балки на ее наружные концевые части, а после возникновения остаточных пластических деформаций в нижнем поясе балки, статическую нагрузку заданной величины прикладывают через промежуточную прокладку и при опирании балки в ее средней части на устройство, ограничивающее изгиб балки. При этом величина статической нагрузки составляет не менее 1,05 нагрузки, вызывающей деформацию нижнего пояса балки.
Данное техническое решение позволяет повысить сопротивление усталости подпятникового узла, но не обеспечивает повышение межремонтного периода эксплуатации детали из-за изнашивания опорно-упорных поверхностей подпятникового места.
Известен способ упрочнения подпятника надрессорной балки тележки по заявке №98104909/02 (патент RU 2126317, Бюллетень №5, 1999), при котором в подпятнике, расточенном с учетом допуска на натяг и нагретом до температуры 250-300°С, размещают износостойкую вставку с плотным прилеганием к его плоской поверхности и после остывания подпятника осуществляют защемление вставки по наружному контуру между буртами подпятника, при этом толщину вставки принимают равной 0,2-0,3 от толщины сопряженных стенок подпятника. Данное техническое решение позволяет повысить износостойкость подпятникового места, но не обеспечивает повышение долговечности надрессорной балки при действии циклических нагрузок, так как сопротивление усталости детали при нем не изменяется.
Задачей настоящего изобретения является повышение долговечности подпятникового узла за счет одновременного повышения сопротивления усталости подпятника и износостойкости его опорно-упорных поверхностей.
Поставленная задача достигается тем, что подпятниковое место надрессорной балки растачивают с учетом толщины стенок износостойкой вставки, выполненной в виде тарели, и допуска на ее натяг между буртами подпятника, необходимого для защемления последней, после чего балку устанавливают на столе пресса при опирании на ее нижний пояс и осуществляют местный нагрев подпятника до расширения диаметра подпятникового места не менее наружного диаметра вставки. Затем в подпятниковом месте размещают износостойкую вставку с плотным прилеганием к его опорной плоскости, обеспечиваемым прижатием давильником пресса, имеющим выпуклую сферическую поверхность высотой по оси симметрии, равной прогибу опорной плоскости подпятника, при котором происходит упругопластическое деформирование последнего с появлением в нем относительных остаточных деформаций не более 0,3%. Упругопластическое деформирование подпятника осуществляют с момента появления натяга между его буртами и вставкой и заканчивают при полном соприкосновении поверхности давильника с опорной поверхностью подпятникового места и температуре последнего не выше 150°С, после чего разгружают надрессорную балку.
Существенными отличительными признаками заявляемого изобретения являются следующие
- упругопластическое деформирование подпятникового узла осуществляется совместно с износостойкой вставкой при опирании надрессорной балки на ее нижний пояс;
- проведение упругопластического деформирования с использованием давильника, с выпуклой сферической поверхностью высотой по оси симметрии, равной прогибу опорной плоскости подпятника, при котором относительные остаточные деформации не превышают 0,3%;
- упругопластическое деформирование осуществляется с момента появления натяга между буртами подпятника и вставкой при ее горячей посадке и заканчивается при температуре подпятника не выше 150°С.
Существенность отличительных признаков подтверждается следующим:
- упругопластическое деформирование подпятникового узла оптимально проводить совместно с износостойкой вставкой в процессе ее горячей посадки для обеспечения плотного прилегания последней к опорно-упорным поверхностям подпятникового места;
- проведение упругопластического деформирования с использованием давильника, имеющего сферическую выпуклую поверхность высотой по оси симметрии, равной прогибу опорной плоскости подпятника, позволяет получить в нем необходимый уровень остаточных напряжений, поскольку величина последних находится в прямой зависимости от максимального прогиба;
- упругопластическое деформирование должно осуществляться с момента появления натяга между цилиндрическими стенками бурта подпятника и вставкой для предотвращения выхода последней из подпятника при разгрузке детали;
- упругопластическое деформирование должно заканчиваться при температуре подпятника не выше 150°С, поскольку при более высокой температуре имеет место релаксация остаточных напряжений, вызывающая снижение эффекта упрочнения подпятника.
Пример конкретного выполнения.
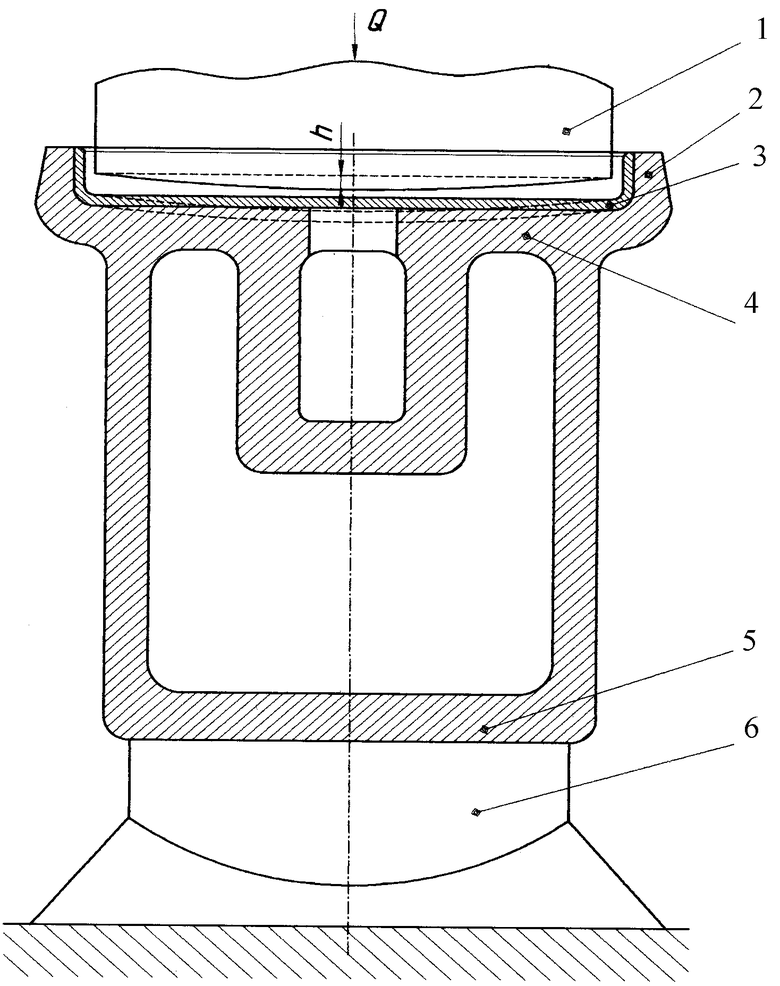
На фиг.1 показана схема упрочнения подпятникового узла надрессорной балки тележки грузового вагона, по которой в подпятниковом месте, ограниченном опорной поверхностью подпятниковой плиты 1 и упорной поверхностью 2, после его теплового расширения при местном нагреве до температуры не ниже 250°С размещают износостойкую вставку, выполненную в виде тарели с плоской опорной и кольцевой упорной стенками. Балка опирается своим нижним поясом 5 на опорный элемент 6, установленный на столе пресса. Подпятник нагружают после появления натяга между соприкасающимися поверхностями бурта и тарели через опорную стенку последней с помощью давильника 4, имеющего выпуклую рабочую поверхность с высотой сферы по центральной оси симметрии детали h, которая назначается, исходя из условия упругопластического деформирования подпятникового узла с формированиям наибольших относительных остаточных напряжений на внутренней поверхности подпятниковой плиты 1 не выше 0,3%, обеспечивающих повышение сопротивления усталости подпятникового узла при эксплуатационных нагрузках. После опускания давильника на величину h осуществляется выдержка детали под нагрузкой, пока температура бурта подпятника не снизится до 150°С, либо производится повторное нагружение подпятника после его охлаждения до заданной температуры. Затем деталь разгружается и проверяется натяг на цилиндрической стенке вставки.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Попов С.И., Двухглавов В.А., Ефимов В.П. и др. Способ упрочнения несущих деталей грузовых вагонов. Патент РФ №2126317, Бюллетень №10, 2003.
2. Попов С.И, Круглов В.М., Никишин Ю.М. и Аршинова Л.В. Способ упрочнения подпятника надрессорной балки тележки. А.с. №1765208, Бюллетень №36, 1992.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упрочнения несущих деталей грузовых вагонов | 1990 |
|
SU1765208A1 |
| СПОСОБ УПРОЧНЕНИЯ НАДРЕССОРНОЙ БАЛКИ ТЕЛЕЖКИ ГРУЗОВОГО ВАГОНА | 1993 |
|
RU2057189C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОДПЯТНИКА НАДРЕССОРНОЙ БАЛКИ ТЕЛЕЖКИ ВАГОНА | 1998 |
|
RU2126317C1 |
| ПОДПЯТНИКОВЫЙ УЗЕЛ ТЕЛЕЖКИ ГРУЗОВОГО ВАГОНА | 2000 |
|
RU2201879C2 |
| ПОДПЯТНИКОВАЯ ВСТАВКА НАДРЕССОРНОЙ БАЛКИ ТЕЛЕЖКИ ГРУЗОВОГО ВАГОНА | 2003 |
|
RU2258016C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОДПЯТНИКА НАДРЕССОРНОЙ БАЛКИ ТЕЛЕЖКИ ВАГОНА | 2001 |
|
RU2213651C2 |
| ПОДПЯТНИК НАДРЕССОРНОЙ БАЛКИ ВАГОННОЙ ТЕЛЕЖКИ | 2002 |
|
RU2240940C2 |
| ПОДПЯТНИКОВАЯ ВСТАВКА НАДРЕССОРНОЙ БАЛКИ ТЕЛЕЖКИ ГРУЗОВОГО ВАГОНА | 2005 |
|
RU2286272C2 |
| НАДРЕССОРНАЯ БАЛКА | 2008 |
|
RU2386560C2 |
| СПОСОБ УПРОЧНЕНИЯ ПЯТНИКОВ ГРУЗОВЫХ ВАГОНОВ | 2002 |
|
RU2223166C2 |
Изобретение относится к области упрочнения несущих деталей железнодорожного подвижного состава, преимущественно надрессорных балок тележек с подпятником. В способе упрочнения подпятникового узла надрессорной балки износостойкую вставку устанавливают в расширенное после нагрева до температуры не ниже 250°С подпятниковое место с нагруженном до плотного прижатия вставки к его опорной поверхности, осуществляемое при опирании надрессорной балки на ее нижний пояс с помощью давильника, имеющего выпуклую контактную со вставкой поверхность и обеспечивающего прогиб опорной поверхности подпятника, при котором происходит его упругопластическое деформирование с появлением остаточных деформаций не более 0,3%, при этом упругопластическое деформирование подпятника осуществляют с момента появления в процессе остывания натяга между его буртами и вставкой и заканчивают при полном соприкосновении контактных поверхностей вставки и давильника и температуре подпятника не выше 150°С, после чего разгружают надрессорную балку. Обеспечивается повышение долговечности подпятникового узла за счет одновременного повышения сопротивления усталости подпятника и износостойкости его опорно-упорных поверхностей. 1 ил.
Способ упрочнения подпятникового узла надрессорной балки, включающий горячую посадку в подпятниковое место, расточенное с учетом допуска на натяг износостойкой вставки, выполненной по форме его опорной поверхности, с защемлением вставки между буртами подпятника при остывании последнего, отличающийся тем, что износостойкую вставку устанавливают в расширенное после нагрева до температуры не ниже 250°С подпятниковое место с нагружением до плотного прижатия вставки к его опорной поверхности, осуществляемым при опирании надрессорной балки на ее нижний пояс с помощью давильника, имеющего выпуклую контактную со вставкой поверхность и обеспечивающего прогиб опорной поверхности подпятника, при котором происходит его упругопластическое деформирование с появлением остаточных деформаций не более 0,3%, при этом упругопластическое деформирование подпятника осуществляют с момента появления в процессе остывания натяга между его буртами и вставкой и заканчивают при полном соприкосновении контактных поверхностей вставки и давильника и температуре подпятника не выше 150°С, после чего разгружают надрессорную балку.
| СПОСОБ УПРОЧНЕНИЯ ПОДПЯТНИКА НАДРЕССОРНОЙ БАЛКИ ТЕЛЕЖКИ ВАГОНА | 1998 |
|
RU2126317C1 |
| СПОСОБ РЕМОНТА ПОДПЯТНИКА НАДРЕССОРНОЙ БАЛКИ | 1996 |
|
RU2092342C1 |
| Способ изготовления несущих деталей с опорными поверхностями | 1986 |
|
SU1433688A1 |
| Способ определения прочности межфазной пленки в жидкостях | 1975 |
|
SU525872A1 |

