Изобретение относится к области ремонта железнодорожного подвижного состава, в частности к ремонту пятников грузовых и пассажирских вагонов. Оно может быть использовано также в вагоностроении и в других областях техники при изготовлении аналогичных деталей.
Известен способ восстановления пятников, включающий установку на механически обработанные упорную цилиндрическую и опорную поверхности пятника накладки из листовой стали с износостойкими свойствами, выполненной по форме упомянутых поверхностей пятника и толщиной, равной глубине механической обработки пятника (RU 2223166 С2, В 23 Р 6/00, 10.02.2004). Недостатком данного технического решения является трудность обеспечения плотного прилегания накладки к пятнику в местах радиусных сопряжений их опорной и упорной поверхностей.
Целью изобретения является повышение эксплуатационной надежности пятников и улучшение их ремонтопригодности.
Поставленная цель достигается тем, что на механически обработанные опорно-упорные поверхности пятника осуществляют напрессовку в горячем состоянии дискообразной заготовки накладки из листовой стали с износостойкими свойствами толщиной, равной глубине обтачивания пятника, выполненной по форме упомянутых поверхностей пятника и нагретой до температуры выше точки Ас3 диаграммы состояния "железо-углерод", которую размещают на опорной поверхности пятника при температуре последнего не выше 550°С, при этом опорно-упорные поверхности пятника перед установкой накладки обтачивают на глубину не менее максимального износа с шероховатостью в пределах 16≤Rz≤50 с получением высоты упорной цилиндрической поверхности не менее глубины подпятника надрессорной балки тележки за вычетом толщины стенки накладки, а напрессовывание заготовки накладки осуществляют с осаживанием последней давильником с охлаждаемой поверхностью и обжатием напусков в процессе охлаждения накладки в интервале температур Ас3÷Ar1 диаграммы состояния "железо-углерод", а после разгрузки осуществляют самоотпуск накладки за счет теплообмена с сопряженными с ней стенками пятника.
Существенными отличительными признаками изобретения являются:
- обтачивание опорно-упорной поверхностей пятника с шероховатостью 16≤Rz≤50 на глубину не менее их максимального износа;
- напрессовывание на обточенные поверхности пятника в горячем состоянии заготовки накладки, выполненной из листовой стали с износостойкими свойствами, при температуре пятника не выше 550°С;
- температура нагрева заготовки накладки перед горячим прессованием выше точки Ас3 диаграммы состояния "железо-углерод";
- осаживание накладки на опорной поверхности пятника через охлаждаемую поверхность давильника и обжатие ее напусков вокруг цилиндрической поверхности пятника в процессе охлаждения накладки ниже точки Ar1 диаграммы состояния "железо-углерод";
- самоотпуск накладки после разгрузки за счет теплообмена с сопряженными с ней стенками пятника.
Существенность отличительных признаков подтверждается следующим:
1. Обтачивание опорно-упорной поверхностей пятника с шероховатостью 16≤Rz≤50 необходимо для увеличения сцепления контактных поверхностей соединения накладки и пятника для предотвращения сползания накладки с последнего в процессе эксплуатации. При этом глубина обтачивания должна быть не меньше максимального износа опорно-упорной поверхностей пятника для обеспечения плотного прилегания к ним стенок накладки.
2. Напрессовываиие заготовки накладки должно производиться на сухую поверхность обточенного пятника, предпочтительно при его нагреве до температуры отпуска стали, чтобы исключить сквозное закаливание накладки и образование в ней трещин при ее усадке в процессе охлаждения. Однако более эффективен подогрев пятника перед напрессовыванием накладки в интервале температур отпуска для снятия остаточных напряжений в пятнике, возникших при предыдущих ремонтах наплавкой, а также в процессе эксплуатации. Максимальная температура подогрева пятника должна быть не более 550°С, регламентированной для отпуска пятников после восстановления наплавкой.
3. Температура нагрева заготовки накладки перед горячим прессованием должна превышать точку Ас3 диаграммы состояния "железо-углерод", необходимой для получения в слое, расположенном у ее рабочей поверхности закалочных структур при последующем ускоренном охлаждении, обеспечиваемом теплообменом через контактную поверхность давильника.
4. Осаживание накладки на опорной поверхности пятника через охлаждаемую поверхность давильника необходимо для совмещения операций горячего прессования накладки и ее поверхностной закалки.
5. Самоотпуск накладки после разгрузки пятника необходим для улучшения структуры стали и повышения сопротивления накладки хрупкому разрушению, в частности в условиях эксплуатации при отрицательных температурах.
Пример осуществления способа.
Восстановление изношенных поверхностей пятников грузовых вагонов по разработанному техническому решению осуществляется следующим образом (фиг.1).
Изношенные упорная 1 и опорная 2 поверхности пятника обтачиваются с шероховатостью Rz 16 на одинаковую глубину, измеряемую от их номинальных размеров и равную толщине h1 стенок вставки, имеющей форму тарели с упорной кольцевой стенкой 3 и опорной стенкой 4, имеющей центральное отверстие для шкворня. При этом упорная поверхность 1 выполняется цилиндрической на высоту h-h1 (в примере осуществления способа 30 мм). Заготовка накладки (фиг.2) в виде диска выполняется из листового проката закаливаемых марок стали (в примере сталь 45) толщиной не менее максимального износа, допускаемого при восстановлении пятников наплавкой (в примере h1=8 мм). Затем осуществляется индукционный нагрев пятника до температуры 300°С и на его опорной поверхности 2 размещается нагретая до температуры закалки стали (в примере до 850°С) дискообразная заготовка накладки, которая осаживается на последней нормально приложенной статической нагрузкой с одновременным обжатием ее напусков, выступающих за контур опорной поверхности (на фиг.2 показан пунктирной окружностью), предназначенных для выполнения кольцевой упорной поверхности пятника. Обжатие напусков осуществляется с выполнением упорной поверхности кольцевой стенки вставки с конусностью, равной 12,5, что обеспечивается устройством давильника. Для получения необходимой износостойкости металла накладки через контактные с накладкой поверхности давильника осуществляется ускоренный теплоотвод, что также обеспечивается устройством последнего.
Использование заявленного способа восстановления обеспечивает снижение энерго- и трудозатрат и повышение ремонтопригодности, а также сокращение рабочих мест, связанных с вредными условиями труда (сварочно-наплавочные работы).
Изобретение относится к области ремонта железнодорожного подвижного состава, а именно к ремонту пятников грузовых и пассажирских вагонов. Способ включает получение накладки на механически обработанных упорной цилиндрической и опорной поверхностях пятника, путем размещения нагретой заготовки накладки, имеющей дискообразную форму, и ее осаживание на опорной поверхности пятника с обжатием напусков вокруг упорной цилиндрической поверхности пятника. После разгрузки пятника осуществляют самоотпуск накладки, выполненной по форме упомянутых поверхностей пятника и толщиной, равной глубине механической обработки пятника. Механическую обработку упорной цилиндрической и опорной поверхностей пятника производят обтачиванием на глубину не менее их максимального износа с шероховатостью 16≤Rz≤50. При этом высота упорной цилиндрической поверхности пятника должна быть не менее глубины подпятника надрессорной балки тележки за вычетом толщины стенки накладки. Заготовку накладки нагревают до температуры выше точки Ас3 диаграммы состояния "железо-углерод" и размещают на опорной поверхности пятника в горячем состоянии при температуре последнего не выше 550°С. Осаживание заготовки накладки производят давильником с охлаждаемой поверхностью, а обжатие напусков осуществляют в процессе охлаждения заготовки накладки в интервале температур Ас3-Ar1 диаграммы состояния "железо-углерод". В результате повышается эксплуатационная надежность пятников и улучшается их ремонтопригодность. 2 ил.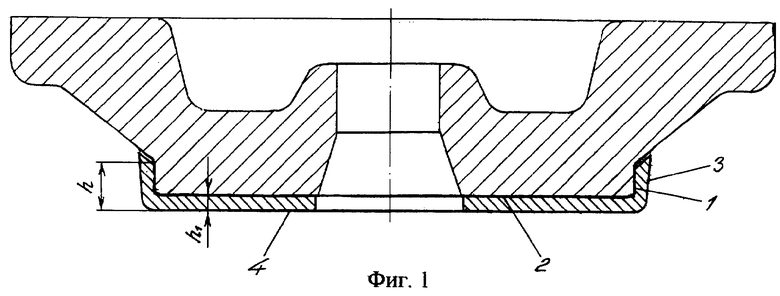
Способ восстановления пятников, включающий напрессовку в горячем состоянии на механически обработанные упорную цилиндрическую и опорную поверхности пятника накладки из листовой стали с износостойкими свойствами, выполненной по форме упомянутых поверхностей пятника и толщиной, равной глубине механической обработки пятника, отличающийся тем, что при восстановлении пятника напрессовку накладки осуществляют путем размещения заготовки накладки, имеющей дискообразную форму, на опорной поверхности пятника, осаживания заготовки накладки на упомянутой опорной поверхности и обжатия ее напусков вокруг упорной цилиндрической поверхности пятника, при этом механическую обработку упорной цилиндрической и опорной поверхностей пятника производят обтачиванием на глубину не менее их максимального износа с шероховатостью 16≤Rz≤50, с получением высоты упорной цилиндрической поверхности пятника не менее глубины подпятника надрессорной балки тележки за вычетом толщины стенки накладки, заготовку накладки нагревают до температуры выше точки Ас3 диаграммы состояния "железо-углерод" и размещают на опорной поверхности пятника в горячем состоянии при температуре последнего не выше 550°С, осаживание заготовки накладки производят давильником с охлаждаемой поверхностью, обжатие напусков осуществляют в процессе охлаждения заготовки накладки в интервале температур Ас3-Ar1 диаграммы состояния "железо-углерод", а после разгрузки пятника осуществляют самоотпуск накладки за счет теплообмена с сопряженными с ней стенками пятника.
| СПОСОБ УПРОЧНЕНИЯ ПЯТНИКОВ ГРУЗОВЫХ ВАГОНОВ | 2002 |
|
RU2223166C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОДПЯТНИКА НАДРЕССОРНОЙ БАЛКИ ТЕЛЕЖКИ ВАГОНА | 2001 |
|
RU2213651C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ОПОРНЫХ ПОВЕРХНОСТЕЙ НЕСУЩИХ ДЕТАЛЕЙ ГРУЗОВЫХ ВАГОНОВ | 2002 |
|
RU2226460C2 |
| Способ изготовления несущих деталей с опорными поверхностями | 1986 |
|
SU1433688A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ОПОРНЫХ ПОВЕРХНОСТЕЙ НЕСУЩИХ ДЕТАЛЕЙ ГРУЗОВЫХ ВАГОНОВ | 1998 |
|
RU2156681C2 |
| US 4657171 A1, 14.04.1987. | |||

