Изобретение относится к летучим ножницам, содержащим расположенные на противоположных друг другу барабанах ножи, выполненные с возможностью ускорения до скорости подачи горячекатаной разрезаемой полосы и взаимной установки для осуществления реза.
При изготовлении горячекатаной широкой полосы все больше происходит переход к бесконечной прокатке. Исходный материал получают путем сварки черновых полос или в литьевых машинах. Горячекатаную широкую полосу изготовляют также способом полубесконечной прокатки, при котором исходный материал может иметь длину нескольких черновых полос, которые могут временно храниться на рольгангах, в печах с роликовым подом или в боксах для бобин.
По окончании процесса горячей прокатки готовая полоса должна быть разрезана на длину, соответствующую требуемой массе бобин. Резка должна осуществляться в непрерывном режиме, т.е. на скорости прокатки. Поэтому она должна происходить при принятых сегодня скоростях листовых широкополосных станов горячей прокатки в диапазоне 5-30 м/с, преимущественно 10-20 м/с. Толщина полос составляет при этом 0,5-30 мм, преимущественно 0,6-1,5 мм.
Известные барабанные или кривошипные ножницы, служащие для резки горячекатаной широкой полосы, не рассчитаны на такие высокие скорости полосы. Однако и летучие ножницы, используемые вслед за тандемными холодопрокатными станами, работают при скорости полосы только примерно до 6 м/с.
Известны высокоскоростные ножницы для поперечной резки катаной полосы, содержащие по меньшей мере, один нож, расположенный на одном из противоположных друг другу барабанах, выполненных с возможностью ускорения их окружной скорости с помощью, по меньшей мере, одного приводного устройства до скорости, соответствующей скорости подачи горячекатаной подвергаемой резке полосы, и по меньшей мере, одно отдельно управляемое установочное устройство, относящееся к, по меньшей мере, одному из барабанов (SU156052, B 23 D 25/12, 20.07.1963).
В основе изобретения лежит задача усовершенствования высокоскоростных ножниц для резки горячекатаной полосы так, чтобы были обеспечены точные резы при скоростях полосы до 30 м/с и при минимальных толщинах полосы.
Эта задача решается за счет того, что высокоскоростные ножницы для поперечной резки катаной полосы, содержащие по меньшей мере, один нож, расположенный на одном из противоположных друг другу барабанах, выполненных с возможностью ускорения их окружной скорости с помощью, по меньшей мере, одного приводного устройства до скорости, соответствующей скорости подачи горячекатаной подвергаемой резке полосы, и по меньшей мере, одно отдельно управляемое установочное устройство, относящееся к, по меньшей мере, одному из барабанов, отличаются тем, что второй барабан снабжен взаимодействующим с ножом упором.
Согласно предпрочтительной форме выполнения один из барабанов снабжен ножом, взаимодействующим с действующим в качестве упора участком рубашки второго барабана.
Кроме того, является целесообразным, что барабаны и установочное устройство выполнены с возможностью синхронизации работы электрическим или электронным путем.
Согласно еще одной предпочтительной форме выполнения параллельно к установочным устройствам установлены устройства для аксиального перемещения барабанов. Согласно еще одной форме выполнения ножи могут быть выполнены с заданной кривизной.
Ножевой барабан может быть со своей окружной скоростью или окружной скоростью ножей достаточно рано ускорен до скорости полосы или может вращаться постоянно с соответствующей скоростью полосы, так что требуются лишь небольшие затраты на привод, поскольку соответствующие силы ускорения легко управляемы. Установка относительно реза происходит посредством отдельной системы, которая за счет того, что она представляет собой самостоятельную систему, также имеет более простую конструкцию, чем в известных режущих устройствах.
Предпочтительно, если, по меньшей мере, один из барабанов установлен на балансирах, соединенных с установочными устройствами, или если, по меньшей мере, один из барабанов установлен посредством линейной направляющей, а установочное устройство воздействует на направляющие элементы. При этом барабаны или разрезающие полосу ножи могут вращаться со скоростью полосы, и после прохождения ножниц длины полосы, соответствующей нужной массе бобины, балансиры или направляющие элементы линейной направляющей могут быть установлены относительно реза.
Для установки могут быть предусмотрены любые приводы. Зарекомендовало себя, однако, выполнение установочных устройств в виде эксцентриковых механизмов или использование гидроцилиндров в качестве установочных устройств.
Если оба противоположных друг другу барабана снабжены ножами, обеспечивается оптимальный рез. Ножевые барабаны должны быть при этом точно синхронизированы. Если один из обоих барабанов снабжен упором или оснащен такой закаленной оболочкой, что она может служить упором, то возникает зона, в которой полоса может быть разрезана, и в которой оба барабана могут быть синхронизированы менее точно.
Важно, что окружная скорость барабанов может быть синхронизирована со скоростью подачи полосы. При этом синхронизация должна происходить так, чтобы окружная скорость режущих кромок ножей или скорость поверхности упора или оболочки барабанов совпадала со скоростью подачи полосы.
Существенно, что установочные устройства выполнены с возможностью синхронизации, управления и/или работы с вращением барабана таким образом, что при прохождении ножей движения установки заканчиваются, а после прохождения повторяются. До осуществления реза ножи своевременно согласуют со скоростью подачи полосы. Для реза их необходимо лишь установить навстречу друг другу. При этом установка происходит так, что движение установки ножей или ножа и упора или рубашки барабана заканчивается к началу реза и по окончании реза барабаны снова расходятся, прежде чем барабан совершит еще один оборот и, тем самым, еще один рез.
Синхронизация барабанов между собой и при необходимости с установочными устройствами может осуществляться посредством соответствующих передач или же электрическим или электронным путем. Установочный ход барабанов может компенсироваться посредством универсальных шпинделей, предусмотренных между редукторами или соответствующими приводами и барабанами.
Для того, чтобы можно было регулировать резы, параллельно установочным устройствам предусмотрены устройства для осевого перемещения барабанов. При этом осевое перемещение барабанов может происходить также во время реэа.
При использовании ножей с заданной кривизной могут быть установлены заданные формы начала полосы, способствующие надежной транспортировке к наматывающему устройству.
Изобретение более подробно поясняется с помощью примера выполнения, представленном на чертеже, где на
фиг. 1 показано расположение ножниц, согласно изобретению, в листовом широкополосном стане горячей прокатки, у которых один из ножевых барабанов установлен в линейной направляющей;
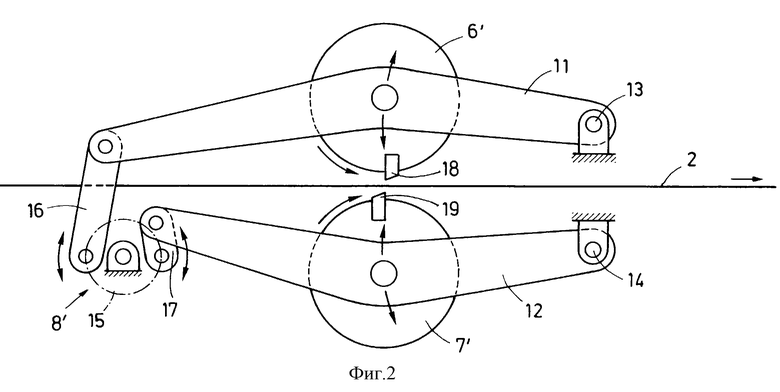
фиг.2 - ножницы, согласно изобретению, с ножевыми барабанами, установленными на балансирах;
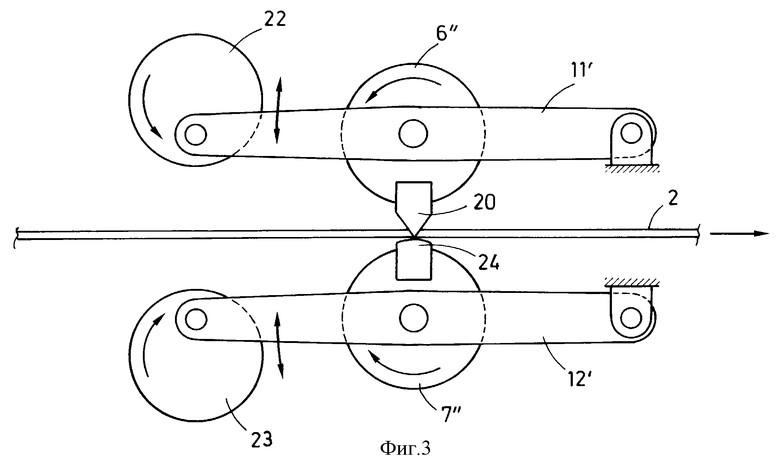
фиг.3 - ножницы, согласно изобретению, с ножевыми барабанами, установленными на балансирах, причем один из барабанов несет упор;
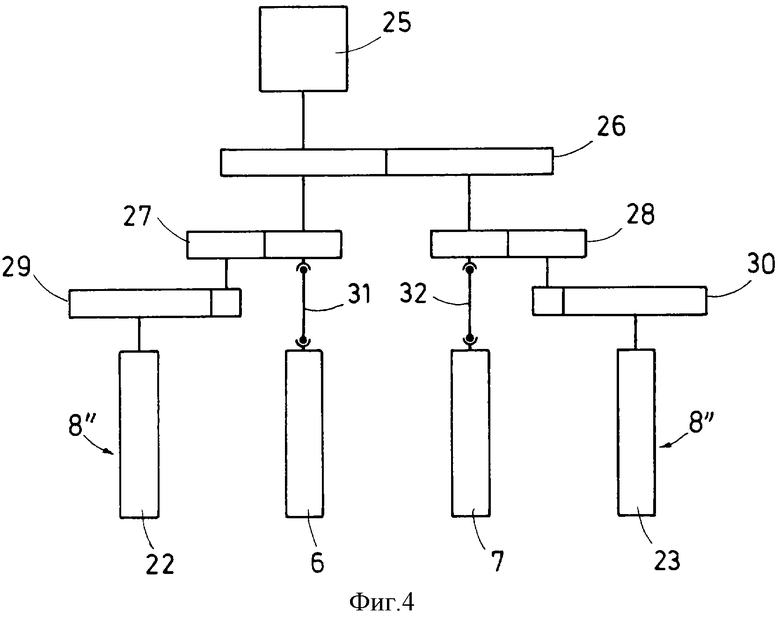
фиг.4 схематично показан привод ножниц, согласно изобретению, посредством которого достигается механическая синхронизация.
На фиг. 1 изображена последняя клеть 1 листового широкополосного стана горячей прокатки, в котором бесконечная полоса 2 прокатана до нужных размеров. За станом установлено направляющее устройство 3, между которым и дополнительным направляющим устройством 4 размещены ножницы 5 для резки бесконечной полосы. Ножницы 5 состоят из барабанов 6, 7, окружная скорость которых совпадает со скоростью полосы, регулируемой либо изменением частоты вращения направляющего устройства 3, либо датчиком (не показан). Движущийся в линейных направляющих 21 барабан 6 может быть установлен по отношению к барабану 7 посредством установочных устройств 8 отдельно от своего привода вращения (не показан) для осуществления реза. При этом барабан 6 содержит ножи 20, тогда как барабан 7 снабжен особенно закаленной оболочкой, служащей ответным ножом. Полосу наматывают на моталку 9. По окончании реза начало полосы направляют к моталке 10 и наматывают на нее, тогда как готовая бобина может быть снята с моталки 9.
На фиг. 2 изображены полоса 2 и барабаны 6', 7', установленные на балансирах 11, 12. Один конец каждого балансира опирается в точке 13, 14 вращения, а другой их конец воздействует на установочное устройство 8', представляющее собой эксцентриковый привод, установочный эксцентрик 15 которого соединен посредством шарнирно соединенных с балансирами 11, 12 тяговых серег 16, 17. Достаточно лишь четверти оборота установочного эксцентрика 15, чтобы сблизить свободные концы балансиров 11, 12 и выполнить рез барабанами 6', 7'.
Барабаны 6', 7', на которых сидят ножи 18, 19, механическим, электрическим или электронным путем синхронизированы между собой посредством устройств (не показаны), так что ножи выполняют рез с соблюдением соответствующего зазора.
На фиг.3 изображены балансиры 11', 12', на которых установлены барабаны 6'', 7''. Свободные концы балансиров 11', 12' соединены с установочными эксцентриками 22, 23, причем их приводы (не показаны) могут быть синхронизированы между собой и с барабанами 6'', 7''. Вместо установочных эксцентриков 22, 23 могут быть предусмотрены любые другие установочные устройства 8, например цилиндропоршневые блоки.
На барабане 6'' установлен нож 20, тогда как барабан 1'' несет упор 24. Синхронизация между барабанами 6'', 7'' не обязательно должна быть при этом такой же точной, как, например, между барабанами 6', 7' на фиг.2, поскольку упор 24 обеспечивает ножу 20 большой диапазон резания.
На фиг.4 изображен приводной блок 25, соединенный с главным шестеренным редуктором 26, который взаимодействует с шестеренным редуктором 27 для барабана 6 и шестеренным редуктором 28 для барабана 7. Шестеренный редуктор 27 передает через редуктор 29 установочное усилие для установочного эксцентрика 22, тогда как установочное усилие для установочного эксцентрика 23 передается от шестеренного редуктора 28 через редуктор 30. Посредством редукторов 26, 27, 28 барабаны 6, 7 механически синхронизированы между собой. Далее синхронизация между установочными эксцентриками 22, 23, с одной стороны, и между барабанами 6, 7, с другой стороны, обеспечивается посредством редукторов 26-30. При использовании, например, только одного установочного эксцентрика 22 редукторы 28, 30 не нужны. Барабаны 6, 7 приводятся через шарнирные валы 31, 32, которые способны компенсировать движение между неподвижными редукторами 26-28 и сходящимися барабанами 6, 7. Синхронизация барабанов и установочных устройств электрическим, электронным или гидравлическим путем, также являющаяся объектом изобретения, здесь не показана.
Ножницы, согласно изобретению, используются для разделения движущейся с высокой скоростью бесконечной горячекатаной полосы на длину, соответствующую нужной массе бобин. При скоростях горячекатаной полосы до 30 м/с и при ее толщине до 0,5 мм бесконечные полосы не могут надежно вводиться в листовые широкополосные станы горячей прокатки. Поэтому клети устанавливают, например, на раствор валков только около 1,5 мм и начало полосы прокатывают с этой установкой, пока моталка не сможет создать соответствующее натяжение. Теперь клети листовых широкополосных станов горячей прокатки могут быть установлены на раствор валков до 0,5 мм. Как только первые участки полосы с нужной окончательной толщиной пройдут через ножницы, их устанавливают для резки. Подобным образом ножницы устанавливают для резки, прежде чем конец полосы будет введен в прокатный стан, раствор валков будет снова установлен примерно на 1,5 мм и прежде чем более толстая теперь полоса пройдет через ножницы.
Ножничная система, раскрытая здесь для горячекатаной широкой полосы, может аналогичным образом использоваться для холоднокатаной полосы, выходящей из холоднопрокатных станов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫСОКОСКОРОСТНЫЕ НОЖНИЦЫ | 1998 |
|
RU2223846C2 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС В ПРОКАТНОЙ КЛЕТИ СТЕККЕЛЯ | 2003 |
|
RU2336960C2 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| РЕВЕРСИВНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ТОНКОЙ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ | 2002 |
|
RU2259244C2 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 1999 |
|
RU2166413C2 |
| СПОСОБ РАЗРЕЗАНИЯ ЗАГОТОВКИ ИЛИ ПРОМЕЖУТОЧНОЙ ПОЛОСЫ ПОСРЕДСТВОМ НОЖНИЦ | 2018 |
|
RU2737370C1 |
| СПОСОБ УПРАВЛЕНИЯ СКОРОСТНЫМ РЕЖИМОМ БАРАБАННЫХ ЛЕТУЧИХ НОЖНИЦ ПРИ РЕЗЕ КОНЦЕВЫХ УЧАСТКОВ РАСКАТА ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 1996 |
|
RU2100151C1 |
| УСТРОЙСТВО И СПОСОБ РЕГУЛИРОВКИ ЗАЗОРА МЕЖДУ ЛЕЗВИЯМИ У БАРАБАННЫХ НОЖНИЦ ДЛЯ ПОПЕРЕЧНОЙ РЕЗКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2015 |
|
RU2691008C2 |
Изобретение относится к летучим ножницам, предназначенным для резки горячекатаной полосы. Ножницы содержат два расположенных противоположно друг другу барабана. Барабаны выполнены с возможностью ускорения с помощью по меньшей мере одного приводного устройства до скорости, соответствующей скорости подачи подвергаемой резке полосы. На одном из барабанов установлен по меньшей мере один нож, который может иметь заданную кривизну. Второй барабан снабжен взаимодействующим с ножом упором. В ножницах предусмотрено по меньшей мере одно управляемое установочное устройство, относящееся к по меньшей мере одному из барабанов. В качестве упора может быть использован участок рубашки второго барабана. Барабаны и установочное устройство могут быть выполнены с возможностью синхронизации их работы электрическим или электронным путем. В результате обеспечивается повышение точности резки при скоростях перемещения полосы до 30 м/с и при минимальной толщине полосы. 4 з.п.ф-лы, 4 ил.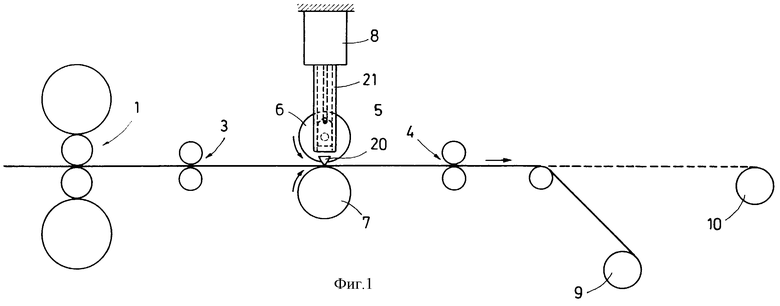
| US 4058041, 15.11.1977 | |||
| 0 |
|
SU156052A1 | |
| Барабанные летучие ножницы для разрезки проката | 1953 |
|
SU101080A1 |
| 0 |
|
SU168098A1 | |
| US 3981213, 21.09.1976. | |||

