Изобретение относится к железнодорожному транспорту, в частности к ремонту надрессорных балок тележек вагонов.
Наиболее близким к заявленному техническому решению является "Способ упрочнения подпятника надрессорной балки тележки вагона". (Патент Российской Федерации 2126317, Бюллетень 5, 1999 г.). По нему восстановление подпятника осуществляется горячей посадкой износостойкой вставкой в расточенное с учетом допуска на натяг подпятниковое место, нагретое до температуры 250-300oС, с плотным прилеганием к его плоской опорной поверхности, после остывания которого осуществляется защемление вставки по наружному контуру между буртами подпятника, при этом толщину вставки принимают равной 0,2-0,3 от толщины сопряженных стенок подпятника.
Недостатком этого способа является следующее. Значительная часть надрессорных балок поступает в ремонт с повышенным и неравномерным износом подпятникового места. При этом упорная поверхность наружного бурта изнашивается в виде овала, а наибольший износ превышает размер 0,2-0,3 от толщины сопряженной стенки подпятника. Это вызывает необходимость ее наплавки и механической обработки перед горячей посадкой вставки.
Расточка наплавленного металла требует дополнительных трудозатрат и расхода режущего инструмента.
Целью заявленного технического решения является повышение ремонтопригодности и снижение затрат при восстановлении надрессорных балок тележек вагонов.
Это достигается тем, что перед горячей посадкой износостойкой вставки опорная и упорная поверхности подпятниковое место растачивается по наибольшему размеру износа, измеряемому от номинального размера и не превышающего его браковочной величины, после чего производится нагрев подпятника до температуры не ниже 250oС и наплавка внешней поверхности наружного бурта до диаметра не менее 1,1 от его номинального размера. После этого в подпятниковое место устанавливается вставка из износостойкой стали в виде равностенной тарели, имеющей наружный диаметр больше диаметра расточенной поверхности наружного бурта на величину натяга, возникающего после остывания подпятника.
На фиг.1 показан подпятник надрессорной балки тележки грузового вагона, восстановленный по заявляемому техническому решению, а на фиг.2 - его сечение по А-А (фиг. 1), где Двн.ном - номинальный (чертежный) внутренний диаметр наружного бурта; Двн.макс - наибольший размер изношенной упорной поверхности наружного бурта подпятника и диаметр, до которого она растачивается; Днар.ном - номинальный (чертежный) диаметр внешней поверхности наружного бурта; Днар.макс - диаметр внешней поверхности наружного бурта после наплавки.
Существенность отличительных признаков заявленного технического решения заключается в том, что при расточке упорной поверхности наружного бурта под горячую посадку износостойкой вставки его прочностные свойства снижаются и тем больше, чем больше диаметр подпятникового места после расточки. При однослойной наплавке внешней поверхности наружного бурта минимальное увеличение ее диаметра составляет 6-7 мм, что соответствует 1,1 Днар.ном. Проведение наплавки внешней поверхности наружного бурта до температуры не ниже 250oС необходимо для повышения качества наплавленного металла, а также для большего его расширения перед горячей посадкой, что позволяет осуществлять горячую посадку без применения нагружающих устройств.
Пример осуществления способа
Поступившая в ремонт надрессорная балка тележки грузового вагона имеет неравномерный износ наружного бурта подпятника 9 мм на сторону. Вместо предварительной наплавки изношенных мест наружного бурта и последующей механической обработки под диаметр 317 мм для постановки износостойкой вставки толщиной 6 мм производится сразу чистовая расточка его на диаметр 322 мм и глубиной на 9 мм больше номинальной глубины подпятника для постановки равностенной тарели толщиной 9 мм. После прогрева подпятникового места до температуры 250-300oС производим наплавку наружной поверхности бурта по периметру толщиной 4 мм. В нагретый подпятник устанавливается износостойкая вставка толщиной 9 мм, которая после остывания подпятника защемляется между стенками наружного кольцевого бурта.

Изобретение относится к железнодорожному транспорту, в частности к ремонту надрессорных балок тележек вагонов. Способ включает горячую посадку износостойкой вставки в расточенное с учетом натяга подпятниковое место, нагретое до температуры не ниже 250oС с защемлением вставки между стенками наружного бурта. Опорную и упорную поверхности подпятникового места растачивают по наибольшему размеру износа, измеряемому от номинального размера и не превышающего его браковочной величины. После этого производят нагрев подпятника под горячую посадку с наплавкой внешней поверхности наружного бурта до диаметра не менее 1,1 от его номинального размера. Затем в подпятниковое место устанавливают вставку, выполненную в виде равностенной тарели с наружным диаметром, превышающим диаметр расточенной поверхности наружного бурта на величину натяга, возникающего после остывания подпятника. Изобретение позволит повысить ремонтопригодность и снизить затраты при восстановлении надрессорных балок тележек вагонов. 2 ил.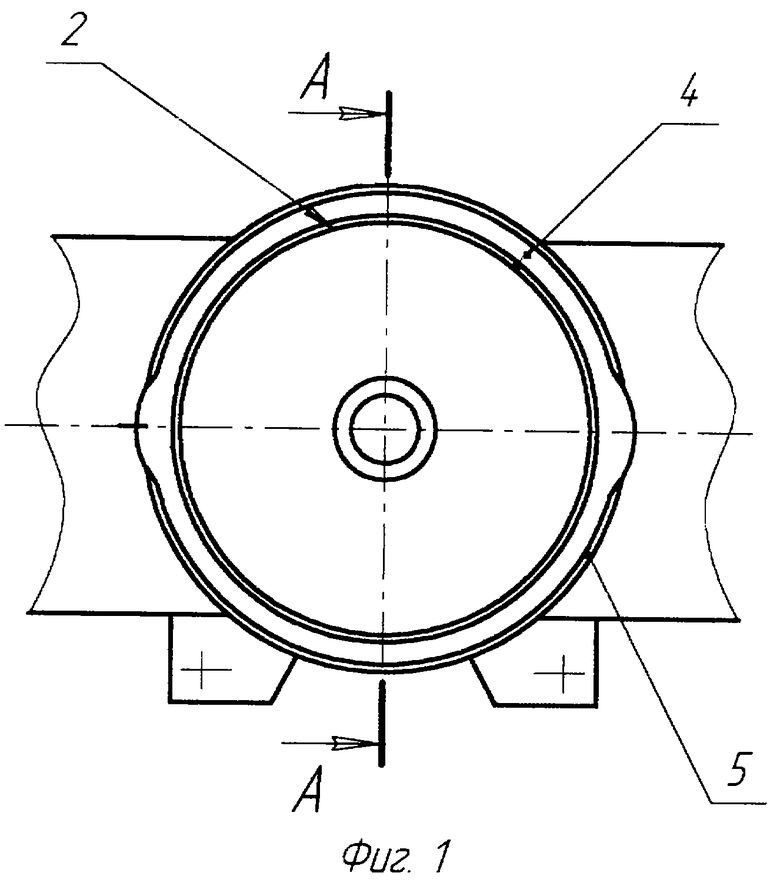
Способ восстановления подпятника надрессорной балки тележки вагона, включающий горячую посадку износостойкой вставки в расточенное с учетом натяга подпятниковое место, нагретое до температуры не ниже 250oС с защемлением вставки между стенками наружного бурта, отличающийся тем, что опорную и упорную поверхности подпятникового места растачивают по наибольшему размеру износа, измеряемому от номинального размера и не превышающего его браковочной величины, после чего производят нагрев подпятника под горячую посадку с наплавкой внешней поверхности наружного бурта до диаметра не менее 1,1 от его номинального размера, а затем в подпятниковое место устанавливают вставку, выполненную в виде равностенной тарели с наружным диаметром, превышающим диаметр расточенной поверхности наружного бурта на величину натяга, возникающего после остывания подпятника.
| СПОСОБ УПРОЧНЕНИЯ ПОДПЯТНИКА НАДРЕССОРНОЙ БАЛКИ ТЕЛЕЖКИ ВАГОНА | 1998 |
|
RU2126317C1 |
| СПОСОБ РЕМОНТА ПОДПЯТНИКА НАДРЕССОРНОЙ БАЛКИ | 1996 |
|
RU2092342C1 |
| Способ определения прочности межфазной пленки в жидкостях | 1975 |
|
SU525872A1 |

