Изобретение относится к способу и установке для горячей прокатки полос, в частности из стали, причем полосу прокатывают в прокатной клети Стеккеля. При этом полосу подвергают реверсивной прокатке и транспортируют посредством тянущих устройств между двумя печными моталками, каждая из которых расположена с одной стороны от прокатной клети Стеккеля. Тянущие устройства расположены между соответствующей печной моталкой и прокатной клетью Стеккеля.
Установка с прокатной клетью Стеккеля известна, например, из DE 19549208 А1. Согласно уровню техники полосу, по меньшей мере, в одной реверсивной черновой клети прокатывают за несколько черновых проходов в полосовую заготовку, а затем по промежуточному рольгангу транспортируют в чистовую клеть Стеккеля. В чистовой клети Стеккеля полосу за несколько проходов прокатывают начисто в готовую полосу заданной толщины. После этого полосу, при необходимости, подвергают форсированному охлаждению, наматывают в моталке для готовой полосы и отводят для дальнейшей обработки.
Между черновой клетью или рольгангом и чистовой клетью расположены концевые ножницы, приданные черновому прокатному стану. С помощью этих концевых ножниц отделяют образовавшиеся при черновой прокатке неравномерные передние и задние концы полосовой заготовки. Обрезанную непосредственно после чернового прокатного стана полосу затем обжимают в прокатной клети Стеккеля.
При этом вследствие процесса прокатки снова образуются неравномерные концы полосы или языки, которые мешают ее заправке для процесса намотки в печную моталку. В частности, у очень тонких полос и тем самым при сильно выраженном неблагоприятном образовании языков последние негативно сказываются на процессе намотки. Исправление концов полосы в процессе прокатки в зоне чистовой клети у традиционных прокатных клетей Стеккеля невозможно.
Из ЕР 0088201 В1 известен реверсивный прокатный стан с двумя моталками, у которого за второй чистовой клетью и реверсивной моталкой расположены концевые ножницы. Концевые ножницы состоят из нижнего и верхнего ножевых валков, приводимых с окружной скоростью, соответствующей скорости прохождения полосы, так что ножи во время резания движутся вместе с полосой. На нижнем ножевом валке с возможностью вращения установлен опорный ролик для горячекатаной полосы, с тем чтобы в зоне концевых ножниц обеспечить ее равнозначное в отношении рольганга ведение. При приведении во вращение ножевых валков для процесса отрезки опорный ролик за счет вращения ножевого валка поворачивается вниз вокруг своей оси из зоны горячекатаной полосы, чтобы освободить место для врезания ножей. После одного полного оборота ножевого валка опорный ролик занимает свое рабочее положение. Функции резания и поддержания достигаются вращением ножевого валка вокруг его оси. Реверсивные моталки не являются печными моталками.
Из ЕР 0593398 А1 известна прокатная клеть Стеккеля для горячей прокатки, причем между двумя печными моталками и прокатной клетью расположен узел из тянущего устройства и концевых ножниц. Концевые ножницы включают в себя невращающиеся верхние и нижние ножи. Ножницы могут обрезать концы полосы только тогда, когда она неподвижна. Требуемое время остановки неблагоприятно сказывается на температуре полосы, необходимой для получения малых толщин полосы.
Исходя из этого, в основе изобретения лежит задача создания способа и установки указанного типа, с помощью которых можно было бы обрезать тонкие горячие полосы без проблем и потери времени.
Эта задача решается посредством способа по п.1 формулы и установки по п.3. Предпочтительные модификации приведены в зависимых пунктах.
Основной идеей изобретения является то, что полосу во время реверсивной прокатки в прокатной клети Стеккеля обрезают посредством единственных летучих концевых ножниц, расположенных между тянущим устройством и прокатной клетью Стеккеля. Летучая корректирующая обрезка обеспечивается в зоне прокатной клети Стеккеля единственными ножницами. Это имеет то преимущество, что образующиеся, в частности, при малых толщинах полосы неравномерные концы или языки могут быть удалены в процессе прокатки, что не мешает процессу намотки в печных моталках или при окончательной намотке.
Поскольку концевые ножницы включены в процесс реверсивной прокатки, обрезку можно осуществлять в обоих направлениях движения полосы посредством единственных ножниц. В частности, когда полосу прокатывают до конечных толщин примерно менее 2 мм, соответствующий конец полосы, входящий в печную моталку или движущийся в направлении этой печной моталки и расположенного перед ней тянущего устройства, обрезается встроенными концевыми ножницами, так что процесс может протекать в печной моталке без задержек и сбоев.
Сами концевые ножницы представляют собой летучие ножницы, так что обрезку можно осуществлять во время прокатки при сохранении в значительной степени скорости прокатки. Благодаря летучему резанию при резке почти не возникает потерь времени, так что полоса меньше охлаждается или сохраняются благоприятные температуры полосы.
Поскольку предложенные концевые ножницы используют в зоне прокатной клети Стеккеля и тем самым при уже более тонкой полосе, достаточно ножниц меньшего по сравнению с известными ножницами на черновом прокатном стане формата. Поскольку мешающие концы полосы образуются только после нескольких реверсивных проходов в чистовой клети Стеккеля, ножницы могут быть рассчитаны на относительно легкую резку полос малых толщин.
Помимо технологической цепочки, известной из DE 19549208 А1, установка с прокатной клетью Стеккеля и встроенными концевыми ножницами между печной моталкой и роликами тянущего устройства может быть использована также в других альтернативных технологических цепочках, известных, например, из DE 4009860 С2. Описанная здесь технологическая цепочка включает в себя установку для непрерывного литья полосы CSP с расположенной за ней печью-миксером, в которой полосовой исходный материал по длине полосовых заготовок подвергают выравниванию температуры или нагреву до температуры прокатки. За печью-миксером в направлении транспортировки полос расположены ножницы и прокатный стан, состоящий из реверсивной клети Стеккеля или непрерывного чистового прокатного стана. Упомянутые ножницы служат в этой технологической цепочке для резки непригодного к прокатке материала и не работают как концевые ножницы.
В частности, при предпочтительном из-за низких капиталовложений использовании прокатной клети Стеккеля в качестве чистового прокатного стана в этой технологической цепочке летучие концевые ножницы в зоне прокатной клети Стеккеля дают хорошую возможность корректировки образующихся в процессе прокатки неравномерных концов полосы и позволяют избежать нарушений процесса намотки в печных моталках.
Согласно особенно предпочтительной модификации концевые ножницы, расположенные между тянущим устройством и прокатной клетью Стеккеля, выполнены в виде барабанно-ножевых концевых ножниц с верхним и нижним подводимыми ножевыми барабанами для летучего резания полосового материала, причем соответствующий ножевой барабан, в частности оба барабана, установлены с возможностью перемещения между удаленным от проходящего полосового материала положением во время прокатки и положением обрезки.
Подобные ножницы встроены в технологическую цепочку между прокатной клетью Стеккеля и печной моталкой. Оба ножевых барабана находятся во время прокатки в отведенном назад положении с большим расстоянием между ножевым барабаном и полосой и приводятся в режущее положение только для резания. За счет этого ножевые барабаны в положении прокатки расположены не так близко к горячей полосе. Тепловая нагрузка на ножевые барабаны поэтому значительно снижена.
Благодаря большому расстоянию от ножевых барабанов до полосы через ножницы могут быть беспрепятственно пропущены также полосы с дефектами, например с полосами скольжения или волнистостью. Повреждения верхней или нижней стороны полосы вследствие контактирования с ножевыми барабанами эффективно предотвращены.
К тому же ножевые барабаны благодаря расстоянию до полосы могут в предпочтительной форме выполнения постоянно вращаться, так что тепловая нагрузка на периферию барабанов распределяется равномерно.
Даже если ножевые барабаны вращаются непостоянно, их своевременно приводят в действие и синхронизируют со скоростью движения полосы, прежде чем произойдет резание. За счет этого мощность привода ножниц может поддерживаться низкой. Необязательным является ускорение ножевых барабанов в пределах небольшого угла поворота (он составляет обычно 180-270°) до скорости движения полосы, что связано с высокой мощностью привода.
Согласно предпочтительному варианту осуществления изобретения при прокатке в промежуток между подводимыми ножевыми барабанами и полосой вводят теплозащитные экраны. Эта мера дополнительно снижает тепловую нагрузку на ножевые барабаны.
Предпочтительным образом нижний теплозащитный экран оборудован одним или несколькими несущими роликами, чтобы поддерживать полосу при прокатке во время прохождения. Соответствующий несущий ролик на нижнем теплозащитном экране выполнен устойчивым и преимущественно с возможностью привода, чтобы нижняя сторона проходящей и поддерживаемой полосы не была повреждена. Привод этого несущего ролика может осуществляться снаружи вне корпуса ножниц через шарнирный вал. Теплозащитные экраны, которые из-за высокой тепловой нагрузки на ножевые барабаны подвержены сильному износу, выполнены преимущественно с возможностью легкой замены. Их также заменяют, например, в процессе замены ножей.
Согласно модификации установки ножевые барабаны охлаждают снаружи охлаждающим средством, например водой. Верхний теплозащитный экран служит в таком случае в качестве водоулавливающего желоба, так что охлаждающая вода для верхнего ножевого барабана не вступает в контакт с полосой и температура полосы не снижается ненужным образом. Возможно непрерывное охлаждение ножевых барабанов во время прохождения полосы через ножницы.
Преимущественно соответствующий поворотный теплозащитный экран установлен на оси соответствующего ножевого барабана. Поскольку теплозащитные экраны не подвержены слишком большим механическим нагрузкам, для подгонки к диаметрам цапф ножевых барабанов достаточно больших подшипников с малой несущей способностью.
Помимо установки теплозащитных экранов на цапфах ножевых барабанов возможно также их закрепление с возможностью поворота на раме ножниц или на удлиненных направляющих рычагах для ножевых барабанов.
Заявленная установка ножевых барабанов происходит преимущественно через нижнюю и верхнюю коленно-рычажные системы, которые, согласно одной модификации, объединены в замкнутой раме ножниц. Рама ножниц воспринимает усилие резания и служит одновременно фиксирующей точкой для сочленения ножевых барабанов с направляющими рычагами.
Коленно-рычажная система обеспечивает в своем растянутом положении жесткое по форме, точное положение ножевых барабанов для резания. Для установки требуются относительно небольшие усилия, поскольку перемещать приходится только ножевые барабаны. Усилие резания возникает лишь в конечном положении коленчатых рычагов. Конечное положение достигается незадолго до контактирования ножей ножниц с полосовым материалом.
Откидывание теплозащитных экранов перед резанием может осуществляться через сам коленно-рычажный привод и является тем самым принудительным. Могут использоваться также отдельные гидроцилиндры, обеспечивающие лучше управляемое по времени срабатывание. Кроме того, гидравлическое срабатывание дает преимущество поворота теплозащитных экранов в обе стороны, так что напротив входящего конца полосы всегда находится вводная воронка.
К тому же установка усовершенствована за счет специального рольганга. Он состоит из двух поворотных рольгангов или узлов, расположенных на входе и выходе ножниц, и обеспечивает транспортировку полосы. В зависимости от направления движения полосы рольганговый узел, находящийся позади ножевых барабанов, поворачивают вверх с возможностью свободного падения вниз обрезанного конца и его удаления без проблем. Как только это произошло, рольганговый узел продолжают поворачивать, т.е. поворачивают снова в горизонтальное положение или проворачивают в том же направлении поворота. По окончании этого процесса поворота следующий обрезанный конец полосы можно уловить и поддержать для дальнейшего движения.
Рекомендуется самопроизвольный привод роликов поворотных рольганговых узлов во избежание повреждения нижней стороны полосы. Приводное усилие роликов может вводиться через центральную поворотную опору соответствующего узла. Распределение приводного усилия может осуществляться через цепные передачи или цилиндрические колеса с промежуточными колесами. Для привода поворота рольганга или рольганговых узлов может использоваться гидродвигатель или электродвигатель с промежуточным редуктором.
В качестве варианта поворотных рольгангов могут использоваться также усиленные поворотные направляющие плиты, выполняющие ту же функцию удаления или улавливания обрезанного конца полосы.
Изобретение обладает тем преимуществом, что образующиеся, в частности, у полос малых толщин неравномерные концы или языки могут быть удалены как на переднем, так и на заднем конце полосы в процессе прокатки, и это не мешает процессу намотки в печных моталках или при окончательной намотке. Неравномерные концы (начало полосы/конец полосы) могут быть скорректированы во время прокатки посредством обрезки летучими концевыми ножницами с возможностью их безупречной заправки в типичные для процесса прокатки в клети Стеккеля печные моталки, в частности в улавливающую прорезь намоточных барабанов.
Также в рамках изобретения предусмотрено применение многосекционных прокатных клетей Стеккеля.
Другие подробности, признаки и преимущества изобретения приведены в нижеследующем пояснении примера его осуществления, изображенного на чертежах, на которых представлено:
на фиг.1 - схематично прокатная клеть Стеккеля с концевыми ножницами, расположенными между тянущим устройством и прокатной клетью Стеккеля;
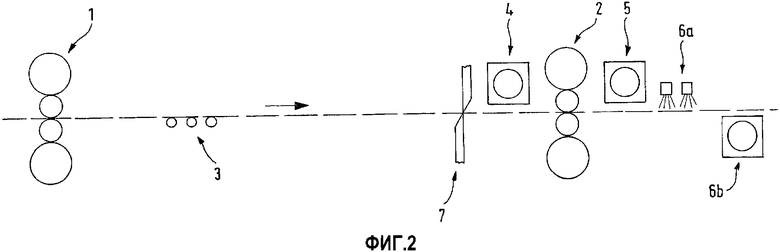
на фиг.2 - схематично традиционная установка с черновой прокатной клетью с расположенными за ней концевыми ножницами и примыкающей прокатной клетью Стеккеля;
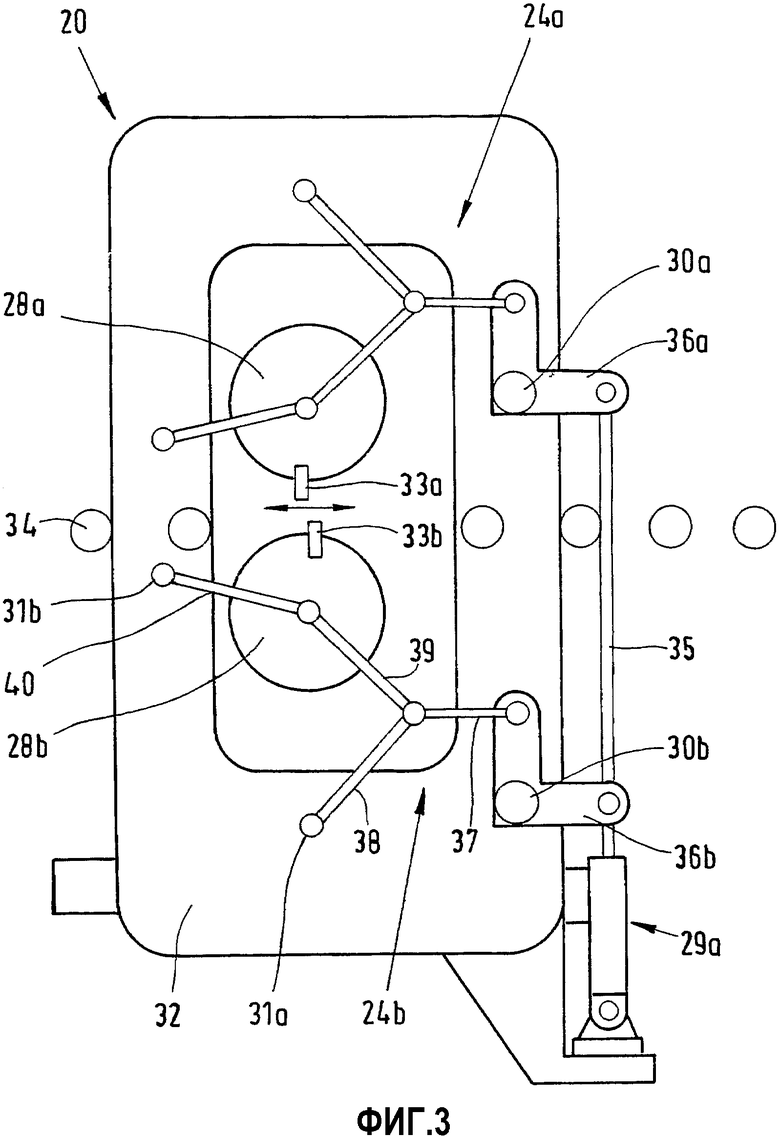
на фиг.3 - схематично барабанно-ножевые концевые ножницы с подводимыми верхним и нижним ножевыми барабанами, коленно-рычажным приводом в первой форме выполнения;
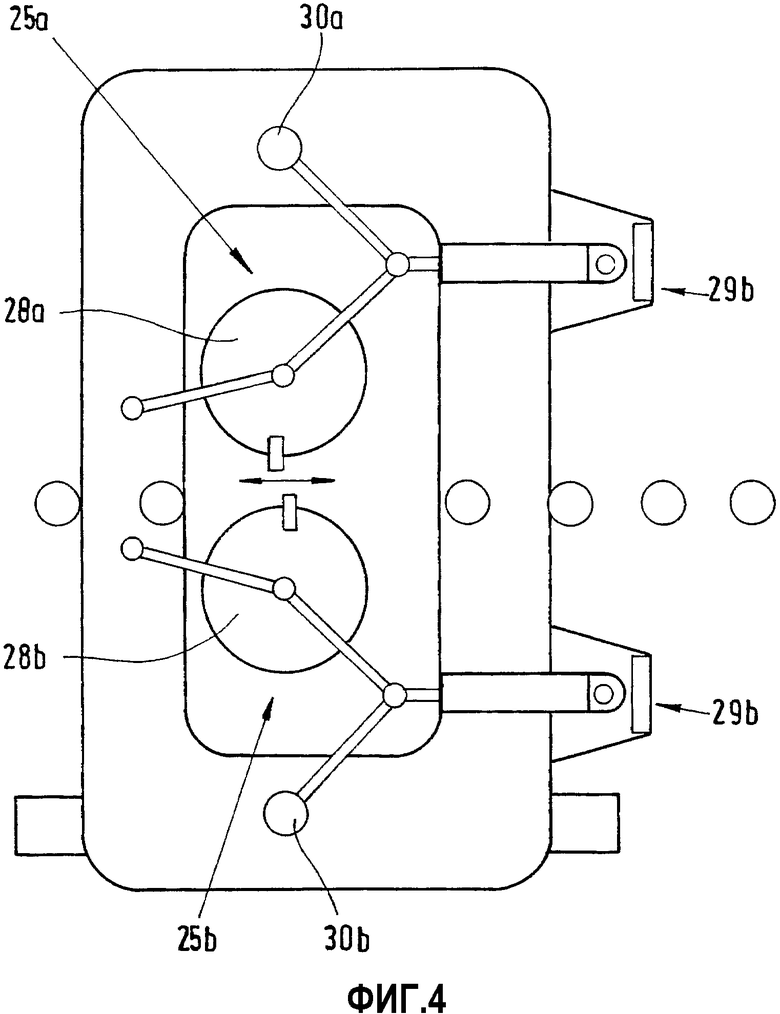
на фиг.4 - концевые ножницы по фиг.3 с коленно-рычажным приводом во второй форме выполнения;
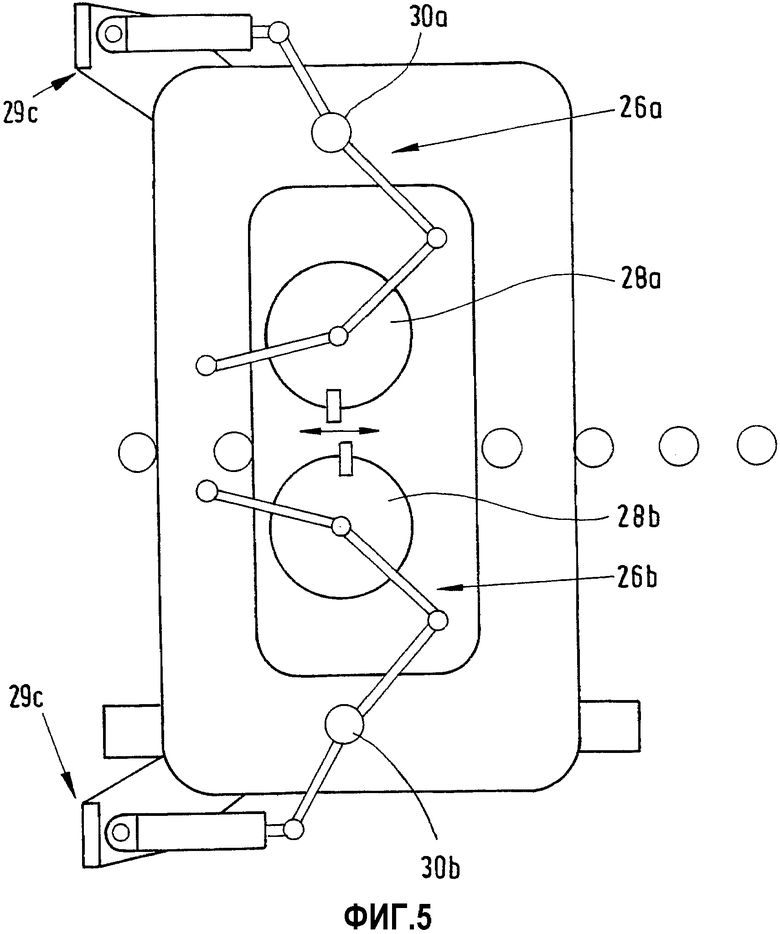
на фиг.5 - концевые ножницы по фиг.3 с коленно-рычажным приводом в третьей форме выполнения;
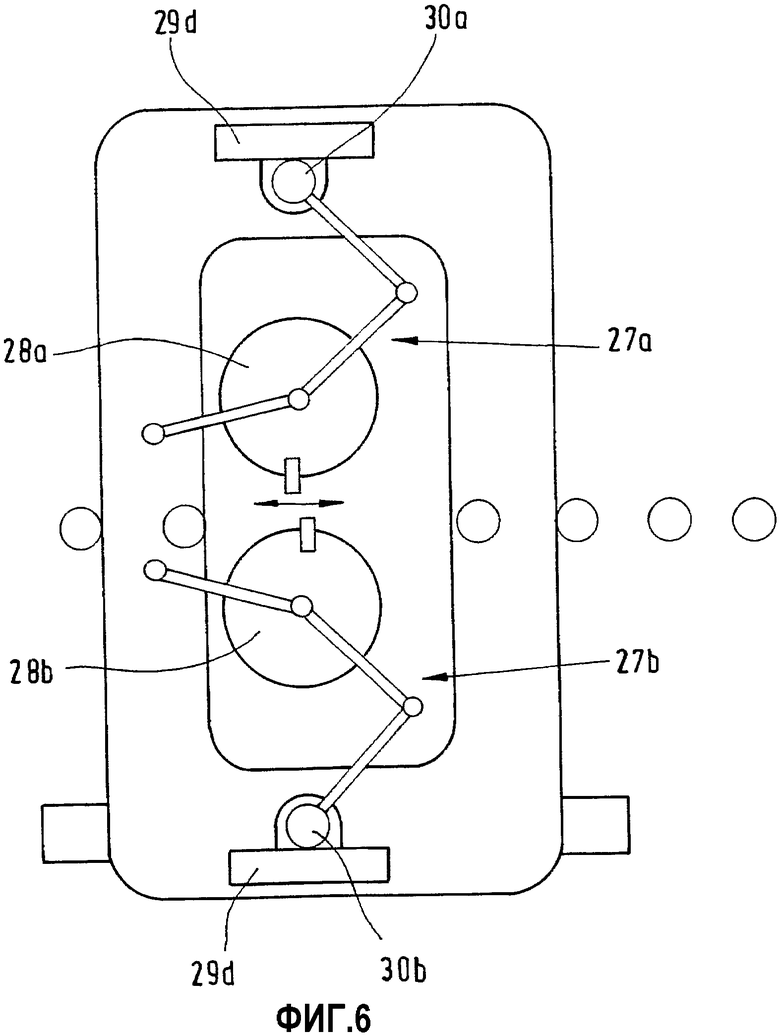
на фиг.6 - концевые ножницы по фиг.3 с коленно-рычажным приводом в четвертой форме выполнения;
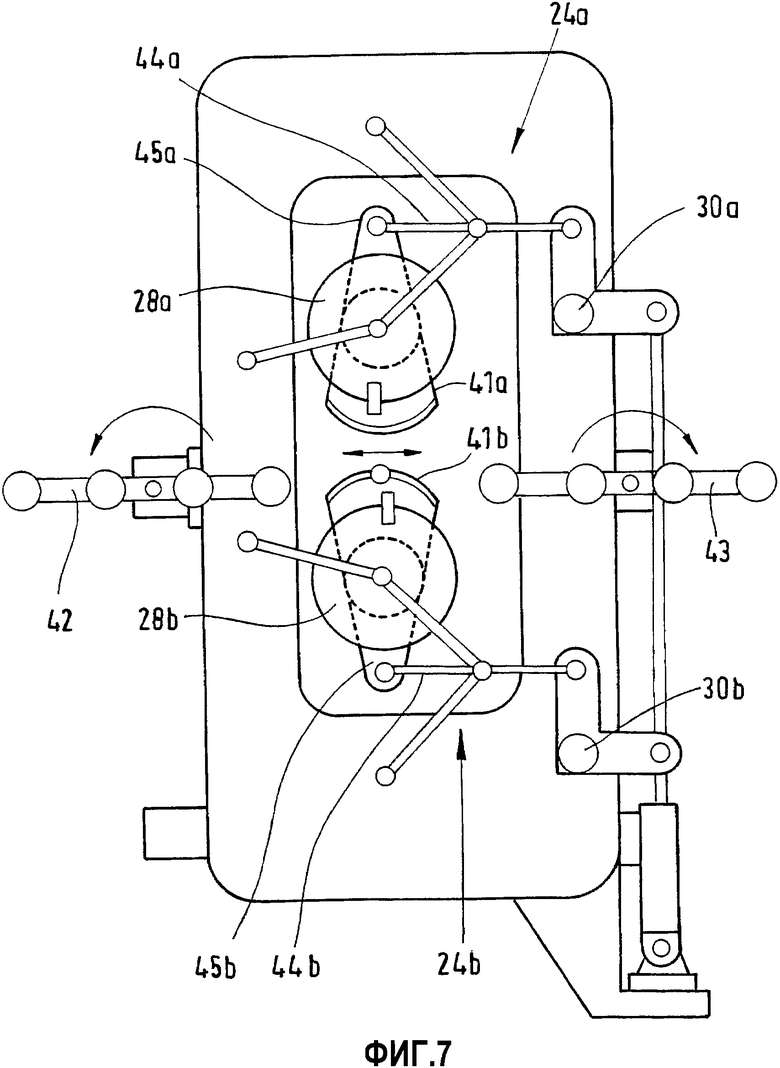
на фиг.7 - концевые ножницы с поворотным приводом теплозащитных экранов для ножевых барабанов посредством коленно-рычажной системы;
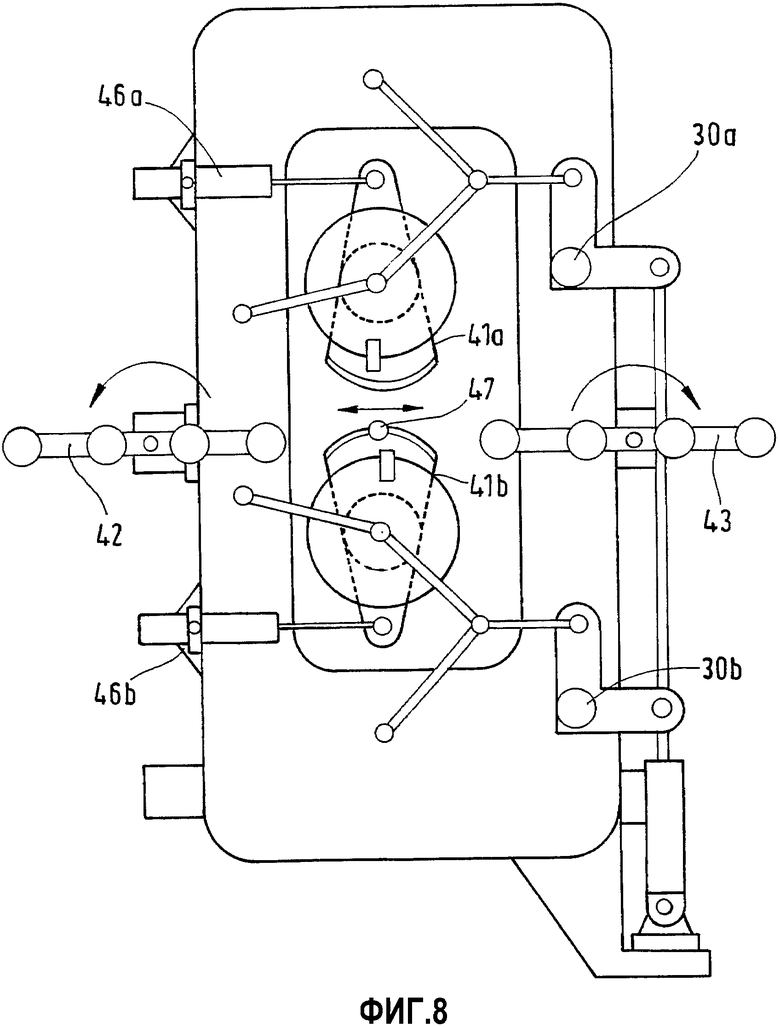
на фиг.8 - концевые ножницы с гидравлическим поворотным приводом теплозащитных экранов;
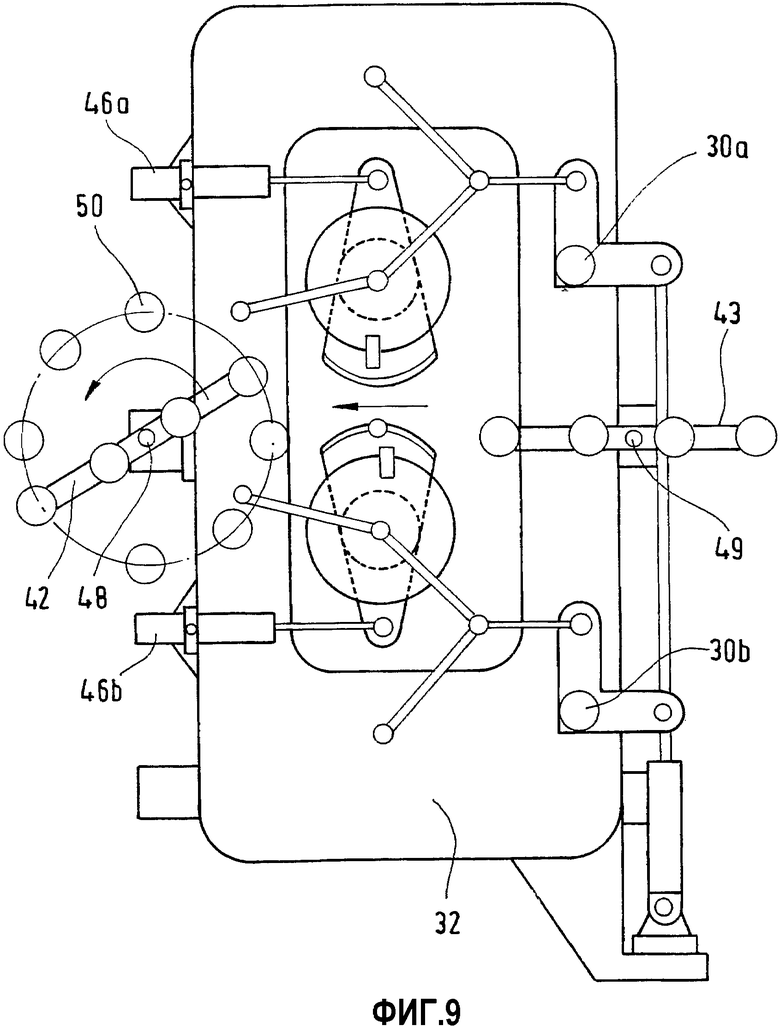
на фиг.9 - концевые ножницы с повернутым поворотным рольгангом на левой стороне;
на фиг.10 - концевые ножницы с повернутым поворотным рольгангом на правой стороне.
Изображенная на фиг.2 традиционная установка для горячей прокатки полос включает в себя, по меньшей мере, одну реверсивную черновую клеть 1 для черновой прокатки полосовой заготовки и, по меньшей мере, одну чистовую клеть 2 Стеккеля для обжатия полосовой заготовки в готовую полосу. Обе части 1, 2 установки соединены между собой промежуточным рольгангом 3. Чистовая клеть 2 Стеккеля, здесь реверсивная клеть кварто, включает в себя две печные моталки 4, 5, в которых полосу наматывают и одновременно поддерживают при температуре прокатки. По окончании чистовой прокатки полоса проходит через конечный узел 6, состоящий здесь из охлаждающего участка 6а, например ламинарного охлаждающего участка, и дополнительной моталки 6b. Полосу наматывают в рулон, чтобы сделать ее транспортабельной для дальнейшей обработки, например холодной прокатки или нанесения покрытия или отправки. В направлении транспортировки полосы (стрелка) перед чистовой клетью 2 Стеккеля расположены концевые ножницы 7 для обрезки полосовой заготовки. Концевые ножницы 7 рассчитаны по толщине полосовой заготовки, которая может составлять примерно 30 мм и имеет соответствующую величину для необходимого разделительного действия.
На фиг.1 изображена односекционная прокатная клеть 8 Стеккеля, которая может быть, однако не обязательно, интегрирована в технологическую цепочку на фиг.2. Прокатная клеть 8 Стеккеля представляет собой в этом случае также реверсивную клеть кварто. Также в рамках изобретения предусмотрено применение многосекционных прокатных клетей Стеккеля. В направлении продолжения производства (стрелка) перед и за реверсивной клетью 8 Стеккеля расположено по одной печной моталке 9, 10. Печная моталка 9, 10 содержит печь с кожухом 11, 12 и намоточное устройство 13, 14 для наматывания катаной полосы в рулон и ее разматывания с рулона. Штриховыми линиями 15, 16 обозначена периферия соответствующего намотанного рулона. Между соответствующей печной моталкой 9, 10 и клетью 8 Стеккеля расположено тянущее устройство 17, 18 с двумя тянущими роликами, то есть на входной и выходной сторонах чистовой клети расположено по одному тянущему устройству. Посредством соответствующей, расположенной на печной моталке 9, 10 печной направляющей 19а,b выходящая или неактивная печная моталка закрывается, а печная моталка, в которой происходит намотка, открывается. Между одним из этих тянущих устройств, например тянущим устройством 17, и прокатной клетью 8 Стеккеля на ее входной стороне расположены единственные концевые ножницы 20, выполненные меньшими по сравнению с известными концевыми ножницами для полосовых заготовок (поз.7 на фиг.2). Обрезанные концы могут быть отведены через подходящее собирающее устройство.
С помощью упомянутых ножниц 20 передний и задний концы находящейся в процессе прокатки полосы обрезают, то есть без существенных простоев горячей полосы и связанных с этим потерь температур полосы, которые препятствуют достижению малых толщин полосы примерно 2 мм и менее.
Использование ножниц 20 предусмотрено, как это описано ниже, причем ссылка осуществлена на другие фигуры, показывающие барабанно-ножевые концевые ножницы и затем поясняемые более подробно. Полоса выходит, например, после нескольких пропусков из реверсивной клети 8 Стеккеля в направлении печной моталки 9. Выполнение или форма конца полосы (языка) делает необходимой обрезку для осуществления без помех процесса заправки и намотки в печной моталке. Для этого активируют концевые ножницы, то есть сводят ножевые барабаны 28а,b (фиг.3-6), и скорость их вращения приспосабливают к соответствующей скорости прокатки полосы.
Устройства для отвода обрезанных концов, в этом случае поворотный рольганг 42, (фиг.9) юстируют. Регулирующий контур с использованием параметров движения полосы/формы конца полосы синхронизирует положение ножей вращающихся барабанов с предусмотренной точкой резания на конце полосы. Происходит обрезка. Затем ножевые барабаны 28а,b (фиг.3-6) снова разводят и обрезанную полосу с помощью повернутого рольганга 42 (фиг.9) направляют к тянущему устройству 17 и без задержки - в печную моталку 9. Там катаную полосу наматывают до тех пор, пока ее задний конец не достигнет приблизительно положения тянущего устройства.
Катаная полоса ненадолго останавливается, после чего она готова для следующего пропуска в противоположном, то есть реверсированном, направлении.
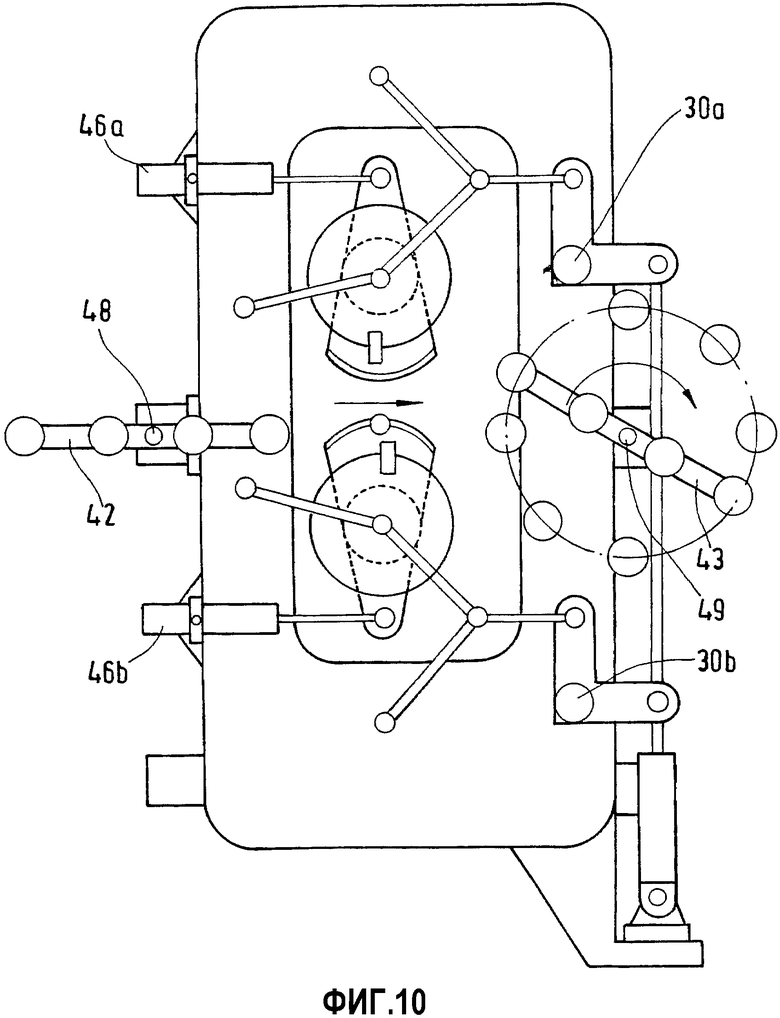
К этому моменту ножевые барабаны 28а,b (фиг.3-6) ножниц 20 уже снова сведены и вращаются в противоположном прежнему направлении. Поворотный рольганг 43 (фиг.10) юстируют. Снова посредством регулирующего контура с учетом движения полосы/формы конца полосы происходит синхронизация вращения ножевых барабанов и положения ножей с точкой резания на конце полосы. Конец полосы обрезают и обрезанный конец удаляют. Обрезанную полосу транспортируют с помощью рольганга 43 (фиг.10) в направлении реверсивной клети Стеккеля и там подвергают дальнейшей прокатке.
Для того чтобы транспортировку полосы по стационарному рольгангу 21а,b вблизи прокатной клети 8 Стеккеля сделать равномерной, предусмотрены боковые направляющие 22а,b, не ограниченные показанной протяженностью. На противоположной концевым ножницам 20 стороне между прокатной клетью 8 Стеккеля и вторым тянущим устройством 18 расположен полосовой измеритель 23, который может быть включен в регулирующий контур для регулирования прокатной клети 8 Стеккеля или межвалкового зазора. Кроме того, полученные здесь значения позволяют сделать вывод о характере конца и начала полосы, которые могут быть включены в процесс регулирования концевых ножниц 20, чтобы, например, активировать летучие концевые ножницы 20 в соответствии с требуемыми длинами обрезки.
На фиг.3-6 изображены барабанно-ножевые концевые ножницы 20 с верхними и нижними ножевыми барабанами 28а,b, подводимыми через верхнюю и нижнюю коленно-рычажные системы 24, 25, 26, 27а,b. Показаны четыре различные формы выполнения приводов 29а-d коленно-рычажных систем для установки ножевых барабанов 28а,b. Всем четырем формам выполнения, которыми изобретение не ограничено, присуще то, что привод коленно-рычажных систем происходит с одной стороны ножниц или в форме выполнения на фиг.6 сверху и снизу. Передача приводного момента на коленно-рычажную систему с другой стороны ножниц или ножевых барабанов осуществляется посредством соответственно рассчитанного синхронизирующего вала 30а,b. Следует заметить, что на фигурах показан лишь принцип осуществления различных вариантов ножниц. Передаточные отношения рычагов и результирующие из этого необходимые изменения углового положения показаны не в реальном масштабе.
На фиг.3 подробно показана рама 32 ножниц с верхним и нижним ножевыми барабанами 28а,b, на которых установлены верхние и нижние ножи 33а,b. Между ножевыми барабанами 28а,b полосу пропускают по рольгангу 34. Приводной момент соответствующих коленно-рычажных систем 24а,b передается посредством соединительной штанги 35 с гидроприводом через верхний и нижний синхронизирующие валы 30а,b на другую сторону ножниц. Коленно-рычажные системы 24а,b состоят из соединенных с синхронизирующими валами 30а,b угловых рычагов 36а,b, тяг 37, дополнительных рычагов 38, 39 и направляющих рычагов 40.
В противоположность этому приводы 29b,c,d на фиг.4-6 содержат два разъединенных приводных узла. У формы выполнения на фиг.6 привод образован двумя поворотными гидроприводами 29d, которые воздействуют на соответствующий синхронизирующий вал 30а,b между обеими сторонами ножниц и вызывают установку верхнего и нижнего ножевых барабанов 28а,b через коленчатые рычаги.
На фиг.7-10 изображено выполнение концевых ножниц с теплозащитными экранами 41а,b, а также их поворотным приводом и расположение и функционирование нового рольганга 42, 43.
Теплозащитные экраны 41а,b установлены на оси ножевых барабанов 28а,b и показаны в исходном положении, то есть в режиме прокатки. В форме выполнения на фиг.7 рычаг 44а,b коленно-рычажной системы 24а,b воздействует на удаленный от полосы конец 45а,b теплозащитного экрана 41а,b, поворачивая последний посредством привода коленно-рычажной системы 24а,b.
У формы выполнения на фиг.8 эти приводы разъединены. Для поворота теплозащитных экранов 41а,b предусмотрены два отдельных приводных узла 46а,b в виде гидроцилиндров. В противоположность коленно-рычажной системе 24а,b теплозащитный экран 41а,b может поворачиваться посредством поршневого штока отдельных приводных систем 46а,b как влево, так и вправо, способствуя заправке полосы.
Для снижения вредной тепловой нагрузки на ножевые барабаны 28а,b их охлаждают снаружи водой. За счет изогнутой, вогнутой к оси барабанов формы верхнего теплозащитного экрана 41а охлаждающая вода улавливается.
Нижний теплозащитный экран 41b содержит преимущественно приводимый несущий ролик 47, который предотвращает провисание полосы при прохождении через ножницы 20. При сложенном теплозащитном экране 41b несущий ролик 47 и его привод интегрированы в рольганг для полосы.
Сам рольганг состоит из двух рольганговых узлов 42, 43, расположенных на входе и выходе рамы 32 ножниц. Такой рольганговый узел 42, 43 выполнен независимо от другого рольганга в виде поворотного рольганга и содержит центральную поворотную опору 48, 49 и в этой форме выполнения - четыре дополнительных ролика, которыми изобретение не ограничено.
С помощью фиг.9 и 10 поясняется функционирование поворотных рольгангов. У полосы с направлением транспортировки слева направо, конец которой обрезают, поворотный рольганг или рольганговый узел 42, находящийся позади ножевых барабанов 28а,b, поворачивается из горизонтального положения в левом направлении вверх с возможностью выпадения вниз обрезанного куска по повернутому рольгангу из зоны ножниц. Затем поворотный рольганг снова приводят в левом направлении в горизонтальное положение или проворачивают, как это обозначено кружками 50, чтобы снова поддержать следующую головку полосы. На фиг.10 показано положение поворотного рольганга или рольгангового узла 43 при обрезке назад (вправо). После этого происходит проворачивание поворотного рольганга, чтобы снова поддержать следующую головку полосы. С помощью поворотных рольгангов или рольганговых узлов 42, 43 достигается то, что обрезанный конец не мешает проходящему материалу, а может быть эффективно удален из рольганга.
Перечень ссылочных позиций
1 - реверсивная клеть
2 - чистовая клеть Стеккеля
3 - промежуточный рольганг
4 - печная моталка
5 - печная моталка
6 - конечный узел, охлаждающий участок 6а
7 - концевые ножницы для полосовой заготовки
8 - прокатная клеть Стеккеля
9 - печная моталка
10 - печная моталка
11 - кожух печи
12 - кожух печи
13 - намоточное устройство
14 - намоточное устройство
15 - периферия рулона
16 - периферия рулона
17 - тянущее устройство
18 - тянущее устройство
19 - печная направляющая
20 - концевые ножницы
21 - стационарный рольганг 21а,b
22 - боковые направляющие 22а,b
23 - полосовой измеритель
24 - коленно-рычажная система
25 - коленно-рычажная система
26 - коленно-рычажная система
27 - коленно-рычажная система
28 - ножевые барабаны 28а,b
29 - приводы 29а-d
30 - синхронизирующие валы 30а,b
31 - места опоры 31а,b
32 - рама ножниц
33 - ножи 33а,b
34 - рольганг
35 - поршневой шток
36 - коленчатые рычаги 36а,b
37 - рычаг
38 - рычаг
39 - рычаг
40 - рычаг
41 - теплозащитный экран 40а,b
42 - поворотные рольганговые узлы
43 - поворотный рольганговый узел
44 - рычаг
45 - конец теплозащитного экрана
46 - отдельный приводной блок
47 - несущий ролик
48 - центральная поворотная опора
49 - центральная поворотная опора
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНЫЙ СТАН СТЕККЕЛЯ | 2013 |
|
RU2578335C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2227070C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И МИНИ-СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2254182C2 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОЙ ИЛИ ПРЕРЫВИСТОЙ РАЗВАЛЬЦОВКИ ГОРЯЧЕКАТАНОЙ ЛЕНТЫ | 1996 |
|
RU2174054C2 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| ПЕЧНАЯ МОТАЛКА | 2007 |
|
RU2391168C1 |
| СПОСОБ ПРОКАТКИ ПОЛОСОВОГО МЕТАЛЛА И СООТВЕТСТВУЮЩИЙ ПРОКАТНЫЙ СТАН | 2012 |
|
RU2571987C2 |
| КОМПАКТНАЯ УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ | 2004 |
|
RU2368438C2 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| СПОСОБ ПРОКАТКИ ПОЛОСОВОГО МЕТАЛЛА И СООТВЕТСТВУЮЩИЙ ПРОКАТНЫЙ СТАН | 2012 |
|
RU2568550C2 |
Изобретение предназначено для прокатки и обрезки особенно тонких и горячих полос. Способ предусматривает горячую прокатку полос в реверсивной прокатной клети Стеккеля, с каждой стороны которой имеется печная моталка, а между печной моталкой и прокатной клетью Стеккеля предусмотрено тянущее устройство. Качественная обрезка полос без потери времени обеспечивается за счет того, что полосу во время реверсивной прокатки в прокатной клети Стеккеля обрезают посредством единственных летучих концевых ножниц, расположенных между тянущим устройством и прокатной клетью Стеккеля, выполненных в виде барабанно-концевых ножниц с верхним и нижним подводимыми ножевыми барабанами, при этом для снижения тепловой нагрузки оба ножевых барабана располагают во время прокатки в отведенном назад положении с большим расстоянием между ножевым барабаном и полосой и приводят в режущее положение для резания. В установке для горячей прокатки каждый ножевой барабан для снижения тепловой нагрузки выполнен с возможностью перемещения между удаленным от полосового материала положением во время прокатки и режущим положением для резания. 2 н. и 8 з.п. ф-лы, 10 ил.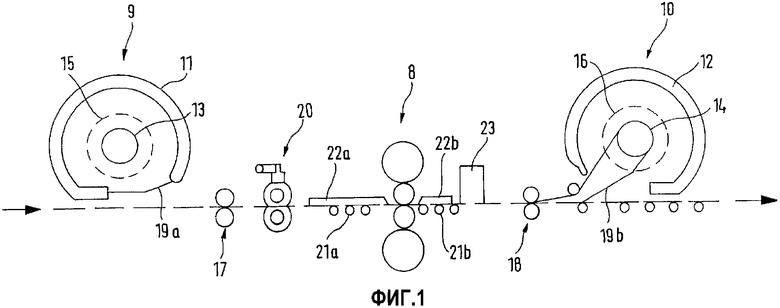
| ЕР 0593398 А, 20.04.1994 | |||
| RU 2002105402 А, 20.09.2003 | |||
| Способ холодной прокатки полос в рулонах на реверсивном стане | 1988 |
|
SU1653870A1 |
| US 4497191 А, 05.02.1985. | |||

