Изобретение касается, главным образом, восстановления или реконструкции изделия, в частности композиционного изделия или композиционной детали, или изделия или детали из композиционного материала, имеющего дефект, который нужно исправить или устранить, затрагивающий по меньшей мере его поверхность и даже всю его толщину.
Точнее, изобретение касается восстановления или реконструкции, или ремонта изделий, таких, как определено выше, путем помещения в вышеупомянутый дефект или на вышеупомянутый дефект, с одной стороны, непрерывных или резаных волокон, механически прочных, организованных, например, в форме технической ткани или слоя, или неорганизованных, например, навалом или в нетканой форме, и, с другой стороны, термопластичной или структурируемой смолы или термопластичного или структурируемого полимерного материала (одной смолы или смеси полимеров), в частности термосшиваемого или термоотверждаемого, при этом целое образует в твердом состоянии матрицу, в которой распределены или размещены вышеупомянутые волокна. В качестве примера, волокна представляют собой стекловолокно, углеродные волокна или волокна из кевлара, смола представляет собой эпоксидную, или полиэфирную, или фенольную, или дималеимидную смолу. Эти волокна могут быть помещены в дефект отдельно от смолы, в этом случае вышеупомянутые волокна расположены в вышеупомянутом дефекте, например, в форме наложенных друг на друга слоев ткани, затем в массу ткани в жидкой форме инжектируют смолу, или вместе со смолой, в этом случае используют готовый к употреблению композиционный материал, например, предварительно пропитанный материал, состоящий из переплетения, образованного вышеупомянутыми волокнами, и смолистой матрицы, например, частично структурированной или неструктурированной.
Во всех случаях, структура, полученная на дефекте или в дефекте, является так называемым монолитом или монолитной, потому что блок в твердом состоянии практически невозможно разделить, например, путем отслаивания, на вышеупомянутые компоненты, а именно волокна или слои, с одной стороны, и смолу, с другой стороны.
В настоящем описании и в формуле изобретения, если не указано противоположное, под термином "композит" подразумевают структуру, изделие или материал, гетерогенно образованный путем соединения нескольких материалов или элементарных компонентов, а именно и в особенности, волокон и смол, соединенных между собой и обладающих набором свойств, особенно механических, которыми не обладает ни один из компонентов в отдельности.
В настоящем описании термин "смола" относится к полимерным материалам, которые, по существу, могут быть определены термином "адгезив" или "клей", например структурный, речь идет о термопластичных или отверждаемых полимерных материалах.
В соответствии с германской заявкой на патент 4019744 и, более конкретно, со способом осуществления, представленным на фиг.7 этого документа, описан способ восстановления или реконструкции изделия, например композиционного изделия, имеющего дефект, затрагивающий по меньшей мере его поверхность. Согласно этому способу:
а - в дефект или на дефект помещают по меньшей мере один дополнительный элемент или материал, форма и размеры которого соответствуют форме и размерам вышеупомянутого дефекта, причем этот элемент или материал содержит непрерывные или резаные волокна, механически прочные, организованные или неорганизованные; например, в этот дефект помещают суперпозицию слоев ткани, организованно соединяющую механически прочные волокна;
б - в этот дефект или на этот дефект помещают полимерный материал или смолу для получения полимерной матрицы, в которой распределены эти волокна; например, этот полимерный материал подают в дефект в жидкой форме под давлением, пропитывая таким образом вышеупомянутые волокна, и получая после отверждения полимерного материала твердую полимерную матрицу, в которой распределены эти волокна;
в - на дополнительный элемент, пропитанный полимерной матрицей, последовательно и один поверх другого, помещают приспособление для дренажа газов, выделяющихся из полимерной матрицы во время проведения следующей стадии (г), и оболочку для отвода газов, образующую с остальной частью изделия во время восстановления или ремонта камеру, герметичную по отношению к внешней атмосфере, окружающую дефект и дополнительный элемент; в качестве примера, приспособление для обезгаживания представляет собой слой текстильного материала для дренажа газов;
г - все еще откачивая герметичную камеру, дополнительный элемент нагревают посредством источника излучения, излучение которого содержит инфракрасное излучение, помещая этот источник по отношению к вышеупомянутому дефекту таким образом, чтобы облучить оболочку для отвода газов, выделяющихся из полимерной матрицы.
В германской заявке на патент 4019744 способ, идентифицированный перед этим, описан только для обработки или ремонта массивных изделий из одного и того же материала, за исключением любого другого изделия.
С другой стороны, сегодня, чтобы отремонтировать монолитное композиционное изделие, например, в авиационной промышленности, действуют следующим образом, как показано на фиг.1, которая представляет собой схематический разрез:
- готовят, в частности, путем вырезания, один или несколько элементов 2 или материал, форма и размеры которого соответствуют форме и размерам дефекта 1а, подлежащего устранению или заполнению; этот материал или эти элементы, соединенные друг с другом или наложенные друг на друга, сами представляют собой композиционный материал, в том смысле, что они неразрывно объединяют полимерную матрицу и непрерывные или резаные волокна, организованные или неорганизованные, механически прочные, например из углерода, кевлара, стекла, и т.д.;
- переносят и помещают элемент или элементы 2, или приготовленный таким образом материал, в дефект или на дефект 1а обрабатываемого изделия;
- на элемент 2 и на изделие 1 последовательно помещают по одну и по другую сторону дефекта и одни поверх других:
- перфорированную или неперфорированную пленку 9, неклейкую по отношению к дополнительному элементу 2, обрабатываемому в дальнейшем, например сшиваемому;
- слой текстильного материала 3 для дренажа через его периферическую кромку 3а газов, которые будут выделяться из полимерной матрицы во время ее обработки, например ее сшивания;
- пленку 8, герметичную по отношению к полимерному материалу;
- гибкое нагревательное устройство 10 в виде крышки, обычно включающее в себя нагревающие электрические сопротивления, погруженные в электроизоляционный материал, например силикон;
- слой 11, теплоизоляционный по отношению к окружающей среде;
- и гибкую оболочку 4 для отвода газов, образующую посредстом соответствующих приспособлений 12 (например, прокладок) с остальной частью изделия 1 камеру 5, герметичную по отношению к окружающей атмосфере; эта оболочка окружает не только дефект 1а и дополнительный элемент 2, но также все наложенные друг на друга элементы, описанные перед этим.
В оболочке для отвода газов 4 создают вакуум, например, посредством насоса 13, и гибкое нагревательное устройство соединяют с источником электропитания 14.
С использованием соответствующих средств контроля, в частности датчиков температуры, проводят термообработку, например, полимерную матрицу подвергают термосшиванию в случае, когда эта последняя представляет собой сшиваемый или термоотверждаемый полимер. Термообработку строго контролируют в зависимости, в частности, от природы полимерной матрицы и искомых механических характеристик.
Настоящее изобретение касается восстановления или реконструкции композиционных изделий типа "сандвич", то есть изделий, имеющих в своем составе твердый губчатый слой, например материал типа "сот" из различных материалов, таких как картон, пропитанный фенольной смолой, из пластмассы, а также из металла или из структурного пенопласта.
Этот губчатый слой структурно связан, по меньшей мере с одной стороны, с монолитным слоем, таким как определенный перед этим, то есть объединяющим в виде моноблока полимерную матрицу и механически прочные волокна, распределенные в этой матрице.
Сегодня не существует никакого удовлетворительного решения, позволяющего отремонтировать или реконструировать композиционные изделия типа "сандвич", в частности, когда можно добраться только до поверхности вышеупомянутого изделия.
На самом деле, чтобы реконструировать или восстановить такое изделие, например, часть верхней поверхности крыла летательного аппарата, имеющего композиционную сандвич-структуру, сначала обрабатывают дефект, чтобы придать ему правильную или контролируемую геометрию. Затем на дно обработанного дефекта помещают смолу или адгезив, затем дополнительный элемент из губчатого материала, выровненный по уровню губчатого слоя ремонтируемого изделия, также со смолой, соединяющей его с остальной частью губчатого слоя; и, наконец, до уровня монолитного слоя ремонтируемого изделия наносят механически прочные волокна и полимерную матрицу для восстановления вышеупомянутого слоя в месте дефекта.
Подвод тепла и давления, необходимых для того, чтобы связать и соединить набор материалов или элементов, заполняющих дефект, и эти последние с остальной частью восстанавливаемого или реконструируемого изделия, обеспечивают, осуществляя один или несколько раз следующие операционные стадии:
- на ремонтируемое изделие на уровне дефекта последовательно и один поверх другого помещают слой текстильного материала для дренажа через его периферическую кромку газов, выделяющихся из полимерной матрицы во время следующей стадии, гибкое нагревательное устройство в виде крышки, включающее в себя нагревающие электрические сопротивления, погруженные в электроизоляционный материал, например силикон, и оболочку для отвода вышеупомянутых газов, образующую с остальной частью изделия камеру, герметичную по отношению к окружающей атмосфере, окружающую дефект и элементы, и материалы, которые в него помещены;
- все еще откачивая герметичную камеру, посредством гибкого нагревательного устройства нагревают дополнительные элементы и материалы, чтобы вызвать или инициировать сшивание полимерной матрицы в случае термоотверждаемой смолы.
В случае композиционного изделия, имеющего недоступную поверхность, например внутреннюю, для термообработки смолы на дне дефекта не существует других решений, чем:
- сильно нагреть посредством гибкого нагревательного устройства сердцевину дефекта, чтобы попытаться термически достичь внутренней поверхности; но такой сильный нагрев, помимо того, что он мало эффективен, способен повредить наружную поверхность ремонтируемого изделия; или в таком случае надо охлаждать гибкое нагревательное устройство или изделие по периферии;
- демонтировать изделие, чтобы иметь доступ к его внутренней поверхности, или заменить ремонтируемое изделие, что в некоторых случаях невозможно или в любом случае является экономически невыгодным.
В первом случае, когда не обеспечивают температурный цикл, требуемый для сшивания смолы в глубине дефекта, это последнее не происходит или является несовершенным, так что вся реконструкция изделия оказывается компромиссом.
Известен способ восстановления или реконструкции композиционного изделия, содержащего губчатый слой, например сотовый материал, имеющего дефект, повреждающий изделие, при котором последовательно а) помещают на дно дефекта по меньшей мере один дополнительный элемент или материал, форма и размеры которого соответствуют форме и размерам дефекта, б) вставляют в дефект заменяющую губчатую часть, г) помещают на элементы, перенесенные в дефект, последовательно друг над другом, приспособление, например, слой текстильного материала для дренажа газов, выделяющихся из смол в течение стадии (д), и оболочку для отвода вышеупомянутых газов, образующую с остальной частью изделия камеру, герметичную по отношению к наружной атмосфере, окружающую дефект и вышеупомянутые дополнительные элементы и д) продолжая откачивать герметичную камеру, нагревают дополнительный элемент (RU 2039655, С1, кл. В 29 С 73/14, 1995 г.).
Однако в данном способе также не обеспечивается достаточно эффективное восстановление композиционного изделия за счет того, что не происходит должного сшивания смолы в глубине дефекта.
Задачей настоящего изобретения является нахождение решения для реконструкции или восстановления композиционного изделия типа сандвич.
Согласно настоящему изобретению, сверх всякого ожидания, обнаружили, что использование источника излучения, испускающего инфракрасное излучение, размещенного по отношению к обрабатываемому дефекту таким образом, чтобы облучить оболочку для отвода газов, выделяющихся из полимерной матрицы, позволяет нагревать по ту сторону губчатого слоя сандвичевого композиционного изделия, по отношению к вышеупомянутой оболочке для отвода газов, и это несмотря на тепловое сопротивление, нормально оказываемое всем губчатым слоем.
Поставленная задача решается за счет того, что в способе восстановления или реконструкции композиционного изделия, содержащего губчатый слой, например сотовый материал, имеющего дефект, повреждающий изделие, при котором последовательно а) помещают на дно дефекта по меньшей мере один дополнительный элемент или материал, форма и размеры которого соответствуют форме и размерам дефекта, б) вставляют в дефект заменяющую губчатую часть, г) помещают на элементы, перенесенные в дефект, последовательно друг над другом, приспособление, например слой текстильного материала для дренажа газов, выделяющихся из смол в течение стадии (д), и оболочку для отвода вышеупомянутых газов, образующую с остальной частью изделия камеру, герметичную по отношению к наружной атмосфере, окружающую дефект и вышеупомянутые дополнительные элементы и д) продолжая откачивать герметичную камеру, нагревают дополнительный элемент, дополнительный элемент или вышеупомянутый материал содержат непрерывные или резаные волокна, механически прочные, организованные или неорганизованные, которые помещают на дно дефекта, раздельно или соответствующим образом по отношению к волокнам вышеупомянутого элемента или вышеупомянутого материала, помещают первую смолу, для получения на стадии (д) полимерной матрицы, в которой распределены упомянутые волокна, заменяющую губчатую часть выполняют, например, в виде сотового материала, и в) помещают на наружный участок губчатой части вторую смолу с по меньшей мере одним элементом из ткани с непрерывными или резаными волокнами, причем вторую смолу наносят раздельно или соответствующим образом по отношению к волокнам вышеупомянутого элемента, при этом источник излучения, которым нагревают дополнительный элемент, содержит инфракрасное излучение, который помещают по отношению к дефекту таким образом, чтобы облучить оболочку для отвода газов, выделяющихся из полимерной матрицы, и при условии, что вышеупомянутый источник излучения действует по ту сторону губчатой части.
Возможным является осуществление способа в одну стадию.
Кроме того, возможным является использование первой смолы, температура обработки которой является менее значительной, чем температура обработки второй смолы.
Предложенный способ может быть осуществлен в две стадии, а именно, первую стадию, во время которой на дно дефекта помещают смолу, вставляют вышеупомянутую заменяющую губчатую часть, например, из сотового материала, и приступают к операциям (г) и (д), и вторую стадию, согласно которой на верхнюю наружную поверхность губчатой части наносят смолу и вновь приступают к операциям (г) и (д).
В предложенном способе может быть использован элемент из ткани, представляющий собой композит, например препрег, так как он содержит вторую смолу, образующую полимерную матрицу, в которой распределены непрерывные или резаные волокна.
Причем каждая смола может представлять собой термосшиваемый полимерный материал или термопластичный полимерный материал.
Инфракрасное излучение может содержать диапазон излучения, заключенный между 1 и 10 микронами, при этом источник излучения может содержать по меньшей мере одну каталитическую горелку.
Оболочка для отвода газов может быть получена на основе по меньшей мере одного материала, относительно прозрачного по отношению к инфракрасному излучению.
Еще одним возможным вариантом осуществления способа является размещение первой смолы на дне дефекта с по меньшей мере одним другим элементом из ткани с непрерывными или резаными волокнами.
Возможным является также использование другого элемента из ткани, представляющего собой композит, например препрег, так как он содержит первую смолу, образующую полимерную матрицу, в которой распределены непрерывные или резаные волокна.
Кроме того, можно использовать композиционное изделие, представляющее собой изделие типа "сандвич" и содержащее губчатую часть между двумя монолитными слоями, причем губчатый слой и заменяющая губчатая части, могут быть изготовлены из губчатого материала, например, из структурного пенопласта, например, из эпоксидной смолы.
Целесообразно также использование приспособления для дренажа газов, представляющего собой сетку, например металлическую.
Ниже настоящее изобретение описано со ссылками на прилагаемые чертежи, на которых:
- фиг.1 представляет в разрезе сборку, которую получают, используя способ восстановления или реконструкции согласно известному уровню техники;
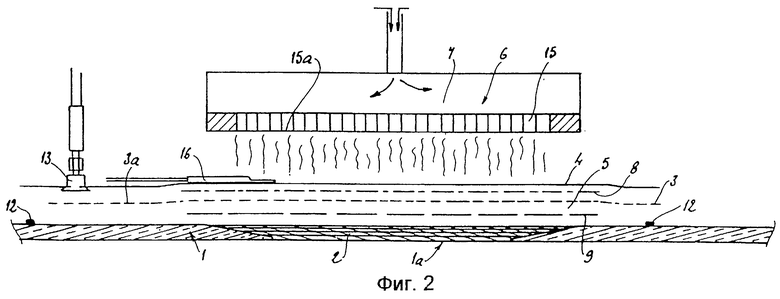
- фиг. 2 представляет по-прежнему в разрезе сборку, которую получают, используя способ восстановления или реконструкции согласно изобретению, тот который будет затем применен согласно изобретению к композиционному изделию типа "сандвич";
- фиг. 3 представляет композиционное изделие типа "сандвич", восстановленное в соответствии с настоящим изобретением;
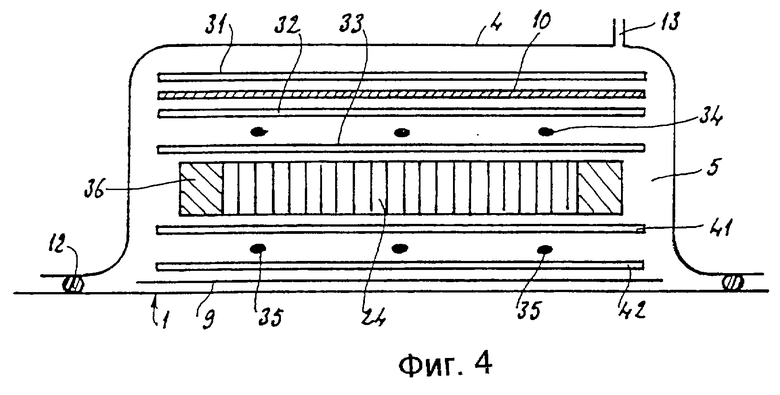
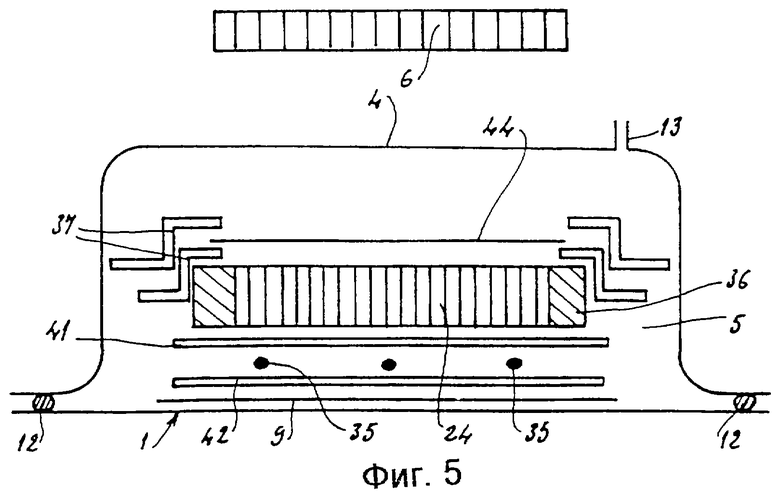
- фиг.4 и 5 представляют экспериментальную установку, позволяющую доказать эффективность воздействия инфракрасного излучения, с одной стороны через оболочку для отвода газов, и, с другой стороны, по ту сторону губчатого слоя, который может принадлежать композиционному изделию; согласно этим фигурам, цифровые обозначения, общие с цифровыми обозначениями фиг.1-3, обозначают одни и те же элементы или компоненты, или элементы и компоненты, хотя и разные, имеющие те же самые функции.
В соответствии с фиг.2, ремонтируемое, восстанавливаемое или реконструируемое изделие, само изготовленное из композиционного материала, помечено цифровым обозначением 1. Речь идет, например, о стенке, принадлежащей крылу летательного аппарата. В результате случайного удара, например, это композиционное изделие имеет дефект 1а, в данном случае отверстие, которое необходимо заполнить таким образом, чтобы восстановить исходное изделие. Отверстие сначала прорезают или перекраивают для придания предварительно заданной правильной формы.
Для этого вырезают один или несколько элементов 2, которые сами изготовлены из композиционного материала, накладывают их друг на друга и помещают в дефект 1а таким образом, чтобы заполнить его и получить в этот раз отремонтированное изделие с непрерывной поверхностью как внешней, так и внутренней. Каждый элемент 2 состоит из композиционного материала, так как содержит полимерную матрицу, по меньшей мере из одного полимерного материала, например сшиваемого, в котором распределены механически прочные непрерывные или резаные волокна, например углеродные волокна; речь идет, например, об элементах из технической и/или предварительно пропитанной ткани. Эти ткани и/или препреги могут быть размещены поочередно друг над другом. Соответствующие ткани из углеродных волокон под различными названиями имеются в распоряжении, например, у фирмы BROCHIER (Франция) под названием G801 и соответствующие препреги имеются в распоряжении, например, у фирмы HEXCEL (Франция) под названием REDUX 312L.
Эти элементы помещают в отверстие 1а, как показано на фиг.2, с полимеризуемой смолой, например полимерной матрицей на основе по меньшей мере одного уже упоминавшегося сшиваемого полимерного материала. Такие смолы имеются в распоряжении у различных фирм, например, STRUCTIL (Франция), в частности, под названием ЕА9396.
На дополнительные элементы 2 последовательно и друг над другом помещают:
- перфорированную или неперфорированную пленку 9, неклейкую по отношению к дополнительному элементу 2, однажды сшитому;
- слой текстильного материала 3 для дренажа газов через его периферическую кромку 3а, а именно газов, выделяющихся из полимерной матрицы во время стадии сшивания;
- пленку 8, герметичную по отношению к жидкому полимерному материалу, то есть по отношению к материалу матрицы элементов 2;
- и, наконец, оболочку 4 для отвода газов, образующую, благодаря прокладке 12, с остальной частью изделия 1 камеру 5, герметичную по отношению к окружающей атмосфере; эта камера окружает дефект 1а и дополнительный элемент 2.
Согласно настоящему изобретению, нагревают дополнительный элемент 2, размещая источник инфракрасного излучения 6, например, каталитическую горелку 7, испускающую инфракрасное излучение в спектральном диапазоне длин волн от 1 до 10 мкм, по отношению к дефекту 1а таким образом, чтобы облучить оболочку 4 для отвода газов, которая в то же время сжата в результате откачки камеры 5, описанной перед этим. В отличие от изображения на фиг.1, больше не используют гибкое нагревательное устройство 10 и теплоизолирующий слой 11.
Каталитическая горелка устроена самим по себе известным способом. Речь идет о горелке, позволяющей сжигать в режиме каталитического горения смесь воздуха, являющегося окислителем, и горючего газа, проходящую через инертную огнеупорную подложку, перфорированную или проницаемую, содержащую катализатор горения. Именно, начиная с наружной поверхности 15а этой подложки 15, инфракрасное излучение испускается в направлении оболочки 4 для отвода газов.
Предпочтительно, оболочку 4 для отвода газов получают, исходя из по меньшей мере одного материала, относительно прозрачного по отношению к инфракрасному излучению, испускаемому источником 5, например из полиамида или полиимида.
Оболочка 4 для отвода газов может быть расположена непосредственно в контакте со слоем текстильного материала 3 для дренажа. Средства контроля 16, например датчики температуры, расположены внутри и/или снаружи оболочки для отвода газов 4 таким образом, чтобы контролировать процесс термообработки, например, сшивание полимерной матрицы дополнительного изделия 2.
Многие другие источники излучения могут быть использованы при условии, что испускаемое излучение отвечает требованием, описанным перед этим. Так, можно использовать электрический генератор инфракрасного излучения согласно европейской заявке на патент 0147340.
Согласно настоящему изобретению можно устранить дефект, например, в крыле летательного аппарата, имеющем в своем составе композиционную структуру типа "сандвич", включающую сотовый материал или любой другой заполняющий губчатый материал, следующим образом:
- на дно дефекта наносят полимеризуемую смолу, например, уже упоминавшуюся смолу ЕА9396, и вставляют заменяющую часть сотового материала;
- действуют, как описано по отношению к фиг.2, чтобы осуществить обработку, например полимеризацию или сшивание смолы, таким образом, что заменяющий сотовый материал будет зафиксирован в структуре, то есть помещая друг над другом пленку 9, слой 3 и оболочку 4, создавая вакуум и направляя на ремонтируемое изделие источник инфракрасного излучения;
- после охлаждения, на верхнюю наружную часть сотового материала вновь наносят ту же смолу или препрег и действуют, как описано по отношению к фиг. 2, чтобы полностью интегрировать сотовый материал в композиционную структуру;
- чтобы выровнить наружную поверхность, осуществляют стадию окончательной обработки.
Для этого примера можно также осуществлять только одну стадию ремонта, выбирая две разные смолы, при этом первую, требующую менее значительную температуру обработки или полимеризации, наносят на дно дефекта, после чего помещают заменяющий сотовый материал, а вторую, имеющую более высокую температуру обработки или полимеризации, наносят на сотовый материал с тканями или препрегами таким образом, что температура, создаваемая источником инфракрасного излучения, была достаточна для полимеризации сборки в одну стадию, при этом прикладываемая тепловая энергия внутри дефекта менее значительна, чем на наружной поверхности этого последнего.
Способ, описанный перед этим, был раскрыт и признан действительным, что касается его эффективности, экспериментальным протоколом, описанным ниже по отношению к фиг.4 и 5.
Экспериментальная установка, показанная на фиг.4, контролируется и управляется посредством переносного блока управления и функционирования, называемого ANITA, марки AN 8501, который во Франции имеется в распоряжении у фирмы GMI, 204, Boulevard Saint Germain 75007 - PARIS.
Начиная с подложки или плоского изделия 1, снизу вверх, накладывают друг на друга:
- перфорированную или неперфорированную пленку 9, например ткань, покрытую материалом Teflon®;
- два элемента 41 и 42 из предварительно пропитанной ткани, которая продается фирмой HEXCEL под названием HEXCEL 1581 ES 36 D 50% (соответствующей стеклоткани марки 1581 той же фирмы, залитой в матрицу из эпоксидной смолы марки ES 36 D той же фирмы, причем масса смолы соответствует 50% от общей массы предварительно пропитанной ткани);
- измерительные термопары 35, расположенные между двумя элементами 41 и 42;
- прямоугольный элемент сотовой структуры, расположенный внутри металлической рамки 36, из материала, называемого NOMEX, который изготовляется и продается американской фирмой DUPONT DE NEMOURS, и соответствующего сотам из бумаги, пропитанной ароматической полиамидной смолой с ароматическими кольцами, соединенными в метаположении; сотовая структура имеет толщину 55 мм и ячейки шестиугольной формы размером 6х5х3 мм;
- два слоя текстильного материала 32 и 33, например нетканого полимерного материала, между которыми вставлены термопары 34;
- гибкое нагревательное устройство 10, содержащее электрические сопротивления, залитые в изоляционный материал, например силикон;
- слой 31 для обезгаживания над гибким нагревательным устройством 10, при этом такой же слой для обезгаживания 32 расположен под этим устройством;
- и чтобы закончить, гибкую оболочку 4 для отвода газов, образующую, благодаря герметичным соединениям 12 между этой оболочкой и подложкой или изделием 1, герметичную камеру 5, содержащую всю совокупность элементов или компонентов, описанных перед этим.
В отличие от фиг. 4, в соответствии с фиг.5 экспериментальная сборка, представленная на этой последней, больше не содержит гибкого нагревательного устройства 10 и слоев для дренажа газов 31 и 32, а также регулирующих термопар 34. Приспособление для дренажа состоит из металлической сетки 44, расположенной над верхней поверхностью элемента 24 из сотового материала. Эта металлическая сетка поддерживается рамкой 37, образованной двумя элементами или кромками из нетканого материала, зажимающими металлическую сетку 44 по периметру. Гибкое нагревательное устройство 10 заменено источником инфракрасного излучения 6, расположенным снаружи гибкой оболочки и излучающим в направлении этой последней.
Элемент 24 из сотового материала имеет толщину 55 мм и ячейки шестиугольной формы (5х3х6 мм).
Кроме различий, изложенных перед этим, все другие параметры устройства и функционирования остаются идентичными.
Со сборкой фиг. 4, в соответствии с предписаниями поставщика предварительно пропитанной ткани, для гибкого нагревательного устройства 10 программируют температурный цикл, включающий в себя:
- подъем температуры со скоростью 2,5oС/минуту в течение приблизительно 40 минут;
- плато при 120oС в течение 90 минут;
- снижение температуры, начиная со 130 минут.
При помощи термопар 35 констатируют, что в течение всего цикла, определенного перед этим, температура на уровне предварительно пропитанной ткани не превышает 30oС, в то время как термопары 34 показывают, что сверху элемента 24 температура составляет порядка 110oС.
В этих условиях невозможно получить хорошую полимеризацию полимерной матрицы предварительно пропитанной ткани 41, так как с упомянутой температурой 120oС (соответствующей плато температуры) получают как раз слегка размягченный препрег и по-прежнему очень гибкий. В частности, остается возможность легко отклеить элемент из предварительно пропитанной ткани 41 от элемента 24 из сотового материала. Следовательно, не обнаруживают никакого признака полимеризации, принимая во внимание констатированную перед этим максимальную температуру 30oС.
Со сборкой фиг.5, источник инфракрасного излучения размещают приблизительно на 400 мм выше оболочки для отвода газов 4. Речь идет о каталитическом термореакторе RX, таком, как продаваемый фирмой SUNKISS, инфракрасное излучение которого имеет следующие характеристики:
- мощность, излучаемая единицей поверхности: от 20 до 50 кВт/м2;
- инфракрасное излучение заключено в интервале от 1 мкм до 10 мкм.
Уже, заставляя функционировать источник излучения, констатируют эффективный нагрев на уровне элементов 41 и 42, то есть термопарами 35, что позволяет регулировать температуру на уровне этих самых предварительно пропитанных элементов, что невозможно осуществить со сборкой согласно фиг.4.
Итак, можно контролировать температуру на уровне элементов 41 и 42, воздействуя на источник излучения, чтобы получить изменение температуры, точно практически аналогичное циклу, требующемуся для сшивания полимерной матрицы, получая, в частности, плато температуры при 120o С и, если нужно, даже выше.
По окончании испытания констатируют, что полимерная матрица предварительно пропитанных элементов 41 и 42 заполимеризована видимо равномерно и сухая на ощупь. Полученные монолитные листы твердые и объединены с элементом 24 из сотового материала.
Таким образом, принимая во внимание сравнение двух проведенных испытаний, источник инфракрасного излучения позволяет заполимеризовать препрег через сотовый материал, что является невозможным с одним гибким нагревательным устройством.
То же испытание, что и идентифицированное перед этим, может быть проведено, с аналогичными результатами, с сотовыми материалами других типов, например, из алюминия, марки Derenid, продаваемым французской фирмой EDERENA CONCEPT.
Благодаря изобретению и согласно фиг.3 становится возможным реконструировать или восстанавливать сандвичевое композиционное изделие, содержащее губчатый слой 22, типа сот, между двумя монолитными слоями 21 и 20. Чтобы это осуществить, дефект 1а сначала обрабатывают, чтобы сделать в монолитном слое 20 отверстие со скошенными краями, в губчатом слое 22 цилиндрическое отверстие, и в монолитном слое 21 вновь отверстие со скошенными краями. Несколько элементов 23, вырезанных из предварительно пропитанной ткани, помещают один на другой в отверстие со скошенными краями в монолитном слое 20. Затем элемент 24 из сотового материала помещают в цилиндрическое отверстие в губчатом слое 22, например, с отверждаемой смолой. И, наконец, несколько элементов 2, вырезанных из предварительно пропитанной ткани, помещают один на другой в отверстие со скошенными краями в монолитном слое 21. Благодаря всем этим элементам, дефект 1а полностью заполняют, достигая одного уровня как по отношению к наружной поверхности изделия 1, так и по отношению к его внутренней поверхности.
Затем, на уровне верхнего монолитного слоя 21, ограничивая дефект 1а, в одну или в две стадии производят операции, описанные перед этим по отношению к фиг.2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Композиционный материал для сэндвич-структур и облегченная лопасть ветрогенератора на их основе | 2016 |
|
RU2680510C2 |
| СПОСОБ УПРОЧНЕНИЯ АРМИРОВАННЫХ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2021 |
|
RU2787880C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1991 |
|
RU2094229C1 |
| КОМПОЗИЦИОННОЕ ИЗДЕЛИЕ | 2019 |
|
RU2786975C2 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 2000 |
|
RU2201894C2 |
| СПОСОБ ПРИГОТОВЛЕНИЯ СОТОВОЙ КОНСТРУКЦИИ ИЗ КОМПОЗИЦИОННОГО ТЕРМОКОНСТРУКЦИОННОГО МАТЕРИАЛА И СОТОВАЯ СТРУКТУРА | 1993 |
|
RU2111122C1 |
| Способ изготовления тонкостенных крупногабаритных конической или конически-оживальной формы тканых оболочек | 2021 |
|
RU2795728C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 2000 |
|
RU2201893C2 |
| ВОЛОКНИСТЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ С МЕТАЛЛИЧЕСКОЙ МАТРИЦЕЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2465364C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2002 |
|
RU2208000C1 |

Изобретение относится к ремонту, восстановлению или реконструкции композиционного изделия, имеющего дефект на поверхности или на всей толщине, который требует исправить или устранить. В способе восстановления или реконструкции композиционного изделия, содержащего губчатый слой, например сотовый материал, имеющее дефект, повреждающий изделие, при котором последовательно а) помещают на дно дефекта по меньшей мере один дополнительный элемент или материал, форма и размеры которого соответствуют форме и размерам дефекта, б) вставляют в дефект заменяющую губчатую часть, г) помещают на элементы, перенесенные в дефект, последовательно друг над другом, приспособление, например слой текстильного материала для дренажа газов, выделяющихся из смол в течение стадии (д), и оболочку для отвода вышеупомянутых газов, образующую с остальной частью изделия камеру, герметичную по отношению к наружной атмосфере, окружающую дефект и вышеупомянутые дополнительные элементы и д) продолжая откачивать герметичную камеру, нагревают дополнительный элемент. Дополнительный элемент или вышеупомянутый материал содержат непрерывные или резаные волокна, механически прочные, организованные или неорганизованные, которые помещают на дно дефекта, раздельно или соответствующим образом по отношению к волокнам вышеупомянутого элемента или вышеупомянутого материала, помещают первую смолу для получения на стадии д) полимерной матрицы, в которой распределены упомянутые волокна. Заменяющую губчатую часть выполняют, например, в виде сотового материала, и в) помещают на наружный участок губчатой части вторую смолу с по меньшей мере одним элементом из ткани с непрерывными или резаными волокнами. Вторую смолу наносят раздельно или соответствующим образом по отношению к волокнам вышеупомянутого элемента. Источник излучения, которым нагревают дополнительный элемент, содержит инфракрасное излучение, который помещают по отношению к дефекту таким образом, чтобы облучить оболочку для отвода газов, выделяющихся из полимерной матрицы, и при условии, что вышеупомянутый источник излучения действует по ту сторону губчатой части. Способ позволяет получить монолитное изделие, которое не расслаивается на компоненты. 1 с. и 14 з.п. ф-лы, 5 ил.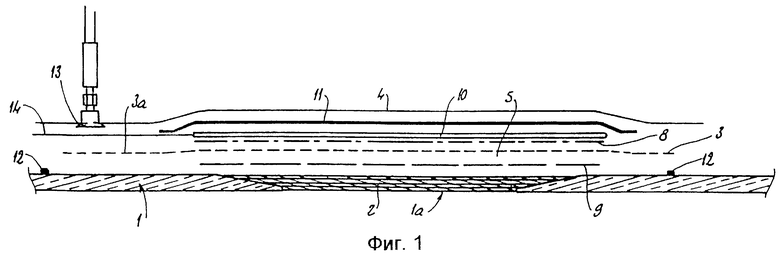
| СПОСОБ РЕМОНТА ВЫСОКОНАГРУЖЕННЫХ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1992 |
|
RU2039655C1 |
| DE 4019744 А, 02.01.1992 | |||
| ЧАЕУБОРОЧНЫЙ РЕЖУЩИЙ АППАРАТ | 0 |
|
SU328868A1 |
| ПОЛОТЕРНАЯ МАШИНА | 0 |
|
SU263094A1 |
