Изобретение относится к высокоскоростным ножницам для поперечной резки ленты, содержащим пару противолежащих друг другу барабанов, один из которых снабжен резцовым ножом, а другой барабан подвижным упором или действующей как упор боковой поверхностью, причем резцовый нож выполнен с возможностью ускорения до скорости подача катаной ленты, подлежащей резке, причем барабаны для осуществления резки выполнены с возможностью регулирования друг относительно друга и снабжены приводным устройством для ускорения до окружной скорости, соответствующей скорости катаной ленты, подлежащей резке, и один из барабанов снабжен отдельно управляемым установочным устройством, причем резцовый нож выступает за окружность резания относительно подвижного упора и опирается на, по меньшей мере, один пружинный элемент с заданным усилием возврата, отличающиеся тем, что резцовый нож установлен подпружиненно опирающимся на установочное устройство, выполненное в виде балансира, причем точка поворота барабана находится на балансире.
При изготовлении горячекатаной широкой ленты все чаще переходят к бесконечной прокатке. Применяемый материал получается сваркой полуфабриката лент или в машине для непрерывной разливки. Но горячекатаная широкая лента изготавливается в ходе процесса полубесконечной прокатки, при которой применяемый материал может иметь многократные длины полуфабриката ленты, который может промежуточно складироваться на рольгангах, в печах с роликовым подом или на складах.
После процесса горячей прокатки готовая лента режется на длины, соответствующие требующемуся весу рулонов. Резка должна осуществляться в непрерывном режиме, то есть при скорости прокатки. Поэтому она должна осуществляться при скоростях листового широкополосного стана для горячей прокатки, обычных для настоящего времени и равных от 5 до 30 м/с, предпочтительно 10-30 м/с. При этом толщины ленты составляют от 0,5 до 30 мм, предпочтительно от 0,6 до 1,5 мм.
Известные барабанные или кривошипные ножницы, служащие для резки горячекатаной широкой ленты, не рассчитаны для таких высоких скоростей ленты. Но и летучие ножницы, применяющиеся за тандемными линиями холодной прокатки, работают в настоящее время обычно со скоростями только до приблизительно 6 м/с, однако и здесь существует потребность в значительно более высокой скорости. Известные процессы резки, при которых ножевой барабан для резки ускоряется до скорости ленты, составляющей до 30 м/с, а затем должен снова тормозиться, не могут реализоваться при таких высоких скоростях в пределах разумных затрат.
В порядке помощи уже предлагалось, чтобы ускорение ножевого барабана до скорости ленты или работа ножевого барабана со скоростью ленты могла регулироваться отдельно от перемещения, осуществляемого перпендикулярно к ленте, и что для этого, по меньшей мере, один из барабанов снабжался отдельно настраиваемым установочным устройством.
При этом один из барабанов может тогда снабжаться ножом, а другой барабан - подвижным упором или зоной боковой поверхности, действующей в качестве подвижного упора, взаимодействующими с ножом.
Однако при этом выполнении ножниц надежная и точная разделительная резка ленты обеспечивается только в том случае, если зазор при резании между режущей кромкой ножа и подвижным упором или зоной боковой поверхности контрбарабана равен нулю. В противном случае, например при избыточной длине ножа, подвижный упор и нож могут перегружаться, вплоть до разрушения, а при недостаточной длине ножа разделительный разрез остается неполным.
Однако регулирование зазора при резании на "нуль" вследствие одного или нескольких взаимосвязанных влияющих факторов - теплового расширения, износа, характеристики упругости установочного устройства, сил ускорения, допусков на изготовление и т. п. , не достигается вообще или не может достигаться достаточно надежно. Поэтому требуется, чтобы с целью действительно надежной резки ленты нож мог переставляться относительно окружности резания. Эта окружность резания вызывает однако очень быстрое повышение сил резания и поэтому явлений износа на всех деталях режущих элеметов установочного устройства вплоть до опор барабанов.
Кроме того, из уровня техники известна установка резцового ножа подпружиненно опирающимся в радиальной направляющей ножевого барабана. При этом резцовый нож может быть установлен в радиальной направляющей опирающимся на стальную пружину или пакет стальных пружин.
Из документа SU 156052 известно выполнение одного из ножевых барабанов с резцовым ножом, а другого барабана подвижным упором, взаимодействующим с резцовым ножом.
Из документа SU 1570860 известно выполнение резцового ножа опирающимся на подушку из эластомера.
В документе US 4027564 раскрываются высокоскоростные ножницы, у которых барабаны для соблюдения точного зазора между резцовым ножом и подвижным упором синхронизированы друг с другом по окружной скорости, а также скорости подачи полосы. При этом синхронизация может осуществляться электрическим или электронным путем. Она может осуществляться также с помощью приводного устройства.
Исходя из известного уровня техники задачей изобретения является усовершенствование высокоскоростных ножниц для резки горячекатаной ленты и холоднокатаной ленты при исключении вышеупомянутых трудностей и технических ограничений, чтобы надежно обеспечить точную резку при скорости ленты до 30 м/с, в том числе при минимальных толщинах ленты, а именно при исключении перегрузки ножей, подвижного упора или зоны боковой поверхности контрбарабана, а также установочного механизма и опор барабана и/или неполной резки.
Для решения этой задачи высокоскоростные ножницы согласно изобретению, содержащие пару противолежащих друг другу барабанов, один из которых снабжен резцовым ножом, а другой барабан подвижным упором или действующей как упор боковой поверхностью, причем резцовый нож выполнен с возможностью ускорения до скорости подачи катаной ленты, подлежащей резке, причем барабаны для осуществления резки выполнены с возможностью регулирования друг относительно друга и снабжены приводным устройством для ускорения до окружной скорости, соответствующей скорости катаной ленты, подлежащей резке, и один из барабанов снабжен отдельно управляемым установочным устройством, причем резцовый нож выступает за окружность резания относительно подвижного упора и опирается на, по меньшей мере, один пружинный элемент с заданным усилием возврата, отличительной особенностью которых является то, что резцовый нож установлен подпружиненно опирающимся на установочное устройство, выполненное в виде балансира, причем точка поворота барабана находится на балансире.
Согласно предпочтительной форме выполнения высокоскоростных ножниц согласно изобретению резцовый нож зажат жестко в ножевом барабане, а установочное устройство, в котором находится ножевой барабан со своей опорой, установлено подпружиненно опирающимся на пружинный элемент с заданным возвратным усилием.
Кроме того, резцовый нож может быть установлен опирающимся в радиальной направляющей барабана против силы действия пневматической среды или газовой пружины.
Является также возможным установить резцовый нож опирающимся в радиальной направляющей барабана против силы действия гидравлической среды.
Согласно другой форме выполнения высокоскоростных ножниц установочные устройства синхронизированы или управляемы с вращением барабанов таким образом, что при прохождении ножа и/или ножевого упора установочные перемещения закончены и после прохождения возвращаются в исходное положение.
Согласно предпочтительной форме выполнения резцовый нож выполнен за одно целое и в качестве такового упруго действует в радиальном направлении к ножевому барабану и установлен опирающимся на сегментообразные пружинные элементы.
В другой альтернативной форме выполнения резцовый нож может быть выполнен составным из нескольких частей, причем отдельная часть или несколько ножевых частей установлены, опираясь совместно на сегментообразные пружинные элементы.
Таким образом посредством изобретения обеспечивается достижение того, что при вращении барабана резцовый нож встречается с лентой, разрезает ее и затем опирается на подвижный упор или зону боковой поверхности контрбарабана, действующую как подвижный упор, и затем отклоняется или отпружинивает.
При взаимодействии между резцовым ножом и барабаном с подвижным упором создается преимущество, заключающееся в том, что нет необходимости в особенно точной синхронизации окружных скоростей обоих барабанов. Более того, в случае разницы окружных скоростей между резцовым ножом и барабаном с подвижным упором может использоваться вся окружность барабана с подвижным упором при взаимодействии с ножом, благодаря чему достигается распредление износа и благоприятно улучшается использование ножниц.
Вследствие этого вышеописанный принцип особенно подходит для черновой работы в линиях горячей прокатки при наивысших скоростях полосы.
Другие формы выполнения следуют из подпунктов.
Подробности, признаки и преимущества изобретения даются в нижеприведенном пояснении нескольких примеров выполнения, показанных на чертежах.
На фиг.1 показан вид сбоку и частично в разрезе ножевого барабана, взаимодействующего с подвижным упором согласно уровню техники;
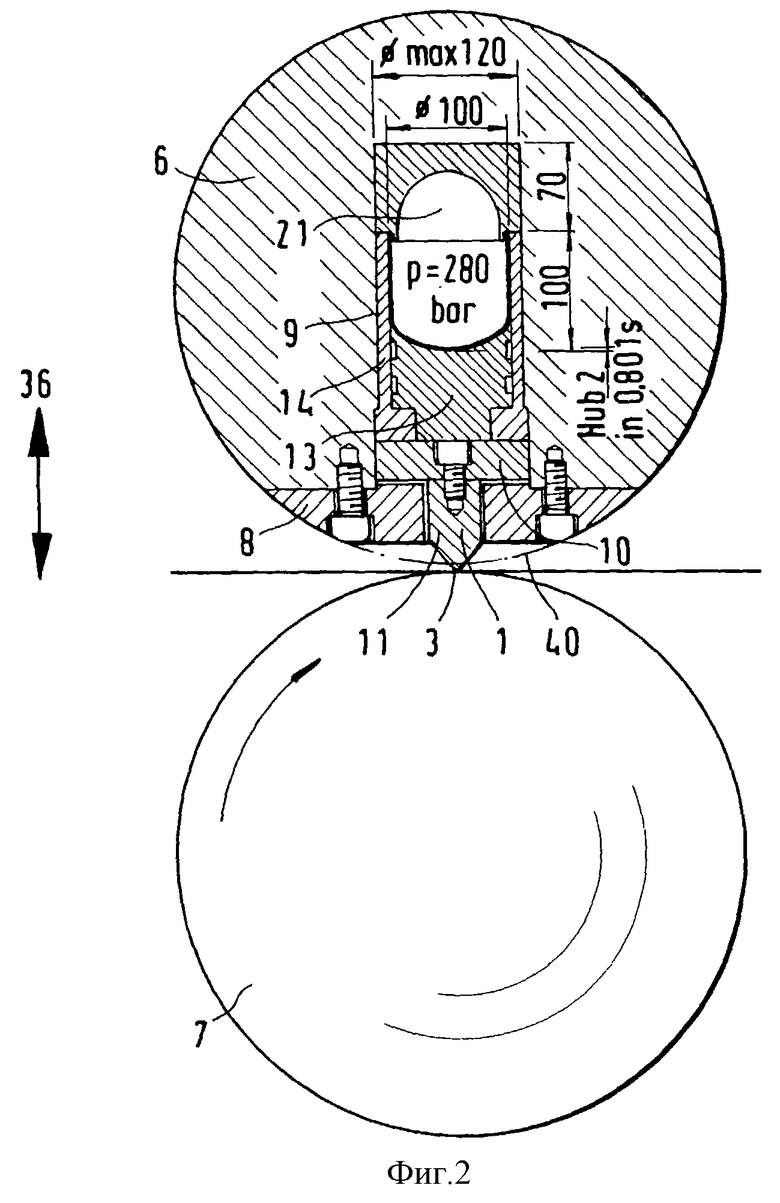
фиг. 2 - вид сбоку и частично в разрезе ножевого барабана с пневматической опорой выступающего резцового ножа;
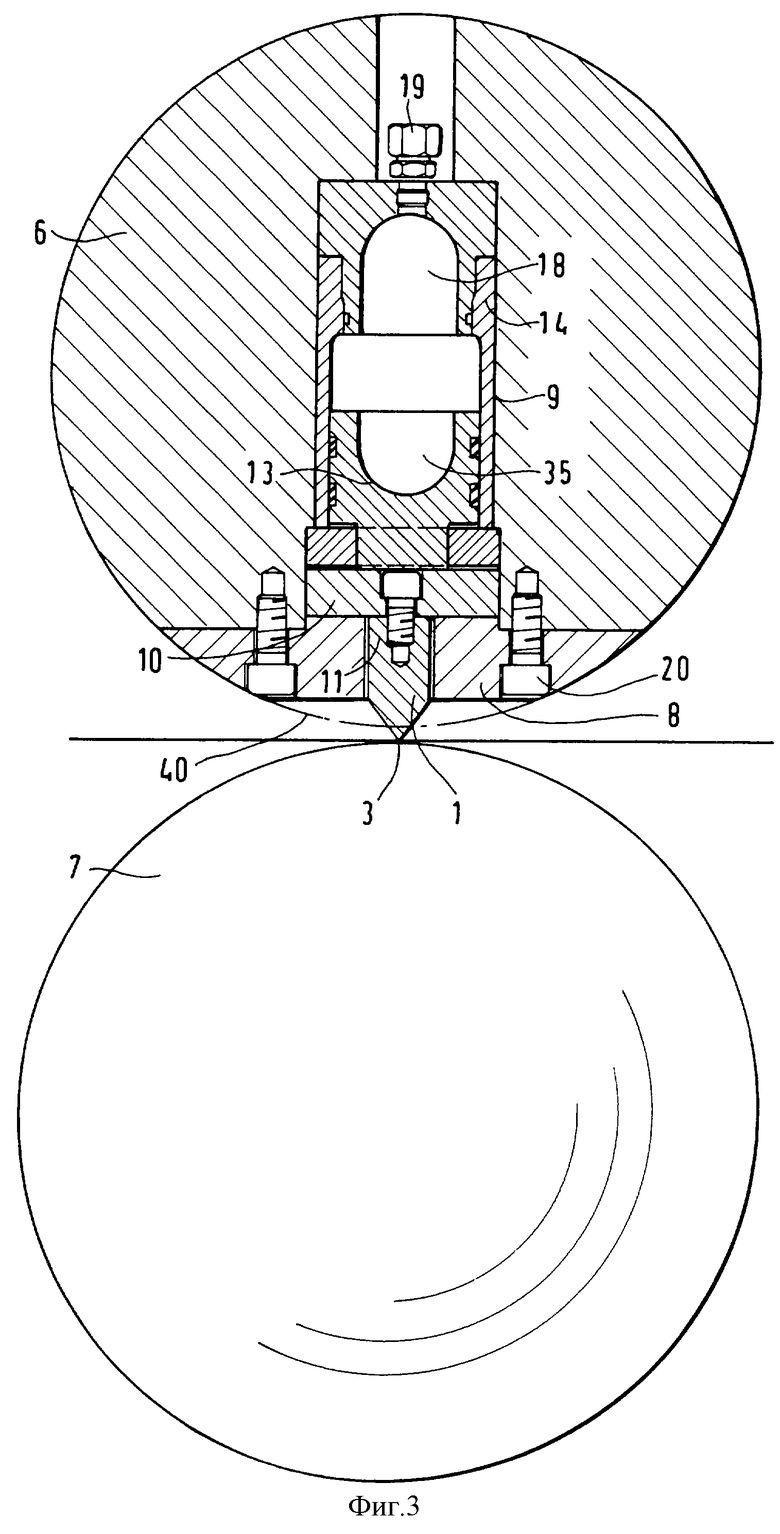
фиг.3 - барабан в разрезе и во взаимодействии с подвижной опорой с пневматически/гидравлически опирающимся резцовым ножом в увеличенном масштабе;
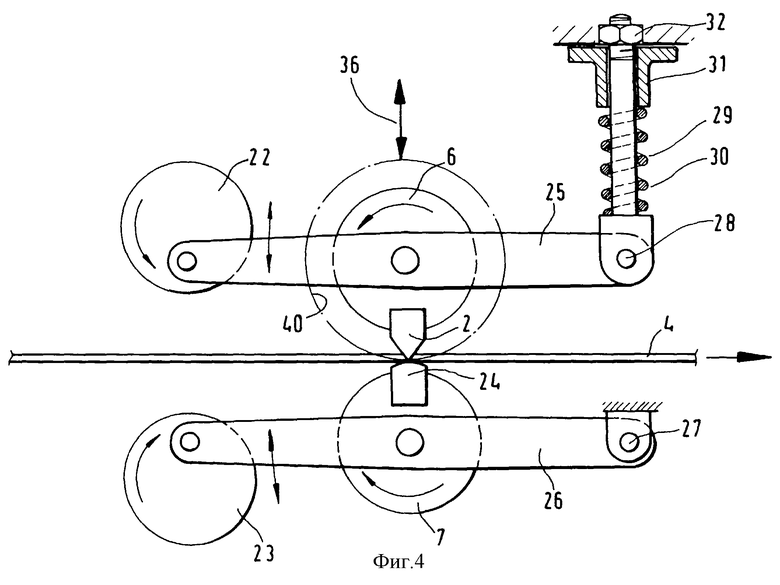
фиг.4 - вид сбоку на установочное устройство для резцового ножа барабана с подвижным упором;
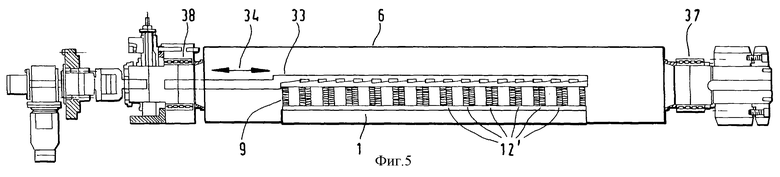
фиг. 5 - вид сбоку и частично в разрезе резцовый нож ножевого барабана, опирающийся на несколько подпружиненных опорных элемента;
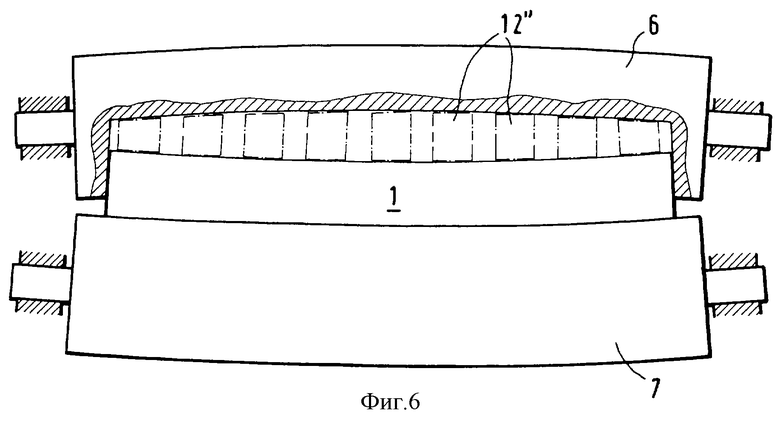
фиг.6 - схематическое изображение деформированного под нагрузкой резцового барабана и барабана с подвижным упором с упругим резцовым элементом;
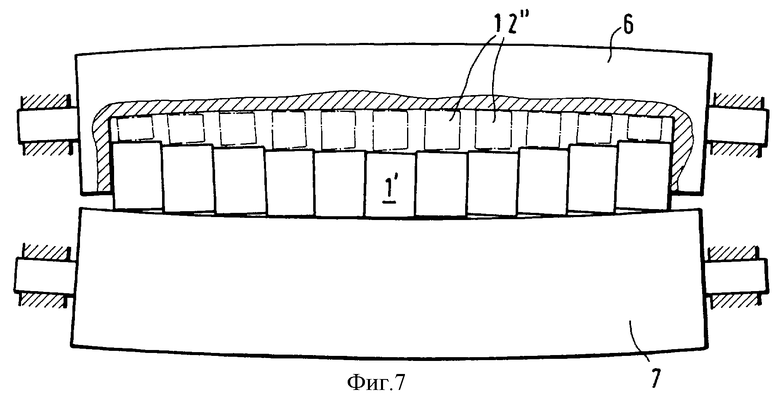
фиг.7 - схематичное изображение согласно фиг.6 с резцовым ножом, состоящим из нескольких частей.
На фиг.1 показаны летучие высокоскоростные ножницы с ножевым барабаном 6 и взаимодействующим с ним барабаном 7 с подвижным упором для резки прокатанной ленты 4. Оба барабана 6, 7 могут ускоряться посредством приводного устройства, не показанного на чертеже, до скорости подачи прокатанной ленты 4, подлежащей резке, и посредством известного установочного устройства 36 (фиг. 4) могут регулироваться друг относительно друга для осуществления разрезания. С помощью такого установочного устройства оба барабана 6, 7, независимо от процесса установки, с целью осуществления разрезания приобретают окружную скорость, соответствующую скорости подачи ленты 4, подлежащей разрезанию, и удерживаются при этой окружной скорости при дальнейшей работе, в то время как наладка на резание непосредственно после осуществленного разрезания снова возвращается к открытому нейтральному положению, для того чтобы пропустить через ножницы неразрезанным заданный участок по длине ленты.
Согласно изобретению предусмотрено, что резцовый нож 1 ножевого барабана 6 установлен выступающим за пределы окружности 40 резания относительно подвижного упора 24 (фиг.5) или зоны боковой поверхности барабана 7, действующей в качестве подвижного упора, и пружинно опирающимся на пакет 12 стальных пружин с заранее задаваемой силой возврата в исходное положение. При этом резцовый нож 1 установлен пружинно опирающимся в радиальной направляющей 9 ножевого барабана 6. При таком выполнении опоры ножа согласно фиг.1 радиальная направляющая 9 воспринимает резцовый нож 1 с его хвостовиком 11, направляя его радиально. На хвостовике 11 находится фланец 10, на который опирается пакет 12 стальных пружин, и поэтому резцовый нож 1 в своем выступающем положении резания имеет подпружиненную опору с заданным возвратным усилием. Фланец 10 удерживается в радиальном направлении посредством запорного элемента 8, причем запорный элемент 8 закреплен на барабане 6 винтами 20. Таким образом, резцовый нож 1 может податливо отжиматься против силы действия пружины в направлении центра барабана в процессе разрезания прокатанной ленты, например, настолько, чтобы предотвратить повреждение режущей кромки 3 ножа или зоны боковой поверхности барабана 7 с подвижным упором. В остальном барабан 7 с подвижным упором может быть выполнен из сравнительно мягких материалов для того, чтобы защитить резцовый нож 1.
Отдельно управляемое установочное устройство 36 в изображении, показанном на фиг.1 и 2, чисто схематически обозначено двойной стрелкой. Его выполнение известно специалисту. Только в качестве примера, на фиг.4 показано установочное устройство 36 с балансирами 25, 26, управляемыми установочными эксцентриками 22, 23. Оно охватывает альтернативное выполнение изобретения, причем резцовый нож 2 жестко зажат в резцовом барабане 6, и установочное устройство 36, воспринимающее ножевой барабан 6 с его опорой, установлено с подпружиненной опорой относительно амортизационной стойки 29 с заранее заданным возвратным усилием.
И в этом выполнении нож 2 может подпружиненно выдвигаться за окружность 40 резания относительно подвижного упора 24 при достижении заданного максимума нагрузки, причем тогда балансир 25 приподнимается против силы действия пружины 30 на заданную величину для предотвращения перегрузки ножа 2, подвижного упора 24 и всех остальных конструктивных элементов, включая опору барабанов 6 и 7.
В соответствии с выполнением по фиг.2 на фиг.3 показано более подробно выполнение, при котором резцовый нож установлен с опорой в радиальной направляющей 9 против силы действия давления газовой пружины 21. Она передает давление на поршень 13, направляемый в цилиндре 14, который, в свою очередь, передает заданное усилие на резцовый нож 1 через фланец 10 и в хвостовике 11 ножа на режущую кромку 3 ножа. Под различными пружинными элементами 12 или 21 подразумеваются, в принципе, равноценные средства, выбор которых осуществляется специалистом.
На фиг. 3 показана еще запорная арматура 19 напорной полости 18, через которую может осуществляться и изменяться давление газа или заполнение напорной полости 8 сжатым газом. В нижнюю напорную полость может, по выбору, подаваться гидравлическое средство или сжатый газ. Во всяком случае, функционирование устройств по фиг. 1 и 2 по принципу одинаково и выполняет поставленную задачу.
На фиг. 4 схематически показано уже упомянутое выполнение изобретения. Здесь ножевой барабан 6 имеет неподпружиненно зажатый резцовый нож 2, осуществляющий раздельное резание прокатываемой ленты 4 при взаимодействии с подвижным упором 24 барабана 7 при соответствующей настройке установочного устройства 36. Так как установочные эксцентрики 22, 23 установочного устройства 36 описывают неизменную эксцентричную траекторию, для достижения зазора при резании, равного нулю, необходимо, чтобы резцовый нож 2 выступал относительно подвижного упора 24. Это неизбежно могло бы привести к одновременному повышению силы действия между режущей кромкой 3 ножа и подвижным упором 24 и тем самым всего установочного устройства 36, включая опоры эксцентриков, барабанов и шарниров 27, 28 на балансирах 25, 26. Для того чтобы здесь согласно идеи изобретения предотвратить перегрузку всех конструктивных элементов путем опоры резцового ножа на пружинный элемент с заданным возвратным усилием, балансир 25 со своим шарниром 28 подпружиненно опирается, например, на винтовую пружину 30, показанную в качестве примера. При этом амортизационная стойка 29 берет на себя линейное направление в направляющем элементе 31, и амортизационная стойка 29 при своем перемещении вниз может ограничиваться с помощью установочного винта 32.
Для реализации идеи изобретения, заключающейся в подпружиненной опоре peзцoвoгo ножа 1 в положении резания, необязательно необходимо, чтобы элементы, создающие возвратное усилие, имелись непосредственно в ножевом барабане.
Более того, остается в рамках возможности специалиста выбрать из равноценных средств, имеющихся в распоряжении, подходящий пружинный элемент и встроить его в другие детали высокоскоростных ножниц, например в установочное устройство по фиг.4. В чисто принципиальном плане является возможным установить подпружиненно другие конструктивные элементы установочного устройства и использовать для этого опоры барабанов 6, 7, или установочный эксцентрик 22, 23, или балансиры 27, 28. В любом случае требуется обеспечить, чтобы силы, действующие между резцовым ножом 2 и подвижным упором 24, не могли превышать максимально заданное значение.
Для получения постоянной силы резания резцовый нож 1 имеет по ширине ленты незначительную жесткость при изгибе (фиг.6). Альтернативно резцовый нож может быть разделен на отдельные части 1' (фиг.7). Благодаря этому возможна адаптация резцового ножа к деформации ножевого барабана 6 и барабана 7 с подвижным упором. Для наглядности деформации ножевого барабана 6 и барабана 7 с подвижным упором показаны в увеличенном изображении.
Подпружинивание 12, выполненное в отдельных частях резцового ножа, может выполняться также на барабане 7 для подвижного упора. Принцип выполнения резцового ножа из отдельных частей может также применяться как предохранение от перегрузки в других ножницах, имеющих не резцовые ножи, а "настоящие" режущие ножи.
Изобретение оптимально улучшает высокоскоростные ножницы при достижении чистого разделительного резания, без перегрузки конструктивных элементов ножниц, в частности, при скорости транспортировки катаной ленты, подлежащей резке, вплоть до 30 м/с.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫСОКОСКОРОСТНЫЕ НОЖНИЦЫ ДЛЯ ПОПЕРЕЧНОЙ РЕЗКИ КАТАНОЙ ПОЛОСЫ | 1997 |
|
RU2220029C2 |
| ВЫСОКОСКОРОСТНЫЕ НОЖНИЦЫ | 2011 |
|
RU2581695C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЕДЕНИЯ И ПОДДЕРЖКИ ТОНКОГО ЛИСТА ИЛИ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 1999 |
|
RU2226456C2 |
| Летучие ножницы | 1982 |
|
SU1055594A1 |
| УСТРОЙСТВО ДЛЯ ПОПЕРЕЧНОЙ РЕЗКИ КАТАНОЙ ПОЛОСЫ | 2004 |
|
RU2342228C2 |
| Устройство для мерной резки лентына гильотинных ножницах | 1974 |
|
SU508345A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ХЛЕБНЫХ ПРОДУКТОВ | 2005 |
|
RU2283755C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС В ПРОКАТНОЙ КЛЕТИ СТЕККЕЛЯ | 2003 |
|
RU2336960C2 |
| УСТРОЙСТВО ЗАХВАТА И РЕЗКИ КАБЕЛЯ ДЛЯ СДВОЕННОГО ПРИЕМНОГО УСТРОЙСТВА С ДВУМЯ СООСНЫМИ ПРИЕМНЫМИ БАРАБАНАМИ | 2006 |
|
RU2334612C2 |
| Барабанные летучие ножницы | 1981 |
|
SU994162A1 |
Изобретение может быть использовано для поперечной резки ленты. Ножницы содержат пару противолежащих друг другу барабанов, один из которых снабжен резцовым ножом, а другой - подвижным упором или действующей как упор зоной боковой поверхности. Барабаны для осуществления резки выполнены с возможностью регулирования друг относительно друга и снабжены приводным устройством для ускорения до окружной скорости, соответствующей скорости подачи катаной ленты, подлежащей резке. По меньшей мере, один из барабанов снабжен отдельно управляемым установочным устройством, а резцовый нож выступает за окружность резания относительно подвижного упора и оперт, по меньшей мере, на один пружинный элемент с заданным усилием возврата. Установочное устройство выполнено в виде балансира, центр поворота которого расположен на барабане. Изобретение позволяет повысить качество и точность резки. 5 з.п.ф-лы, 7 ил.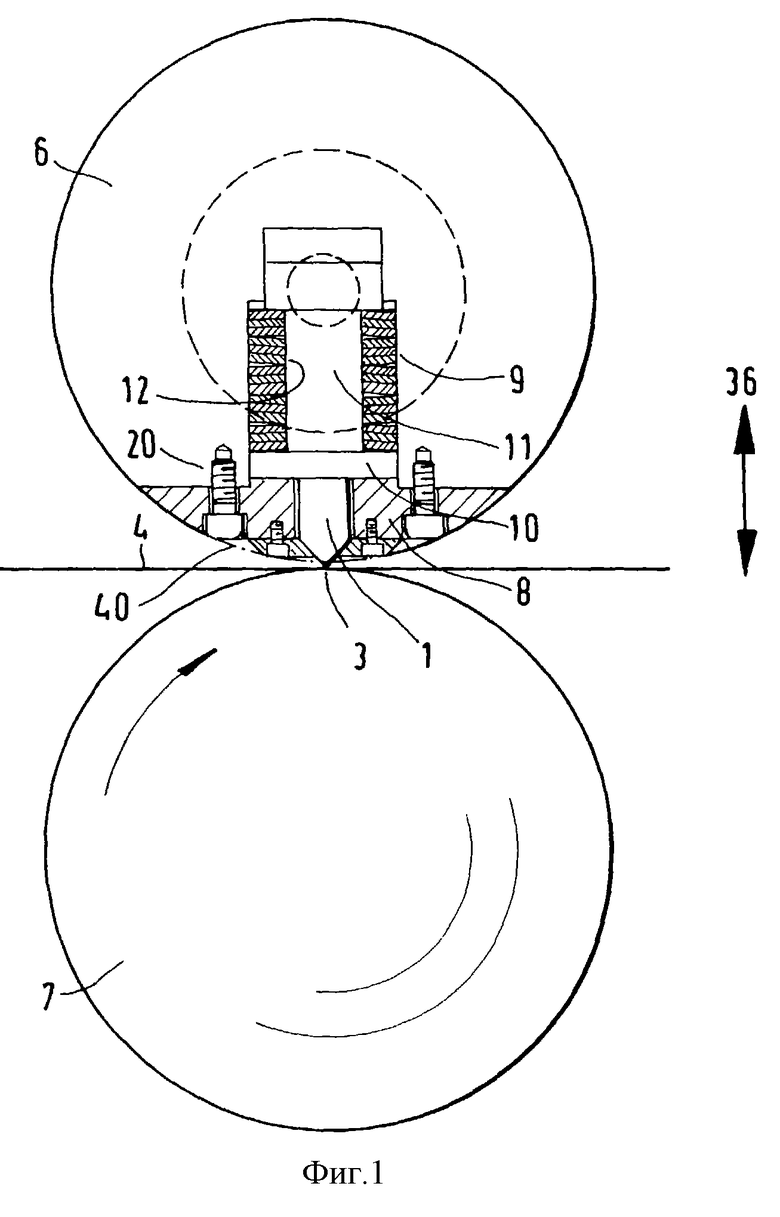
| US 4058041, 15.11.1977 | |||
| Устройство для резки движущегося длинномерного предмета | 1976 |
|
SU592532A1 |
| Гидравлические маятниковые ножницы | 1975 |
|
SU538829A1 |
| Устройство для поперечной резки листовых материалов | 1988 |
|
SU1570860A1 |
| Импульсный вариатор | 1985 |
|
SU1281794A1 |
| Фотополимеризующаяся композиция | 1979 |
|
SU771603A1 |
| МАГНИТНОЕ РЕЛЬСОВОЕ ТОРМОЗНОЕ УСТРОЙСТВО | 2005 |
|
RU2362696C2 |
| US 4027564, 07.06.1977. | |||

