Изобретение относится к железнодорожному транспорту, в частности к изготовлению и ремонту надрессорных балок тележек грузовых вагонов.
Оно может быть использовано в вагоностроении при изготовлении несущих деталей с опорными поверхностями.
Наиболее близким к заявляемому техническому решению является "Способ изготовления несущих деталей с опорными поверхностями", (RU 95122261 A1, B 23 K 28/00, 27.11.97), при котором получение на опорной поверхности износостойкого слоя достигается осаживанием на ней при температуре ковки накладки из износостойкого железоуглеродистого сплава равномерно распределенной статической нагрузкой с последующим охлаждением и выдержкой при максимальной нагрузке до температуры 350 - 550oС, разгрузке и приварке накладки по линии ее сопряжения с опорной поверхностью.
Этот способ имеет следующие недостатки. Для осаживания в подпятник износостойкой накладки, нагретой до температуры 1200oС, необходим гидравлический пресс с усилием порядка 250 тс. При существующих технологиях ремонт вагонов техническим оснащением вагонных депо такие прессы не предусмотрены, а их приобретение требует значительных капитальных затрат.
Замена износостойкой вставки, отслужившей свой срок работы весьма трудоемка. Извлечение изношенной вставки предусматривает ее разрушение, которое трудно выполнить без частичного повреждения подпятника, так как она приварена по линии сопряжения к подпятнику и кроме этого, будучи впрессованной в изношенный подпятник, она заполняет все поднутрения и повторяет рельеф опорной поверхности подпятникового места.
Задачей заявляемого изобретения является повышение срока службы и ремонтопригодности надрессорных балок.
Сущность изобретения заключается в горячей посадке в расточенный подпятник надрессорной балки сменной вставки из износостойкой стали с регламентированной твердостью, имеющей форму внутренней поверхности подпятникового места и толщину, равную разности между номинальными размерами подпятникового места и его размерами после механической обработки с допуском на натяг. Подпятник перед горячей посадкой нагревают до температуры 250 - 300oС, после чего вставку размещают в подпятнике с плотным прилеганием к его плоской опорной поверхности. После остывания подпятника осуществляют защемление вставки по наружному контуру между буртами подпятника, при этом толщину вставки принимают равной 0,2 . .. 0,3 от толщины сопряженных стенок подпятника после механической обработки.
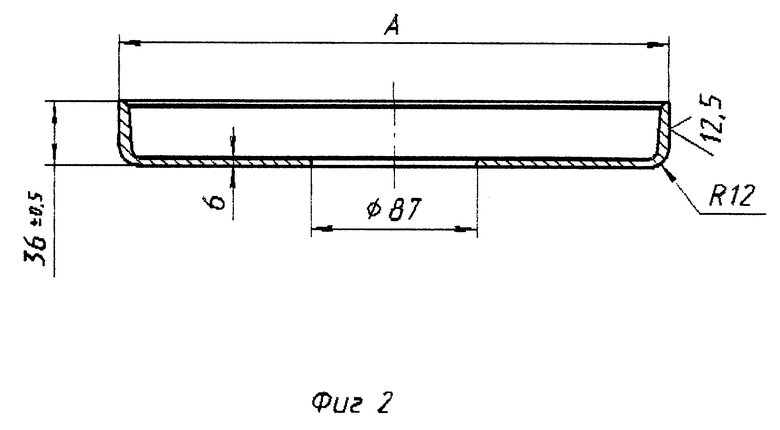
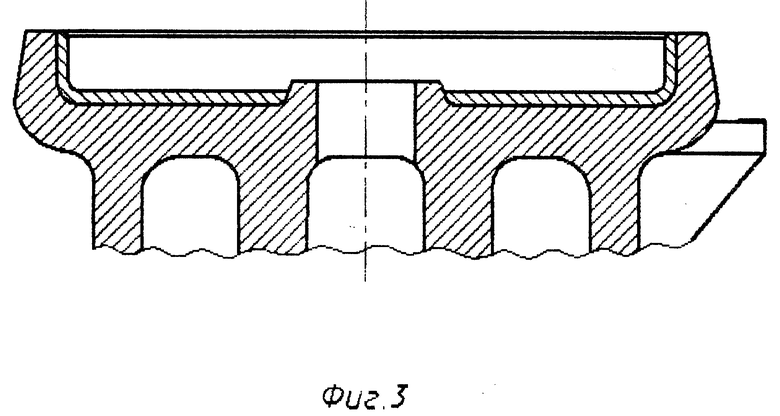
Осуществление заявляемого способа поясняется чертежами. На фиг. 1 представлен подпятник надрессорной балки в разрезе, изготовленный для горячей посадки износостойкой вставки. Штрих-пунктирная линия с двумя точками изображает рабочую поверхность подпятника до механической обработки. Сплошной линией показана внутренняя поверхность подпятника после механической обработки. На фиг. 2 изображена износостойкая вставка в разрезе. На фиг.3 изображен подпятник надрессорной балки, упрочненный посредством закрепления в нем на горячей посадке износостойкой ставки.
Пример осуществления способа
Внутренняя поверхность подпятника (фиг.1) механически обрабатывается с удалением слоя металла с рабочей поверхности толщиной 6 мм от номинальных размеров подпятника, причем внутренняя вертикальная поверхность наружного бурта выполняется цилиндрической диаметром 317+1,4 мм.
Радиус сопряжения между внутренней цилиндрической поверхностью наружного бурта и плоской опорной поверхностью подпятника составляет 12 мм. Шероховатость обработанной поверхности Ra = 12,5.
Износостойкая вставка (фиг.2) представляет собой тарель высотой 36 ± 0,5 мм с отверстием в центре диаметром 87 мм штампуется из листовой стали 35ХГСА, 65Г и др. толщиной 6 мм, термообработанной до твердости по Бринелю 320 - 400 НВ. Размеры, форма и чистота обработки внутренней поверхности износостойкой вставки определяются требованиями чертежа на новую надрессорную балку и обеспечиваются в процессе штамповки.
Наружная цилиндрическая поверхность обрабатывается механически с шероховатостью Ra = 12,5. Диаметр цилиндрической поверхности А выполняется для двух размерных групп: 318
Надрессорные балки, с подготовленным для горячей посадки подпятником, в зависимости от диаметра расточки подпятника сортируют на две размерные группы: первая группа - с диаметром 317
Непосредственно перед запрессовкой подпятник надрессорной балки нагревают до температуры 250 - 300oС.
Вследствие линейного расширения, диаметр подпятника увеличивается на величину ΔД, вычисляемую по формуле: ΔД = αД(t2-t1), где ΔД - увеличение диаметра подпятника;
Д - диаметр подпятника;
α - коэффициент линейного расширения;
t1 - температура подпятника до нагревания;
T2 - температура подпятника после нагревания.
В нагретый подпятник, диаметр которого увеличился на величину ΔД, вставляется износостойкая вставка с диаметром, соответствующим размерной группе надрессорных балок. Износостойкая вставка осаживается легкими ударами молотка (или с помощью гидропресса с усилием нескольких тонн) до плотного прилегания ее плоской опорной поверхности. За счет сокращения линейных размеров подпятника, при его остывании, износостойкая вставка защемляется с натягом, величина которого определяется как разность диаметров износостойкой вставки и подпятника (до нагревания). Износостойкая вставка в подпятнике (фиг.3) будет прочно удерживаться силами трения, возникающими между подпятником и износостойкой вставкой, поэтому вставка будет работать совместно с подпятником. Усилия, передаваемые от кузова вагона к надрессорной балке, будет восприниматься непосредственно износостойкой вставкой, предохраняющей подпятник от повреждений. Кроме упрочнения за счет повышения износостойкости возникает дополнительный эффект упрочнения подпятника за счет появления на внутренней поверхности подпятниковой плиты (противоположной опорной плоской поверхности) остаточных сжимающих напряжений, противоположных по знаку рабочим напряжениям. Величина остаточных напряжений составляет 30...50 МПа при оптимальном соотношении толщины вставки к толщине сопряженных стенок 0,2 ... 0,3, что обеспечивает, по данным ресурсных испытаний на усталость, повышение выносливости подпятника в 1,1 ... 1,2 раза. При толщине вставки меньше 0,2 от толщины подпятника этот эффект несущественен из-за низкого уровня остаточных напряжений обратного знака. Кроме этого, при меньшей толщине вставки подпятник недостаточно предохраняется от контактно-усталостных повреждений, вызываемых перевалкой кузова вагона, а сама вставка имеет пониженный ресурс работы. При большем, чем 0,3 отношении толщин вставки и стенок подпятника, ослабляется несущая способность надрессорной балки в центральной ее части.
Существенным преимуществом заявленного технического решения является то, что при поступлении надрессорной балки в ремонт изношенная вставка достаточно просто удаляется из подпятникового места. Для этого подпятник нагревается до температуры 250...300oС, а поврежденная вставка охлаждается с устранением первоначального натяга. Поскольку опорная поверхность подпятника в эксплуатации не изнашивается, то замена изношенной вставки производится без обработки подпятника. Это обеспечивает повышение производительности и ремонтопригодности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОДПЯТНИКА НАДРЕССОРНОЙ БАЛКИ ТЕЛЕЖКИ ВАГОНА | 2001 |
|
RU2213651C2 |
| ПОДПЯТНИКОВЫЙ УЗЕЛ ТЕЛЕЖКИ ГРУЗОВОГО ВАГОНА | 2000 |
|
RU2201879C2 |
| СПОСОБ УПРОЧНЕНИЯ ПОДПЯТНИКОВОГО УЗЛА НАДРЕССОРНОЙ БАЛКИ | 2003 |
|
RU2247015C1 |
| СПОСОБ УПРОЧНЕНИЯ ПЯТНИКОВ ГРУЗОВЫХ ВАГОНОВ | 2002 |
|
RU2223166C2 |
| ПОДПЯТНИК НАДРЕССОРНОЙ БАЛКИ ВАГОННОЙ ТЕЛЕЖКИ | 2002 |
|
RU2240940C2 |
| ПОДПЯТНИКОВАЯ ВСТАВКА НАДРЕССОРНОЙ БАЛКИ ТЕЛЕЖКИ ГРУЗОВОГО ВАГОНА | 2003 |
|
RU2258016C1 |
| ПОДПЯТНИКОВАЯ ВСТАВКА НАДРЕССОРНОЙ БАЛКИ ТЕЛЕЖКИ ГРУЗОВОГО ВАГОНА | 2005 |
|
RU2286272C2 |
| НАДРЕССОРНАЯ БАЛКА ТЕЛЕЖКИ | 2002 |
|
RU2223190C1 |
| СПОСОБ РЕМОНТА ПОДПЯТНИКА НАДРЕССОРНОЙ БАЛКИ | 1996 |
|
RU2092342C1 |
| НАДРЕССОРНАЯ БАЛКА | 2008 |
|
RU2386560C2 |
Изобретение относится к железнодорожному транспорту и может быть использовано при ремонте и изготовлении надрессорных балок тележек грузовых вагонов. Производят горячую посадку в расточенное подпятниковое место надрессорной балки сменной вставки из износостойкой стали с регламентированной твердостью. Толщина ее равна разности между номинальными размерами подпятникового места и его размерами после механической обработки с допуском на натяг. Подпятник перед горячей посадкой вставки нагревается до температуры 250-300oС. Износостойкая вставка осаживается до плотного прилегания ее к плоской опорной поверхности. После остывания подпятника износостойкая вставка защемляется между буртами подпятникового места с требуемым натягом. При этом толщина износостойкой вставки составляет 0,2 - 0,3 от толщины сопряженных стенок подпятника после механической обработки. Способ обеспечивает повышение долговечности и ремонтопригодности надрессорной балки вагонной тележки. 3 ил.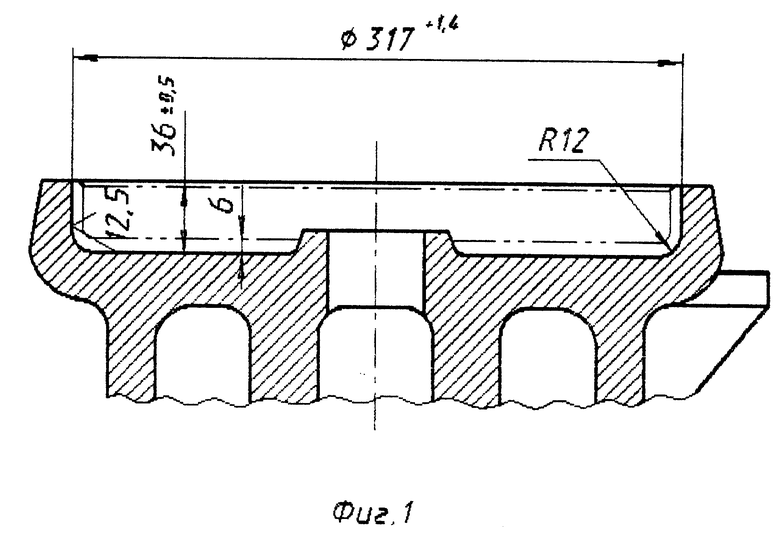
Способ упрочнения подпятника надрессорной балки тележки вагона, включающий горячую посадку на его опорную поверхность износостойкой вставки, выполненной по форме подпятникового места, отличающийся тем, что вставку размещают в расточенном с учетом допуска на натяг подпятнике, нагретом до температуры 250 - 300oC, с плотным прилеганием к его плоской опорной поверхности и после остывания подпятника осуществляют защемление вставки по наружному контуру между буртами подпятника, при этом толщину вставки принимают равной 0,2 - 0,3 от толщины сопряженных стенок подпятника.
| RU 95122201 A1, 27.11.97 | |||
| Способ изготовления несущих деталей с опорными поверхностями | 1986 |
|
SU1433688A1 |
| RU 2056252 C1, 20.03.96 | |||
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОДПЯТНИКА | 1996 |
|
RU2100159C1 |

