Изобретение относится к области сварочного производства, конкретно к высокопроизводительному электроду для ручной дуговой наплавки слоя стали средней и высокой твердости, преимущественно при восстановлении деталей железнодорожного транспорта.
В последнее время при восстановлении электродуговым способом деталей, в том числе и крупногабаритных из низколегированных углеродистых сталей, широко применяются высокопроизводительные толстопокрытые электроды. Так при восстановлении, например, в железнодорожном транспорте таких крупногабаритных деталей, как соединительные и надрессорные балки, пятники, подпятники, автосцепки и др., применяются такого типа электроды, обеспечивающие получение наплавленного слоя металла с твердостью НВ=250-320. Применяемые электроды позволяют получить хорошее формирование наплавленной поверхности и в значительной мере исключить механическую обработку. Однако в ряде случаев в производственных условиях, особенно при многослойной наплавке, в наплавленном металле появляются поры. Кроме того, при наплавке больших изношенных поверхностей в наплавленном металле в некоторых случаях образуются холодные трещины. Все это в определенной степени усложняет и удорожает технологию восстановления деталей.
Известен электрод для ручной дуговой наплавки слоя стали, состоящий из стержня из низколегированной проволоки и покрытия, содержащего компоненты при следующем соотношении, мас.%:
(см. авторское свидетельство №1738566, 1992 г.).
При наплавке такими электродами обеспечивается сравнительно хорошее формирование поверхности слоя стали, но растекаемость валиков недостаточна, чтобы можно было обойтись без последующей мехобработки. Кроме того, наплавленный металл имеет также сравнительно низкую твердость.
Известен также электрод для ручной дуговой наплавки слоя стали средней твердости, состоящий из стержня из низколегированной проволоки и покрытия, содержащего компоненты при следующем соотношении, мас.%:
(см. патент РФ №2104140, от 30.07.96).
Такой электрод с толстым покрытием обеспечивает высокую производительность наплавки, получение требуемой твердости наплавленного металла и качественное формирование валиков, особенно в части растекаемости (ширины) валиков и плавных переходов между валиками и перехода их к основному металлу. Это позволяет производить наплавку изношенных поверхностей деталей на различных площадях без последующей механической обработки. В то же время значительный опыт применения данных электродов в производственных условиях, а также многолетний опыт их массового производства в различное время года при разной цеховой влажности воздуха показал, что не всегда удается получить стабильные сварочно-технологические характеристики в части поростойкости и сопротивляемости наплавленного металла образованию холодных трещин.
Известен также толстопокрытый электрод для ручной дуговой наплавки слоя стали, включающий стержень из низколегированной проволоки и покрытие, содержащего компоненты при их следующем соотношении, мас.%:
(см. заявку РФ №2002135394, от 30.12.2002)
Данный электрод обеспечивает высокую производительность наплавки при хороших сварочно-технологических характеристиках, особенно в части растекаемости (ширины) валиков и формирования наплавленного слоя стали, что в большинстве случаев позволяет выполнять наплавку без последующей механической обработки. Наплавленный такими электродами металл имеет и сравнительно высокую твердость, что повышает его износостойкость. Лабораторные и опытные производственные испытания электродов перед широким внедрением показали также их хорошее и стабильное качество.
Однако при массовом изготовлении и применении высокопроизводительных толстопокрытых электродов в производственных условиях в отдельных случаях в многослойных наплавках стали появляться поры и холодные трещины. Исследованиями было установлено, что после опрессовки электродов время затвердевания покрытия увеличивается в 2-3 раза. При использовании таких электродов в производстве в условиях высокой влажности воздуха (более 75%) происходит увлажнение покрытия, что приводит к повышению содержания водорода в наплавленном металле и связанному с этим образованию пор и холодных трещин.
Задачей заявляемого технического решения является повышение стойкости наплавленного металла против образования пор и холодных трещин без снижения сварочно-технологических характеристик электродов.
Решение этой задачи достигается за счет более эффективного связывания водорода в атмосфере дуги в нерастворимый в металле HF. Общеизвестно, что образование HF в атмосфере сварочной дуги происходит через промежуточную реакцию образования и разложения SiF4. Исследованиями показано, что введение в состав покрытия электродов мелкодисперсных окислов кремния в виде маршалита (аморфного кварца) и флюоритового концентрата в выбранных концентрациях существенно увеличивает скорость реакции образования HF и тем самым уменьшает содержание водорода в наплавленном металле. При этом установлено, что в этом случае эффективность связывания водорода большая, чем при введении полевого шпата. Также показано, что замена полевого шпата на маршалит снижает гигроскопичность покрытия электродов в условиях высокой влажности воздуха, что также снижает в определенной мере содержание водорода в наплавленном металле. При этом выбранные соотношения содержания остальных шлакообразующих компонентов и комплексное раскисление и легирование кремнием, марганцем, титаном, хромом и ванадием позволяют получать высокие сварочно-технологические свойства электродов и требуемую твердость и трещиностойкость наплавленного металла.
Указанные свойства предлагаемых электродов получаются при содержании компонентов покрытия в следующем соотношении, мас.%:
Для наплавки стали средней и высокой твердости при восстановлении деталей может быть использовано покрытие электродов с содержанием компонентов в заявляемых пределах (см. табл.№1), а стержни могут быть изготовлены из проволоки СВ-08А.
Для приготовления покрытия электродов заявляемых составов используется калиево-натриевое жидкое стекло с модулем 2,7-3,1 и плотностью 1,38-1,46, количество жидкого стекла 22-25%. Количество органических пластификаторов в заявляемых пределах корректируется в зависимости от указанных параметров жидкого стекла с целью обеспечения технологичности изготовления электродов при опрессовке. Электроды после опрессовки подвергают сушке при температуре +18…30°C до полного затвердевания покрытия, после чего проводят термообработку в камерных печах с постепенным повышением температуры и выдержкой при 380-400°C в течение 1,5-2 часа.
Введение в состав покрытия мрамора, рутила, флюоритового концентрата в оптимальных заявляемых пределах обусловлено необходимостью получения хороших сварочно-технологических свойств электродов. Повышение мрамора, флюоритового концентрата и маршалита выше заявляемых пределов приводит к ухудшению формирования поверхности валиков, а ниже заявляемых пределов - к снижению стойкости наплавленного металла против образования пор.
Содержание в покрытии рутила выше и ниже заявляемых пределов приводит к ухудшению формирования поверхности валиков, особенно в части растекаемости (ширины) валиков, что снижает качество наплавки. Выбранные содержания ферромарганца, феррохрома углеродистого, ферротитана и феррованадия в заявляемых пределах обусловлены необходимостью получения наплавленного металла средней или высокой твердости в зависимости от количества их в покрытии. При этом выбор содержания их в определенных соотношениях обеспечивает получение благоприятной структуры и достаточную технологическую прочность наплавленного металла.
Увеличение содержания ферромарганца, феррохрома углеродистого, ферротитана и феррованадия выше заявляемых пределов приводит к значительному повышению твердости наплавленного металл, но при этом ухудшается отделимость шлака и снижается стойкость наплавленного металла против образования холодных трещин. Снижение их концентрации ниже заявляемых пределов существенно снижает твердость наплавленного металла и соответственно его износостойкость.
Содержание ферросилиция в покрытии выше заявляемых пределов ухудшает отделимость шлака и снижает пластические свойства и сопротивляемость наплавленного металла образованию холодных трещин, а содержание ниже заявляемых пределов ухудшает формирование валиков в части растекаемости наплавленного металла.
Повышение суммарного количества органических пластификаторов (электродной целлюлозы и карбоксиметилцеллюлозы) выше заявляемых пределов приводит к снижению термостойкости покрытия, а снижение - к ухудшению его технологичности при опрессовке.
В таблице 1 приведены покрытия электродов заявляемого состава (составы I-V), а также покрытия, содержащие компоненты, по количеству выходящие за пределы граничных значений (составы VI-VIII).
В таблице 2 приведены результаты испытаний опытных электродов ⌀4 мм с такими покрытиями, изготовленных опрессовкой и вылежкой в условиях высокой влажности окружающего воздуха (82-98%). В этой же таблице для сравнения приведены результаты испытаний электродов такого же диаметра с известным покрытием.
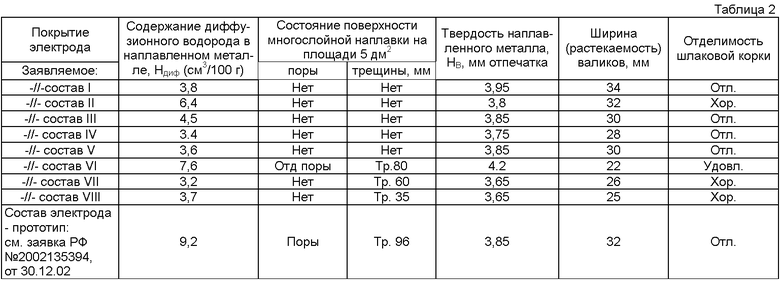
Электроды имели диаметр покрытия 8,6 мм, коэффициент массы покрытия составлял 1,5-1,6.
Испытания проводились при ручной дуговой наплавке многослойного (3-4 слоя) шва на стали 25ГЛ при следующем режиме сварки: Iсв=190-210 А; Uд=29-32 В. Скорость наплавки во всех случаях была постоянной и составляла ~8,0 м/ч.
Многослойная наплавка выполнялась в цеховых условиях при влажности воздуха 86% на пластину размером 250×150×20 мм. Твердость по Бринеллю (HB) определялась по диаметру отпечатка шарика диаметром 10 мм при нагрузке 3000 кг. Содержание диффузионного водорода определяли по «карандашной» пробе, выполненной сваркой в медную водоохлаждаемую изложницу. Образец после сварки помещали в эвдиометр с глицерином. Сварочно-технологические характеристики электродов оценивались по наличию пор и холодных трещин, ширине (растекаемости) валиков, а также отделимости шлаковой корки.
Как видно из таблицы 2, электроды с покрытием предлагаемого состава обладают хорошими сварочно-технологическими характеристиками и обеспечивают сравнительно более низкое содержание диффузионного водорода (Ндиф.) в наплавленном металле и связанную с этим более высокую стойкость его против образования пор и холодных трещин.
Электроды с покрытием предлагаемого состава прошли сравнительную проверку в лабораторных условиях и производственную проверку при восстановлении подпятников восьмиосных вагонов в цеховых условиях при высокой влажности воздуха (78-92%). Испытания показали, что электроды с таким покрытием обладают высокими сварочно-технологическими характеристиками и позволяют исключить в наплавленном металле образование пор и холодных трещин.
Применение электродов с предлагаемым покрытием в производстве при восстановлении изделий из углеродистых низколегированных сталей, например деталей и узлов железнодорожного транспорта, позволит повысить качество наплавки и ресурс их работы, увеличить технологические возможности наплавки и номенклатуру восстанавливаемых деталей, а также получить за счет этого определенный экономический эффект.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ НАПЛАВКИ СЛОЯ СТАЛИ | 2002 |
|
RU2230644C1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ НАПЛАВКИ СЛОЯ СТАЛИ СРЕДНЕЙ ТВЕРДОСТИ | 1996 |
|
RU2104140C1 |
| ШИХТА ПОРОШКОВОЙ ПРОВОЛОКИ | 2006 |
|
RU2307727C1 |
| Шихта порошковой проволоки для наплавки стали средней и повышенной твердости | 2002 |
|
RU2225286C1 |
| ШИХТА ПОРОШКОВОЙ ПРОВОЛОКИ | 1993 |
|
RU2074078C1 |
| ЭЛЕКТРОД ДЛЯ ДУГОВОЙ СВАРКИ | 1994 |
|
RU2069136C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ НАПЛАВКИ ОТКРЫТОЙ ДУГОЙ | 2002 |
|
RU2228829C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ НАПЛАВКИ ОТКРЫТОЙ ДУГОЙ ДЕТАЛЕЙ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА | 2004 |
|
RU2272701C1 |
| Порошковая проволока | 2016 |
|
RU2641590C2 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2020 |
|
RU2726230C1 |
Электрод для ручной дуговой наплавки может быть использован при восстановлении изделий из углеродистых низколегированных сталей, например деталей и узлов железнодорожного транспорта. Покрытие электрода содержит компоненты в следующем соотношении, мас.%: мрамор 10,0-21,0, рутил 11,0-20,0, флюоритовый концентрат 3,5-10,0, ферромарганец 4,5-10,0, ферросилиций 2,0-4,8, ферротитан 0,5-3,5, феррохром углеродистый 1,0-2,5, органические пластификаторы 1,0-2,6, феррованадий 0,05-0,55, флюоритовый концентрат 3,5-10,0, маршалит 1,5-5,8, железный порошок остальное. Применение электродов позволяет повысить качество наплавки и ресурс работы деталей, увеличить технологические возможности наплавки и номенклатуру восстанавливаемых деталей за счет обеспечения высокой стойкости наплавленного металла против образования пор и холодных трещин. 2 табл.
Электрод для ручной дуговой наплавки слоя стали преимущественно при восстановлении деталей железнодорожного транспорта, состоящий из стержня и покрытия, содержащего мрамор, рутил, флюоритовый концентрат, ферромарганец, ферросилиций, ферротитан, феррохром углеродистый, органические пластификаторы, феррованадий и железный порошок, отличающийся тем, что покрытие дополнительно содержит маршалит при следующем содержании компонентов, мас.%:
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ НАПЛАВКИ СЛОЯ СТАЛИ | 2002 |
|
RU2230644C1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ НАПЛАВКИ СЛОЯ СТАЛИ СРЕДНЕЙ ТВЕРДОСТИ | 1996 |
|
RU2104140C1 |
| ЭЛЕКТРОД ДЛЯ НАПЛАВКИ | 1996 |
|
RU2083339C1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ ДЛЯ ЭЛЕКТРОДУГОВОЙ РЕЗКИ СТАЛЕЙ | 1992 |
|
RU2047450C1 |
| JP 57159295 A, 01.10.1982. | |||

