ОБЛАСТЬ ТЕХНИКИ
Изобретение касается высокоскоростных ножниц для поперечной резки плоского проката, включающих в себя два расположенных друг напротив друга барабана, привод которых может осуществляться посредством приводного устройства с окружной скоростью, соответствующей скорости прохождения проката, при этом каждый из этих барабанов имеет соответственно первую часть, опертую с возможностью вращения вокруг оси вращения, и вторую часть, выполняющую функцию держателя ножа, при этом между первой частью и второй частью выполнена радиальная направляющая так, что держатель ножа посредством устройства управления может переставляться между подготовительным положением и положением резания.
УРОВЕНЬ ТЕХНИКИ
В прокатной технологии для поперечной резки катаной полосы применяются так называемые барабанные ножницы, которые по существу состоят из двух ножевых барабанов, ножи которых для резания сводятся вместе. Такого рода двухбарабанные ножницы могут, например, эксплуатироваться как быстродействующие ножницы, это значит, ножевые барабаны из состояния покоя в течение менее одного оборота барабана ускоряются до скорости прохождения проката, ножи приводятся в положение резания и затем снова замедляются. При этом непредпочтительно, что с возрастающей скоростью прохождения проката для процесса ускорения требуется чрезмерно высокая мощность привода.
Поэтому для разделения быстро движущихся стальных полос известны двухбарабанные ножницы, ножевые барабаны которых не запускаются при каждом резании, а непрерывно приводятся в движение так, что окружная скорость окружности ножа соответствует касательной скорости.
Один из характерных вариантов осуществления раскрыт, например, в DE 19542173 C2. Ножи установлены в пазовой выемке ножевого барабана. В желаемый момент времени резания ножи выдвигаются посредством устройства управления, например тягово-нажимной штанги. При этом направляющая ножа ограничена конструктивно возможной глубиной выемки.
Сегодня в прокатной технологии обрабатываются становящиеся все более тонкими стальные полосы, толщина которых часто меньше одного миллиметра. Касательная скорость может составлять до 20 м/с.
Чтобы можно было резать тонкую, быстро движущуюся металлическую полосу, ставятся высокие требования к разделительному устройству. Из-за узкого зазора между ножами ножи должны двигаться синхронно друг другу, и ведение ножа должно быть точным. Эта точность должна, кроме того, соблюдаться в течение как можно более длительного периода эксплуатации. Если ножи работают асинхронно или зазор между ножами изменяется, например, вследствие механических допусков и/или износа, то могут происходить неисправности вплоть до повреждения ножей.
Известные барабанные ножницы в отношении синхронизации и точности все чаще доходят до пределов своих возможностей, когда необходимо надежное разделение очень тонких и очень быстро движущихся стальных полос.
ИЗЛОЖЕНИЕ ИЗОБРЕТЕНИЯ
В основу изобретения положена задача предложить высокоскоростные ножницы, ведение ножей которых и синхронизация ножей которых обладает высокой точностью и поддерживается в течение долгого периода эксплуатации и которые к тому же имеют простую и устойчивую к механическим повреждениям конструкцию.
Решение этой задачи осуществляется посредством признаков п. 1 формулы изобретения. Предпочтительные варианты осуществления изобретения определены в зависимых пунктах формулы изобретения.
Иначе, чем в уровне техники, изобретение предусматривает установку ножа не в пазовой выемке ножевого барабана, а выполнение держателя ножа в виде полого поперечного сечения и расположение в его полости вала барабана так, чтобы держатель ножа был оперт на нем с возможностью скольжения в радиальном направлении. При этом конструктивно открывается лучшая возможность установки держателя ножа. Длина направляющей больше не ограничена относительно малой глубиной выемки, а она может предпочтительно выполняться с желаемой длиной снаружи на валу ножа. Большая длина направляющей способствует точному ведению ножа. При этом зазор между ножами может регулироваться очень точно и сохраняется, почти не изменяясь, в течение сравнительно долгого времени эксплуатации.
В соответствии с изобретением, таким образом, предусмотрено, что ножевой барабан состоит из первой и второй части, при этом вторая часть выполнена в виде полого поперечного сечения и имеет полость, в которой расположена первая часть, и вторая часть оперта на первую часть с возможностью скольжения.
В одном из предпочтительных вариантов осуществления полое поперечное сечение первой части имеет расположенные друг напротив друга проходящие параллельно внутренние поверхности, которые образуют с соответствующими наружными поверхностями второй части поверхности скольжения. Благодаря этому радиальная направляющая между первой и второй частью является точной и износостойкой. И то и другое является предпосылкой для точного регулирования очень малого зазора между ножами.
Чтобы достичь очень высокой точности ведения ножей, может быть предпочтительно, если радиальная направляющая выполнена в виде плоской направляющей. Контактное напряжение, которое должно восприниматься во время резания, может благодаря этому снижаться.
Устойчивый к механическим повреждениям вариант осуществления может отличаться тем, что вторая часть имеет U-образный участок и что радиальная направляющая выполнена на обращенных друг к другу внутренних поверхностях полок U-образного участка.
При этом может быть предпочтительно расположить нож на одной из отвернутых от полок сторон нижней части U-образного участка. Крепление ножа может осуществляться с помощью собственно известного зажимного устройства для ножа.
В одном из особенно предпочтительных вариантов осуществления предусмотрены привод обоих барабанов с помощью одного единственного приводного узла и для синхронизации окружных скоростей верхнего и нижнего барабана применение зубчатой передачи с косозубым венцом. Благодаря этому всегда обеспечена точная синхронизация этих двух барабанов за счет зацепления зубчатых колес.
Совсем особо предпочтительным может быть один из вариантов осуществления, при котором зубчатая передача имеет, по меньшей мере, одно составное зубчатое колесо и посредством действующего на составное зубчатое колесо зажимного устройства может обеспечиваться отсутствие зазора. Благодаря этому может также точно задаваться очень малый зазор между ножами.
Устройство управления может быть механического или гидравлического действия. Предпочтительным является механическое управление держателем ножа посредством, по меньшей мере, одного гидравлического цилиндра. Гидравлический исполнительный элемент сравнительно просто может интегрироваться в барабан. Снабжение гидравлическим маслом может осуществляться посредством собственно известных вращающихся коллекторов. Особенно предпочтительным может быть цилиндр одностороннего действия.
При этом может быть конструктивно предпочтительно, если этот гидроцилиндр с одной стороны оперт на первую часть, а с другой стороны на нижний участок второй части.
В целях эксплуатационной надежности предпочтительно, если при выходе из строя энергоснабжения гидравлики ножи останавливаются в убранном положении. Это может, например, обеспечиваться посредством пружины. Только когда усилие пружины преодолевается, вторая часть выдвигается из убранного положения. При применении гидравлического цилиндра одностороннего действия пружины встраиваются с натягом и имеют задачу снова возвращать держатель ножа в исходное положение, когда гидравлическое давление после резания снова уменьшается.
Может быть предпочтительно, если усилие пружины создается двумя или несколькими распространяющимися в радиальном направлении пакетами тарельчатых пружин.
Для компенсации дисбалансов при перестановке держателя ножа может быть предпочтительно, если предусмотрено устройство, которое при наступлении момента времени резания смещает соответствующий противовес во встречном направлении движению резания и тем самым динамически выравнивает возникающие дисбалансы.
Может быть предпочтительно, если устройство управления устроено так, чтобы позиционировать держатель ножа в подготовительном положении, находящемся между исходным положением и положением резания. Тем самым обеспечивается необходимость выполнения для процесса резания только короткого хода, но в остальное время ножи расположены достаточно далеко от полосы, чтобы прокат или ножи могли бы быть повреждены. Из подготовительного положения с помощью сравнительно несложной приводной техники может за один единственный оборот достигаться положение резания. Другими словами, выдвигание выполняется за два шага: при пути перемещения, равном, например, 70 мм, нож в первом шаге выдвигается на 64 мм, а во втором шаге за один единственный оборот ножевого барабана проделывается остающийся путь, равный 6 мм.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для дополнительного пояснения изобретения в последующей части описания делается ссылка на чертежи, в которых рассматриваются другие предпочтительные варианты осуществления, подробности и усовершенствования изобретения на одном из неограничивающих примеров осуществления. Показано:
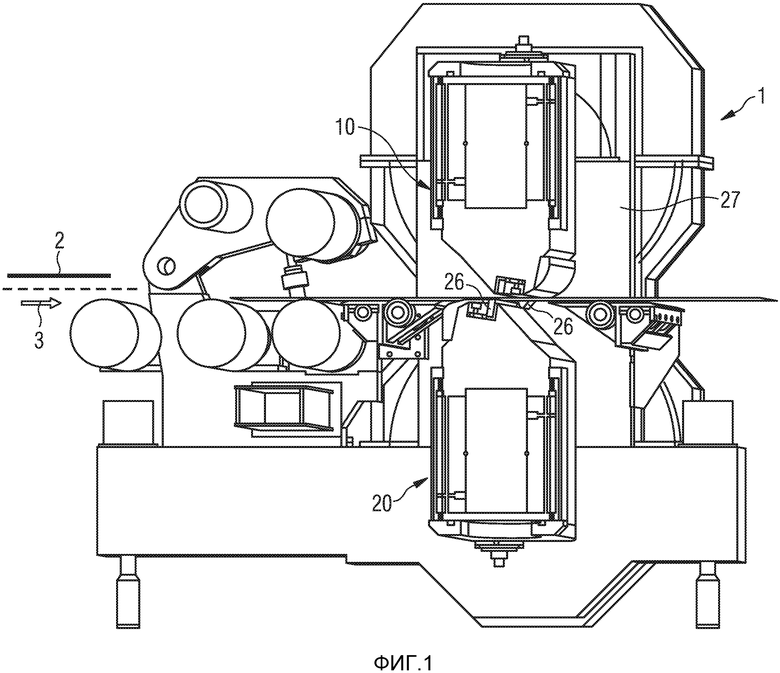
фиг. 1: один из примеров осуществления предлагаемых изобретением высокоскоростных ножниц на виде спереди, при этом верхний барабан и нижний барабан показаны в сечении;
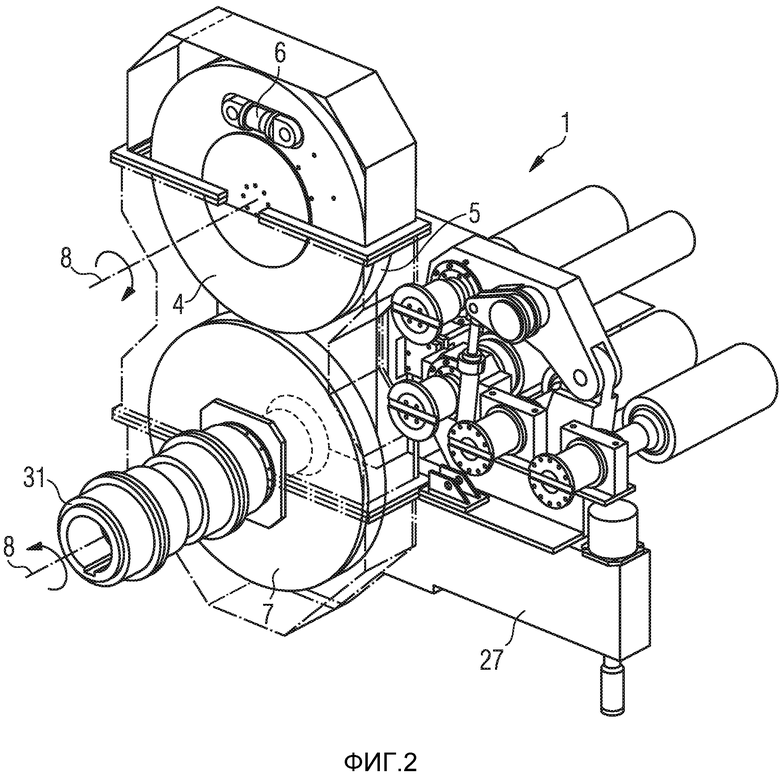
фиг. 2: вид сзади высокоскоростных ножниц, если смотреть наискосок сверху;
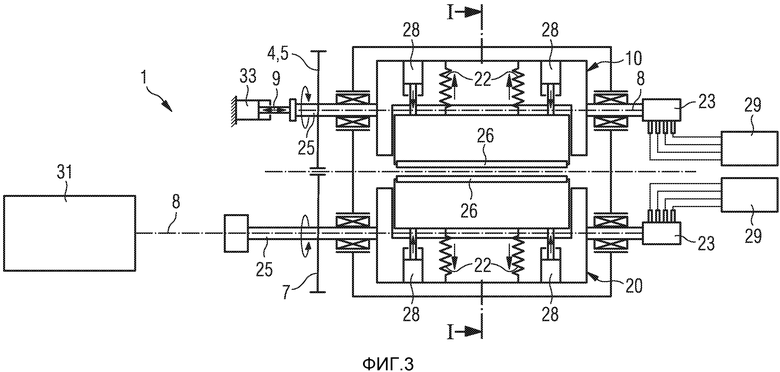
фиг. 3: схематичное изображение высокоскоростных ножниц;
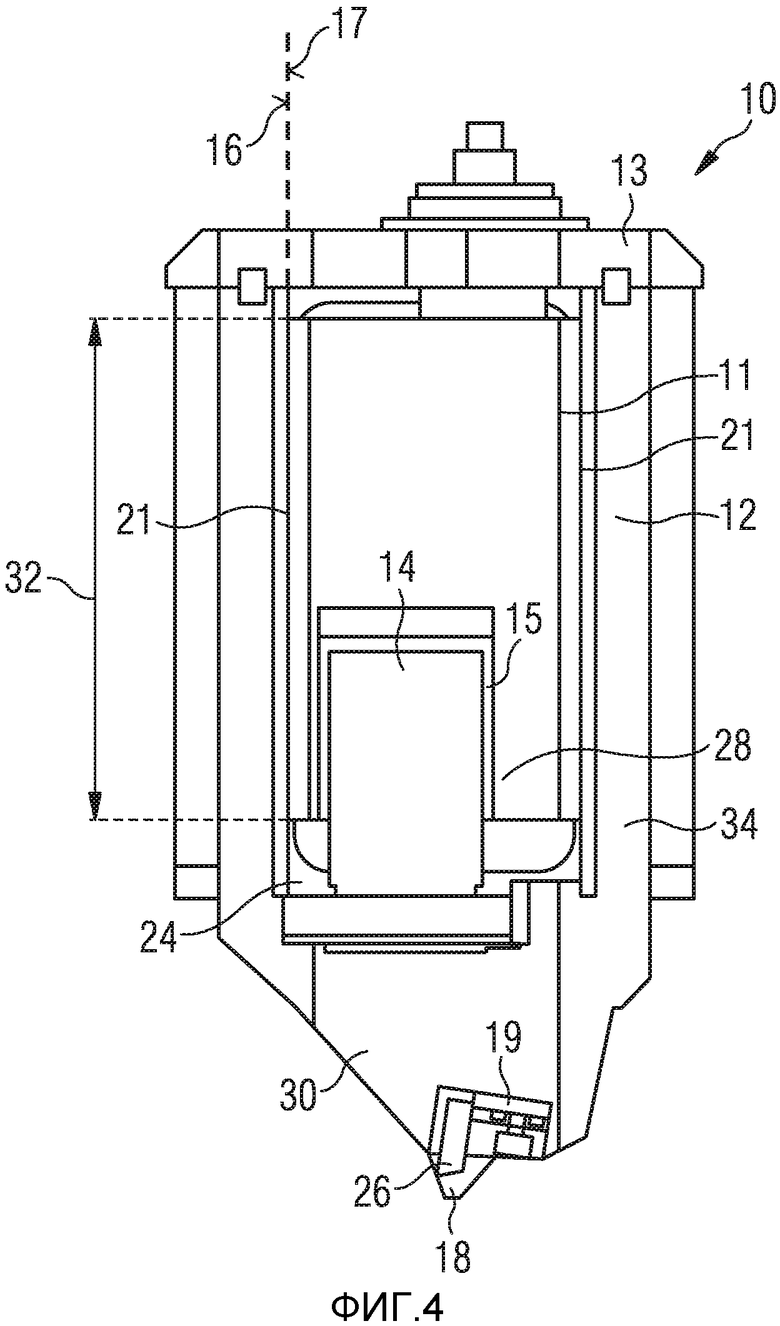
фиг. 4: сечение ножевого барабана.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
На фиг. 1 показан на виде спереди один из вариантов осуществления предлагаемых изобретением высокоскоростных ножниц 1. Высокоскоростные ножницы 1 служат для поперечной резки быстро движущихся стальных полос. Для выполнения резания выполняется ход, равный примерно 70 мм. Двухбарабанные ножницы 1 состоят из верхнего барабана 10 и нижнего барабана 20, оси которых оперты на фиксированном расстоянии друг от друга на раму 27 с возможностью вращения. Эти два ножевых барабана 10, 20 вращаются в противоположном направлении. Предназначенный для резания прокат 2 подводится в направлении стрелки 3 слева к этому разделительному устройству 1, в желаемый момент времени разделяется и отводится на изображении фиг. 1 справа. Характерная скорость катаной полосы 2 составляет около 2-20 м/с или более. Стальная полоса 2 обычно имеет толщину, равную примерно 0,5 мм - 5 мм. Поэтому зазор между ножами, который в момент времени резания не должен быть больше 30% толщины полосы, требует очень точной регулировки и ведения ножей. Под термином зазор между ножами далее следует понимать расстояние между двумя ножами в момент времени резания в параллельном положении лезвий. С учетом упругой деформации конструкции при процессе резания это может означать, что с геометрической точки зрения может устанавливаться исходное положение без зазора или даже перекрывающиеся ножи.
В рабочем состоянии, в котором стальная полоса 2 еще не должна резаться, оба ножа 26 убраны в ножевые барабаны 10, 20 (исходное положение, или положение покоя) и прокат 2 проходит неразрезанным через зазор, образованный двумя окружностями ножей. Оба барабана 10 и 20 вращаются преимущественно или постоянно с окружной скоростью окружности ножа, которая по существу равна касательной скорости проходящего проката 2. В изображенном здесь примере осуществления предлагаемых изобретением высокоскоростных ножниц 1 окружность ножа имеет диаметр, равный примерно 1,5 м.
Для резания быстро движущейся стальной полосы 2 оба ножа 26 перед желаемым моментом времени резания во время вращения барабанов 10, 20 из убранного положения покоя приводятся в подготовительное положение. Это подготовительное положение выбрано так, что ножи как можно ближе, но все же на определенном безопасном расстоянии, чтобы не возникали поверхностные царапины, подводятся к движущейся металлической полосе 2, так что после поданной теперь команды резания за один оборот оба ножа 26 могут выдвигаться в их положение резания. Собственно процесс разделения происходит затем при сведении полностью выдвинутых ножей 26. Преимущество этого двухступенчатого выдвигания заключается в том, что для собственного процесса резания за один оборот должен проходиться только короткий рабочий ход. С другой стороны, если резание не происходит, оба ножа 26 в исходном положении, или положении покоя, достаточно далеко удалены от проходящей полосы, чтобы они могли повредить поверхность полосы.
На фиг. 2 показаны высокоскоростные ножницы 1 на виде сзади. Привод обоих ножевых барабанов 10, 20 осуществляется одним единственным приводным узлом 31. Этот приводной узел 31 может, в зависимости от потребной мощности привода, состоять из одного или нескольких двигателей и при необходимости редуктора. В показанном примере осуществления приводной узел 31 привязан к нижней оси 8 вращения. Создаваемый внизу момент вращения посредством зубчатого колеса 7 передается на два зубчатых колеса 4, 5 верхней оси 8 вращения. Два примыкающих друг к другу торцевыми сторонами зубчатых колеса 4, 5 верхней оси вращения образуют вместе составное зубчатое колесо, которое служит для регулирования отсутствия зазора: для этого оба зубчатых колеса 4, 5 посредством зажимного устройства 6 натягиваются во встречном направлении. Тогда в зацеплении зазор между зубчатым колесом 7 и зубчатыми колесами 4, 5 равен нулю. Так как зацепление не расцепляется ни в каком рабочем состоянии, износ этой зубчатой передачи очень мал. Всегда обеспечена синхронизация верхней и нижней оси вращения.
Для регулировки зазора между ножами зубчатые колеса 4, 5, 7 зубчатой передачи снабжены каждое косозубым венцом. Косозубый венец между нижним зубчатым колесом 7 и двумя верхними зубчатыми колесами 4, 5 позволяет осуществлять регулировку зазора между ножами, при которой одну из двух осей вращения смещают в осевом направлении. В настоящем примере верхняя ось 8 в соответствии со стрелкой 9 (см. фиг. 3) смещается в осевом направлении. Это происходит с помощью осевого приводного устройства 33. Нижняя ось 8 в осевом направлении зафиксирована. Благодаря косозубому венцу угловое положение ножей друг относительно друга может при этом регулироваться с опережением или с замедлением. Предпочтительно при этом, что для привязки верхнего и нижнего барабана могут применяться стандартные редукторы.
На фиг. 3 показаны высокоскоростные ножницы в схематичном изображении.
На фиг. 4 показано сечение ножевого барабана. Ножевой барабан 10 состоит по существу из первой части 11, которая в осевом продолжении образует собственно вал 25 барабана. Вокруг этой первой части 11 в соответствии с изобретением расположена выполненная в виде полого профиля (полость 24) вторая часть 12, собственно держатель ножа. Выдвигание ножа 26 происходит путем гидравлической передачи усилия. Чтобы привести держатель 12 ножа и вместе с тем нож 26 из исходного или подготовительного положения в радиальном направлении в положение резания, оба гидравлических цилиндра 28 (см. фиг. 3) нагружаются давлением гидравлической жидкости. Эта гидравлическая жидкость предоставляется снаружи не изображенным подробно гидравлическим насосом, причем гидравлическая жидкость через собственно известные вращающиеся коллекторы 23 и гидравлические сервоклапаны 29 запитывается в вал 25 барабана. Она попадает через соединительные трубопроводы в полость соответствующего гидравлического цилиндра 28. Чтобы выдвинуть нож 26, усилие пружины должно преодолеваться двумя пакетами 22 тарельчатых пружин. Эти два пакета 22 тарельчатых пружин служат для того, чтобы всегда удерживать первую часть 11 и вторую часть 12 независимо от положения выдвигания ножей 26 под определенным натягом.
Прямоугольное поперечное сечение внутри держателя 12 ножа образуется U-образным участком и оконечной частью 13. На нижней части 30 нож 26 удерживается посредством зажимного устройства 19 для ножа. Зажимное устройство 19 для ножа может быть, например, реализовано посредством винтов или гидравлических цилиндров, что здесь подробно не изображено. В имеющем форму прямоугольного параллелепипеда внутреннем пространстве или полости держателя 12 ножа расположена опертая с возможностью вращения часть 11. Также гидравлический исполнительный элемент для выдвигания ножей. Радиальная направляющая между двумя частями 11 и 12 выполнена в виде направляющей скольжения. Обращенные друг к другу внутренние поверхности 16 полого профиля 12 образуют поверхности скольжения с соответствующими наружными поверхностями 17 части 11 вала. Держатель 12 ножа благодаря этому очень точно ведется по большой длине 32 направляющей. Точность этой радиальной направляющей 21 сохраняется в течение долгого срока использования и через долгий период эксплуатации позволяет осуществлять точную регулировку зазора между ножами. Предлагаемая изобретением конструкция надежна в эксплуатации, подвержена сравнительно лишь небольшому износу и удобна в обслуживании, так как после демонтажа оконечной части 13 как гидравлический узел 28 из цилиндра и поршня, так и поверхности скольжения радиальной направляющей 21 легко могут проверяться на износ.
Как показывает изображение поперечного сечения фиг. 4, гидроцилиндр 28 состоит из цилиндра 15, который расположен в выемке в первой части 11. В цилиндре 15 подвижно установлен гидравлический поршень 14. Заполнение гидравлической жидкостью происходит через выполненные в части 11 вала, не изображенные подробно на чертеже соединительные трубопроводы.
В противоположность уровню техники в соответствии с настоящим изобретением зубчатые колеса 7 и 4, 5 постоянно остаются в зацеплении. Частое разъединение этого зубчатого зацепления приводило бы к повышенному износу и вместе с тем потере точности.
На фиг. 4 соответственно на торцевых сторонах части 12 видны так называемые распорки 18 для обеспечения зазора между ножами. Эти распорки 18 для обеспечения зазора между ножами гарантируют, что оба ножа 26, полностью выдвинутые в момент времени резания, не касаются друг друга.
Предлагаемая изобретением конструкция позволяет осуществлять радиальную перестановку держателя 12 ножа на сравнительно большом пути перестановки, напр., 70 мм. Это имеет то преимущество, что для вдевания головной части полосы эти два ножа 26 могут раздвигаться достаточно широко. С другой стороны, как изложено выше, в порядке подготовки перед выполнением резания может приниматься подготовительное положение, так что затем за один оборот должен быть пройден только остальной путь перестановки, например 5 мм, до положения резания.
Для компенсации дисбалансов во время процесса резания оконечная часть 13 может быть снабжена уравновешивающим устройством. Благодаря этому могут выравниваться дисбалансы.
Путем применения изнашивающихся планок может достигаться практически не имеющее зазоров позиционирование ножей в окружном направлении.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
1 Высокоскоростные ножницы
2 Катаная полоса
3 Направление движения катаной полосы
4 Первое верхнее зубчатое колесо
5 Второе верхнее зубчатое колесо
6 Зажимное устройство
7 Нижнее зубчатое колесо
8 Ось вращения
9 Стрелка
10 Верхний ножевой барабан, верхний барабан
11 Первая часть
12 Вторая часть, держатель ножа
13 Оконечная часть
14 Поршень
15 Цилиндр
16 Внутренние поверхности, поверхность скольжения
17 Наружные поверхности, поверхность скольжения
18 Распорка для обеспечения зазора между ножами
19 Зажимное устройство для ножа
20 Нижний ножевой барабан, нижний барабан
21 Радиальная направляющая
22 Пакет тарельчатых пружин
23 Вращающийся коллектор
24 Полость, полое поперечное сечение
25 Вал барабана
26 Нож
27 Рама
28 Гидравлический цилиндр, узел из поршня и цилиндра
29 Гидравлический сервоклапан
30 Нижняя часть
31 Приводное устройство
32 Длина направляющей
33 Осевое приводное устройство
34 U-образный участок
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫСОКОСКОРОСТНЫЕ НОЖНИЦЫ | 1998 |
|
RU2223846C2 |
| УСТРОЙСТВО И СПОСОБ РЕГУЛИРОВКИ ЗАЗОРА МЕЖДУ ЛЕЗВИЯМИ У БАРАБАННЫХ НОЖНИЦ ДЛЯ ПОПЕРЕЧНОЙ РЕЗКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2015 |
|
RU2691008C2 |
| СИСТЕМА БАРАБАННЫХ НОЖНИЦ | 2009 |
|
RU2466833C2 |
| НАПРАВЛЯЮЩЕЕ УСТРОЙСТВО ДЛЯ НОЖА | 2011 |
|
RU2526338C1 |
| Кромкокрошительные барабанные ножницы | 1981 |
|
SU967698A1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС В ПРОКАТНОЙ КЛЕТИ СТЕККЕЛЯ | 2003 |
|
RU2336960C2 |
| ДИСКОВЫЕ КРОМКООБРЕЗНЫЕ НОЖНИЦЫ | 1999 |
|
RU2223163C2 |
| ЛЕТУЧИЕ БАРАБАННЫЕ НОЖНИЦЫ | 2002 |
|
RU2286864C2 |
| СИНХРОННО ДВИЖУЩИЕСЯ ГИДРАВЛИЧЕСКИЕ НОЖНИЦЫ БЕЗ СТАНИНЫ | 2013 |
|
RU2627073C2 |
| ВЫСОКОСКОРОСТНЫЕ НОЖНИЦЫ ДЛЯ ПОПЕРЕЧНОЙ РЕЗКИ КАТАНОЙ ПОЛОСЫ | 1997 |
|
RU2220029C2 |
Изобретение касается высокоскоростных ножниц для поперечной резки плоского проката. Ножницы содержат два расположенных друг напротив друга барабана с приводом в виде устройства с окружной скоростью, соответствующей скорости прохождения проката. Каждый барабан имеет первую часть, выполненную с возможностью вращения, и вторую часть, выполненную с возможностью удерживания ножа. Между первой и второй частями расположена радиальная направляющая. Держатель ножа выполнен в виде прямоугольного параллелепипеда с полостью для расположения в ней с возможностью вращения первой части. При этом держатель ножа опирается на первую часть с возможностью движения скольжения. Изобретение позволяет повысить технические характеристики устройства. 15 з.п. ф-лы, 4 ил.
1. Высокоскоростные ножницы для поперечной резки проката, содержащие два расположенных друг напротив друга барабана (10, 20), привод которых выполнен в виде устройства (31) с окружной скоростью, соответствующей скорости прохождения проката, при этом каждый барабан (10, 20) имеет соответственно первую часть (11), выполненную с возможностью вращения вокруг оси (8) вращения, и вторую часть (12), выполненную с возможностью удерживания ножа (26), при этом между первой частью (11) и второй частью (12) расположена радиальная направляющая (21) с возможностью перестановки держателя (12) ножа посредством устройства (28) управления между исходным положением и положением резания, отличающиеся тем, что держатель (12) ножа выполнен в виде прямоугольного параллелепипеда, имеющего полость (24) для расположения в ней с возможностью вращения упомянутой первой части (11), при этом держатель (12) ножа опирается на первую часть (11) с возможностью движения скольжения.
2. Ножницы по п. 1, отличающиеся тем, что полость (24) выполнена ограниченной расположенными друг напротив друга, проходящими параллельно внутренними поверхностями (16), образующими направляющую скольжения с соответствующими наружными поверхностями (17) первой части (11).
3. Ножницы по п. 2, отличающиеся тем, что направляющая скольжения выполнена в виде плоской направляющей.
4. Ножницы по любому из пп. 1-3, отличающиеся тем, что вторая часть (12) выполнена с U-образным участком (34) с двумя полками, а радиальная направляющая (21) выполнена на обеих обращенных друг к другу поверхностях двух полок.
5. Ножницы по п. 4, отличающиеся тем, что нож (26) закреплен на повернутой от полок стороне нижней части (30) U-образного участка (34) посредством зажимного устройства (19) для ножа.
6. Ножницы по п. 1, отличающиеся тем, что устройство (28) управления выполнено с возможностью позиционирования держателя (12) ножа в подготовительном положении между исходным положением и положением резания.
7. Ножницы по п. 1, отличающиеся тем, что приводы упомянутых барабанов (10, 20) выполнены с возможностью приведения в движение одним приводным узлом (31), при этом упомянутые ножницы выполнены с зубчатой передачей (4, 5, 7) с косозубым венцом с возможностью синхронизации окружных скоростей верхнего и нижнего барабанов (10, 20).
8. Ножницы по п. 7, отличающиеся тем, что по меньшей мере одна зубчатая передача (4, 5, 7) выполнена по меньшей мере с одним составным зубчатым колесом (4, 5) с возможностью обеспечения отсутствия зазора в зацеплении зубчатой передачи (4, 5, 7) посредством действующего на упомянутое зубчатое колесо (4, 5) зажимного устройства (6).
9. Ножницы по п. 1, отличающиеся тем, что устройство (28) управления содержит по меньшей мере один гидравлический цилиндр.
10. Ножницы по п. 9, отличающиеся тем, что по меньшей мере один гидравлический цилиндр (28) выполнен опирающимся с одной стороны на первую часть (11), а с другой стороны - на нижний участок (30) второй части (12).
11. Ножницы по п. 10, отличающиеся тем, что первая (11) и вторая (12) части выполнены с возможностью удерживания с натягом друг относительно друга посредством по меньшей мере одного пружинного элемента (22).
12. Ножницы по п. 11, отличающиеся тем, что по меньшей мере один пружинный элемент (22) образован по меньшей мере двумя расположенными в радиальном направлении пакетами тарельчатых пружин.
13. Ножницы по п. 9, отличающиеся тем, что они содержат устройство для смещения противовеса, действующего относительно массы второй части (12).
14. Ножницы по п. 7, отличающиеся тем, что они содержат осевое приводное устройство (33), выполненное с возможностью воздействия на по меньшей мере одну ось (8) вращения.
15. Ножницы по п. 9, отличающиеся тем, что по меньшей мере один гидравлический цилиндр (28) выполнен в виде цилиндра одностороннего действия.
16. Ножницы по п. 9, отличающиеся тем, что вторая часть (12) выполнена с возможностью перестановки посредством по меньшей мере одного гидравлического цилиндра (28) в подготовительное положение и в течение по меньшей мере двух предусмотренных для резания оборотов - в положение резания и обратно.
| УСТРОЙСТВО ДЛЯ РЕЗАНИЯ ДЛИННОМЕРНЫХ ПРОДОЛЬНО ДВИЖУЩИХСЯ ИЗДЕЛИЙ | 1994 |
|
RU2100152C1 |
| ВЫСОКОСКОРОСТНЫЕ НОЖНИЦЫ | 1998 |
|
RU2223846C2 |
| ВЫСОКОСКОРОСТНЫЕ НОЖНИЦЫ ДЛЯ ПОПЕРЕЧНОЙ РЕЗКИ КАТАНОЙ ПОЛОСЫ | 1997 |
|
RU2220029C2 |
| Фотополимеризующаяся композиция | 1979 |
|
SU771603A1 |
| МАГНИТНОЕ РЕЛЬСОВОЕ ТОРМОЗНОЕ УСТРОЙСТВО | 2005 |
|
RU2362696C2 |

