Изобретение относится к цветной металлургии, а именно к плавильным агрегатам для переплава вторичных алюминиевых ломов и отходов алюминиевых сплавов в слитки и чушки. Более правильное название печи должно быть: «Шахтно-отражательная печь двухкамерная противоточная с шахтным подогревателем шихты». Печь может применятся для рафинирования, получения сплавов, усреднения химического состава лома.
Известен аналог - шахтно-отражательная печь (см. В.А.Грачев. Печи литейных цехов. - М.: МГОУ, 1994, с.464-465, рис.12.9), содержащая, как в заявленной печи, шахту, две камеры, разделенные перегородкой с отверстием, газовые горелки.
Недостатками этой печи являются:
1. Отсутствие внешней теплоизоляции печи, уменьшающей потери тепла во внешнюю среду.
2. Печь не имеет летки и желоба для разлива металла. Металл вручную ковшом черпается из кармана и разливается.
3. Печь не имеет систему пылегазоочистки и при работе будет загрязнять окружающую среду вредными выбросами.
4. Из описания печи следует, что она оснащена только двумя горелками. Этого явно недостаточно для обеспечения высокой скорости проплавления шихты и ведения форсированного режима плавки. Ввиду указанных выше недостатков печь не может обеспечить решение технической задачи.
Известен аналог - шахтная плавильная печь (источник информации а.с. СССР №549661, кл. F27В 1/00), содержащая, как и в заявленной печи, шахту, копильник, горелку, дымосос, летку и газоход.
Печь предназначена для плавления алюминиевых сплавов, первичного алюминия, отходов и имеет следующие недостатки:
1. Одна горелка не может обеспечить форсированный режим плавки.
2. Отсутствие внешней теплоизоляции печи, уменьшающей потери тепла во внешнюю среду.
3. Печь не имеет систему пылегазоочистки и при работе будет загрязнять окружающую среду вредными выбросами.
4. В печи используется стационарный желоб для слива расплавленного металла.
Из-за перечисленных выше недостатков невозможно получить технический результат.
Известен аналог - плавильная печь с шахтным подогревателем шихты (источник информации - М.С.Шкляр. Печи вторичной цветной металлургии. - М.: Металлургия, 1987, стр.186-187, рис.78), являющаяся наиболее близкой (прототипом), содержащая шахту, сплавочную камеру (плавильную камеру), копильник, (накопительную ванну) с наклонным подом, дымоход, горелки, сливную летку. Считаю, что печь, взятая за прототип, имеет следующие недостатки:
1. Из чертежа и описания печи следует, что внешняя теплоизоляция стен, сводов, а также копильника (накопительной ванны) недостаточная.
2. Печь не является высокопроизводительной;
3. Печь имеет удовлетворительную герметичность.
4. В печи используется стационарный желоб для слива расплавленного металла;
5. Печь не имеет систему пылегазоочистки и при работе будет загрязнять окружающую среду вредными выбросами.
Из-за перечисленных недостатков невозможно получить технический результат.
Задачей изобретения является создание высокопроизводительной газовой шахтно-отражательной печи для переплава алюминиевых ломов простой конструкции, герметичной, позволяющей снизить выбросы вредных газов в атмосферу, уменьшить потери металла и тепла в окружающую среду, а также увеличить срок ее эксплуатации и ввести в состав печи поворотный желоб.
Технический результат - разработанная печь является простой по конструкции, имеющей поворотный желоб, герметичной, имеющей большой срок эксплуатации, высокопроизводительной, позволяющей использовать несортированный от инородных включений лом, снизить потери тепла в окружающею среду за счет специальной теплоизоляции, вести процесс переплава на естественной и искусственной тяге с системой пылегазоочистки, что делает его экологически чистым.
Указанный технический результат достигается за счет того, что в плавильной печи с шахтным подогревателем шихты, содержащей шахту, плавильную камеру, накопительную ванну, ограниченные подами и стенками, имеющей два свода, дымоход, горелки, сливную летку, согласно предлагаемому изобретению корпус размещен на сварном каркасе, имеющем в верхней части теплоизоляционный слой из трех рядов листового асбокартона, толстый стальной лист, уложенный на два теплоизоляционных слоя из бетона с наполнителем - шамотной крошкой. Теплоизоляционный слой, состоящий из трех рядов листового асбокартона, и два теплоизоляционных слоя из бетона с наполнителем - шамотной крошкой - позволяют снизить потери тепла.
Кроме того, подины плавильной камеры и накопительной ванны выполнены из подовых блоков МКРС-45 №1, уложенных на четыре слоя асбокартона, и имеют подбивку из шамотного порошка, смешанного с крошкой из легковесного кирпича. Срок службы печи увеличивается из-за использования подовых блоков МКРС-45 №1, которые имеют высокую огнеупорность и стойкость (срок службы по практическим данным 6-7 лет). Применением блоков МКРС-45 №1 вместо обычных штучных изделий можно уменьшить количество швов, что снижает газопроницаемость и повышает шлакоустойчивость футеровки; получить экономию средств, поскольку отпадает процесс предварительного изготовления штучных огнеупоров, ускорить процесс строительства и снизить долю ручного труда. Теплоизоляция, состоящая из четырех слоев асбокартона и подбивки из шамотного порошка, смешанного с крошкой из легковесного кирпича, позволяет дополнительно сохранять температуру металла в плавильной камере и накопительной ванне.
Следует отметить, что по сравнению с прототипом в предлагаемой печи предусмотрены два рабочих окна: верхнее в шахте и нижнее в плавильной камере, через которые происходит загрузка шихты с двух мест. Благодаря отмеченному выше в регламенте технологического процесса больше времени отводится на плавку, печь проплавляет больше алюминиевого лома. Загружаемая в печь шихта движется вниз, а раскаленные дымовые газы движутся вверх, нагревая при этом шихту. Принцип противотока позволяет полнее использовать полученное при горении тепло, получить при этом высокий тепловой КПД.
Вместе с тем, шахтно-отражательная печь для переплава алюминиевого лома имеет в плавильной камере и накопительной ванне по две газовые горелки. Такое расположение горелок позволяет добиться высокой скорости плавки, снижения угара (по практическим данным), а также делает печь высокопроизводительной, позволяющей вести форсированный режим плавки.
При этом шахтно-отражательная печь для переплава алюминиевого лома имеет поворотный желоб, который имеет в конструкции поворотную чашу, что позволяет последовательно разливать наплавленный в печи металл в разливочное оборудование, расположенное в секторе обслуживания с углом 130°. Поворотный желоб при разливки жидкого металла закрыт крышкой, которая снижает потери тепла и выделение газов, улучшает условия труда обслуживающего персонала.
Более того, к каркасу печи приварен стальной короб, имеющий теплоизоляцию между ним и каждой стеной, состоящую из трех слоев листового асбокартона. Такое конструктивное решение значительно снижает потери тепла в окружающую среду.
Существенно отметить, что своды плавильной камеры и накопительной ванны имеют двойную огнеупорную теплоизоляционную обмазку и сверху их уложен слой огнеупорных теплоизоляционных матов. Это дополнительно уменьшает теплопотери из печи.
Кроме того, печь имеет заслонку верхнего рабочего окна с двумя приваренными стальными патрубками и тройным теплоизоляционным слоем листового асбокартона, футерованной легковесным огнеупорным кирпичом, выступающим за раму на 50-60 мм и образующим при закрытии надежный «Г-образный замок», что способствует уменьшению угара и снижению теплопотерь.
Далее, наличие рабочего и шлакового окон в плавильной камере и рабочего в накопительной ванне позволяет вести в печи переплавку несортированного от инородных включений лома, так как приделки (чугунные и стальные кольца, вкладыши, втулки, шпильки, толкатели, клапаны и т.д.) не попадают в расплавленный металл, а также вести загрузку шихты без приделок черных металлов в рабочее окно накопительной ванны.
Наконец, в составе печи имеется установка пылегазоочистки, которая позволяет вести процесс переплава на естественной и искусственной тяге с очисткой дымовых газов от вредных веществ и пыли.
Введение в конструкцию печи перечисленных выше устройств, материалов и т.п. обеспечивает решение поставленной задачи.
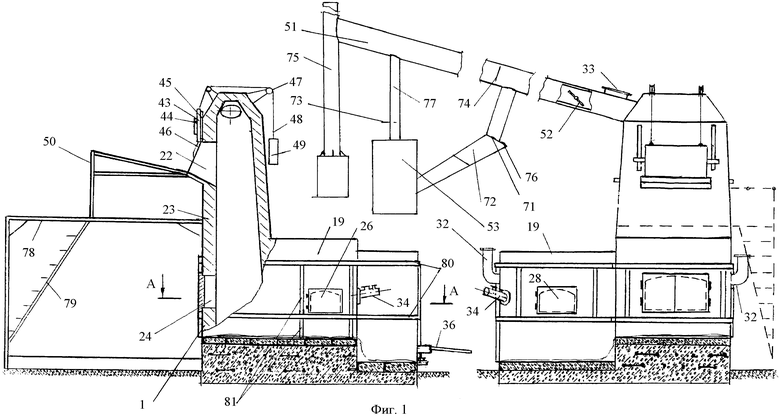
На фиг.1 - общий вид печи.
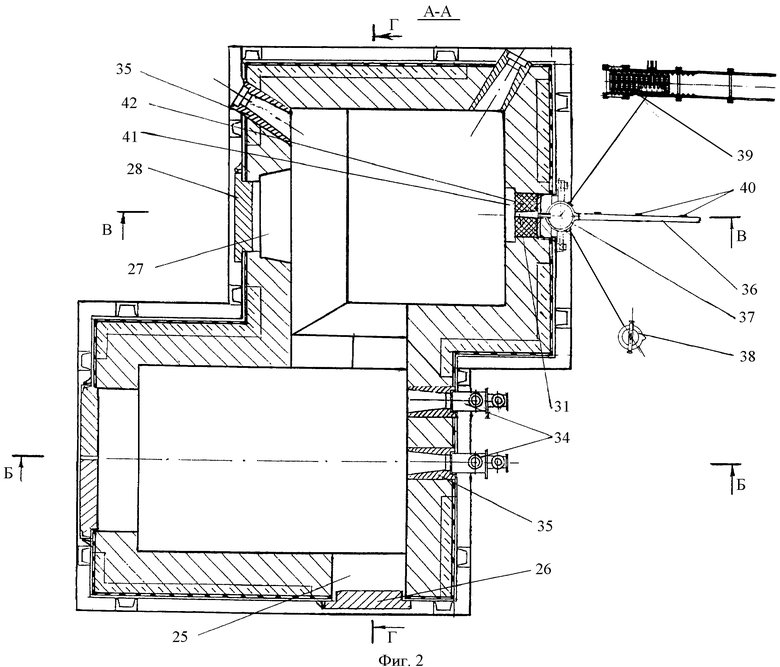
На фиг.2 - разрез А-А печи.
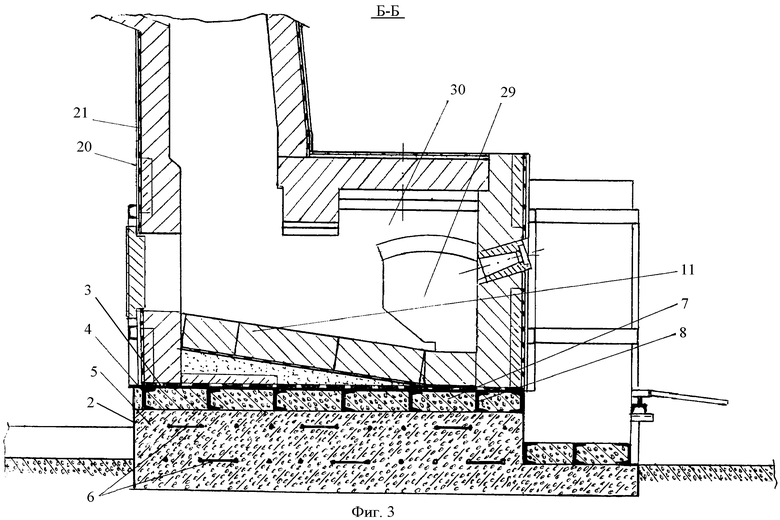
На фиг.3 - разрез Б-Б плавильной камеры печи (вид окна в перегородке).
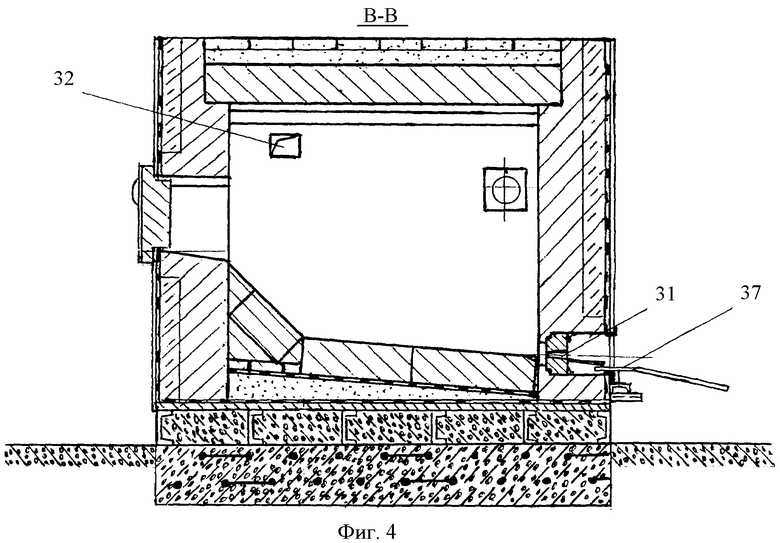
На фиг.4 - разрез В-В печи (вид на горелку и взрывной клапан).
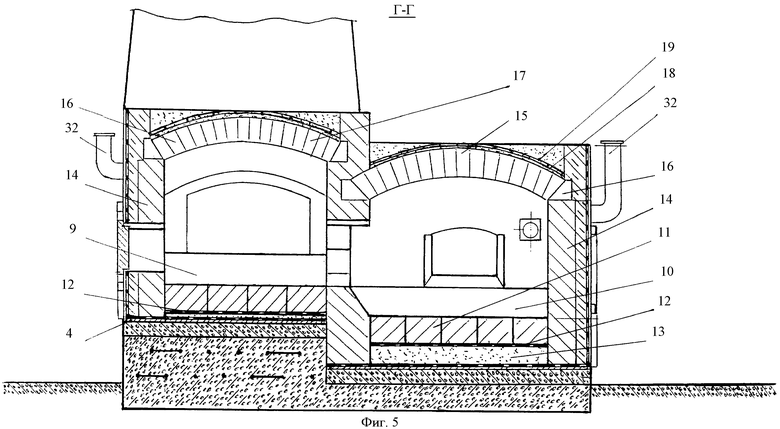
На фиг.5 - разрез Г-Г печи (продольный разрез).
На фиг.6 - чертеж установки пылегазоочистки.
Предлагаемая печь содержит смонтированный на каркасе печи корпус 1, образованный кирпичной кладкой из шамотного кирпича (фиг.1). Каркас 2 имеет в верхней части теплоизоляционный слой 3 из трех рядов листового асбокартона, толстый стальной лист 4, уложенный на два теплоизоляционных слоя из бетона с наполнителем - шамотной крошкой. Теплоизоляционный слой 3 из трех рядов листового асбокартона и два теплоизоляционных слоя из бетона с наполнителем - шамотной крошкой - позволяют снизить потери тепла. Каркас 2 сварен из стального листа толщиной 10 мм. В нижней части каркаса залит первый теплоизоляционный слой 5 из бетона с наполнителем, который имеет сварную двухрядную арматуру 6 из прутка диаметром 12 мм (фиг.3). В верхней части каркаса 2 имеется второй теплоизоляционный слой 7 из бетона с наполнителем, который имеет внутри ряд из швеллеров №14 (8). Подины плавильной камеры 9 и накопительной ванны 10 выполнены из подовых блоков 11 МКРС-45 №1, уложенных на четыре слоя асбокартона 12, и имеют подбивку 13 из шамотного порошка, смешанного с крошкой из легковесного кирпича. Срок службы печи увеличивается из-за использования подовых блоков МКРС-45 №1, которые имеют высокую огнеупорность и стойкость (срок службы по практическим данным 6-7 лет). Применением блоков МКРС-45 №1 (толщина 300 мм, ширина 400 мм, длина 1000 мм) вместо обычных штучных изделий можно уменьшить количество швов, что снижает газопроницаемость и повышает шлакоустойчивость футеровки; получить экономию средств, поскольку отпадает процесс предварительного изготовления штучных огнеупоров, ускорить процесс строительства и снизить долю ручного труда. Швы между блоками МКРС- 45 №1 заполняют тонкоразмолотым сухим шамотным порошком, а еще более лучший результат был достигнут автором, когда засыпанный в щели блоков подины и наклонной площадки шамотный порошок в верхней части заливался жидким стеклом, а затем замазывался «заподлицо» с верхней плоскостью подины и наклонной площадки огнеупорной клеевой мастикой «TRIUMF». В качестве связующего вещества применяется огнеупорный раствор, состоящий из огнеупорной глины (21%), шамотного порошка (75%), жидкого стекла (3%) и фоскона (алюмохромофосфатная смесь, 1%). Толщина швов 1-2 мм, термокомпенсационные швы не выкладываются.
Теплоизоляция, состоящая из четырех слоев асбокартона 12 и подбивки 13 из шамотного порошка, смешанного с крошкой из легковесного кирпича, позволяет дополнительно сохранять температуру металла в плавильной камере 9 и накопительной ванне 10.
Плавильная камера 9 и накопительная ванна 10 ограничены подовыми блоками 11 и стенами 14. Стены 14 печи выложены в два кирпича, внутренний слой выполнен из шамотного кирпича ША-1, №5 ГОСТ 8691-73, а наружный слой из шамотного легковеса ШЛБ-0,9, №5. Над накопительной ванной 10 глубиной 500 мм собран большой свод 15, опирающийся на пятовые кирпичи 16 (ША - 1 №67), зафутерованные в боковых стенках 14. Малый свод 17 выполнен над плавильной камерой 9 и также опирается на пятовые кирпичи 16 (ША - 1 №67). Большой свод 15 и малый 17 собираются из шамотного кирпича ША - 1 №22, 23. Существенно отметить, что большой свод 15 и малый 17 печи имеют двойную огнеупорную теплоизоляционную обмазку 18 и сверху их уложен слой огнеупорных теплоизоляционных матов 19 (фиг.5), а «заподлицо» с уровнем стен 14 засыпана шамотная крошка. Это дополнительно уменьшает теплопотери из печи.
К каркасу 2 печи приварен стальной короб 20, имеющий теплоизоляцию между ним и каждой стеной, состоящую из трех слоев листового асбокартона 21 (фиг.3). Такое конструктивное решение значительно снижает потери тепла в окружающую среду.
Следует отметить, что в предлагаемой отражательной печи для переплава алюминиевого лома используется принцип противотока. Загружаемая в печь шихта движется вниз, а раскаленные дымовые газы движутся вверх, нагревая при этом шихту. Принцип противотока позволяет полнее использовать полученное при горении тепло, получить при этом высокий тепловой КПД. По сравнению с прототипом в предлагаемой печи предусмотрены два рабочих окна: верхнее 22, расположенное в верхней части шахты 23, и нижнее 24 в плавильной камере 9, через которые происходит загрузка шихты с двух мест. Благодаря отмеченному выше в регламенте технологического процесса больше времени отводится на плавку, печь проплавляет больше алюминиевого лома. В плавильной камере 9 имеется шлаковое окно 25, закрываемое дверкой 26, которое предназначено для чистки, удаления железных примесей, шлака. В накопительной ванне 10 имеется рабочее окно 27, закрываемое дверкой 28, которое предназначено для удаления железных примесей, шлака, перемешивания жидкого металла и добавки флюса. Плавильная камера 9 и накопительная ванна 10 сообщаются между собой через окно 29 в перегородке 30. Под плавильной камеры 9 выполнен с наклоном в 6° от задней стенки к фронтовой и в 1° от боковой стенки к окну 29 перегородки 30. Под накопительной ванны 10 выполнен под углом наклона 3° от задней стенки к фронтовой с выпускной леткой 31. В стенах плавильной камеры 9 и накопительной ванны 10 размещены взрывные клапаны 32 сечением 200×250 мм. Третий взрывной клапан 33 сечением 300×250 мм установлен на газоходе в месте присоединения к шахте 23 печи.
Вместе с тем, отражательная печь для переплава алюминиевого лома имеет в плавильной камере 9 и накопительной ванне 10 по две газовые горелки 34. Такое расположение горелок 34 позволяет добиться высокой скорости плавки, снижения угара (по практическим данным), а также делает печь высокопроизводительной, позволяющей вести форсированный режим плавки. Сжигание природного газа осуществляется в четырех горелках 34 с принудительной подачей воздуха типа ГГВ-МГП (серия 5.905 - 14 газогорелочные устройства, рекомендации к применению). В плавильной камере 9 и накопительной ванне 10 установлены горелки ГГВ-МГП-50 с номинальной тепловой мощностью 577 кВт, длина факела составляет 450 мм. Горелки устанавливаются под наклоном к горизонту в 15°. Кроме того, горелки 34 плавильной камеры 9 расположены по продольной оси плавильной камеры 9, а горелки накопительной ванны 10 - под углом 60°. Горелочные камни 35 всех горелок изготавливаются индивидуально из мертеля высокоглиноземистого. Омуровка горелок производится специальной огнеупорной набивной массой собственной разработки, имеющей следующий состав:
Мертель шамотный МШ 39 ТУ 14-199-119-200;
Лигносульфанат технический ТУ 13-0281036-89;
Порошок молотой глины ПГБ ТУ 1522-009-00190495-99;
Фоскон (алюмохромофосфатная смесь) ТУ 2149-150-10964029-01;
Вода
Для розжига горелок предусмотрен запальник инжекционный среднего давления многофакельный, диаметр огневого насадка 27 мм.
Отражательная печь для переплава алюминиевого лома имеет поворотный желоб 36, который имеет в конструкции поворотную чашу 37, что позволяет последовательно разливать наплавленный в печи металл в разливочное оборудование (например, разливочный ковш 38, разливочный конвейер 39), расположенное в секторе обслуживания с углом 130° (разливочное оборудование показано только на фиг.2). Поворотный желоб 36 при разливки жидкого металла закрыт откидывающейся крышкой, которая снижает потери тепла и выделение газов, улучшает условия труда обслуживающего персонала. Откидывающаяся крышка крепится к желобу 36 при помощи трех петлей 40.
Для затекания расплавленного металла в летку 31 и для удобства чистки летки в процессе удаления приделок и шлака с подины накопительной ванны 10 перед леткой 31 имеется выемка 41, выполненная в подовом блоке «болгаркой» в процессе футеровки печи. Каркас 2 с печью установлен на армированном бетонном фундаменте (не показано).
Летка 31 высверлена в леточном кирпиче 42. Леточный кирпич 42 размещается в металлическом коробе леточного кирпича и при кладке стены укладывается в нишу и фиксируется клиньями в ней (не показано).
При замене износившегося леточного кирпича 42 металлический короб леточного кирпича с находящимся внутри него леточным кирпичом 42 вынимают из ниши, извлекают старый леточный кирпич 42, ставят в металлический короб леточного кирпича новый леточный кирпич 42 и металлический короб леточного кирпича с установленным в него новым леточным кирпичом 42 ставят в нишу и фиксируют клиньями.
Печь имеет заслонку 43 верхнего рабочего окна 22 с двумя приваренными стальными патрубками 44 и тройным теплоизоляционным слоем листового асбокартона, футерованную легковесным огнеупорным кирпичом 45, выступающим за раму на 50-60 мм и образующим при закрытии надежный «Г-образный замок», что способствует уменьшению угара и снижению теплопотерь. Отражательная печь для переплава металла имеет ручное устройство для подъема и опускания заслонки 43 верхнего рабочего окона 22, которое состоит из двух копиров 46, четырех шкивов 47, двух тросов 48, двух противовесов 49 и заслонки 43. Заслонка 43 состоит из сварной рамы и двумя патрубками 44 опирается на два копира 46, и с помощью привода заслонка 43 может перемещаться вверх-вниз, открывая и закрывая рабочее окно 22. Заслонка 43 при закрытии рабочего окна 22 опирается внизу на стальной лист загрузочной площадки 50. Заслонка имеет приваренную заднюю стенку с двумя ручками. Герметичность закрытия заслонкой 43 рабочего окна 22 печи обеспечивается заходной частью копиров 46, которая имеет угол 40 градусов.
Подобную конструкцию, но без приваренных патрубков, копиров, противовесов и т.д. имеют и другие дверки печи. Для открытия и закрытия дверок в их конструкции, предусмотрены петли. Дверки при закрытии образуют надежный «Г-образный замок», что способствует уменьшению угара и снижению теплопотерь.
Дымовые газы, образующиеся при горении газа, из шахты печи поступают в боровок 51. В боровке 51 имеется заслонка 52, которая регулирует тягу (искусственную и естественную).
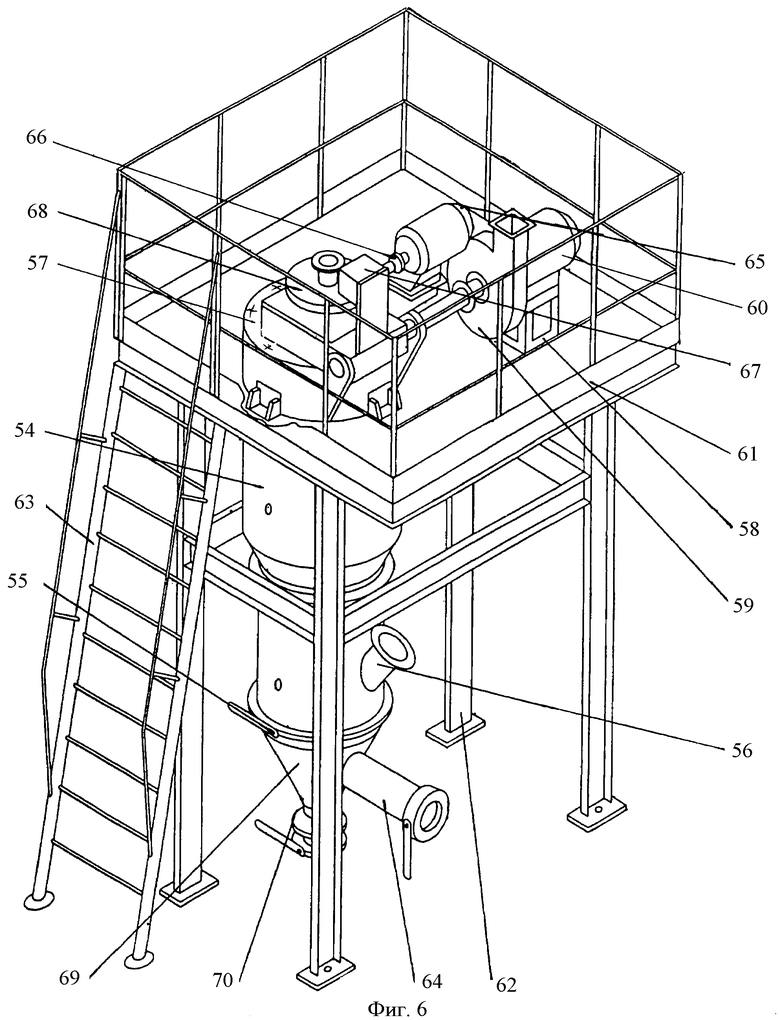
В составе печи имеется установка пылегазоочистки, которая позволяет вести процесс переплава на искусственной тяге с очисткой дымовых газов от вредных веществ и пыли. При использовании установки пылегазоочистки процесс становится экологически чистым (установка пылегазоочистки условно показана на фиг.1 - позиция 53, а общий вид - на фиг.6). Установка пылегазоочистки представляет собой сборный стальной цилиндрической формы корпус 54, в нижней части которого имеется поворотная загрузочная решетка 55 с отверстиями. Выше поворотной загрузочной решетки 55 расположен загрузочный патрубок 56 (фиг.6). В верхней цилиндрической части корпуса 54 размещены вращающиеся рукавные фильтры, которые улавливают пылевидные частицы из дымовых газов. Вверху корпуса 54 имеется крышка 57, которая крепится восемью болтами и восемью гайками к верхнему фланцу корпуса 54 установки пылегазоочистки. На крышке 57 крепится кронштейн 58, на котором размещена воздуходувка 59 с электродвигателем 60. Обслуживающая площадка 61 установки пылегазоочистки опирается на четыре опоры 62 и имеет слева лестницу 63. Обработанный адсорбент и пыль собираются в конусной части корпуса 54. Очищаемые газы из печи подаются в установку пылегазоочистки через патрубок 64. До патрубка 64 установлен дымосос ДН-9у (не показан). Рукавные фильтры вращаются от привода, состоящего из электродвигателя 65, муфты 66, червячного редуктора 67, вращающейся тарелки 68. Пыль и отработанный адсорбент собираются в конусной части 69 пылегазоочистки, а их выгрузка производится через патрубок 70. При естественной тяге, когда шибер 71 на камере смешения 72 закрыт, шибер 73 за установкой пылегазоочистки 53 закрыт, а шибер 74 на боровке открыт, дымовые газы по боровку 51 и дымовой трубе 75 удаляются в атмосферу. На естественной тяге печь работает тогда, когда производится ремонт или профилактические работы на установке пылегазоочистки. Ветвь боровка, идущая к дымососу (не показан), имеет камеру смешения 72, в которой установлены два шибера: один из которых 71 закрывает или открывает подачу в дымосос отходящих газов, другой 76 регулирует подачу свежего воздуха для разбавления им продуктов горения (фиг.1)
Пройдя очистку от пыли и вредных газов, продукты горения через металлический обратный короб 77 нагнетаются воздуходувкой 59 в дымовую трубу 75. При искусственной тяге разряжение создается дымососом ДН-9у, который имеет рабочую температуру до 250°С, тогда как дымовые газы на входе в боровок имеют температуру 650-750°С. Чтобы снизить температуру дымовых газов, устанавливают камеру смешения 72, в которой происходит смешение горячих дымовых газов с воздухом цеха, в результате чего температура дымовых газов становится равной 150-200°С. Выпускаемые промышленностью пылегазоочистки имеют широкий спектр очищаемых вредных веществ, находящихся в дымовых газах, и степень очистки составляет 70-97%. Как правило, они имеют обслуживающую площадку, на которую поднимается оператор по лестнице 63 (как показано на фиг.6). Рабочие, осуществляющие загрузку шихты в печь через верхнее рабочее окно 22, поднимаются на обслуживающую площадку 78 по лестнице 79. Следует отметить, что стальной короб 20 армирован снаружи горизонтальными 80 и вертикальными швеллерами 81.
Печь работает на естественной тяге следующим образом. Плавильщик металла и сплавов открывает шибер 74 и регулирующую заслонку 52, а шиберы 71 и 73 закрыты, при этом тяга должна составлять 2-20 даПа. Включаются горелки 34 и прокаливается печь по технологическому графику прокалки в зависимости от вида проведенного ремонта. Заслонки рабочих окон: верхнего 22 и нижнего 24 открываются и в прокаленную печь плавильщики металла и сплавов загружают неразделанный алюминиевый лом с температурой окружающей среды. Пламя двух газовых инжекционных горелок 34 (фиг.2) нагревает лом до температуры плавления. Металл плавится в плавильной камере 9 и стекает через окно 29 перегородки 30 в накопительную ванну 10 печи. Температуру жидкого металла в накопительной ванне 10 поддерживают две горелки, В процессе работы печи тепло аккумулируется в большом своде 15 и малом своде 17, откуда отражается на металл. Слои обмазки сводов 15 и 17, теплоизоляционные маты 19, теплоизоляция стен, подин, теплоизоляция каркаса печи, подбивки из шамотного порошка, смешанного с крошкой из легковесного кирпича, и четыре слоя асбокартона обеспечивают высокую теплоизоляцию плавильного агрегата. Одновременно бетон каркаса 2 печи с наполнителем - шамотной крошкой - обеспечивает дополнительное тепловое сопротивление тепловому потоку, исходящему от подин плавильной камеры 9 и накопительной ванны 10 вниз. Тепловое КПД печи выше 65%. В процессе плавки лом расплавляется, влага, находящаяся в нем, испаряется, разлагаясь на кислород и водород, а на подине плавильной камеры 9 остаются все включения, температура плавления которых выше алюминиевого сплава. Эти отходы (переделки: чугунные и стальные кольца, вкладыши, втулки, шпильки, толкатели, клапаны и т.д.) не попадают в расплавленный металл, так как в конце плавки их удаляют через шлаковое окно 25 скребком с поверхности пода плавильной камеры 9 в шлаковню. После полного расплавления загруженного в печь лома, обработки флюсом жидкого металла, тщательного перемешивания металла в накопительной ванне 10 и подтверждении лабораторией спектрального анализа марки получаемого сплава заливщики металла подводят конец поворотного желоба 36 к центру разливочного ковша 38. Далее заливщик металла открывает летку 31 печи и производит разливку жидкого металла в разливочный ковш 38. Таким образом, жидкий металл из печи можно разливать через поворотный желоб 36 последовательно в разливочное оборудование, расположенное в секторе с углом в 130° (например, еще в разливочный конвейер 39). После разливки из печи жидкого металла плавильщики металла и сплавов открывают дверку 28 рабочего окона 27 и чистят подину накопительной ванны 10 от шлака и случайно попавших на нее приделок, также чистят подину плавильной камеры 9 от шлака, приделок, а также окно 29 перегородки 30 от шлака и настылей. Работа печи на искусственной тяге происходит следующим образом. Плавильщик металла и сплавов закрывает шибер 74, а регулирующая заслонка 52 и шиберы 71, 73, 76 открыты. Операции выполняются такие же, как и при плавке на естественной тяге, только дымовые газы из печи проходят через пылегазоочистку. Разница в том, что перед загрузкой шихты в печь загружается адсорбент (известь «пушонка» и активированный уголь) в установку пылегазоочистки 53 и производится ее включение. Продукты горения, пройдя часть боровка и камеру смешения 72, разбуживаются (разбавляются) в ней воздухом цеха, далее, разбавленные дымовые газы нагнетаются дымососом ДН-9у (не показан) в патрубок 64 и под давлением проходят слой адсорбента, образуется "кипящий слой", в результате чего вредные вещества, находящиеся в дымовых газах, адсорбируются гашеной известью и активированным углем.
После очистки дымовых газов от вредных веществ они очищаются от пыли в рукавных фильтрах, находящихся в верхней части цилиндрического корпуса 54 (фиг.6). Очищенные газы воздуходувкой 59 нагнетаются в дымовую трубу 75 и удаляются в атмосферу. Раз в три дня отработанный адсорбент выгружается через патрубок 70 в металлическую емкость и увозится в отвал.
Очистка дымовых газов делает процесс плавки экологически чистым. После разливки жидкого металла очищают накопительную ванну 10 от шлака и случайно попавших в нее приделок, чистят плавильную камеру 9 от шлака и приделок, а также окно 29 перегородки 30 от шлака и настылей, летку 31 затыкают и цикл повторяется. Итак, предлагаемая печь является простой по конструкции, герметичной, имеющей большой срок эксплуатации, высокопроизводительной, имеющей малые потери тепла в окружающею среду за счет специальной теплоизоляции, входящая в состав печи установка пылегазоочистки делает процесс экологически чистым.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА АЛЮМИНИЕВОГО ЛОМА | 2011 |
|
RU2481534C1 |
| ШАХТНО-ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2013 |
|
RU2542031C1 |
| ШАХТНО-ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2014 |
|
RU2588700C1 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА АЛЮМИНИЕВОГО ЛОМА | 2013 |
|
RU2529348C1 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2009 |
|
RU2407969C1 |
| Отражательная печь для переплава алюминиевого лома | 2019 |
|
RU2708706C1 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА АЛЮМИНИЕВОГО ЛОМА | 2010 |
|
RU2413148C1 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2006 |
|
RU2361162C2 |
| Шахтно-отражательная печь для переплава металла | 2023 |
|
RU2799640C1 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2017 |
|
RU2656426C1 |
Изобретение относится к шахтно-отражательной печи для переплава металла. Шахтно-отражательная печь для переплава металла, преимущественно алюминиевых ломов содержит шахту, плавильную камеру, накопительную ванну, ограниченные подами и стенками и имеющие два свода, сливную летку, поворотный желоб, газоход и сварной каркас. В шахте имеются два рабочих окна и одно шлаковое для быстрой загрузки шихты с двух мест и заслонка рабочего окна в шахте с устройством для подъема и опускания, образующая Г-образный замок. В печи установлены две газовые горелки в плавильной камере и две газовые горелки в накопительной ванне. Печь может работать на естественной и искусственной тяге с системой пылегазоочистки. Печь выкладывается в стальном коробе, имеющем теплоизоляцию между ним и каждой стеной, состоящую из трех слоев листового асбокартона. Подины плавильной камеры и накопительной ванны выложены из подовых блоков МКРС-45 №1, уложенных на четыре слоя асбокартона и подбивку из шамотного порошка, смешанного с крошкой из легковесного кирпича, что позволяет сохранять тепло, препятствуя его отводу к каркасу. Печь имеет поворотный желоб с поворотной чашей для последовательной разливки наплавленного в печи металла в разливочное оборудование, расположенное в секторе обслуживания с углом 130°. В печи установлен быстросменный леточный кирпич в металлическом коробе, который легко может быть заменен на новый в случае его износа без разборки торцевой и двух боковых стен. Своды над плавильной камерой и накопительной ванной имеют теплоизоляционную обмазку в два слоя и поверх них уложен слой из огнеупорных теплоизоляционных матов. Обеспечивается повышение производительности и возможность переплава несортированного от инородных включений лома. 4 з.п. ф-лы, 6 ил.
1. Шахтно-отражательная печь для переплава металла, содержащая корпус шахты, плавильную камеру, накопительную ванну, ограниченные подами и стенками и имеющими два свода, дымоход, горелки, сливную летку, отличающаяся тем, что корпус размещен на сварном каркасе, имеющем в верхней части теплоизоляционный слой из трех рядов листового асбокартона и толстый стальной лист, уложенный на два теплоизоляционных слоя из бетона с наполнителем - шамотной крошкой, при этом печь снабжена пылегазоочисткой и поворотным желобом с поворотной чашей для обеспечения последовательной разливки наплавленного в печи металла в разливочное оборудование, расположенное в секторе обслуживания с углом 130°, и с крышкой, закрывающей поворотный желоб при разливке жидкого металла.
2. Печь по п.1, отличающаяся тем, что подины накопительной ванны и плавильной камеры выполнены из подовых блоков МКРС-45 №1, уложенных на четыре слоя асбокартона, и имеют подбивку из шамотного порошка, смешанного с крошкой из легковесного кирпича.
3. Печь по п.1, отличающаяся тем, что она имеет два рабочих окна для загрузки шихты с двух мест, при этом верхнее окно выполнено в шахте, а нижнее - в плавильной камере.
4. Печь по п.3, отличающаяся тем, что верхнее рабочее окно имеет заслонку с двумя приваренными стальными патрубками и тройным теплоизоляционным слоем листового асбокартона, футерованную легковесным огнеупорным кирпичом, выступающим за раму на 50-60 мм и образующим при закрытии Г-образный замок для уменьшения угара и снижения теплопотерь.
5. Печь по п.1, отличающаяся тем, что своды плавильной камеры и накопительной ванны имеют двойную огнеупорную теплоизоляционную обмазку и сверху них уложен слой огнеупорных теплоизоляционных матов.
| ШКЛЯР М.С | |||
| Печи вторичной цветной металлургии | |||
| - М.: Металлургия, 1987, с.186-187, рис.78 | |||
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВКИ МЕТАЛЛА | 1993 |
|
RU2047663C1 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВКИ МЕТАЛЛА | 1999 |
|
RU2155304C1 |
| ПЛАВИЛЬНАЯ ПЕЧЬ ДЛЯ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2225578C1 |
| Способ изготовления стен промышленных печей | 1990 |
|
SU1753224A1 |
| US 3973076 A, 03.08.1976 | |||
| СПОСОБ ПОЛУЧЕНИЯ МОДИФИЦИРОВАННЫХ ЭПОКСИДНЫХ КОМПАУНДОВ | 0 |
|
SU240998A1 |

