Изобретение относится к транспортеру с шагающими балками для проходной печи дня разогрева алюминиевых слитков, содержащему шагающие балки и стационарные балки, которые несут опоры для слитков, выполненные с возможностью ограниченного поворота поперек балок.
Алюминиевые слитки для улучшения пластичности после отливки подвергают тепловой обработке, а именно преимущественно в проходных печах, которые оснащены транспортерами с шагающими балками. Эти транспортеры с шагающими балками имеют проходящие в направлении транспортировки стационарные балки и между этими стационарными балками параллельные шагающие балки, которые, как и стационарные балки, несут опоры для слитков для размещения проходящих поперек балок алюминиевых слитков. В каждом шаге транспортировки алюминиевые слитки приподнимаются с помощью шагающих балок с опор для слитков стационарных балок и укладываются на следующий в направлении транспортировки ряд опор стационарных балок, прежде чем шагающие балки под алюминиевыми слитками возвращаются обратно в исходное положение для следующего шага транспортировки.
За счет неизбежных относительных перемещений между алюминиевыми слитками и неподвижными относительно балок опорами для слитков происходит отложение алюминия на опорах для слитков. Эти отложения - в большинстве эвтектика с низкими температурами плавления, которая попадает на поверхность отливок за счет процессов зейгерования при литье - за счет процессов окисления затвердевают и вызывают из-за их неравномерного распределения появление углублений на поверхности алюминиевых слитков, относительно мягких при температуре обработки. Для предотвращения ухудшения поверхности необходимо сошлифовывать отложения на опорах для слитков, что при тесных условиях в печном пространстве и множестве опор для слитков связано с большими затратами труда.
Для устранения этих недостатков уже было предложено соединять опоры для слитков с балками не жестко, а устанавливать на балки с возможностью ограниченного поворота, а именно поперек продольного направления балок, так что опоры для балок могут согласовываться в своем повернутом положении с соответствующим положением алюминиевых слитков. Связанное с этим уменьшение относительного перемещения приводит во взаимосвязи с более равномерной нагрузкой к замедлению процессов отложения. Так как, кроме того, опоры для слитков можно снимать с балок, то нет необходимости сошлифовывать отложения в тесных условиях печного пространства, так что в целом обеспечиваются заметные улучшения относительно этих транспортеров с шагающими балками, хотя замена опор для слитков по-прежнему связана с большими затратами труда.
Попытки предотвращения прилипания алюминия к опорам для отливок за счет подходящего выбора материала привели к использованию для опор для отливок алюминиевых сплавов с добавлением марганца, что, однако, связано с опасностью недопустимой деформации опор для отливок под действием возникающих нагрузок при необходимых для обработки алюминиевых отливок температурах на основе уменьшенной прочности материала опор.
Наконец, для водоохлаждаемых опорных труб для шагающих балок транспортера с шагающими балками известно (DE 2020318 В) прижимание седел к охлаждаемым опорным трубам, а именно с помощью держателей для быстро изнашивающихся деталей, которые при применении опорной трубы в качестве шагающей балки образуют высокожаропрочную опору держателя, однако, могут быть также вдвинуты в продольные канавки держателей, когда опорная труба служит в качестве направляющей шины.
Также известен транспортер для проходной печи для разогрева алюминиевых слитков (см. DЕ 19545391 A1, кл. С 22 F 1/04, 13.06.1996 г.).
Высокожаропрочные быстро изнашивающиеся детали образуют опору для обрабатываемых изделий, которая соединена, по существу, неподвижно с опорной трубой и поэтому не пригодна для размещения алюминиевых отливок.
Поэтому задачей данного изобретения является такое выполнение транспортера с шагающими балками для проходной печи для разогрева алюминиевых слитков указанного в начале типа, чтобы значительно облегчить работы по обслуживанию, необходимые вследствие отложений алюминия на опорах для слитков.
Для решения указанной задачи транспортер для проходной печи для разогрева алюминиевых слитков содержит шагающие и стационарные балки, на которых с возможностью ограниченного поворота поперек балок установлены опоры для алюминиевых слитков, а в опорах выполнены углубления, в которые установлены опорные элементы, предназначенные для размещения указанных слитков.
За счет наличия особых опорных элементов для алюминиевых слитков прежде всего создается преимущественная предпосылка для использования особых материалов, потому что это использование материала может ограничиваться только опорными элементами, которые в углублениях опор для слитков соответствующим образом закрепляются и опираются, для того чтобы при необходимых температурах обработки использовать даже недостаточно прочные материалы без создания опасности для стабильности формы опор для слитков. Кроме того, из-за небольшой массы опорного элемента по сравнению со всей опорой для слитков можно применять не только дорогие особые материалы, но также, при необходимости, значительно облегчить необходимую замену опорных элементов.
Особенно простая конструкция обеспечивается тогда, когда опоры для алюминиевых слитков выполнены каждая в виде рамного корпуса, охватывающего опорный элемент, при этом в рамном корпусе размещено опирающееся на соответствующую балку через цилиндрическую поверхность качения с возможностью поворота опорное тело для опорного элемента. Нагрузка на опорные элементы со стороны алюминиевых слитков передается непосредственно на опорное тело и с него на балку. Поскольку опорное тело опирается на балку через цилиндрическую поверхность качения, то опорное тело с опорным элементом согласовываются с соответствующей формой слитка с исключением давления кромок, что обеспечивает равномерную сжимающую нагрузку опорного элемента. Этот опорный элемент вместе с опорным телом окружен рамным корпусом, который за счет этого обеспечивает боковую опору для опорного элемента, за счет чего предотвращается отрицательно воздействующее на стабильность формы опорного элемента течение материала в направлении рамного корпуса, если используется материал с соответственно более низкими прочностными свойствами.
Рамный корпус обеспечивает положение опорного элемента и опорного тела относительно балки и поэтому должен быть закреплен на балке без возможности сдвигания. Для этой цели рамные корпуса образуют боковые продольные стенки, охватывающие по сторонам с зазором балки, при этом в стенках выполнены проходящие поперек балок удлиненные отверстия для размещения проходящих через балки крепежных пальцев. С помощью этих крепежных пальцев обеспечивается простое разъемное соединение между рамными корпусами и балками. Однако необходимо обеспечить возможность поворота рамного корпуса в пределах перемещения качения опорного тела на балке. Это обеспечивается боковым зазором между боковыми продольными стенками рамного корпуса и балкой, а также за счет наличия удлиненных отверстий в боковых продольных стенках для размещения крепежных пальцев.
На чертежах показан в качестве примера предмет изобретения, при этом на чертежах изображено:
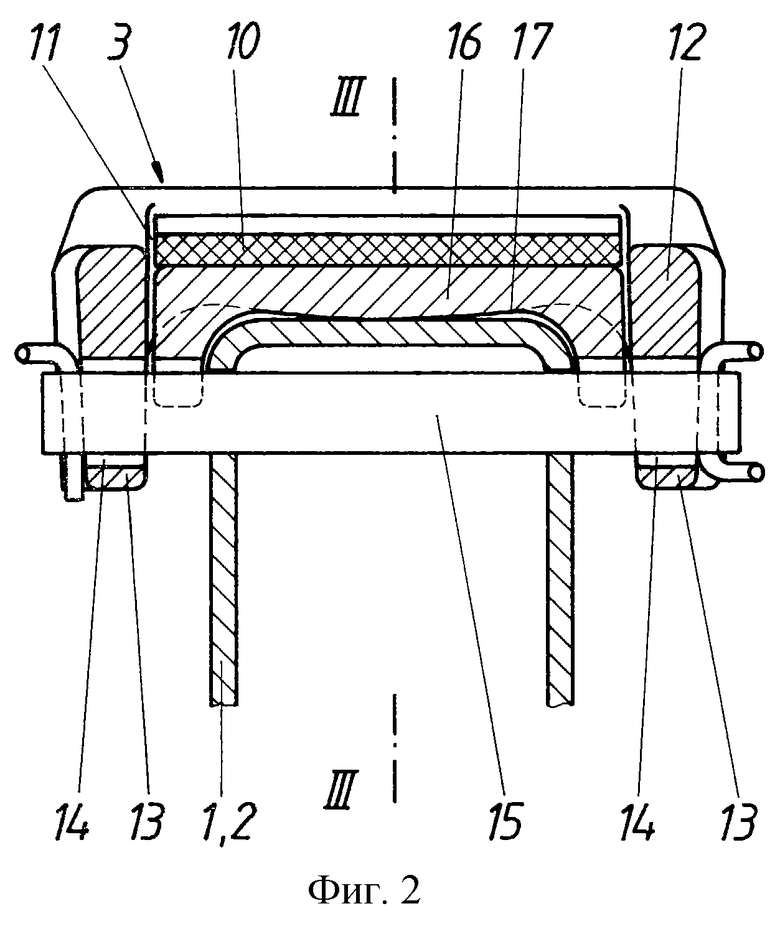
фиг. 1 - транспортер с шагающими балками согласно изобретению для проходной печи для разогрева алюминиевых слитков в продольном разрезе через проходную печь;
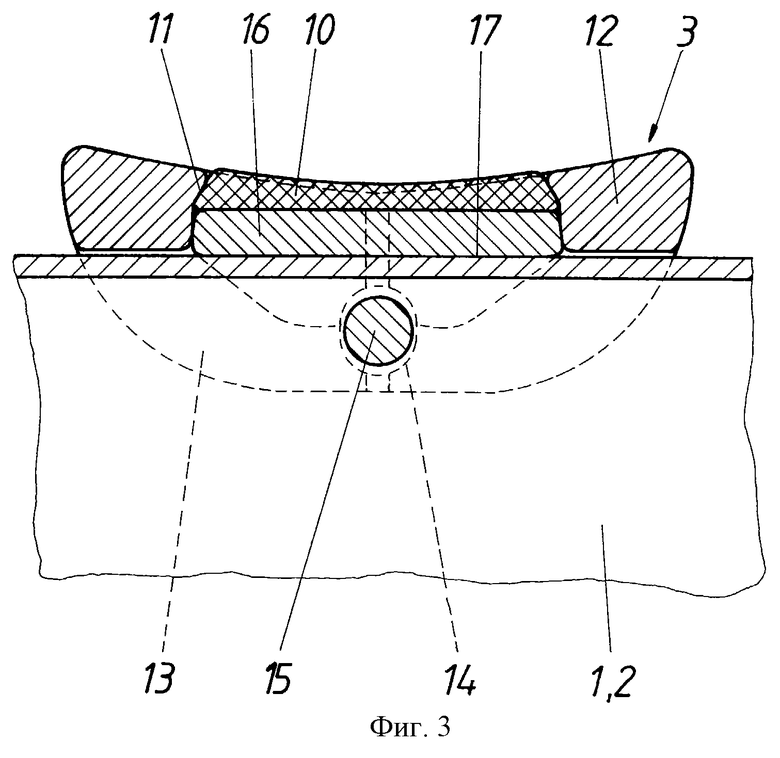
фиг. 2 - опора для слитка шагающей, соответственно, стационарной балки в разрезе перпендикулярно продольной оси балки в увеличенном масштабе и
фиг.3 - разрез по линии III-III на фиг.2.
Показанный транспортер с шагающими балками состоит, как обычно, из попеременно расположенных параллельных шагающих балок 1 и стационарных балок 2, которые несут опоры 3 для алюминиевых слитков 4, которые по рольгангу 5 транспортируются в проходную печь 7 через печную дверцу 6 поперек балок 1, 2. Над шагающими балками 1, которые с помощью опор 8 можно поднимать и переставлять в направлении 9 транспортировки, алюминиевые слитки 4 приподнимаются с одной стороны с рольганга 5 и с другой стороны с опор 3 для слитков стационарных балок 2 и транспортируются дальше на один шаг транспортировки, прежде чем они за счет опускания шагающих балок устанавливаются на соответствующий следующий ряд опор 3 стационарных балок 2. Затем шагающие балки 1 транспортируются под алюминиевыми слитками 4 обратно в исходное положение, для того чтобы начать новый шаг транспортировки.
Седлообразные опоры 3 шагающих и стационарных балок 1, 2 имеют, как показано на фиг.2 и 3, опорный элемент 10 для алюминиевых слитков 4, который вставлен в углубление 11 опоры 3 для слитков. Согласно примеру выполнения, углубление 11 образуется рамным корпусом 12, который охватывает соответствующую балку 1 или 2 боковыми продольными стенками 13. В этих боковых продольных стенках 13 предусмотрены проходящие поперек балок 1 или 2 удлиненные отверстия 14 для размещения крепежного пальца 15, который проходит через соответствующую балку 1 или 2 и фиксирует в осевом направлении опору 3 для слитка относительно балки 1 или 2. Весовая нагрузка на опорные элементы 10 со стороны алюминиевых слитков 4 передается на балку 1 или 2, согласно примеру выполнения, не через рамный корпус 12, а через опорное тело 16. Это опорное тело 16 образует цилиндрическую поверхность 17 качения, через которую опирается на соответствующую балку 1 или 2. В соответствии с этим опорное тело 16 может поворачиваться поперек балки 1 или 2 для обеспечения согласования опорного элемента 10 с соответствующим профилем размещаемого алюминиевого слитка 4. Поскольку опорное тело 16 вместе с опорным элементом 10 охватывается рамным корпусом 12, то рамный корпус 12 должен иметь возможность поворачиваться вместе с опорным телом 16. Это обеспечивается с помощью удлиненных отверстий 14 для крепежных пальцев 15 при условии, что между боковыми продольными стенками 13 и балкой 1 или 2 имеется достаточный для перемещения зазор.
За счет особых опорных элементов 10 опор 3 для слитков можно экономично выгодно использовать в зоне опор алюминиевых слитков особые материалы, которые в значительной степени исключают прилипание алюминия, как это известно, например, для алюминиевых сплавов с добавлением марганца. Несмотря на этот сравнительно мягкий материал, можно обеспечить при необходимых температурах обработки достаточную стабильность формы опор 3 для слитков, потому что опорные элементы 10 опираются на рамный корпус 12, который, так же как опорное тело 16, может состоять из жаропрочного, аустенитного стального литья. За счет этого можно значительно увеличить интервалы для выполнения необходимых работ по обслуживанию. Если все же необходимо удалять отложения с опор 3 для слитков, то необходимо лишь заменить и прошлифовать опорные элементы 10, потому что только эти опорные элементы 10 приходят в соприкосновение с алюминиевыми слитками 4. За счет простоты отсоединения рамного корпуса 12 посредством удаления крепежного болта 15 можно выполнять замену опорных элементов 10 со сравнительно небольшими затратами труда, несмотря на тесноту пространства в проходной печи 7.
| название | год | авторы | номер документа |
|---|---|---|---|
| Проходная печь для нагрева металла | 1979 |
|
SU916933A1 |
| Шагающий конвейер | 1983 |
|
SU1094816A1 |
| Оборудование для содержания мелких животных | 1989 |
|
SU1804294A3 |
| Проходная печь для нагрева металла | 1975 |
|
SU565943A1 |
| Шагающий под нагревательной печи | 1980 |
|
SU934170A1 |
| ПОГРУЗОЧНОЕ УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ОТБИТОЙ ПОРОДЫ | 1991 |
|
RU2013556C1 |
| Шагающий конвейер | 1978 |
|
SU742287A1 |
| Проходная печь для нагрева металла | 1979 |
|
SU1004733A2 |
| ХОДОВАЯ ЧАСТЬ РЕЛЬСОВОГО ТРАНСПОРТНОГО СРЕДСТВА | 2005 |
|
RU2294296C1 |
| Печь с шагающим подом | 1988 |
|
SU1716283A1 |
Изобретение относится к металлургическому производству. Транспортер для проходной печи для разогрева алюминиевых слитков содержит шагающие и стационарные балки. На балках с возможностью ограниченного поворота поперек балок установлены опоры для алюминиевых слитков. В опорах выполнены углубления. В углубления установлены опорные элементы, предназначенные для размещения алюминиевых слитков. Изобретение позволяет облегчить работы по обслуживанию транспортера. 2 з.п.ф-лы, 3 ил.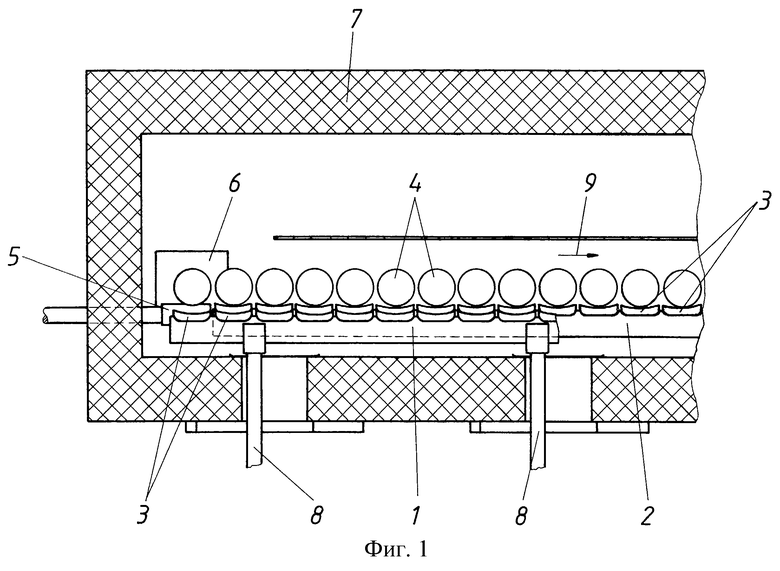
| DE 19545391 A1, 13.06.1996 | |||
| SU 1683383 A1, 10.10.1989 | |||
| Рейтер нагревательной печи | 1977 |
|
SU662786A1 |
| ГИДРОПНЕВМАТИЧЕСКИЙ ТЕЛЕСКОПИЧЕСКИЙ АМОРТИЗАТОР | 1992 |
|
RU2020318C1 |
| DE 3524760 A1, 25.05.1986. | |||

