Изобретение относится к машиностроению и может быть использовано для повышения усталостных характеристик деталей из титановых сплавов, в частности лопаток компрессора газотурбинных двигателей ГТД, изготавливаемых из деформируемых титановых сплавов.
Известны способы поверхностного пластического деформирования (ППД) деталей металлической и стеклянной дробью (шариками), разгоняемыми струей сжатого воздуха, жидкости или вращающимися лопастями дробеметного колеса. ППД позволяет повысить характеристики усталостной прочности деталей за счет наведения в их тонком поверхностном слое остаточных напряжений сжатия, наклепа, а также "залечивания" (сглаживания, округления) поверхностных микродефектов (выровов, рисок, пор и т.п.) (см. Одинцов Л.Г. Упрочнение и отделка деталей поверхностным пластическим деформированием. Справочник. - М.: Машиностроение, 1987, с. 242-250).
Эффективность применения ППД ограничивается не только упругопластическим состоянием поверхностного слоя детали, несущим в себе особенности предыдущих обработок (так называемая технологическая "наследственность"), но и наличием конструкторских концентраторов напряжений (радиусов кромок у лопаток). Указанные особенности не позволяют в должной мере использовать энергетические возможности процессов поверхностного упрочнения, т.к. это может привести к проклепыванию кромок лопаток.
Установлено, что после ППД упрочненные поверхности обладают повышенной энергией и находятся в неуравновешенном состоянии. Это способствует адсорбции кислорода, который при наложении знакопеременных нагрузок может диффундировать внутрь детали, снижая сопротивляемость зарождению трещины. Вышеперечисленные факторы могут привести не только к снижению значений долговечности, но и предела усталости деталей.
Из уровня техники известен способ термообработки изделий из титановых сплавов, включающий механическую обработку в воздушной или защитной средах, последующий низкотемпературный отжиг при 450-510°С в течение 5-10 ч с последующим охлаждением и полировку (SU 411154, МПК-2 C 22 F 1/18, 15.01.1974, формула).
К недостаткам данного способа относится то, что отжиг позволяет лишь нейтрализовать отрицательные последствия механической обработки, но создать оптимальное регулируемое качество поверхностного слоя можно только поверхностным упрочнением, применение которого в приведенном авторском свидетельстве отсутствует.
Наиболее близким к заявленному способу является способ обработки деталей из титановых сплавов, включающий дробеструйную обработку микрошариками диаметром 160-200 мкм при давлении 2,5-3 атм в течение 5-6 мин с последующим отжигом при 550±10°С в течение 4-7 мин (SU 872595, МПК-3 C 22 F 1/18, 15.10.1981, формула).
Недостатком данного способа является то, что остаточные напряжения сжатия и наклепа, возникающие при дробеструйной обработке по режиму, указанному в данном авторском свидетельстве, полностью релаксируются при 550°С, что исключает эффект упрочнения, т.к. максимально допустимые температуры, при которых сохраняется эффект упрочнения ≤ 450°С. Далее, время выдержки при отжиге (5-7 мин) недостаточно для нейтрализации адсорбированного кислорода на поверхности детали, диффундирующего вглубь нее, и тем самым, вызывающего ускоренный рост усталостной трещины.
Задача изобретения заключается в повышении предела усталости деталей из титановых сплавов.
Задача изобретения достигается путем реализации способа комплексного упрочнения деталей из титановых сплавов, включающего дробеструйную обработку с последующей термической обработкой, согласно изобретению дробеструйную обработку на обрабатываемом участке детали осуществляют со скоростью 30-70 м/с в течение 30-60 с, а в качестве термической обработки проводят отпуск в течение 3-6 ч при температуре не ниже эксплуатационной и не выше 450°С.
В предпочтительном варианте осуществления способа дробеструйную обработку проводят стеклянными и/или металлическими микрошариками диаметром 50-400 мкм.
В предпочтительном варианте изобретения температура отпуска составляет 300-450°С.
В предпочтительном варианте изобретения в качестве деталей из титановых сплавов используют лопатки компрессора ГТД.
Следует отметить, что дробеструйная обработка в течение 30-60 с проводится на обрабатываемом участке детали, т.е. на участке, равном диаметру факела дроби. После обработки одного участка детали в течение 30-60 с проводят обработку следующего, необработанного участка детали в течение 30-60 с и так до тех пор, пока не будет обработана вся деталь. Это связано с тем, что обрабатываемые детали могут иметь различные формы и габариты и иногда не представляется возможным обработать всю деталь одновременно из-за недостаточного диаметра факела дроби.
Комплексное упрочнение, снижая значения остаточных напряжений сжатия и наклепа на 25-30%, образовавшихся после ППД, в тоже время, уменьшает их дисперсию, достигающую в зависимости от технологической "наследственности" с 25-100% на 30-40%, т.е. наряду со снижением, происходит их выравнивание по всей поверхности детали, что особо важно для конструкторских концентраторов, т.к. предотвращает их проклеп, а также технологических концентраторов, снимая резкий переход значений напряжений. Кроме того, снижение и выравнивание напряжений ведет к уменьшению поводки деталей, обеспечивая ее величину в пределах заданного допуска.
Комбинированное упрочнение позволяет получить "уплотненную" и наиболее рационально "ориентированную" однородную структуру с мелким зерном, эффективно препятствующую распространению трещины, особенно в переходной зоне.
В процессе проведения отпуска адсорбированный кислород связывается в стойкое химическое соединение (ТiO2), не позволяя ему диффундировать внутрь поверхности. В результате чего понижается вероятность возникновения подслойной трещины.
Приведенные ниже примеры подтверждают, но не ограничивают применение заявленного способа.
Оценка эффективности комплексного упрочнения проводилась на лопатках из титанового сплава ВТЗ-1, изготовленных в соответствии с ОСТ1 90002-86, минимальные радиусы кромок которых равнялись Rк=0,2-0,22 мм.
В таблице приведены режимы пневмодробеструйной обработки (ПДО) и последующего отпуска лопаток.
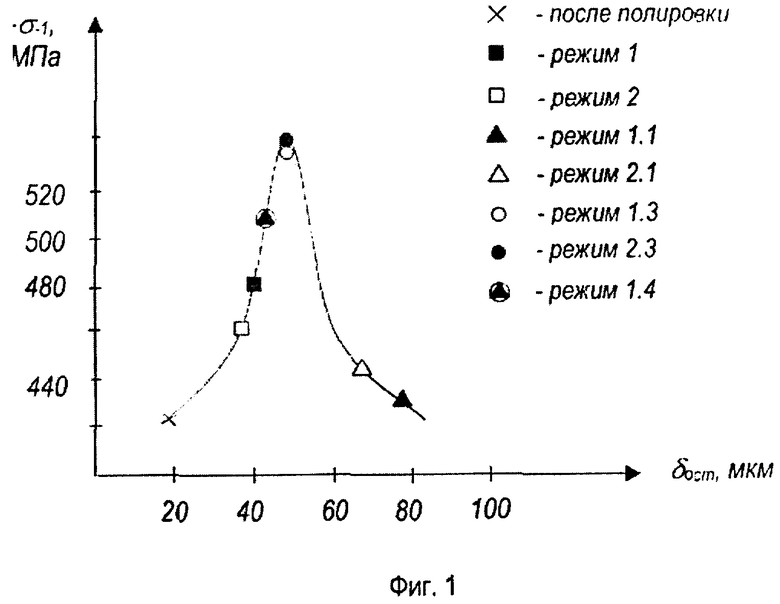
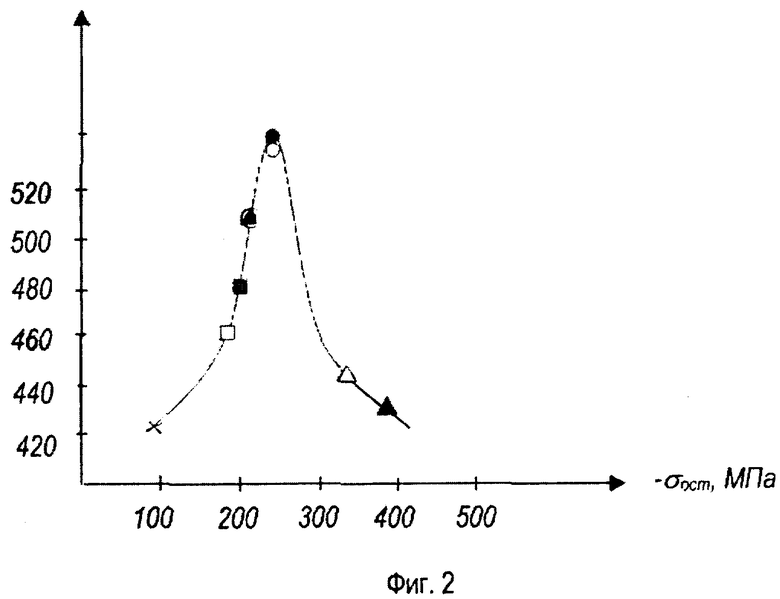
На фиг.1 и 2 представлены результаты эксперимента, позволяющие оценить эффективность комплексного упрочнения.
Эксперимент показал, что упрочнение на режимах 1 и 2 дает наибольший эффект по сравнению с менее интенсивными режимами. При изменении режимов в сторону увеличения их энергетических параметров (режимы 1.1 и 2.1) имеет место падение предела выносливости по сравнению с режимами 1 и 2 с 460-480 МПа до 430-440 МПа.
Комплексное упрочнение (режимы 1.3 и 2.3) позволило получить наибольшие значения предела усталости 540 МПа, что соответствует остаточным напряжениям сжатия величиной 200-300 МПа и глубиной залегания 40-60 мкм.
Выбор режимов дробеструйного упрочнения осуществлялся с учетом последующего воздействия на параметры качества детали последующего отпуска с целью получения их наиболее рациональных значений для конкретных сечений радиусов кромок лопаток ГТД.
Режимы упрочнения корректируются в сторону снижения их энергетического уровня из-за склонности более высоких значений параметров качества релаксировать более интенсивно и, тем самым, снижать эффект упрочнения.
При назначении температуры необходимо исходить из того, что она должна быть не ниже эксплуатационной и не превышать 450°С, т.к. выше этого значения эффект упрочнения исчезает (согласно режиму 1.4 повышение температуры отпуска до 450°С вызвало снижение предела усталости до 510 МПа).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2013 |
|
RU2533223C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ЛОПАТОК ИЗ ТИТАНОВЫХ СПЛАВОВ | 2009 |
|
RU2420385C2 |
| СПОСОБ РЕМОНТА ЛОПАТОК ИЗ ТИТАНОВЫХ СПЛАВОВ | 2009 |
|
RU2420382C2 |
| СПОСОБ ТЕРМОПЛАСТИЧЕСКОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ | 2009 |
|
RU2411303C1 |
| Способ упрочнения поверхностного слоя лопаток компрессора газотурбинных двигателей | 2020 |
|
RU2743500C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ЛОПАТОК ИЗ ТИТАНОВЫХ СПЛАВОВ | 2009 |
|
RU2424887C2 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО МНОГОСЛОЙНОГО ПОКРЫТИЯ НА ЛОПАТКИ БЛИСКА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ ИЗ ТИТАНОВОГО СПЛАВА ОТ ПЫЛЕАБРАЗИВНОЙ ЭРОЗИИ | 2017 |
|
RU2677041C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ЛОПАТОК ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2009 |
|
RU2424886C2 |
| СПОСОБ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2010 |
|
RU2462516C2 |
| Способ обработки деталей из титановых сплавов | 1979 |
|
SU872595A1 |
Изобретение относится к машиностроению и может быть использовано для повышения усталостных характеристик деталей из титановых сплавов, в частности лопаток компрессора ГТД, изготавливаемых из деформируемых титановых сплавов. Предложен способ комплексного упрочнения деталей из титановых сплавов, включающий дробеструйную обработку с последующей термической обработкой, при этом дробеструйную обработку на обрабатываемом участке детали осуществляют со скоростью 30-70 м/с в течение 30-60 с, а в качестве термической обработки проводят отпуск в течение 3-6 ч при температуре не ниже эксплуатационной и не выше 450°С. В предпочтительных вариантах изобретения дробеструйная обработка может быть проведена стеклянными и/или металлическими микрошариками диаметром 50-400 мкм, температура отпуска составляет 300-450°С, а в качестве деталей из титановых сплавов используют лопатки компрессора ГТД. Изобретение позволяет повысить предел усталости за счет комплексного упрочнения титановых сплавов. 2 з.п. ф-лы, 1 табл., 2 ил.
| Способ обработки деталей из титановых сплавов | 1979 |
|
SU872595A1 |
| SU 1488328, 23.06.1989 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С ГОЛОВКАМИ ИЗ ДВУХФАЗНЫХ (α+β) ТИТАНОВЫХ СПЛАВОВ | 2000 |
|
RU2156828C1 |
| US 4287740, 08.09.1981 | |||
| DE 3527923, 12.02.1987. | |||

