Изобретение относится к нанесению защитных покрытий на наружную поверхность труб и может быть использовано для нанесения вспенивающихся теплоизоляционных материалов на поверхность труб по технологии "труба в трубе", в соответствии с которой жесткая наружная оболочка и внутренняя труба при соосном их размещении образуют кольцевую полость, в которую вводят пенополимерную композицию.
Известен способ нанесения защитного покрытия на трубу, включающий доставку трубы путем линейного перемещения в форму, размещение трубы в форме с выпуском ее концов наружу, введение вспенивающейся композиции в ограниченное пространство формы и выдерживание трубы до затвердевания покрытия - патент РФ 2172889, МКИ F 16 L 59/14, 2001 г.
Однако, решая задачу снижения энергоемкости и повышения производительности, известный способ не предполагает возможности создания экономичной линии, использующей эту технологию изоляции для труб и фасонных изделий большого диапазона диаметров.
Прототипом изобретения является поточная линия, изоляции труб содержащая накопитель черных труб, устройство очистки, технологический стеллаж, устройство нанесения покрытия и транспортирующие механизмы для соединения всех участков линии - см. авт. свид. СССР 989900, С 23 D 5/00, 1984г.
Известность построения структуры линии для изоляции способом эмалирования труб не позволяет путем обычной замены функциональных частей, применяемых для эмалирования, на части устройства по технологии "труба в трубе", получить линию теплоизоляции для труб и фасонных изделий большого диапазона диаметров.
Оборудование, применяемое для обработки труб малого (⊘ 57-273 мм) и большого (⊘ 325-720 мм) диаметров, существенно отличается по материалоемкости из-за различий в конструкции и технологии, вследствие чего энергозатраты при эксплуатации будут также различны. Например, обработка труб малого диаметра на линии, оборудованной для труб большого диаметра, вызовет перерасход энергии.
Необходимость теплоизоляции труб и фасонных изделий трубопроводов расширенного диапазона диаметров с учетом требования высокой производительности ставит задачу создания комплексной энергоэкономичной линии, на которой возможна одновременная работа с трубами малого и большого диаметров или фасонными изделиями.
В связи с этим техническая задача, решаемая изобретением - создание энергоэкономичной линии теплоизоляции при расширенном диапазоне диаметров изолируемых труб и фасонных изделий трубопроводов.
Эта задача решается так, что поточная линия теплоизоляции трубопроводов, содержащая накопитель черных труб, участок подготовки и очистки поверхности труб, технологический стеллаж, участок нанесения покрытия и транспортирующие механизмы для соединения всех участков линии, на начальном участке разделена на два потока, совмещенных в дальнейшем, первый из которых - для труб малого диаметра ⊘ 57-273 мм, второй - для труб большого диаметра ⊘ 325-720 мм, при этом первый поток содержит соединенные транспортирующими механизмами без вращения накопитель труб малого диаметра или фасонных изделий, участок подготовки и очистки поверхности труб и технологический стеллаж, второй поток содержит соединенные транспортирующими механизмами с вращением накопитель труб большого диаметра или фасонных изделий, устройство подготовки и очистки поверхности труб, подъемный стол с роликами и технологический стеллаж, выходы технологических стеллажей обоих потоков соединены с участком нанесения покрытия, образуя совмещенную часть линии, при этом участок нанесения покрытия выполнен в виде промежуточного стеллажа и стола для размещения оболочек, а также тракового устройства для размещения труб с технологических стеллажей обоих потоков, камеры термостабилизации и заливочного стола.
Для работы линии с фасонными изделиями между подъемным столом с роликами и технологическим стеллажом второго потока установлено устройство для резки труб.
На чертеже приведена блок-схема линии.
Она содержит первый поток линии - для труб малого диаметра ⊘ 57-273 мм, включающий в себя накопитель 1 труб или фасонных изделий, участок 2 подготовки и очистки поверхности труб, а также технологический стеллаж 3. Второй поток линии - для труб большого диаметра ⊘ 325-720 мм - включает в себя накопитель 4 труб или фасонных изделий, участок 5 подготовки и очистки поверхности труб, подъемный стол 6 с роликами и технологический стеллаж 7. Все участки линии соединены между собой различными транспортирующими механизмами 8. При этом на первом потоке линии механизмы 8 подают трубу без вращения, а на втором потоке с накопителя 4 до стола 6 - с вращением. Оба потока служат для подготовки поверхности стальных труб к их изоляции. В конструкцию изоляции входят полиэтиленовые оболочки, размещенные на исходном стеллаже 9. Участок 10 нанесения покрытия является общим для труб всей номенклатуры диаметров. Камера 11 термостабилизации служит для подготовки сборки к нанесению теплоизоляции. Заливочный стол 12 - место нанесения теплоизоляции. Контроль качества происходит на промежуточном стеллаже 13. С технологических стеллажей 3 и 7 трубы подаются механизмами 8 на участок 10. Между подъемным столом 6 с роликами и технологическим стеллажом 7 установлено устройство 14 для резки труб на патрубки для фасонных изделий. Участок 10 содержит промежуточный стеллаж 15 и стол 16 для размещения оболочек, а также траковое устройство 17 для размещения труб, поступающих с технологических стеллажей 3 и 7.
Линия для изоляции труб малого диаметра ⊘ 57-273 мм работает следующим образом.
Черные трубы, подлежащие теплоизоляции, с накопителя 1 механизмами 8, например перекладчиками и роликовым конвейером, без вращения вокруг своей оси последовательно перемещают на участок 2 подготовки и очистки поверхности труб, включающий в себя устройство подогрева, сушки и щеточную очистную машину. После очистки труба перемещается на технологический стеллаж 3, где она подвергается операции контроля качества очистки и, при необходимости, устранению дефектов очистки с помощью ручных инструментов. С технологического стеллажа 3 механизмами 8, например перекладчиками и промежуточным конвейером, трубу перемещают на ложементы тракового устройства 17 участка 10.
Полиэтиленовые оболочки с обработанной внутренней поверхностью со стеллажа 9 перемещают механизмами 8 - перекладчиками и роликовыми конвейерами или с помощью кран-балки - на промежуточный стеллаж 15 участка 10 совмещения труб и оболочек. Здесь осуществляется подгонка длины полиэтиленовой оболочки к соответствующей трубе. Для этого используются измерительное и отрезное устройства. После этого оболочку размещают на столе 16 участка 10.
Трубу, размещенную на траковом устройстве 17, снабжают полипропиленовыми или полиэтиленовыми центраторами, на которых закрепляют сигнальные провода системы оперативного дистанционного контроля состояния теплоизоляции в процессе эксплуатации трубопровода. Затем с помощью тракового устройства 17 трубу с центраторами и проводами вдвигают в оболочку, размещенную на столе 16. После этого сборку, образованную трубой с оболочкой, помещают в камеру 11 термостабилизации. Здесь происходит подогрев сборки до заданной для режима заливки пенополиуретаном температуры и выдержка в течение времени, необходимого для выравнивания температуры по длине сборки.
Из камеры 11 сборку перемещают на заливочный стол 12, имеющий ложементы для двух труб и приспособления для одновременного механизированного снабжения и закрепления заглушек на концах оболочек. В случае снабжения оболочек заглушками вручную на заливочном столе можно разместить не две сборки, а больше, в зависимости от диаметра.
После заливки пенополиуретана в межтрубное пространство и технологической выдержки на конвейер, передающий готовые трубы к промежуточному стеллажу 13, на котором осуществляют контроль качества и маркировку готовой продукции. Здесь размещены соответствующие контрольно-измерительные приборы, оборудование для ремонта дефектов покрытия и маркировки.
Линия для изоляции труб большого диаметра ⊘ 325-720 мм работает следующим образом.
Черные трубы, подлежащие теплоизоляции, с накопителя 4 перемещают механизмами 8 - перекладчиками и роликовым конвейером. При этом по роликовому конвейеру труба движется с вращением вокруг своей оси, последовательно перемещаясь на участок 5 подготовки и очистки поверхности труб, включающий в себя устройство подогрева, сушки и щеточную очистную машину. После выхода с участка 5 подготовки и очистки труба останавливается, с помощью подъемных роликов стола 6 приподнимается над конвейером участка 5 и перемещается механизмами 8 - конвейером без вращения трубы и перекладчиком на технологический стеллаж 7, где она подвергается операции контроля качества очистки и, при необходимости, устранению дефектов очистки с помощью ручных инструментов. С технологического стеллажа 7 механизмами 8, например перекладчиками и промежуточным конвейером, трубу перемещают на ложементы тракового устройства 17 участка 10.
Дальнейшие операции по перемещению труб и оболочек большого диаметра соответствуют операциям, вышеописанным для труб малого диаметра.
Предлагаемая линия изоляции является высокопроизводительной и энергоэкономичной за счет ее разделения на участке выполнения энергоемких операций подогрева и очистки поверхности труб на два потока, т.е. для труб малого диаметра не используются устройства большой мощности.
В то же время спецификой данной технологии является то, что при работе с трубами различного диаметра на стадии нанесения теплоизоляционного покрытия две линии объединяются в одну.
Кроме того, параллельно с выполнением задания на теплоизоляцию труб одного диаметра, на втором потоке линии возможна работа по подготовке и очистке поверхности труб других диаметров с осуществлением последующей операции резки труб на патрубки для изготовления фасонных изделий трубопроводов.
Изобретение относится к строительству и используется для нанесения теплоизоляции на трубы по технологии "труба в трубе". Линия содержит накопитель черных труб, участок подготовки и очистки наружной поверхности труб, технологический стеллаж, участок нанесения покрытия и транспортирующие механизмы для соединения всех участков линии. Начальный участок линии разделен на два совмещенных в дальнейшем потока, первый из которых - для труб малого диаметра 57-273 мм, второй - для труб большого диаметра 325-720 мм. Первый поток содержит соединенные транспортирующими механизмами накопитель труб малого диаметра, участок подготовки и очистки поверхности труб и технологический стеллаж. Второй поток содержит соединенные транспортирующими механизмами накопитель труб большого диаметра, участок подготовки и очистки поверхности труб, подъемный стол с роликами и технологический стеллаж. Выходы технологических стеллажей обоих потоков соединены с участком нанесения покрытия и образуют совмещенную часть линии. Участок нанесения покрытия выполнен в виде промежуточного стеллажа и стола для размещения оболочек, а также тракового устройства для размещения труб с технологических стеллажей обоих потоков, камеры термостабилизации и заливочного стола. Расширяет арсенал технических средств. 1 з.п. ф-лы, 1 ил.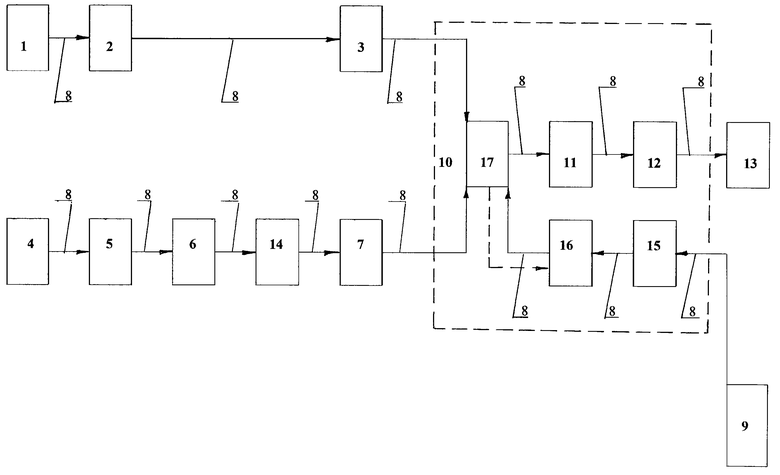
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ТРУБУ | 2000 |
|
RU2172889C1 |
| ЛИНИЯ ИЗОЛЯЦИИ ТРУБ | 1999 |
|
RU2159387C2 |
| RU 2052706 C1, 20.01.1996 | |||
| Устройство для предотвращения намотов на вальце к установке для обработки химических волокон | 1983 |
|
SU1175981A1 |
| СПОСОБ ОЧИСТКИ БРОНХОЛЕГОЧНОЙ СИСТЕМЫ | 1998 |
|
RU2152229C1 |

