Настоящее изобретение касается способа изготовления трубчатых упаковок из гибкого материала, устройства для осуществления этого способа и упаковки, полученной этим способом.
Традиционный способ формирования трубчатых пленочных упаковок раскрыт, например, в DE 19539382, кл. В 65 В 9/20, 1997.
Известны упаковки (контейнеры), изготовленные из гибкого материала и применяемые для содержания в них кофе, печенья и пакетиков чая. Чтобы обладать стабильностью, эти упаковки имеют усиленное донышко, изготавливаемое присоединением термосваркой заранее отформованной части из жесткого материала.
Кроме того, известны упаковки с квадратным донышком, полученным сгибанием непрерывной полосы.
Известны также упаковки, которые имеют поперечные усиления на внутренней или наружной стороне боковых стенок, также для обеспечения стабильности упаковки.
Все эти известные упаковки страдают некоторыми недостатками и, в частности,
- изготовление их донышка является довольно трудоемкой задачей,
- их стабильность ненадежна,
- они теряют свою форму при введенном в них продукте,
- они принимают формы, которые плохо подходят для пространственной оптимизации (в транспорте, на стеллажах).
Задачей изобретения является устранение этих недостатков и создание способа, который позволяет просто и легко изготавливать упаковки с усиленным донышком.
Также задачей настоящего изобретения является создание способа, который позволяет использовать устройство, являющееся поточным относительно участка заполнения или расположенным непосредственно после рабочего места образования пакетиков.
Эти и другие задачи, которые станут очевидными из нижеследующего описания, достигаются, согласно изобретению, посредством способа изготовления трубчатых упаковок из гибкого материала, предусматривающего, что на по меньшей мере одном закрытом торце трубчатой упаковки кольцеобразный участок толкают внутрь в U-образную конфигурацию, и указанный кольцеобразный участок, по меньшей мере частично, приваривают к остальной части упаковки на ее обращенных друг к другу участках.
Другие отличительные признаки и преимущества настоящего изобретения будут поняты из следующего подробного описания некоторых предпочтительных вариантов выполнения изобретения, показанных только в качестве неограничивающего примера со ссылками на чертежи, на которых:
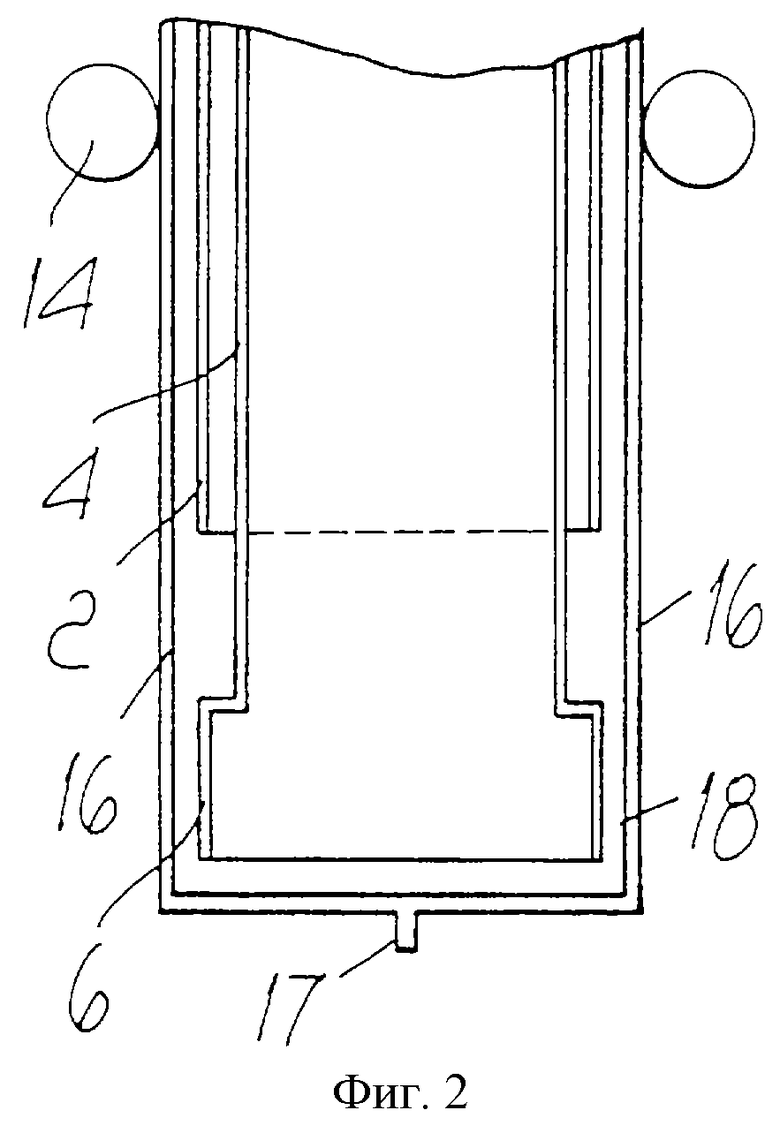
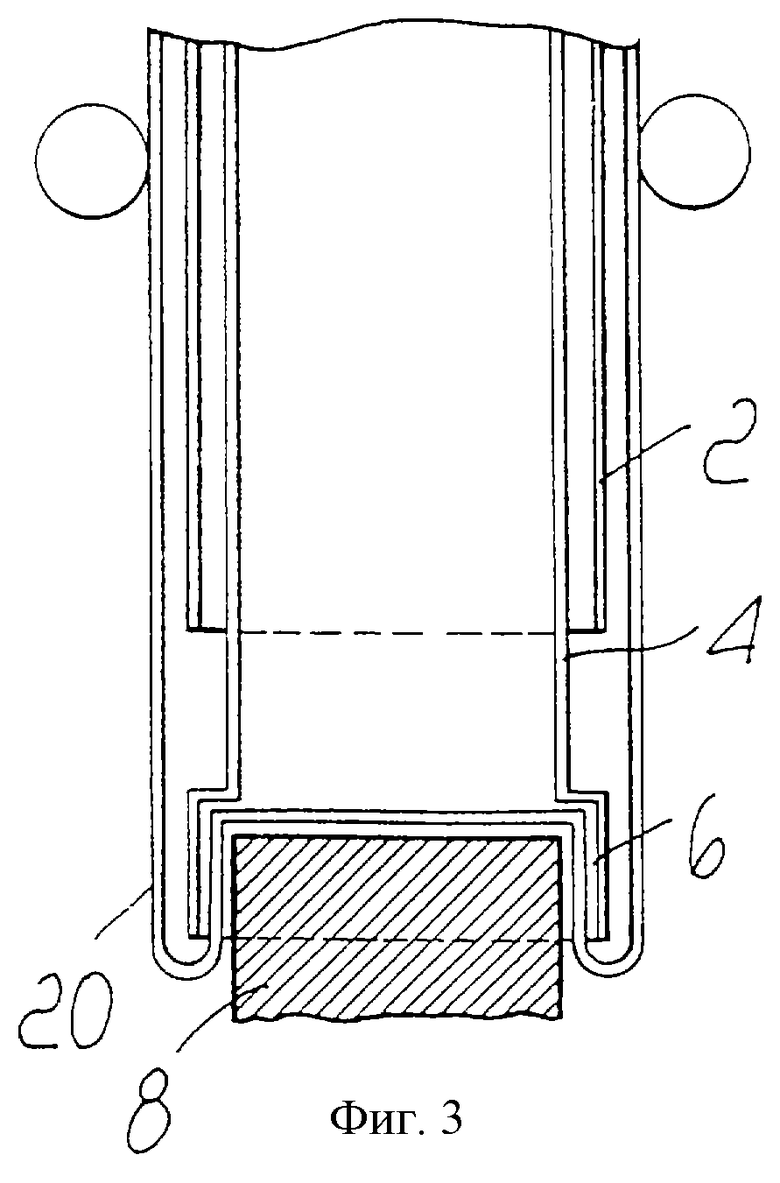
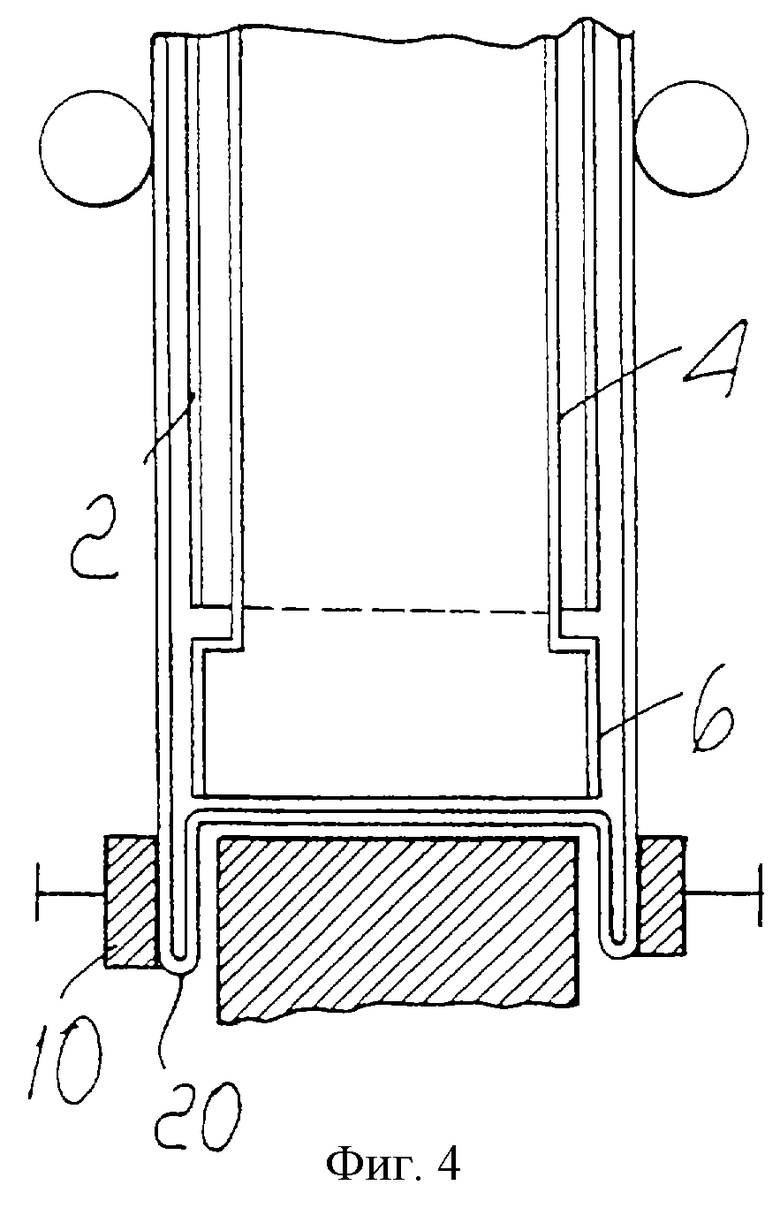
фиг. 1-4 - виды устройства по изобретению на четырех различных стадиях изготовления упаковки;
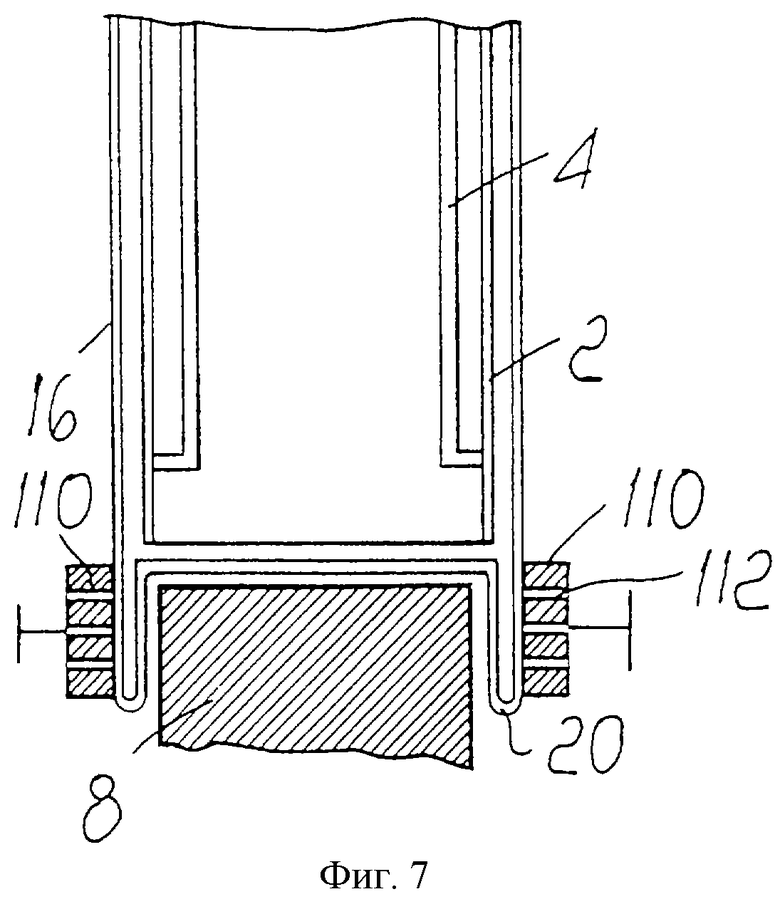
фиг.5-7 - виды другого устройства при другом способе действия;
фиг. 8 - перспективный вид донышка упаковки, полученной с помощью этого устройства;
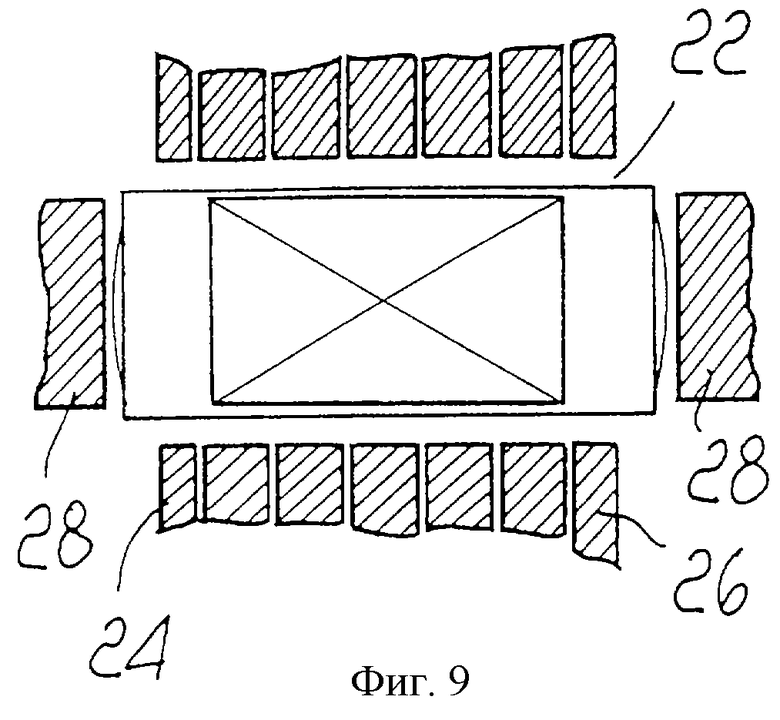
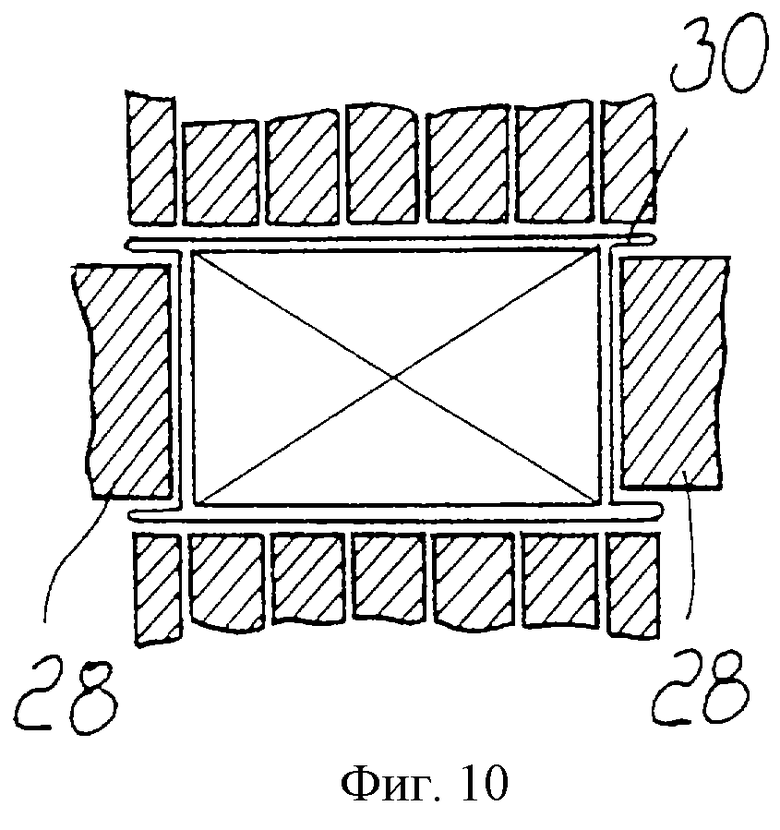
фиг.9 и 10 - виды устройства для изготовления заполненных упаковок, и
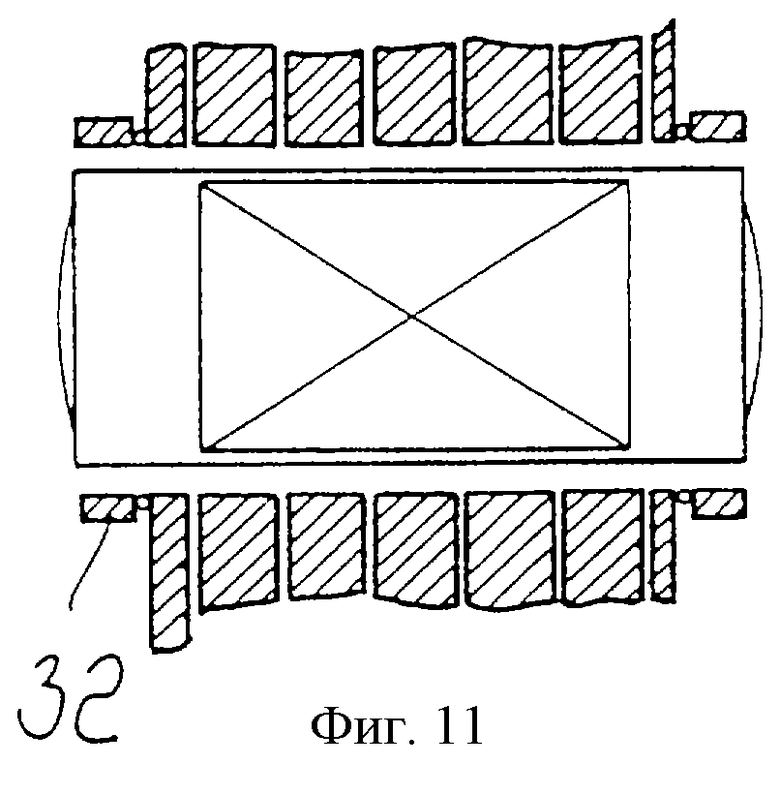
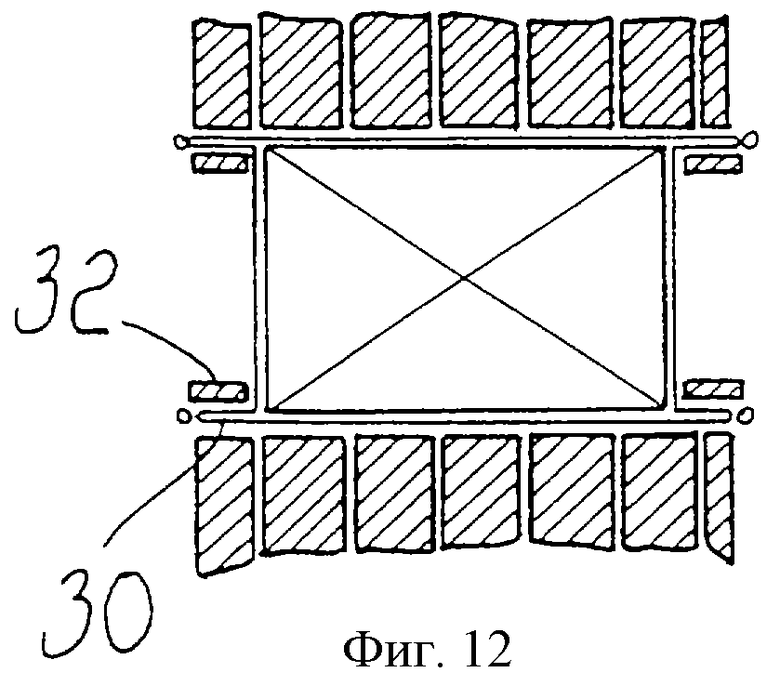
фиг.11 и 12 - виды другого устройства.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Как показано на чертежах, способ по изобретению использует устройство, которое на технологической линии расположено вслед за обычной формовочной или упаковочной машиной вертикального типа (не показана), из которой показана только трубка 2 для окончательного заполнения упаковки. В показанном примере трубка - квадратная, но она может быть также круглой, эллиптической и т.д.
В частности, устройство содержит внутренний элемент 4, который имеет такую же форму, что и трубка, и который может перемещаться вертикально с помощью обычных устройств, не являющихся частью изобретения. Внутренний элемент расположен внутри трубки 2 и на своем нижнем конце снабжен манжетой 6, наружные размеры которой по существу соответствуют наружным размерам трубки 2.
Плунжер 8, обращенный к внутреннему элементу 4, является соосным ему и имеет такое же поперечное сечение, что и манжета, но меньшего размера.
По бокам устройства расположены две пары термосварочных планок 10, которые могут перемещаться к устройству и от него посредством гидроцилиндров 12, с которыми жестко соединены термосварочные планки. Термосварочными планками 10 могут быть известные сварочные планки, снабженные режущим устройством и используемые для прикрепления термосваркой донышка упаковки и его отделения от гибкой пленки, подаваемой из рулона. В частности, термосварочные планки могут быть образованы термозапечатывающими устройствами индукционного, импульсного, высокочастотного, ультразвукового, лазерного типа или средствами для сварки горячим воздухом.
Кроме того, по бокам наполнительной трубки расположены обычные узкие транспортерные ленты 14 для продвижения гибкой пленки 16, обернутой на трубке 2 и уже сваренной по ее продольным краям.
Использование устройства по этому варианту выполнения предусматривает обертывание ленты гибкой пленки 16 (пластик, алюминиевая фольга, бумага), поступающей с рулона на формующую манжету, расположенную перед трубкой 2 для образования непрерывной упаковочной трубы, дно 17 которой термосваривают обычными способами с помощью сварочных планок 10.
На этой стадии внутренний элемент 4 полностью размещается в трубке 2, а поверхность манжеты 6 вместе с поверхностью трубки образует по существу непрерывную поверхность /см. фиг.1/.
Затем внутренний элемент 4 выдвигают из формовочной трубки 2 так, чтобы упаковка, перемещаемая транспортерными лентами 14, высунула кольцевой участок 18, который должен быть по существу вдвое выше, чем усиленное донышко, подлежащее образованию в упаковке /см. фиг.2/.
Затем манжету 6 снова частично поднимают и за ней поднимают плунжер 8, который входит в манжету 6 с одновременным формованием из кольцеобразного участка 18 упаковки U-образной вдавленной части и соответственно кольцевой юбки 20, окружающей манжету 6 (см. фиг.3). Затем поднимают внутренний элемент 4 и манжету 6, возвращая манжету в ее исходное положение; одновременно перемещают вперед сварочные планки 10 и сваривают два края юбки 20, чтобы внутренние стороны были обращены друг к другу, используя плунжер 8 в качестве упора.
Затем по трубке 2 в упаковку вводят продукт и после запечатывания ее верхнего конца упаковку направляют на последующую обработку.
В другом варианте выполнения изобретения (не показан) манжета 6 имеет множество отверстий, совмещенных с горячими участками сварочных планок; этот вариант позволяет сваривать юбку только на некоторых участках, без подъема внутреннего элемента 4.
Во втором варианте выполнения изобретения, показанном на фиг.5 и 7, способ предусматривает введение плунжера 8 в трубку 2, перемещение части гибкой пленки так, чтобы образовать кольцевую юбку 20, как и в предшествующем случае. Затем к юбке перемещают особые сварочные планки 110, снабженные присосками 112, которые вместе с плунжером 8 удаляют юбку из манжеты 6. Когда юбка 20 удалена из манжеты 6, сварочные планки 10 выполняют свою сварочную функцию, снова используя плунжер 8 в качестве упора. Затем через трубу вводят продукт и заполненную упаковку направляют на последующую обработку.
В особых случаях, после образования и термосваривания юбки 20, упаковку отрезают от остальной части непрерывной пленки 16 и уплощают на ее концах с образованием двух клапанов, которые затем термосваривают. Упаковка при этом открыта с другого конца для ее заполнения продуктом.
Чтобы обеспечить более высокую стабильность получаемой упаковки, пленка, образующая упаковку, может быть снабжена поперечными усиливающими полосками из аналогичного или другого материала, которые при образовании упаковки размещаются точно в области, образующей юбку. Это решение обеспечивает дополнительное преимущество в виде получения более стабильной упаковки.
Для еще более эстетичного внешнего вида упаковки данный способ предусматривает вставление элемента соответствующего контура в образованное таким путем полое дно, ограниченное юбкой.
На фиг.9 и 10 показан вариант осуществления изобретения с использованием устройства горизонтального типа для образования упаковок с продуктом, уже помещенным в них.
В этом варианте устройство содержит камеру 22 для размещения упаковки; указанная камера образована четырьмя подвижными стенками 24, образованными сварочными планками, снабженными захватными присосками 26, и двумя сварочными плунжерами 28, которые могут аксиально перемещаться по направлению внутрь указанной камеры. В частности, сварочные планки 24 имеют продольные размеры, которые по существу соответствуют размерам трубки, предназначенной для образования упаковки.
В этом варианте способ по изобретению предусматривает прочное удерживание закрытой со своих торцов упаковки за боковые поверхности с помощью присосок 26 сварочных планок 24 и затем аксиальное вставление плунжеров 28 так, чтобы образовать с двух торцов две кольцевые юбки 30, которые посредством теплового действия планок 24 и с использованием плунжеров 28 в качестве упоров сваривают так, что внутренние поверхности обращены друг к другу.
В варианте осуществления изобретения, показанном на фиг.11 и 12, плунжеры заменены парами сварочных планок 32, которые сочленены с концами планок 24 и которые при повороте вызывают втягивание донышка в камеру так, чтобы образовать и в этом случае кольцевую юбку 30.
Настоящее изобретение показано и описано на предпочтительном практическом варианте его выполнения с некоторыми конструктивными вариациями, но понятно, что могут быть применены и другие конструктивные изменения, не выходящие из объема настоящего изобретения.
Описание итальянской патентной заявки VE 98 A 000023, по которой установлен приоритет данной заявки, включено в данное описание путем ссылки.



Изобретение касается способа изготовления трубчатых упаковок из гибкого материала и устройства для осуществления этого способа, а также упаковки, полученной этим способом. Способ изготовления трубчатых упаковок согласно изобретению характеризуется тем, что на, по меньшей мере, одном закрытом торце трубчатой упаковки кольцеобразный участок толкают внутрь в U-образную конфигурацию, при этом указанный кольцеобразный участок, по меньшей мере, частично приваривают к остальной части упаковки на ее обращенных друг к другу участках. Устройство для осуществления этого способа содержит элементы для удержания стенок упаковки, имеющей, по меньшей мере, один закрытый торец, средство, которое может вставляться в указанные элементы для удержания боковых стенок для образования кольцеобразного участка, согнутого в U-образную форму, и средство тепловой герметизации согнутого в U-образную форму кольцеобразного участка. Способ, осуществляемый согласно изобретению, и устройство для осуществления этого способа позволяют просто и легко изготавливать упаковки с усиленным донышком. 3 с. и 7 з.п. ф-лы, 12 ил.
| DE 19539832 A, 30.04.1997 | |||
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
| US 4338765 A, 13.07.1982. | |||

